Você também pode gostar
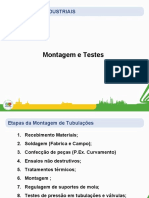
- Teste de Tubulação 2Documento21 páginasTeste de Tubulação 2Laercio CanhaAinda não há avaliações
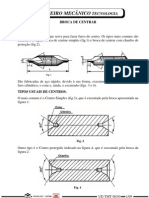
- Tabela para Furo de CentroDocumento9 páginasTabela para Furo de Centrovalterlimawbs100% (1)
- Treinamento Aberto SKA SolidWorks 2011 Nivel I PDFDocumento39 páginasTreinamento Aberto SKA SolidWorks 2011 Nivel I PDFMatheus Furtado100% (1)
- SENAI - Ensaios e Materiais PDFDocumento98 páginasSENAI - Ensaios e Materiais PDFEdmar Souza100% (1)
- Simbologia ISA 5.1Documento13 páginasSimbologia ISA 5.1Johnata FrançaAinda não há avaliações
- Análise Falhas Equip. MecânicosDocumento3 páginasAnálise Falhas Equip. MecânicosLeandro Oliveira da Silva0% (1)
- Torres de ResfriamentoDocumento19 páginasTorres de ResfriamentoEduardo Miranda100% (1)
- CAD 3D e 2D - CATIA - ExercíciosDocumento19 páginasCAD 3D e 2D - CATIA - ExercíciossmarquesaferreiraAinda não há avaliações
- Definição de Critério de AceitaçãoDocumento20 páginasDefinição de Critério de Aceitaçãoeverton_rtAinda não há avaliações
- Materiais para Tubulação Plasticos Vol 2Documento88 páginasMateriais para Tubulação Plasticos Vol 2Célio Carlos ZattoniAinda não há avaliações
- CursodeInspetordeEquipamentos 2013v1Documento3 páginasCursodeInspetordeEquipamentos 2013v1Thales francaAinda não há avaliações
- Cadeiras Suspensas em Cabo de Aço e CordaDocumento20 páginasCadeiras Suspensas em Cabo de Aço e CordaEdson De O. RamosAinda não há avaliações
- Automacao Pneumatica PDFDocumento160 páginasAutomacao Pneumatica PDFEng_Mecan0% (1)
- Plano de Manutenção Tor-0165Documento2 páginasPlano de Manutenção Tor-0165Wanderson FIALHOAinda não há avaliações
- Plano de Manutencao de Ponte RolanteDocumento6 páginasPlano de Manutencao de Ponte RolanteWilian Tognassolo0% (1)
- Catalogo Maxtil CompletoDocumento182 páginasCatalogo Maxtil CompletoMichell Vasconcelos SiqueiraAinda não há avaliações
- Questões Sobre Materiais MetálicosDocumento4 páginasQuestões Sobre Materiais MetálicosOtávio MoraisAinda não há avaliações
- Guia (Quase) Completo de Aços para Cutelaria - Largados e PeladosDocumento6 páginasGuia (Quase) Completo de Aços para Cutelaria - Largados e PeladosMaiseAinda não há avaliações
- Manual de Qualificação e Certificação de Inspetor de Controle Dimensional - ABENDI (NA 008) PDFDocumento27 páginasManual de Qualificação e Certificação de Inspetor de Controle Dimensional - ABENDI (NA 008) PDFGregory Mendes0% (1)
- NBR 8190 PDFDocumento58 páginasNBR 8190 PDFDeyvid Oliveira100% (1)
- NBR 11534 - Representação de Engrenagem em Desenho TécnicoDocumento6 páginasNBR 11534 - Representação de Engrenagem em Desenho TécnicoIvo SoaresAinda não há avaliações
- Gabarito Prova de PneumáticaDocumento13 páginasGabarito Prova de PneumáticaDaniel Fec FluAinda não há avaliações
- Valvula de Controle, Fonte de Pesquisa e TrabalhoDocumento259 páginasValvula de Controle, Fonte de Pesquisa e TrabalhoLu SampaioAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- 04 Fadiga PDFDocumento57 páginas04 Fadiga PDFMyguel ZorrerAinda não há avaliações
- Calibração de InstrumentosDocumento190 páginasCalibração de InstrumentosClodoaldo Pereira da SilvaAinda não há avaliações
- Manual Transdutores de Pressão SMARDocumento70 páginasManual Transdutores de Pressão SMARCleber RicardoAinda não há avaliações
- Procedimento-2 Calibração Do Transmissor de Pressão YOKOGAWADocumento6 páginasProcedimento-2 Calibração Do Transmissor de Pressão YOKOGAWAÍcaro Reis100% (1)
- Emendas de Solda CA50Documento12 páginasEmendas de Solda CA50rogersampaiocostaAinda não há avaliações
