Você também pode gostar
- A Parábola Das PrincesasDocumento4 páginasA Parábola Das PrincesasHérica Silva100% (2)
- Relatório de Vibrações - Experimento Massa-MolaDocumento14 páginasRelatório de Vibrações - Experimento Massa-MolaBruna NoratAinda não há avaliações
- Teoria de Sistemas Amostrados e Controle Digital - D.J PaganoDocumento70 páginasTeoria de Sistemas Amostrados e Controle Digital - D.J PaganocleitonmoyaAinda não há avaliações
- Análise Do Desgaste de Ferramentas Via Emissão Acústica Com Aplicações de Redes NeuraisDocumento24 páginasAnálise Do Desgaste de Ferramentas Via Emissão Acústica Com Aplicações de Redes NeuraissaccaroAinda não há avaliações
- PPAP - Questionário Unidade IDocumento8 páginasPPAP - Questionário Unidade IValdenir3086% (7)
- Recusa Na Transfusão Sanguínea em Paciente em Pacientes Testemunhas de Jeová - SlidesDocumento25 páginasRecusa Na Transfusão Sanguínea em Paciente em Pacientes Testemunhas de Jeová - SlidesSamanta VanessaAinda não há avaliações
- Análise Respostas em Frequência em Sistemas de Controle PDFDocumento27 páginasAnálise Respostas em Frequência em Sistemas de Controle PDFLeandro GarciaAinda não há avaliações
- Análise Respostas em Frequência em Sistemas de Controle PDFDocumento27 páginasAnálise Respostas em Frequência em Sistemas de Controle PDFLeandro GarciaAinda não há avaliações
- Trabalho - Metodo de Rayleigh-RitzDocumento9 páginasTrabalho - Metodo de Rayleigh-RitzoseiascariocaAinda não há avaliações
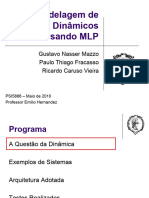
- Apresentação FinalDocumento28 páginasApresentação FinalGustavo Nasser MazzoAinda não há avaliações
- Artigo Vigas Metálicas No AnsysDocumento15 páginasArtigo Vigas Metálicas No Ansysjair.limaAinda não há avaliações
- Sintonia Cautelosa de Controladores Pi para Plantas de Primeira Ordem Com Tempo Morto e Não LinearidadesDocumento16 páginasSintonia Cautelosa de Controladores Pi para Plantas de Primeira Ordem Com Tempo Morto e Não Linearidadesr282269zcAinda não há avaliações
- 01 V26N1Ab20200-A04Documento20 páginas01 V26N1Ab20200-A04Alcivando AraújoAinda não há avaliações
- Análise Dinâmica Pelo Método de Elementos FinitosDocumento86 páginasAnálise Dinâmica Pelo Método de Elementos FinitossaidmsrochaAinda não há avaliações
- Andre Sabe - Automacao Apostila1-6Documento120 páginasAndre Sabe - Automacao Apostila1-6Victor ChenAinda não há avaliações
- Modulo DefeitosDocumento46 páginasModulo DefeitosRamon CardosoAinda não há avaliações
- 44 SOBRAC2017 Controle Vibracao Utilizando TMD Rev06Documento10 páginas44 SOBRAC2017 Controle Vibracao Utilizando TMD Rev06MailsonMQAinda não há avaliações
- Filtros AdaptativosDocumento5 páginasFiltros AdaptativosEricoValeAinda não há avaliações
- Apostila de ModelamentoDocumento71 páginasApostila de Modelamentosantanagilson100% (1)
- Roteiro Experimento - IDocumento3 páginasRoteiro Experimento - IHeverton AzevedoAinda não há avaliações
- Otimizacao Sistemas NlinearesDocumento19 páginasOtimizacao Sistemas NlinearesRomes BorgesAinda não há avaliações
- Vibracoes 2GDLDocumento11 páginasVibracoes 2GDLmatheusbailaoAinda não há avaliações
- Aula I - Introducao Aos Sistemas de ControleDocumento49 páginasAula I - Introducao Aos Sistemas de ControlePedro VieiraAinda não há avaliações
- Controlo Da CondiçãoDocumento20 páginasControlo Da CondiçãoMiguel Silva75% (4)
- Aula TópicosDocumento14 páginasAula TópicosEmília Catarina PassosAinda não há avaliações
- Vibrações Mecânicas IDocumento2 páginasVibrações Mecânicas IFilipe DrumondAinda não há avaliações
- MsaDocumento25 páginasMsaapi-3846415100% (4)
- Teoria Do Controle PDFDocumento152 páginasTeoria Do Controle PDFMarcio MazeuAinda não há avaliações
- Análise de Estruturas Aeronáuticas Via Método Dos Elementos Finitos - Volnei TitaDocumento109 páginasAnálise de Estruturas Aeronáuticas Via Método Dos Elementos Finitos - Volnei TitaMarcelo YokomizoAinda não há avaliações
