Você também pode gostar
- Planejamento E Controle Da Produção: Volume 1No EverandPlanejamento E Controle Da Produção: Volume 1Ainda não há avaliações
- Indicadores de Performance Da Manutenção IndustrialDocumento8 páginasIndicadores de Performance Da Manutenção IndustrialYunnusAinda não há avaliações
- Artigo Sobre PCMDocumento20 páginasArtigo Sobre PCMleandro_ozelin97480% (1)
- E-Book Técnico - 45 Ideias para Reduzir Os Custos - de - ProduçãoDocumento38 páginasE-Book Técnico - 45 Ideias para Reduzir Os Custos - de - ProduçãoalexandrelymaAinda não há avaliações
- Diagnóstico Braskem BADocumento15 páginasDiagnóstico Braskem BAÁtila Rafael CarvalhoAinda não há avaliações
- ManualDocumento81 páginasManualRicardo Pereira100% (1)
- Filosofia Da ManutençãoDocumento83 páginasFilosofia Da ManutençãommachadocostaAinda não há avaliações
- PD3395 - 5 - PD-3395 - Diretriz Estratégia Manutenção VCDocumento11 páginasPD3395 - 5 - PD-3395 - Diretriz Estratégia Manutenção VCMARCIO lEITEAinda não há avaliações
- Mosquim Paradas Webinar ABRAPLAN 2020Documento37 páginasMosquim Paradas Webinar ABRAPLAN 2020Joao Tadeu HipolitoAinda não há avaliações
- Indicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Documento35 páginasIndicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Jânio PabloAinda não há avaliações
- Apostila - Planejamento Global Da ManutençãoDocumento90 páginasApostila - Planejamento Global Da ManutençãoJoão Manoel RibeiroAinda não há avaliações
- 2014 GuiaSGE2Documento75 páginas2014 GuiaSGE2jmpbarrosAinda não há avaliações
- Perfil Engenheiro de ProduçaoDocumento4 páginasPerfil Engenheiro de ProduçaoPriscylla RodriguesAinda não há avaliações
- GP052-8 Segredos para o Sucesso de Uma Parada de Manutenção - Rodolfo Stoner RVDocumento4 páginasGP052-8 Segredos para o Sucesso de Uma Parada de Manutenção - Rodolfo Stoner RVTiago SantosAinda não há avaliações
- Apostila GPMGestaode Paradasde ManutencaoDocumento216 páginasApostila GPMGestaode Paradasde ManutencaoGustavoSáAinda não há avaliações
- Os 16 Grandes Tipos de PerdasDocumento5 páginasOs 16 Grandes Tipos de PerdasTiago OliveiraAinda não há avaliações
- Carta de ControleDocumento6 páginasCarta de ControleAlice Silva100% (1)
- Planejamento de Grandes Paradas - EntressafraDocumento14 páginasPlanejamento de Grandes Paradas - EntressafraAscanio Silva LamounierAinda não há avaliações
- TPM PDFDocumento127 páginasTPM PDFMarco Vargas100% (1)
- PM - ManutençãoDocumento51 páginasPM - ManutençãoAlfeu EduardoAinda não há avaliações
- Manutencao Centrada No NegocioDocumento13 páginasManutencao Centrada No NegocioclaudiogbgAinda não há avaliações
- Melhoria No Layout PDFDocumento15 páginasMelhoria No Layout PDFJuniorAinda não há avaliações
- 12 Passos para Redução de CustosDocumento18 páginas12 Passos para Redução de CustosJoao Tadeu HipolitoAinda não há avaliações
- 2 - FmeaDocumento55 páginas2 - FmeaMARCOS100% (1)
- Avaliação Desempenho Parada - IMPVC-2022 REV1Documento5 páginasAvaliação Desempenho Parada - IMPVC-2022 REV1Átila Rafael CarvalhoAinda não há avaliações
- Fundamentos de PCPDocumento92 páginasFundamentos de PCPPatrick Freitas de OliveiraAinda não há avaliações
- Planejamento e Controle Da Manutenção - PCMDocumento16 páginasPlanejamento e Controle Da Manutenção - PCMLaércio FerreiraAinda não há avaliações
- Gestão Avançada Carteira de ServiçosDocumento101 páginasGestão Avançada Carteira de ServiçosElton Caldas De QueirozAinda não há avaliações
- 05 - Ferramenta 5T StandardDocumento7 páginas05 - Ferramenta 5T StandardVinicios FerrazAinda não há avaliações
- PM ExercíciosDocumento21 páginasPM ExercíciosMarcos OliveiraAinda não há avaliações
- Manutenção Preditiva - Apostila 1Documento25 páginasManutenção Preditiva - Apostila 1wagnerAinda não há avaliações
