Você também pode gostar
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Adesivos Estruturais em AutomóveisDocumento27 páginasAdesivos Estruturais em AutomóveisCarlosAinda não há avaliações
- Verificação Da Utilização de Ponte de Aderência Na União Entre Concreto X ConcretoDocumento16 páginasVerificação Da Utilização de Ponte de Aderência Na União Entre Concreto X ConcretoAlessandro PintoAinda não há avaliações
- Adesivos Estruturais Na AviaçãoDocumento23 páginasAdesivos Estruturais Na Aviaçãospmonteiro1972Ainda não há avaliações
- Resina Composta Fotopolimerizável em Dentes PosterioresDocumento27 páginasResina Composta Fotopolimerizável em Dentes PosterioresAndré RibeiroAinda não há avaliações
- A Fixação Dos Braquetes OrtodônticosDocumento52 páginasA Fixação Dos Braquetes OrtodônticosMatsu BaraAinda não há avaliações
- HORSTH, 2018 - PATOLOGIAS NOS REVESTIMENTOS CERÂMICOS (Graduação) PDFDocumento12 páginasHORSTH, 2018 - PATOLOGIAS NOS REVESTIMENTOS CERÂMICOS (Graduação) PDFMelissaAinda não há avaliações
- Estudo Da Influência Da Adição de Óxido de Grafeno em ArgamassaDocumento13 páginasEstudo Da Influência Da Adição de Óxido de Grafeno em Argamassaanderson claytonAinda não há avaliações
- Fluxo PinturaDocumento15 páginasFluxo PinturaDenis TadeuAinda não há avaliações
- 1748-Texto Do Artigo-7556-1-10-20190918 PDFDocumento19 páginas1748-Texto Do Artigo-7556-1-10-20190918 PDFErica MagnagoAinda não há avaliações
- Adesivos em AeronauticaDocumento21 páginasAdesivos em Aeronauticaspmonteiro1972Ainda não há avaliações
- Dentista Londrina: Núcleo de Preenchimento (Dental Core)Documento5 páginasDentista Londrina: Núcleo de Preenchimento (Dental Core)Tiago VerasAinda não há avaliações
- Trabalho Escrito de Protese FixaDocumento4 páginasTrabalho Escrito de Protese FixaElisangela PedreiraAinda não há avaliações
- Trabalho UsinagemDocumento8 páginasTrabalho UsinagemGuilherme FelicianoAinda não há avaliações
- Artigo IbraconDocumento16 páginasArtigo Ibraconmilena.bscAinda não há avaliações
- 2006 The Effect of Polishing Techniques On The Surface Roughness and Color Change of Composite Resins - En.ptDocumento8 páginas2006 The Effect of Polishing Techniques On The Surface Roughness and Color Change of Composite Resins - En.ptJoão Vitor da Silva DuarteAinda não há avaliações
- Artigo - Substituição Dos Materiais Na IndústriaDocumento7 páginasArtigo - Substituição Dos Materiais Na IndústriaN AbreuAinda não há avaliações
- Utilização Da Argamassa Polimérica Com Junta Fina em AlvenariasDocumento8 páginasUtilização Da Argamassa Polimérica Com Junta Fina em AlvenariasRenan Oliveira MachadoAinda não há avaliações
- Análise Comparativa Do Desempenho Do Concreto LeveDocumento9 páginasAnálise Comparativa Do Desempenho Do Concreto LeveCarlos FelipeAinda não há avaliações
- Analise Da Fluencia Do Concreto Implicacoes Do Uso de Aditivos Plastificantes e SuperplastificantesDocumento3 páginasAnalise Da Fluencia Do Concreto Implicacoes Do Uso de Aditivos Plastificantes e SuperplastificantesDiogoAinda não há avaliações