- Estudo Sobre Controle de Ruído em Lajes de Unidades ResidenciaisDocumento9 páginasEstudo Sobre Controle de Ruído em Lajes de Unidades ResidenciaisannaclaragrzAinda não há avaliações
- Material de Estudo PDFDocumento52 páginasMaterial de Estudo PDFLara L. SouzaAinda não há avaliações
- Vibrações Mecânicas 2Documento11 páginasVibrações Mecânicas 2PedroAinda não há avaliações
- Atividade 2 - Vibrações Mecânicas e Acústicas - 51-2024Documento5 páginasAtividade 2 - Vibrações Mecânicas e Acústicas - 51-2024admcavaliniassessoriaAinda não há avaliações
- 01 Msa ApresentacaoDocumento66 páginas01 Msa ApresentacaoAlecir SilvaAinda não há avaliações
- 8 - Relatorio 1 - RetroalimentacaoDocumento11 páginas8 - Relatorio 1 - RetroalimentacaoLucas SilvaAinda não há avaliações
- Identificação e Controle AdaptativoDocumento66 páginasIdentificação e Controle Adaptativogiba1972Ainda não há avaliações
- Relatório 1 - Sistema Vibratório Com Um Grau de LiberdadeDocumento8 páginasRelatório 1 - Sistema Vibratório Com Um Grau de LiberdadeMarianna BürgelAinda não há avaliações
- Sistema Amortecido Forçado ArtigoDocumento10 páginasSistema Amortecido Forçado ArtigoWanderson NovaisAinda não há avaliações
- Vibrações Mecânicas - Tópico 1 - Aula 1 - Construção de Modelos VibratóriosDocumento59 páginasVibrações Mecânicas - Tópico 1 - Aula 1 - Construção de Modelos VibratóriosPolly CruzAinda não há avaliações
- Aula1 Medidas FisicasDocumento7 páginasAula1 Medidas FisicasAbigaiu Monteiro SuméAinda não há avaliações
- (1999 Jorge Luiz Jardim) Uma Ferramenta para Simulação de Fenômenos Dinâmicos de Longa DuraçãoDocumento6 páginas(1999 Jorge Luiz Jardim) Uma Ferramenta para Simulação de Fenômenos Dinâmicos de Longa Duraçãopoma.carlos.enriqueAinda não há avaliações
- Análise e Projeto por Autoestrutura em Controle Ativo de VibraçõesNo EverandAnálise e Projeto por Autoestrutura em Controle Ativo de VibraçõesAinda não há avaliações
- Teórica de VibraçõesDocumento8 páginasTeórica de VibraçõesPonte RolanteAinda não há avaliações
- Vibrações Mecânicas - Fundamentos de Vibrações - Parte 1Documento64 páginasVibrações Mecânicas - Fundamentos de Vibrações - Parte 1Filipe RocioAinda não há avaliações
- Filtragem DigitalDocumento4 páginasFiltragem DigitalEu Xp JosilAinda não há avaliações
- Vibraçoes 3Documento8 páginasVibraçoes 3wilkerjunior70Ainda não há avaliações
- W1 - Laboratorio PDFDocumento14 páginasW1 - Laboratorio PDFArao FumoAinda não há avaliações
- Relatorio Do Trabalho de Fiabilidade LaboratorialDocumento13 páginasRelatorio Do Trabalho de Fiabilidade LaboratorialMário GomesAinda não há avaliações
- Experimento IIIDocumento2 páginasExperimento IIIHeverton AzevedoAinda não há avaliações
- Iso 10816-3Documento12 páginasIso 10816-3João MarceloAinda não há avaliações
- Relatório Da Atividad Laboratório 1 - Rafael Matos de SouzaDocumento6 páginasRelatório Da Atividad Laboratório 1 - Rafael Matos de Souzarafael matosAinda não há avaliações
- 2011 Analise Estrutural Chassi Transplantadora Solidworks PDFDocumento12 páginas2011 Analise Estrutural Chassi Transplantadora Solidworks PDFtoshugoAinda não há avaliações
- Automação Da Discretização de Controladores PID e Filtros DigitaisDocumento11 páginasAutomação Da Discretização de Controladores PID e Filtros Digitaisblister_xbladeAinda não há avaliações
- Trabalho AcionamentosDocumento7 páginasTrabalho AcionamentosKennedy RibeiroAinda não há avaliações
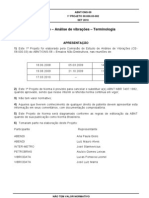
- ABNT - Ensaio Não Destrutivo - Análise de Vibrações - TerminologiaDocumento28 páginasABNT - Ensaio Não Destrutivo - Análise de Vibrações - TerminologiacapixabaempreendedorAinda não há avaliações
- Síntese e Otimização de ProcessosDocumento69 páginasSíntese e Otimização de ProcessosThales Rossi SpartalisAinda não há avaliações
- Vibração Com Amortecimento ViscosoDocumento11 páginasVibração Com Amortecimento ViscosoJosé LimaAinda não há avaliações
