Você também pode gostar
- Sae 4340 - D3149402Documento5 páginasSae 4340 - D3149402lucasAinda não há avaliações
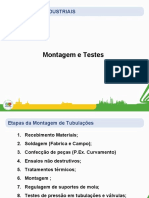
- Teste de Tubulação 2Documento21 páginasTeste de Tubulação 2Laercio CanhaAinda não há avaliações
- AAR - G1 - ResumoDocumento47 páginasAAR - G1 - ResumoRicardo Jorge Horta PequenoAinda não há avaliações
- Api 1104-2010Documento69 páginasApi 1104-2010marcelogf74Ainda não há avaliações
- Norma ASTM A255Documento26 páginasNorma ASTM A255Estela VicentimAinda não há avaliações
- NBR 13284Documento4 páginasNBR 13284Isa Lima50% (2)
- NBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosDocumento4 páginasNBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosVictor MoraesAinda não há avaliações
- Especificação Técnica de Serviços de Recuperação de Válvulas IndustriaisDocumento7 páginasEspecificação Técnica de Serviços de Recuperação de Válvulas Industriaisluciano_ferreira_80Ainda não há avaliações
- Especificação Técnica Fabricação Mola Válvula PSV1Documento4 páginasEspecificação Técnica Fabricação Mola Válvula PSV1danielwjrAinda não há avaliações
- PB-1446 Roldanas Dimensões e MateriaisDocumento4 páginasPB-1446 Roldanas Dimensões e Materiaisgorgonoidemarco100% (2)
- NBR 11919 - 1978Documento3 páginasNBR 11919 - 1978telnet837Ainda não há avaliações
- Eixo de MoendaDocumento2 páginasEixo de MoendaLeandro Aparecido SampaioAinda não há avaliações
- NR 20 - Hydrotreatment-ReactorsDocumento4 páginasNR 20 - Hydrotreatment-ReactorsCPSSTAinda não há avaliações
- NBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaDocumento9 páginasNBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaYuri Bahia de VasconcelosAinda não há avaliações
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDocumento12 páginasN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraAinda não há avaliações
- NCh0203-1977 TraduçãoDocumento7 páginasNCh0203-1977 TraduçãoLeonelAinda não há avaliações
- Norma Do Imetro BotijõesDocumento23 páginasNorma Do Imetro BotijõesSandro Aparecido CrianoAinda não há avaliações
- M76vs03 Dez 2007Documento18 páginasM76vs03 Dez 2007Rafael SimasAinda não há avaliações
- NBR+5832+ +Implantes+Para+Cirurgia+ +Materiais+Metalicos+ +Parte+3+Liga+Conformada+de+Titanio+6 ADocumento3 páginasNBR+5832+ +Implantes+Para+Cirurgia+ +Materiais+Metalicos+ +Parte+3+Liga+Conformada+de+Titanio+6 AVictor Otávio NevesAinda não há avaliações
- Anexo 32 Coking DrumsDocumento4 páginasAnexo 32 Coking DrumsSuelen SobrinhoAinda não há avaliações
- ABNT EB 833.1979 - Trilho - Soldagem Aluminotérmica - Especificação (SCAN)Documento7 páginasABNT EB 833.1979 - Trilho - Soldagem Aluminotérmica - Especificação (SCAN)marceloricciardiAinda não há avaliações
- Fornos de ProcessoDocumento7 páginasFornos de ProcessoThiago SantanaAinda não há avaliações
- N-1671 EmendaDocumento8 páginasN-1671 EmendaMarco VillelaAinda não há avaliações
- NBR 12790 - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gases A ADocumento9 páginasNBR 12790 - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gases A AJuliana Weg100% (3)
- Inspeção - Bagaceiras SMDocumento14 páginasInspeção - Bagaceiras SMw MassonAinda não há avaliações