- EXERCICIOS - Tolerancia e AjusteDocumento1 páginaEXERCICIOS - Tolerancia e AjusteHugo Candeira100% (2)
- RELATORIO de MetalografiaDocumento10 páginasRELATORIO de MetalografiaRafael GonçalvesAinda não há avaliações
- NBR NM 18 - Cimento - Analise Quimica - Determinacao de Perda Ao Fogo PDFDocumento11 páginasNBR NM 18 - Cimento - Analise Quimica - Determinacao de Perda Ao Fogo PDFlehilarinoAinda não há avaliações
- N 1550 PDFDocumento8 páginasN 1550 PDFEzequiel Castilhoni100% (1)
- Tradução Parcial - IsO 898-2Documento2 páginasTradução Parcial - IsO 898-2QualidadeSidertecnicAinda não há avaliações
- Aula Didática Instrumentação PDFDocumento26 páginasAula Didática Instrumentação PDFJoao Panceri100% (1)
- Cap 07 - 0 - Elementos Finais de ControleDocumento14 páginasCap 07 - 0 - Elementos Finais de ControleWanderson Santos100% (1)
- Exercícios PneumáticaDocumento5 páginasExercícios PneumáticaArturJaekelAinda não há avaliações
- Manual Motores WegDocumento88 páginasManual Motores WegSonia GarciaAinda não há avaliações
- Manual SolotestDocumento23 páginasManual SolotestAntonio Carlos Basso67% (3)
- Tabela AISI - ASTMDocumento1 páginaTabela AISI - ASTMoliveia100% (1)
- Isoladores Tipo Disco de Vidro para Linhas de Transmissão de Energia ElétricaDocumento16 páginasIsoladores Tipo Disco de Vidro para Linhas de Transmissão de Energia ElétricaRonaldo Garalho Garoto MarotoAinda não há avaliações
- Apostila de Laboratório MetalografiaDocumento104 páginasApostila de Laboratório MetalografiaBárbara DiasAinda não há avaliações
- Materiais Ferrosos e Não FerrososDocumento18 páginasMateriais Ferrosos e Não Ferrososyuran bulhaAinda não há avaliações
- Abnt Iso 5208-2000Documento4 páginasAbnt Iso 5208-2000Jorge FlóridoAinda não há avaliações
- Modelo AduelasDocumento8 páginasModelo AduelasTarcizo CruzAinda não há avaliações
- Cap1 Vibrações UFCGDocumento21 páginasCap1 Vibrações UFCGCosme MicaelAinda não há avaliações
- Metalografia e Tratamento TérmicoDocumento33 páginasMetalografia e Tratamento TérmicoLeonardo LeiteAinda não há avaliações
- Vazao Fundamentos AplicacoesDocumento305 páginasVazao Fundamentos Aplicacoesalexfreitas89100% (1)
- Identificação de Metais e LigasDocumento24 páginasIdentificação de Metais e LigasNilsonAinda não há avaliações
- NBR08824 - 1985 - Materiais Metalicos Revestidos e Nao-Revestidos - Corrosao Por Exposicao A Nevoa Salina CuproaceticaDocumento3 páginasNBR08824 - 1985 - Materiais Metalicos Revestidos e Nao-Revestidos - Corrosao Por Exposicao A Nevoa Salina Cuproaceticabrennomourabmc100% (2)
- Torres de RefrigeraçãoDocumento21 páginasTorres de RefrigeraçãoLuiz Alberto Lamóglia100% (1)
- Atribuições Inspetor de USDocumento1 páginaAtribuições Inspetor de USJeldon Sant'AnaAinda não há avaliações
- Catalado de Valvulas AngularesDocumento44 páginasCatalado de Valvulas AngularesMarlon SantosAinda não há avaliações
- Modelo TCC Automacao Industrial EadDocumento74 páginasModelo TCC Automacao Industrial EadjulianomecAinda não há avaliações
- NBR 12117 - 91 (MB-3458) - CANC - Blocos Vazados de Concreto para Alvenaria - Retração Por Secagem - 5pagDocumento5 páginasNBR 12117 - 91 (MB-3458) - CANC - Blocos Vazados de Concreto para Alvenaria - Retração Por Secagem - 5pagClaudio LorenzoniAinda não há avaliações
- Ensaio de EmbutimentoDocumento8 páginasEnsaio de EmbutimentoSandro FerreiraAinda não há avaliações
- Norma B 117 - 2019 TraduzidaDocumento20 páginasNorma B 117 - 2019 TraduzidaCarlos Roberto AndreoliAinda não há avaliações