- 2457-Texto Do Artigo-8896-1-10-20210525Documento21 páginas2457-Texto Do Artigo-8896-1-10-20210525RAYSSA FILGUEIRAS CALDASAinda não há avaliações
- C 06 - (Artigo) Análise Comparativa Entre Concreto Convencional e ReforçadoDocumento10 páginasC 06 - (Artigo) Análise Comparativa Entre Concreto Convencional e ReforçadoCaíque LimaAinda não há avaliações
- 60CBC1391Documento12 páginas60CBC1391Joao Roberto MendesAinda não há avaliações
- Estruturas de Concreto Protendido Estudo de CasoDocumento11 páginasEstruturas de Concreto Protendido Estudo de CasoRamon Costa NascimentoAinda não há avaliações
- Grupo IV-Tendencias de Tecnologia de Adesivos AplicadosDocumento15 páginasGrupo IV-Tendencias de Tecnologia de Adesivos AplicadosBiNga Salomão BengalaAinda não há avaliações
- 2-Ciência e Engenharia de MateriaisDocumento14 páginas2-Ciência e Engenharia de MateriaisMoises ForteAinda não há avaliações
- Comparação Entre Módulos de DeformaçãoDocumento23 páginasComparação Entre Módulos de DeformaçãoAndreia NinceAinda não há avaliações
- ENSAIO DE RUPTURA) COMPRESSÃO DOS Blocos de ConcretoDocumento23 páginasENSAIO DE RUPTURA) COMPRESSÃO DOS Blocos de ConcretoFlavio OliveiraAinda não há avaliações
- 561 562 1 PBDocumento11 páginas561 562 1 PBisabelAinda não há avaliações
- Rinastiti Et Al, 2010Documento9 páginasRinastiti Et Al, 2010Hermano NóbregaAinda não há avaliações
- Aplicações de Materiais Compósitos Estruturais Na Industria de Petróleo e GásDocumento9 páginasAplicações de Materiais Compósitos Estruturais Na Industria de Petróleo e GásSal EvaristoAinda não há avaliações
- Cimento ResinosoDocumento36 páginasCimento ResinosoEleck73Ainda não há avaliações
- Artigo Revisado MylaineDocumento21 páginasArtigo Revisado MylaineKatia Maria de SouzaAinda não há avaliações
- Revista, 11 - Uso de Cimentos Resinosos - 7989-1Documento5 páginasRevista, 11 - Uso de Cimentos Resinosos - 7989-1João Marcos CarvalhoAinda não há avaliações
- Sbta2005 0562 567Documento7 páginasSbta2005 0562 567rafael lopesAinda não há avaliações
- TCC de Reparo de Tubulações Com Material CompositoDocumento169 páginasTCC de Reparo de Tubulações Com Material CompositoAnderson MizaelAinda não há avaliações
- Patologias em Piso de Concreto Armado PolidoDocumento8 páginasPatologias em Piso de Concreto Armado PolidoCharlesAinda não há avaliações
- Revisao Bibliográfica Sobre o Uso de Cola Adesiva Como Alternativa Às Soldas em Tubulações Viabilidade e PotencialDocumento12 páginasRevisao Bibliográfica Sobre o Uso de Cola Adesiva Como Alternativa Às Soldas em Tubulações Viabilidade e Potencialalbertofilho6Ainda não há avaliações
- Babadopulos Et - Al.Documento8 páginasBabadopulos Et - Al.Maria PorfírioAinda não há avaliações
- Tijolo EcologicoDocumento14 páginasTijolo EcologicoAngelicaCelicoAinda não há avaliações
- Entac2022 1919Documento9 páginasEntac2022 1919Fabrício FernandoAinda não há avaliações
- Influência Dos Parâmetros de Usinagem Na Rugosidade Superficial e No Perfil de Dureza Do Aço Aisi 316L Submetido A ProceDocumento12 páginasInfluência Dos Parâmetros de Usinagem Na Rugosidade Superficial e No Perfil de Dureza Do Aço Aisi 316L Submetido A ProceJoão Vitor Gomes Do NascimentoAinda não há avaliações