- Ensaios e Caracterização de Materiais 1020Documento23 páginasEnsaios e Caracterização de Materiais 1020ArasouzaAinda não há avaliações
- ABNT6970Documento4 páginasABNT6970Anonymous 44AWLoWAinda não há avaliações
- Barillari, Estudo Da Influência Da Dureza e DaDocumento7 páginasBarillari, Estudo Da Influência Da Dureza e DaRuan Pablo AndrzejewskiAinda não há avaliações
- EG-L-401 Caldeiraria Rev 5Documento23 páginasEG-L-401 Caldeiraria Rev 5erinetoAinda não há avaliações
- NBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDocumento3 páginasNBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDenis Yasmin AlineAinda não há avaliações
- 2013-06-26-Req. Insp. Conexes - PARTE-2-3Documento32 páginas2013-06-26-Req. Insp. Conexes - PARTE-2-3estag.engAinda não há avaliações
- Simulado MarceloPachecoDocumento15 páginasSimulado MarceloPachecoRodrigo CarvalhoAinda não há avaliações
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- N 2247Documento16 páginasN 2247corerioAinda não há avaliações
- Exame Teórico Específico US US - N1 - ME 3 2Documento6 páginasExame Teórico Específico US US - N1 - ME 3 2cleytonwsAinda não há avaliações
- Resumo Da P1Documento10 páginasResumo Da P1José Alves Pinheiro JúniorAinda não há avaliações
- Pos Graduação Inspeção e Automação em SoldagemDocumento16 páginasPos Graduação Inspeção e Automação em Soldagemyoler478Ainda não há avaliações
- NBR 7480 - Barras e Fios de Aço Destinados A Armaduras PDFDocumento7 páginasNBR 7480 - Barras e Fios de Aço Destinados A Armaduras PDFEvandro Paulo FollettoAinda não há avaliações
- Guia Prático de SoldagemDocumento4 páginasGuia Prático de SoldagemElenildo BastosAinda não há avaliações
- NBR 05008 (1997) PDFDocumento4 páginasNBR 05008 (1997) PDFJesus Enrique Alfonzo RiveroAinda não há avaliações
- Norma 464 SlideDocumento481 páginasNorma 464 SlideGuto BelotoAinda não há avaliações
- AISE TraduzidaDocumento5 páginasAISE TraduzidaleafarazenhaAinda não há avaliações
- NBR 9442 - Indice de Propagao de ChamasDocumento15 páginasNBR 9442 - Indice de Propagao de ChamasRene Bortolassi33% (3)
- Astm A 182Documento19 páginasAstm A 182limin zhangAinda não há avaliações
- M75vs02 Dez 2007Documento21 páginasM75vs02 Dez 2007Rafael SimasAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Regulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasNo EverandRegulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasAinda não há avaliações
- Probe Calibration Summary DescriptionDocumento4 páginasProbe Calibration Summary DescriptionlucasAinda não há avaliações
- 42-Fispq Distensor PMDocumento6 páginas42-Fispq Distensor PMlucasAinda não há avaliações
- 4-Atividade Das CoresDocumento2 páginas4-Atividade Das CoreslucasAinda não há avaliações
- 2-Gestão Da QualidadeDocumento17 páginas2-Gestão Da QualidadelucasAinda não há avaliações
- 3-Pavani Iso9001 2008...Documento65 páginas3-Pavani Iso9001 2008...lucasAinda não há avaliações
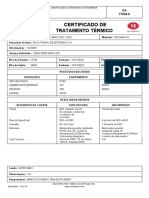
- Certificado Tinta Suporte - APAX - 08-12-22Documento6 páginasCertificado Tinta Suporte - APAX - 08-12-22lucasAinda não há avaliações