- O Ensaio de Abatimento Do Tronco de Cone Mede A Consistência e A Fluidez Do MaterialDocumento12 páginasO Ensaio de Abatimento Do Tronco de Cone Mede A Consistência e A Fluidez Do MaterialHarnefer NascimentoAinda não há avaliações
- Resume ASTM G73-10 - Liquid Impingement Erosion Using Rotating ApparatusDocumento23 páginasResume ASTM G73-10 - Liquid Impingement Erosion Using Rotating ApparatusYargo DuranAinda não há avaliações
- Dner-Me 043-95Documento11 páginasDner-Me 043-95carlos nogueiraAinda não há avaliações
- NBR 5593 - Tubos de Aco Carbono Molibdenio para CaldeirasDocumento8 páginasNBR 5593 - Tubos de Aco Carbono Molibdenio para CaldeirasFagner GomesAinda não há avaliações
- NBR 6293 - 2001Documento6 páginasNBR 6293 - 2001AdilsonAinda não há avaliações
- DNER-ME003-99 Ponto de PenetraçãoDocumento7 páginasDNER-ME003-99 Ponto de PenetraçãoJanaina LeitinhoAinda não há avaliações
- ASTM E381-01 TraduçãoDocumento3 páginasASTM E381-01 TraduçãomazolasboAinda não há avaliações
- NBR 14867 - 2002 - Posto de Servico - Tubos Metalicos FlexiveisDocumento4 páginasNBR 14867 - 2002 - Posto de Servico - Tubos Metalicos FlexiveisCarlos PifferoAinda não há avaliações
- Ensaio de Componentes Ceramicos TelhasDocumento12 páginasEnsaio de Componentes Ceramicos TelhasRafael SilvaAinda não há avaliações
- Aula 4 - Deformação e Discordância de Metais Cristalinos 1.Pd FDocumento45 páginasAula 4 - Deformação e Discordância de Metais Cristalinos 1.Pd FnelialimaAinda não há avaliações
- Dnit 050 - 2004 - em PDFDocumento8 páginasDnit 050 - 2004 - em PDFisaacpintoAinda não há avaliações
- Abnt 2013Documento2 páginasAbnt 2013Suelen Motta100% (1)
- Por Grelha Por Grelha Por Grelha: E E F FDocumento1 páginaPor Grelha Por Grelha Por Grelha: E E F FAndre AbreuAinda não há avaliações
- Aula Formas e ArmadurasDocumento30 páginasAula Formas e ArmadurasFernanda GouveiaAinda não há avaliações
- Catalogo Personal CareDocumento35 páginasCatalogo Personal CareThalita GomesAinda não há avaliações
- Processos de Conformação Dos MetaisDocumento17 páginasProcessos de Conformação Dos MetaisDalbert de Souza BezerraAinda não há avaliações
- Ndu 010 - Versão 5.0Documento182 páginasNdu 010 - Versão 5.0tgpratesAinda não há avaliações
- H13Documento2 páginasH13Franciele KaezalaAinda não há avaliações
- Chapa GrossaDocumento3 páginasChapa GrossaGustavo MundstockAinda não há avaliações
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 páginasNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comAinda não há avaliações
- ComplexiometriaDocumento6 páginasComplexiometriaIgor Botelho De AlmeidaAinda não há avaliações
- Dicionario Tecnico ProcDocumento9 páginasDicionario Tecnico ProcanthonyanjussAinda não há avaliações
- Trabalho TorneamentoDocumento9 páginasTrabalho TorneamentoGuilherme Lima MacedoAinda não há avaliações
- Catalogo Solda ExotérmicaDocumento41 páginasCatalogo Solda ExotérmicaPaulo CardosoAinda não há avaliações
- Catalogo Madeira - StarrettDocumento52 páginasCatalogo Madeira - StarrettDouglas Souza de OliveiraAinda não há avaliações
- Catalogo Trelicas Nervuradas PDFDocumento6 páginasCatalogo Trelicas Nervuradas PDFeldneygodoyAinda não há avaliações
- Tabela Preços Capa2013Documento22 páginasTabela Preços Capa2013Marco DiasAinda não há avaliações
- Catalago HansatecnicaDocumento84 páginasCatalago HansatecnicafabiosouzaAinda não há avaliações
- Projeto 03-03 Ampliação CemitérioDocumento1 páginaProjeto 03-03 Ampliação CemitérioSAADAinda não há avaliações
- Fresamento ASX SeriesDocumento0 páginaFresamento ASX Seriesandreia_janaina9629Ainda não há avaliações
- Aula 5 - Resistencia - CimentosDocumento62 páginasAula 5 - Resistencia - CimentosHugo PollokAinda não há avaliações