- Um Estudo de Caso de Aumento de Produtividade Utilizando O Índice Oee Nas Indústrias Micheletto S.ADocumento112 páginasUm Estudo de Caso de Aumento de Produtividade Utilizando O Índice Oee Nas Indústrias Micheletto S.AvandrorobertoAinda não há avaliações
- CS02 Modificar Lista Técnica de MaterialDocumento7 páginasCS02 Modificar Lista Técnica de MaterialSantyagoAinda não há avaliações
- Curso Manutenção Produtiva Total - Iat - Facens - Alunos - Maio - 2010Documento142 páginasCurso Manutenção Produtiva Total - Iat - Facens - Alunos - Maio - 2010Adelson Diogo de CarvalhoAinda não há avaliações
- Indicadores de ManutençãoDocumento63 páginasIndicadores de ManutençãoWeslley Santosweslle100% (1)
- Teoria Da Eng de ManutençaoDocumento81 páginasTeoria Da Eng de ManutençaoGuilherme LeoAinda não há avaliações
- FMEA Morsa de BancadaDocumento36 páginasFMEA Morsa de BancadaMatheus Alves100% (1)
- Indicadores PCP PDFDocumento7 páginasIndicadores PCP PDFPaulo Roberto AndradeAinda não há avaliações
- 10 Caracteristicasqueo PCMdasuaempresae Falhoou InexistenteDocumento26 páginas10 Caracteristicasqueo PCMdasuaempresae Falhoou InexistenteBruna VerissimoAinda não há avaliações
- TRF - lIVRODocumento224 páginasTRF - lIVROpaulo lucas silva salesAinda não há avaliações
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 páginasAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonAinda não há avaliações
- Exercicios AV1 2019 - 1 PDFDocumento10 páginasExercicios AV1 2019 - 1 PDFMatheus GomesAinda não há avaliações
- Ebook - Backlog de ManutençãoDocumento9 páginasEbook - Backlog de ManutençãoJoao Tadeu Domingues HipolitoAinda não há avaliações
- Definição Da Melhor Política de Manutenção para Gestão e PDFDocumento83 páginasDefinição Da Melhor Política de Manutenção para Gestão e PDFThiers MaltezAinda não há avaliações
- Análise de Modo e Efeito de Falha (FMEA) PDFDocumento6 páginasAnálise de Modo e Efeito de Falha (FMEA) PDFNino PossaniAinda não há avaliações
- Aprepo Gestão de ManutençãoDocumento12 páginasAprepo Gestão de ManutençãoSamuelsonLeiteAinda não há avaliações
- Artigo - Dimensionamento de Estruturas de PCMDocumento18 páginasArtigo - Dimensionamento de Estruturas de PCMWellington FrançaAinda não há avaliações
- Gestão Da Manutenção Mecânica - LinkedInDocumento3 páginasGestão Da Manutenção Mecânica - LinkedInPedro MatheusAinda não há avaliações
- Template para Apresentacoes ValeDocumento137 páginasTemplate para Apresentacoes ValeThiago Moraes NascimentoAinda não há avaliações
- WCM DesmitificandoDocumento7 páginasWCM DesmitificandoMadknight GameplayAinda não há avaliações
- Planejamento, Programação, Controle e Engenharia Da Manutenção - E-CLASS - Heitor FagnerDocumento154 páginasPlanejamento, Programação, Controle e Engenharia Da Manutenção - E-CLASS - Heitor FagnerHorus Eng. & Assistência TécnicaAinda não há avaliações
- Engenharia Da ManutençãoDocumento22 páginasEngenharia Da ManutençãoFrancisco RamalhoAinda não há avaliações
- Transação Do SAPDocumento24 páginasTransação Do SAPHugo FontesAinda não há avaliações
- RENOLIN Oleos Hidraulicos Catalogo 2008Documento16 páginasRENOLIN Oleos Hidraulicos Catalogo 2008Alex RougéAinda não há avaliações
- Carga MaquinaDocumento23 páginasCarga MaquinaWilliam FurtadoAinda não há avaliações
- Proposta de Umplano de Gestão de Ativos para Uma Empresa Do Setor AutomobilísticoDocumento98 páginasProposta de Umplano de Gestão de Ativos para Uma Empresa Do Setor AutomobilísticoPaulo FilhoAinda não há avaliações
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 páginasManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaAinda não há avaliações
- Aula 3.4. EmbalagensDocumento9 páginasAula 3.4. EmbalagensPassec JuniorAinda não há avaliações
- Ebook ESG ExameDocumento49 páginasEbook ESG ExameRosi AndradeAinda não há avaliações
- Total Da Fatura R$Documento2 páginasTotal Da Fatura R$Carlos Roberto Da SilvaAinda não há avaliações