- 12-FISPQ AluminioDocumento13 páginas12-FISPQ AluminiolucasAinda não há avaliações
- Plano de Inspeção e Testes 002 - 22 - MJS BRASIL OS - 9304Documento4 páginasPlano de Inspeção e Testes 002 - 22 - MJS BRASIL OS - 9304lucasAinda não há avaliações
- 23-FISPQ Adepoxi Vermelho 878Documento8 páginas23-FISPQ Adepoxi Vermelho 878lucasAinda não há avaliações
- 4-Atividade Das CoresDocumento2 páginas4-Atividade Das Coreslucas100% (1)
- Cópia de Lista de Rastreabilidade - MinérioDocumento507 páginasCópia de Lista de Rastreabilidade - MinériolucasAinda não há avaliações
- 5 CoreografiaDocumento2 páginas5 CoreografialucasAinda não há avaliações
- 2-Leia A MensagemDocumento1 página2-Leia A MensagemlucasAinda não há avaliações
- Apostila de Ultrassom - Nível IiDocumento52 páginasApostila de Ultrassom - Nível IilucasAinda não há avaliações
- 48-FISPQ NANO CondicionadorDocumento3 páginas48-FISPQ NANO CondicionadorlucasAinda não há avaliações
- Proposta GK 098 - 21 - Guatapará - Tubulação de Óleo-Rev1Documento4 páginasProposta GK 098 - 21 - Guatapará - Tubulação de Óleo-Rev1lucasAinda não há avaliações
- Consumível ER80Documento1 páginaConsumível ER80lucasAinda não há avaliações
- Apresentação - TCC - Lucas TavaresDocumento17 páginasApresentação - TCC - Lucas TavareslucasAinda não há avaliações
- PG - 02Documento53 páginasPG - 02lucasAinda não há avaliações
- 77548-9 - Eixo de Entrada - 9909Documento1 página77548-9 - Eixo de Entrada - 9909lucasAinda não há avaliações
- 7-Fispq Massa RapidaDocumento25 páginas7-Fispq Massa RapidalucasAinda não há avaliações
- Linha Doi Tempo VALEDocumento3 páginasLinha Doi Tempo VALElucasAinda não há avaliações
- CQM - 18CrNiMo - Eixo 152x1100Documento1 páginaCQM - 18CrNiMo - Eixo 152x1100lucasAinda não há avaliações
- 31-Fispq Pasta AzulDocumento9 páginas31-Fispq Pasta AzullucasAinda não há avaliações
- 8-FISPQ Pintura LACADocumento15 páginas8-FISPQ Pintura LACAlucasAinda não há avaliações
- Diagrama Eletrico Ponte 40 TonDocumento9 páginasDiagrama Eletrico Ponte 40 TonlucasAinda não há avaliações
- Manual de Instruções Do Uso Da Marca ABNT: PG-15.06 Data: Jul. 2022 Pág. #1/9Documento10 páginasManual de Instruções Do Uso Da Marca ABNT: PG-15.06 Data: Jul. 2022 Pág. #1/9lucasAinda não há avaliações
- 5-Fispq Azul 7990Documento9 páginas5-Fispq Azul 7990lucasAinda não há avaliações
- Diagrama Eletrico Ponte 40 Ton - OKDocumento9 páginasDiagrama Eletrico Ponte 40 Ton - OKlucas100% (1)
- Organograma TSDocumento2 páginasOrganograma TSlucasAinda não há avaliações
- MM NL251Tv01Documento77 páginasMM NL251Tv01Mateus Mugnol toigoAinda não há avaliações
- Memoria de Calculo 475 Ac Ar ComprimidoDocumento12 páginasMemoria de Calculo 475 Ac Ar ComprimidoPaulo Gustavo100% (1)
- CRONOGRAMA+ESTRATÉGICO+ENEM+++FUVEST+2023 (PDF - Io)Documento54 páginasCRONOGRAMA+ESTRATÉGICO+ENEM+++FUVEST+2023 (PDF - Io)Davi Pereira100% (2)
- Lista UA 1 - Cargas Elétricas e Lei de Coulomb.Documento4 páginasLista UA 1 - Cargas Elétricas e Lei de Coulomb.Maria Elenice Dos SantosAinda não há avaliações
- Mantutenção Transformadores ABBDocumento58 páginasMantutenção Transformadores ABBSergioCarabettiAinda não há avaliações