- Sistema AdesivoDocumento58 páginasSistema AdesivoDanguile Martins100% (2)
- ThaynáGomes Da SilvaDocumento17 páginasThaynáGomes Da SilvaFernando Celotto MontijaAinda não há avaliações
- 46469-Texto Do Artigo-196658-1-10-20170516Documento12 páginas46469-Texto Do Artigo-196658-1-10-20170516anizAinda não há avaliações
- Revestimento Não MetálicoDocumento19 páginasRevestimento Não MetálicoJúlia DanieleAinda não há avaliações
- InacrisbeDocumento13 páginasInacrisbeSamara ThiagoAinda não há avaliações
- VandijkenDocumento8 páginasVandijkengabriel.henriqueAinda não há avaliações
- Analise Do Comport Amen To de Juntas de BetonagemDocumento133 páginasAnalise Do Comport Amen To de Juntas de BetonagemMiguel AmorimAinda não há avaliações
- Barbara Sarabia Rodrigues - ProtegidoDocumento19 páginasBarbara Sarabia Rodrigues - ProtegidoTallyta CuradoAinda não há avaliações
- Relatório - Grupo 1Documento22 páginasRelatório - Grupo 1Marcos GhislandiAinda não há avaliações
- 279 919 1 PBDocumento13 páginas279 919 1 PBEduardo PereiraAinda não há avaliações
- Artigo Jose Lucas 2018Documento34 páginasArtigo Jose Lucas 2018Ygor CarvalhoAinda não há avaliações
- 172-Texto Do Artigo-540-2-10-20210730Documento40 páginas172-Texto Do Artigo-540-2-10-20210730Mirttis LimaAinda não há avaliações
- E-Book Da 14 Semana de PolímerosDocumento62 páginasE-Book Da 14 Semana de PolímerosJorge Cantante100% (1)
- 594-Original Article Text-12595-2-10-20220901Documento17 páginas594-Original Article Text-12595-2-10-20220901Paloma GuardeziAinda não há avaliações
- 248 926 1 PBDocumento8 páginas248 926 1 PBMatheus JacobinaAinda não há avaliações
- Desenvolvimento de Concreto Enriquecido Com FibrasDocumento11 páginasDesenvolvimento de Concreto Enriquecido Com FibrasCarlos RochaAinda não há avaliações
- Ibracon 2023Documento11 páginasIbracon 2023Tese ramonAinda não há avaliações
- Cavalcanti, A. N. Et Al., 2007Documento9 páginasCavalcanti, A. N. Et Al., 2007Hermano NóbregaAinda não há avaliações
- CidadaniaDocumento9 páginasCidadaniaJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Modos de Fazer Da Antropologia Colonial : A Missão Científica de Mendes Correia À Guiné Portuguesa (1945-1946)Documento14 páginasModos de Fazer Da Antropologia Colonial : A Missão Científica de Mendes Correia À Guiné Portuguesa (1945-1946)Joaquim Nhama Manuel ChirariroAinda não há avaliações
- 10544-Texto Do Artigo-34489-1-10-20091005Documento17 páginas10544-Texto Do Artigo-34489-1-10-20091005Joaquim Nhama Manuel ChirariroAinda não há avaliações
- Trabalho de Mecanica GeralDocumento33 páginasTrabalho de Mecanica GeralJoaquim Nhama Manuel ChirariroAinda não há avaliações
- 85616-Texto Do Artigo-352178-1-10-20180807Documento22 páginas85616-Texto Do Artigo-352178-1-10-20180807Joaquim Nhama Manuel ChirariroAinda não há avaliações
- Artigo Juliemerson 15.10.18Documento13 páginasArtigo Juliemerson 15.10.18Joaquim Nhama Manuel ChirariroAinda não há avaliações
- Rumos Da Antropologia em MocambiqueDocumento119 páginasRumos Da Antropologia em MocambiqueFilipe Nhambo FaylaxyAinda não há avaliações