- Meio Ambiente IIDocumento54 páginasMeio Ambiente IIAna Elisa OliveiraAinda não há avaliações
- Você e Seu Colega de Profissão Antônio, Ambos Profissionais Da Área de Contabilidade, Após Se Formarem Decidiram Empreender No Ramo de Joias.Documento4 páginasVocê e Seu Colega de Profissão Antônio, Ambos Profissionais Da Área de Contabilidade, Após Se Formarem Decidiram Empreender No Ramo de Joias.azulassessoriaacademica80Ainda não há avaliações
- Contrato de LocaçãoDocumento2 páginasContrato de Locaçãolan houseAinda não há avaliações
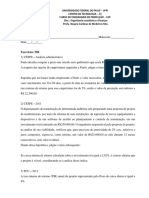
- Exercícios TIRDocumento3 páginasExercícios TIRJoão Marcos LuzAinda não há avaliações
- Rel Nota Fiscal Eletronica ServicosDocumento1 páginaRel Nota Fiscal Eletronica ServicosRafaela RosendoAinda não há avaliações
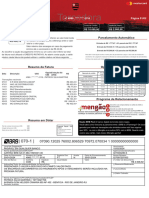
- NF: 7555120 SHP: 42161512755 Contrato: 9912278851 PAC PLP: 781035588 PESO 1053 GDocumento4 páginasNF: 7555120 SHP: 42161512755 Contrato: 9912278851 PAC PLP: 781035588 PESO 1053 GEduardo SilvaAinda não há avaliações
- Objetivos EstratégicosDocumento14 páginasObjetivos Estratégicosclagarinhos100% (6)
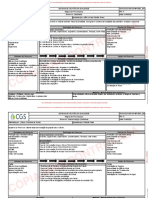
- TGS CGS Ger Qa MP 0001 00Documento8 páginasTGS CGS Ger Qa MP 0001 00Leandro BuenoAinda não há avaliações
- EBOOK EAD Compliance No Setor Público Sandra VespasianoDocumento73 páginasEBOOK EAD Compliance No Setor Público Sandra VespasianoSandra VespasianoAinda não há avaliações
- Agente AdministrativoDocumento7 páginasAgente AdministrativoElias GabrielAinda não há avaliações
- P Wb08-Clube-ADocumento65 páginasP Wb08-Clube-AValdemirCostaAinda não há avaliações
- Apontamentos Marketing OperacionalDocumento18 páginasApontamentos Marketing Operacionalana.carpinteiro02Ainda não há avaliações
- Diagramação Guia FGTS Digital - ATUALIZADO 2024Documento31 páginasDiagramação Guia FGTS Digital - ATUALIZADO 2024Adri_reAinda não há avaliações
- Gestão Da Produção e Operações - Mario Otávio BatalhaDocumento117 páginasGestão Da Produção e Operações - Mario Otávio Batalhahectiandro100% (1)
- Fatura - BRB 02363554Documento2 páginasFatura - BRB 02363554thomasscribdAinda não há avaliações
- 10582-Especificacao Tecnica Detergente de Vida 01-10-2019Documento2 páginas10582-Especificacao Tecnica Detergente de Vida 01-10-2019gessica KAROLINEAinda não há avaliações
- Carvalheira Na Fogueira 2023: Impressão em CasaDocumento1 páginaCarvalheira Na Fogueira 2023: Impressão em Casamarinaoliveira2212Ainda não há avaliações
- Adaptação Do Processo de Planejamento: Workface Planning: Estudo de Caso em ObraDocumento71 páginasAdaptação Do Processo de Planejamento: Workface Planning: Estudo de Caso em ObraTalita LopesAinda não há avaliações
- Ferramentas Da Qualidade No Canteiro de ObraDocumento29 páginasFerramentas Da Qualidade No Canteiro de Obrabezerra funcionalAinda não há avaliações
- Tópicos de Atuação Profissional 02-Q01Documento2 páginasTópicos de Atuação Profissional 02-Q01adriana33% (6)
- Historico CreditosDocumento4 páginasHistorico CreditossirlleneoAinda não há avaliações
- Portaria PGFN - Me #6.757, de 29 de Julho de 2022Documento20 páginasPortaria PGFN - Me #6.757, de 29 de Julho de 2022Gustavo RaulinoAinda não há avaliações
- ABECIP CA 300 Mapas MentaisDocumento11 páginasABECIP CA 300 Mapas MentaisnaylaevellynAinda não há avaliações
- A Globalização Vista Pelo Prisma de Uma Obra Cinematográfica: Uma Análise Da Película Adeus, Lênin!Documento8 páginasA Globalização Vista Pelo Prisma de Uma Obra Cinematográfica: Uma Análise Da Película Adeus, Lênin!Edson HolandaAinda não há avaliações
- Casos Concretos - Temas 11 e 12Documento16 páginasCasos Concretos - Temas 11 e 12Jessica GuedesAinda não há avaliações
- Caderno 8 - PlanosDocumento75 páginasCaderno 8 - PlanosLeticia Alves100% (1)
- Ae Geo11 PT ppt8Documento21 páginasAe Geo11 PT ppt8Mariana Filipa Santos Martins (10 7)Ainda não há avaliações