- ResumoDocumento13 páginasResumoNatan Dos SantosAinda não há avaliações
- Medicão Ruido em SubestacõesDocumento13 páginasMedicão Ruido em SubestacõesMarco Justino de FariaAinda não há avaliações
- Avaliação Das Propriedades Estáticas e Dinâmicas de Vigas de Concreto Armado - Ivan Moura Belo, Elisabeth Penner (Cefet)Documento15 páginasAvaliação Das Propriedades Estáticas e Dinâmicas de Vigas de Concreto Armado - Ivan Moura Belo, Elisabeth Penner (Cefet)RafaelAinda não há avaliações
- Sintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPNo EverandSintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPAinda não há avaliações
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Modelo de FichamentoDocumento3 páginasModelo de FichamentoMarciel Iasniewicz100% (1)
- Lista Verbetes DownloadDocumento62 páginasLista Verbetes DownloadMarcio SabedottiAinda não há avaliações
- Curso de FrancesDocumento92 páginasCurso de FrancesKinho Souza100% (9)
- Sexo e Destino PDFDocumento217 páginasSexo e Destino PDFIracemaCEAinda não há avaliações
- Guia Academico GeralDocumento64 páginasGuia Academico GeralAdélia MirandaAinda não há avaliações
- File 76861 01.APOSTILAPORTUGUÊS 20180128 015827 PDFDocumento71 páginasFile 76861 01.APOSTILAPORTUGUÊS 20180128 015827 PDFMarilene Leite MartinsAinda não há avaliações
- A Construção Do Conceito de Número Pela CriançaDocumento24 páginasA Construção Do Conceito de Número Pela Criançaprofecheilafg100% (1)
- Jornada de Um Imbecil Até o EntendimentoDocumento34 páginasJornada de Um Imbecil Até o EntendimentoFernanda de Oliveira100% (2)
- Teste - F10 - Determinismo e Livre-Arb+¡trio e A Dimens+úo Pessoal e Social Da +®ticaDocumento4 páginasTeste - F10 - Determinismo e Livre-Arb+¡trio e A Dimens+úo Pessoal e Social Da +®ticaSandra SecoAinda não há avaliações
- Perícias Psíquicas (RPG)Documento3 páginasPerícias Psíquicas (RPG)Denis Colli MenezesAinda não há avaliações
- Ficha.4° Habilidades-2018Documento3 páginasFicha.4° Habilidades-2018rafael rodriguezAinda não há avaliações
- VampiroDocumento98 páginasVampiroDaniel Dan100% (2)
- Características Do Texto ArgumentativoDocumento3 páginasCaracterísticas Do Texto ArgumentativoCândida TeixeiraAinda não há avaliações
- Resenha Crítica Do Filme "Obrigado Por Fumar"Documento3 páginasResenha Crítica Do Filme "Obrigado Por Fumar"Leonardo Botelho0% (1)
- Rosy Mara Oliveira: Universidade Presidente Antônio Carlos - UnipacDocumento51 páginasRosy Mara Oliveira: Universidade Presidente Antônio Carlos - UnipacroxanedddAinda não há avaliações
- Inventário Sentimentos e NecessidadesDocumento3 páginasInventário Sentimentos e NecessidadesRH bgpgAinda não há avaliações
- O Discurso Sobre Corpo, Gênero e Sexualidade - Uma Abordagem Na EducaçãoDocumento14 páginasO Discurso Sobre Corpo, Gênero e Sexualidade - Uma Abordagem Na EducaçãoAdriano AngeloAinda não há avaliações
- Aula 1. Definição e ConceitoDocumento10 páginasAula 1. Definição e ConceitoJoshuaJoshuaAinda não há avaliações
- Artes No Século XXDocumento17 páginasArtes No Século XXJessica Motta de AraujoAinda não há avaliações
- Informativo CETJ (2012-01)Documento10 páginasInformativo CETJ (2012-01)Paulo JorgeAinda não há avaliações
- Ficha 03 PermutaçõesDocumento3 páginasFicha 03 PermutaçõesPedero EspadaAinda não há avaliações
- Cest - Modelo de Capa e Folha de Rosto (Tde) Direito - CópiaDocumento4 páginasCest - Modelo de Capa e Folha de Rosto (Tde) Direito - CópiaHiago FerreiraAinda não há avaliações
- A Corrida Da VidaDocumento3 páginasA Corrida Da Vidaedna_freitasAinda não há avaliações
- Circuitos LogicosDocumento101 páginasCircuitos LogicosThamiris LopesAinda não há avaliações
- A Família de JesusDocumento6 páginasA Família de Jesusapi-3711231Ainda não há avaliações
- Hospital Regional Sertão CentralDocumento65 páginasHospital Regional Sertão CentralEnoqueCunhadeQueirozAinda não há avaliações