- B1-Conjug - PronDocumento2 páginasB1-Conjug - PronJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Modulo de Finança PúblicasDocumento301 páginasModulo de Finança PúblicasJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Modulo de Direito Empresarial Ucm-Ced PDFDocumento220 páginasModulo de Direito Empresarial Ucm-Ced PDFAbrao Faind F100% (6)
- AT1 e 2 T3Documento31 páginasAT1 e 2 T3Joaquim Nhama Manuel ChirariroAinda não há avaliações
- Conjugação Pronominal Reflexa - Ciberdúvidas Da Língua PortuguesaDocumento1 páginaConjugação Pronominal Reflexa - Ciberdúvidas Da Língua PortuguesaJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Lenda & ContoDocumento13 páginasLenda & ContoJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Projectos Hidroeléctricos em Moçambique Atraem Grupos Chineses Three Gorges e State Grid - Macauhub PDFDocumento1 páginaProjectos Hidroeléctricos em Moçambique Atraem Grupos Chineses Three Gorges e State Grid - Macauhub PDFJoaquim Nhama Manuel ChirariroAinda não há avaliações
- A Importância Dos Manuais Administrativos para A Organização. - EJA Consultoria PDFDocumento1 páginaA Importância Dos Manuais Administrativos para A Organização. - EJA Consultoria PDFJoaquim Nhama Manuel ChirariroAinda não há avaliações
- HINÁRIO EVANGÉLICO Parte1Documento1 páginaHINÁRIO EVANGÉLICO Parte1Joaquim Nhama Manuel ChirariroAinda não há avaliações
- Parte 1 - CLP s7200 IfscDocumento18 páginasParte 1 - CLP s7200 IfscJulianodeLimaAinda não há avaliações
- Mele BookinhoDocumento18 páginasMele BookinhoJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Apontamentos Sistemas Digitais 1 - UMinhoDocumento147 páginasApontamentos Sistemas Digitais 1 - UMinhobbranco_1100% (1)
- Atividade em CLP Funções TON e TOF (Temporizadores) - Ensinando Elétrica - Dicas e Ensinamentos PDFDocumento1 páginaAtividade em CLP Funções TON e TOF (Temporizadores) - Ensinando Elétrica - Dicas e Ensinamentos PDFJoaquim Nhama Manuel ChirariroAinda não há avaliações
- HINÁRIO EVANGÉLICO Parte1Documento64 páginasHINÁRIO EVANGÉLICO Parte1Fernando Rubens100% (1)
- AplicadaDocumento313 páginasAplicadamfsnetoAinda não há avaliações
- EsqueletoDocumento3 páginasEsqueletoJoaquim Nhama Manuel ChirariroAinda não há avaliações
- Atividade de RelatividadeDocumento2 páginasAtividade de Relatividadewillian sousaAinda não há avaliações
- (4,0) Relatório 3 - DifusividadeDocumento7 páginas(4,0) Relatório 3 - DifusividadeAndre LuizAinda não há avaliações
- Compatibilidade Com Horário de NascimentoDocumento7 páginasCompatibilidade Com Horário de NascimentomarceloAinda não há avaliações
- Treinamento CBA 1000 PDFDocumento31 páginasTreinamento CBA 1000 PDFRuan DoreaAinda não há avaliações
- Preparação para o Teste NovembroDocumento6 páginasPreparação para o Teste NovembroSara SilvaAinda não há avaliações
- Aula 4 - Índices Físicos - Mecânica Dos Solos IDocumento31 páginasAula 4 - Índices Físicos - Mecânica Dos Solos IRafaela SaarAinda não há avaliações
- Movimentacao Produtos PerigososDocumento2 páginasMovimentacao Produtos PerigososBruno DuarteAinda não há avaliações
