Você também pode gostar
- 00 - APOSTILA - Elementos de RoboticaDocumento36 páginas00 - APOSTILA - Elementos de RoboticaRodrigo ReisAinda não há avaliações
- António Fernandes PostigaDocumento78 páginasAntónio Fernandes PostigacglinuxAinda não há avaliações
- Automação IndustrialDocumento63 páginasAutomação IndustrialJoão Henrique DanielAinda não há avaliações
- Automação industrial: conceitos e definiçõesDocumento63 páginasAutomação industrial: conceitos e definiçõesMatheus FerreiraAinda não há avaliações
- Informática IndustrialDocumento30 páginasInformática IndustrialJohn Lopes Jr.Ainda não há avaliações
- ROMANO, Vitor Ferreira. Robótica Industrial PDFDocumento268 páginasROMANO, Vitor Ferreira. Robótica Industrial PDFJosé Eduardo Cabral100% (1)
- Robótica Industrial aumenta produtividade emDocumento5 páginasRobótica Industrial aumenta produtividade emAgnus Dei MeloAinda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No ArduinoNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No ArduinoAinda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No ArduinoNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No ArduinoAinda não há avaliações
- Trabalho1 7Documento3 páginasTrabalho1 7heitorrichard07Ainda não há avaliações
- Apostila de Fundamentos de Robótica Parte1Documento12 páginasApostila de Fundamentos de Robótica Parte1Fernanda OlíviaAinda não há avaliações
- Relatorio - MatheusDocumento14 páginasRelatorio - Matheusmatheus guilhermeAinda não há avaliações
- Sistemas Integrados de ManufaturaDocumento22 páginasSistemas Integrados de ManufaturaLucas GiovanettiAinda não há avaliações
- Projetos Industriais e AutomaçãoDocumento66 páginasProjetos Industriais e AutomaçãoandreAinda não há avaliações
- Implementacion de La Norma ISA 101 Sobre PTDocumento12 páginasImplementacion de La Norma ISA 101 Sobre PTjessiany navesAinda não há avaliações
- TCC Do FULANODocumento12 páginasTCC Do FULANOpercevejo.dias-0gAinda não há avaliações
- Automação de processos produtivos: transdutores, sensores, atuadores e CLPDocumento248 páginasAutomação de processos produtivos: transdutores, sensores, atuadores e CLPSara Daniele Lúcio DeonAinda não há avaliações
- Trabalho de Automação IndustrialDocumento16 páginasTrabalho de Automação IndustrialLudymila29Ainda não há avaliações
- Célula Robótica Industrial PDFDocumento89 páginasCélula Robótica Industrial PDFricardo_iso9001439Ainda não há avaliações
- A Mecatrônica No Contexto Da AutomaçãoDocumento55 páginasA Mecatrônica No Contexto Da AutomaçãofabiopinheirocardosoAinda não há avaliações
- Livro - Robótica Industrial PDFDocumento268 páginasLivro - Robótica Industrial PDFBeatriz Cristina57% (7)
- Desenvolvimento de uma empilhadeira robótica autônoma em miniatura para transporte industrialDocumento6 páginasDesenvolvimento de uma empilhadeira robótica autônoma em miniatura para transporte industrialDaniel OliveiraAinda não há avaliações
- Dissertacao - Joao Pedro Moreira Dias AntunesDocumento98 páginasDissertacao - Joao Pedro Moreira Dias AntunesRicardo CruzAinda não há avaliações
- Automación de SistemasDocumento8 páginasAutomación de SistemasWilly ArzadumAinda não há avaliações
- Simulação do Fluxo de Valor na Indústria 4.0Documento16 páginasSimulação do Fluxo de Valor na Indústria 4.0Carlos CostaAinda não há avaliações
- Critérios para Seleção de Redes para Automação IndustrialDocumento4 páginasCritérios para Seleção de Redes para Automação IndustrialCharles NunesAinda não há avaliações