- 2º PPT - Ângulos Orientados, Ângulos GeneralizadosDocumento5 páginas2º PPT - Ângulos Orientados, Ângulos Generalizadoslara felgueirasAinda não há avaliações
- Relatório - Ensaio de Índice de PlasticidadeDocumento10 páginasRelatório - Ensaio de Índice de PlasticidadeJohan ManoelAinda não há avaliações
- Projeto de Maquina de Ensaio de Fadiga Por Flexão RotativaDocumento5 páginasProjeto de Maquina de Ensaio de Fadiga Por Flexão RotativaKamila LopesAinda não há avaliações
- FT Nº5 VolumesssDocumento2 páginasFT Nº5 VolumesssNicola CortesãoAinda não há avaliações
- Folder ÁtomoDocumento2 páginasFolder ÁtomoMarilda SilvaAinda não há avaliações
- Introdução (Capacitores) PDFDocumento3 páginasIntrodução (Capacitores) PDFJeanRosaOliveiraAinda não há avaliações
- Monografia - Ligas de Titânio e Suas Aplicações Na EngenhariaDocumento25 páginasMonografia - Ligas de Titânio e Suas Aplicações Na EngenhariaBruno HenriqueAinda não há avaliações
- Geometria Espacial Poliedros 2019Documento2 páginasGeometria Espacial Poliedros 2019Neto sousa100% (2)
- Aula de Física Óptica GeométricaDocumento31 páginasAula de Física Óptica GeométricaJoel Figueiredo100% (1)
- Geometria Analítica-2023-Informações GeraisDocumento15 páginasGeometria Analítica-2023-Informações GeraisAugusto StefanoAinda não há avaliações
- Cálculo Exterior para Físicos - Bassalo & CattaniDocumento188 páginasCálculo Exterior para Físicos - Bassalo & CattaniIsabela S. CarvalhoAinda não há avaliações
- DilatacaoDocumento6 páginasDilatacaoFabiano MendesAinda não há avaliações
- MAT 5 - Aula 6 - 21Documento2 páginasMAT 5 - Aula 6 - 21Carlos Augusto Ribeiro JúniorAinda não há avaliações
- 30 Questões de PNA - PropulsãoDocumento13 páginas30 Questões de PNA - PropulsãoRafael SouzaAinda não há avaliações
- NBR 8995Documento9 páginasNBR 8995DIEGO DOMINGUES BATISTAAinda não há avaliações
- Richard DimensionamentoDocumento10 páginasRichard DimensionamentoMendes Orlando BanzeAinda não há avaliações
- Exercícios de GeoprocessamentoDocumento5 páginasExercícios de GeoprocessamentoJoelRibeiroAinda não há avaliações
- Curso - Coordenadores de Segurança e Saúde Na Construção Civil - AndaimesDocumento28 páginasCurso - Coordenadores de Segurança e Saúde Na Construção Civil - AndaimesMonica NorbertoAinda não há avaliações
- Atividade Individual AvaliativaDocumento2 páginasAtividade Individual AvaliativaGabriel FerreiraAinda não há avaliações
- Disciplina: Matemática Professor: Betinho Conteúdo: Potenciação e RadiciaçãoDocumento3 páginasDisciplina: Matemática Professor: Betinho Conteúdo: Potenciação e RadiciaçãoJulio Cezar FranciscoAinda não há avaliações
- Módulo 1 Do Curso de Elixires e Essências de CristaisDocumento11 páginasMódulo 1 Do Curso de Elixires e Essências de CristaisLila Léa Cardoso100% (2)
- Aula 13 - Física 1Documento28 páginasAula 13 - Física 1Rei Das LetrasAinda não há avaliações
- Nortec 09 Rev.1 - Mod.3 - 11 Out 2022Documento229 páginasNortec 09 Rev.1 - Mod.3 - 11 Out 2022jonnybrandyAinda não há avaliações
- 2o Teste 11 - ResolucaoDocumento6 páginas2o Teste 11 - ResolucaoBeatriz SantosAinda não há avaliações
- Mrmelet 04Documento6 páginasMrmelet 04paulofalcoAinda não há avaliações