- 2006 Tratamento - Efluentes.ag - Residuais.tinturariaDocumento100 páginas2006 Tratamento - Efluentes.ag - Residuais.tinturariaJosé Augusto MarquesAinda não há avaliações
- Ex. de EXAME - Rochas Metamórficas - EstremozDocumento2 páginasEx. de EXAME - Rochas Metamórficas - EstremozAngélica SousaAinda não há avaliações
- A Influência Das Áreas Verdes No Microclima UrbanoDocumento9 páginasA Influência Das Áreas Verdes No Microclima UrbanoIsabel FrançaAinda não há avaliações
- Fichas de Fisica 2Documento27 páginasFichas de Fisica 2Clayton HassanAinda não há avaliações
- Workshop Perícias em Fachadas Novas Técnicas e Metodologias Palestra 02 Francisco GabrielDocumento148 páginasWorkshop Perícias em Fachadas Novas Técnicas e Metodologias Palestra 02 Francisco GabrielGestor BimAinda não há avaliações
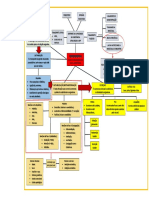
- MAPA CONCEITUAL - ToxicocinéticaDocumento1 páginaMAPA CONCEITUAL - ToxicocinéticaLisandro Henrique50% (2)
- Catalogo KerArt NBKDocumento22 páginasCatalogo KerArt NBKVanessa Silva MachadoAinda não há avaliações
- FISPQ Graxa de SiliconeDocumento3 páginasFISPQ Graxa de Siliconejailton1958Ainda não há avaliações
- Vulcanismo No BrasilDocumento33 páginasVulcanismo No BrasilGildean SampaioAinda não há avaliações
- 0002a181 PT - Galp Galaxia LD Star - FPC607 - R7 - Mar20Documento1 página0002a181 PT - Galp Galaxia LD Star - FPC607 - R7 - Mar20Juvelino LandimAinda não há avaliações
- 2° Lista de Atividade de Física 3° Ano - FisicaDocumento5 páginas2° Lista de Atividade de Física 3° Ano - FisicaZeca Vieira AlencarAinda não há avaliações
- Fispq - Gás Map MaçaricoDocumento9 páginasFispq - Gás Map Maçaricomurillosc17Ainda não há avaliações
- Campo MagnéticoDocumento4 páginasCampo MagnéticoPriscilla SoaresAinda não há avaliações
- A Regra de Ouro de FermiDocumento23 páginasA Regra de Ouro de FermiEloan FrançaAinda não há avaliações
- Dayvison e Italo - Relat 10 - Velocidade Da LuzDocumento7 páginasDayvison e Italo - Relat 10 - Velocidade Da LuzItalo RodriguesAinda não há avaliações
- Catalogo - Perfis - Standard ALCOA PDFDocumento55 páginasCatalogo - Perfis - Standard ALCOA PDFFran FioreseAinda não há avaliações
- Relatório de CromatografiaDocumento6 páginasRelatório de CromatografiaÍvia FerreiraAinda não há avaliações
- Recuperação Paralela Dos 1° Anos 3 Etapa: Fortaleza - Ce Dioclecio - Silva@Documento3 páginasRecuperação Paralela Dos 1° Anos 3 Etapa: Fortaleza - Ce Dioclecio - Silva@sombraleticia632Ainda não há avaliações
- FISPQ Acido MuriáticoDocumento9 páginasFISPQ Acido MuriáticoCorassini CarlosAinda não há avaliações
- Solda Chapas GalvanizadasDocumento9 páginasSolda Chapas Galvanizadasprojeto6Ainda não há avaliações
- Determinacao Da Difusao Molecular Atraves de Uma Celula de ArnoldDocumento3 páginasDeterminacao Da Difusao Molecular Atraves de Uma Celula de ArnoldPedro CarvalhoAinda não há avaliações
- DDM Rev150901Documento44 páginasDDM Rev150901Claudio OziresAinda não há avaliações
- Lista de Exercícios - Número de Oxidação e Reações de OxirreduçãoDocumento1 páginaLista de Exercícios - Número de Oxidação e Reações de OxirreduçãoJamile CamposAinda não há avaliações