- Robôs Manipuladores IndustriaisDocumento5 páginasRobôs Manipuladores IndustriaisMurilloAinda não há avaliações
- Entrega 2Documento9 páginasEntrega 2OTÁVIO TAVARESAinda não há avaliações
- en PTDocumento8 páginasen PTWillAinda não há avaliações
- Automation Today-Dez99Documento19 páginasAutomation Today-Dez99Cláudio José LaurentiAinda não há avaliações
- Módulo 3 - Automação de Processos Industriais PDFDocumento76 páginasMódulo 3 - Automação de Processos Industriais PDFWilliam Will Controle WoodwardAinda não há avaliações
- Aula 16 - Industria 4.0 VDocumento61 páginasAula 16 - Industria 4.0 VArianeP.RubinAinda não há avaliações
- SM Aula 1Documento135 páginasSM Aula 1David SoaresAinda não há avaliações
- Automação Industrial - CursoDocumento45 páginasAutomação Industrial - CursoAntônio Carlos Corrêa Dos SantosAinda não há avaliações
- Slides Introdutórios InstrumentaçãoDocumento24 páginasSlides Introdutórios InstrumentaçãoguilhermewilhnerAinda não há avaliações
- Dialogo Homem-Máquina: Informações e InterfacesDocumento34 páginasDialogo Homem-Máquina: Informações e InterfacesjamarosAinda não há avaliações
- Step7 Manager BasicoDocumento266 páginasStep7 Manager BasicoTimotio AmorimAinda não há avaliações
- TT033 - Industria 4.0Documento17 páginasTT033 - Industria 4.0Daniel BouabsiAinda não há avaliações
- Exercícios AutomaçãoDocumento8 páginasExercícios AutomaçãoJoyceCastroCarvalhoAinda não há avaliações
- Automação IndustrialDocumento217 páginasAutomação IndustrialDanilo AnjosAinda não há avaliações
- Introdução aos conceitos básicos de Automação IndustrialDocumento14 páginasIntrodução aos conceitos básicos de Automação IndustrialNarcisio Silva JacksonAinda não há avaliações
- Acionando Dispositivos Via Bluetooth Com Android E Stm32 Programado Em ArduinoNo EverandAcionando Dispositivos Via Bluetooth Com Android E Stm32 Programado Em ArduinoAinda não há avaliações
- Benefícios da automação de processos logísticosDocumento5 páginasBenefícios da automação de processos logísticosdfgsdfsfsdfAinda não há avaliações
- Automação IndustrialDocumento4 páginasAutomação IndustrialIsabella Luna100% (1)
- A automação industrial e seus benefíciosDocumento5 páginasA automação industrial e seus benefíciosJeffsonFigueiredoAinda não há avaliações
- Engenharia simultânea conceito e aplicaçõesDocumento4 páginasEngenharia simultânea conceito e aplicaçõesSicelino MeiraAinda não há avaliações
- Planilha MDP - Projeto TCCDocumento121 páginasPlanilha MDP - Projeto TCCDennison SantosAinda não há avaliações
- Oscar Pereira DissertaçãoDocumento173 páginasOscar Pereira DissertaçãoÂngelaCorreiaAinda não há avaliações
- Aula 1Documento14 páginasAula 1Luís SalvadorAinda não há avaliações
- ApostilaCLP ClubeDaEletronica PDFDocumento68 páginasApostilaCLP ClubeDaEletronica PDFMarcos Rogério da SilvaAinda não há avaliações
- Tecnologia Dos Dispositivos PDFDocumento75 páginasTecnologia Dos Dispositivos PDFMarlonPriscoAinda não há avaliações
- Manufatura AtivaDocumento8 páginasManufatura AtivaMatheus SavioliAinda não há avaliações
- Redes Industriais Supervisórios CIcero A Q MelloDocumento9 páginasRedes Industriais Supervisórios CIcero A Q MelloCicero MelloAinda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No PicNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs485 Para Leitura No Elipse Programado No PicAinda não há avaliações
- Desenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No PicNo EverandDesenvolvendo Projetos De Sensoriamento Modbus Com Interface Rs232 Para Leitura No Elipse Programado No PicAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador 8051 Volume INo EverandProgramação Em Assembly Para O Microcontrolador 8051 Volume IAinda não há avaliações
- Controle de Processos Industriais: Modelagem e Simulação com ScilabNo EverandControle de Processos Industriais: Modelagem e Simulação com ScilabNota: 5 de 5 estrelas5/5 (1)
- Gestão da Produção - Introdução e Evolução HistóricaDocumento5 páginasGestão da Produção - Introdução e Evolução Históricaanonimovw0% (1)
- Riscos da cirurgia de ponte de safena: infecções e AVCDocumento3 páginasRiscos da cirurgia de ponte de safena: infecções e AVCLorenzo FariasAinda não há avaliações
- GABcp 2 APROF2016 AFIMQUADRAula 1Documento8 páginasGABcp 2 APROF2016 AFIMQUADRAula 1RafaelLaurentinoAinda não há avaliações
- Caracterização funcional da vegetação da Barra da TijucaDocumento56 páginasCaracterização funcional da vegetação da Barra da TijucaJoão MouraAinda não há avaliações
- Avaliar a caminhada da catequeseDocumento13 páginasAvaliar a caminhada da catequeseJoão MeloAinda não há avaliações
- Oração Do EnriquecimentoDocumento11 páginasOração Do EnriquecimentodradivinhaAinda não há avaliações
- Ficha Nº 4 O NomeDocumento9 páginasFicha Nº 4 O NomeFilipa DraiblateAinda não há avaliações
- IbamaDocumento17 páginasIbamaanon_700777709Ainda não há avaliações
- Minicurso SBSI 2017 - Slides - SdSI e ECOS - Conceitos e AplicaçõesDocumento59 páginasMinicurso SBSI 2017 - Slides - SdSI e ECOS - Conceitos e AplicaçõesNeto GracianoAinda não há avaliações
- Classificação Climática B.m.aDocumento1 páginaClassificação Climática B.m.aRoberta FreireAinda não há avaliações
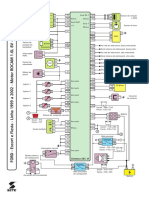
- FORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VIDocumento1 páginaFORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VICristianoAinda não há avaliações
- ENEM Simulado de Matemática BásicaDocumento14 páginasENEM Simulado de Matemática BásicaLorena Marcelino100% (1)
- Prova 1 - Agressão e DefesaDocumento8 páginasProva 1 - Agressão e DefesaLoghan Felipe Ferreira SouzaAinda não há avaliações
- Plano de Aula Geo7 07und02Documento15 páginasPlano de Aula Geo7 07und02Cristian Chaves RodriguesAinda não há avaliações
- A Mulher No Terceiro Milênio - Rose MuranoDocumento205 páginasA Mulher No Terceiro Milênio - Rose MuranoEdilson SouzaAinda não há avaliações
- Vazão e problemas de torneirasDocumento5 páginasVazão e problemas de torneirasNapoleão FreireAinda não há avaliações
- Garrafa Térmica Arabic Classhome 1 Litro - BrancoDocumento3 páginasGarrafa Térmica Arabic Classhome 1 Litro - Brancodaysa joanita dos santos souzaAinda não há avaliações
- As colunas na Maçonaria: significado simbólicoDocumento7 páginasAs colunas na Maçonaria: significado simbólicoFranciano Vieira Pires100% (1)
- Ferramentas essenciais para eletricistasDocumento3 páginasFerramentas essenciais para eletricistasHeloisa RomãoAinda não há avaliações
- Spink - Frezza - Práticas DiscursivasDocumento23 páginasSpink - Frezza - Práticas DiscursivasClara RodriguesAinda não há avaliações
- Frater Achad - 31 Hinos A Deusa Das Estrelas (PT)Documento18 páginasFrater Achad - 31 Hinos A Deusa Das Estrelas (PT)Caléu N. MoraesAinda não há avaliações
- Gazeta de AustinDocumento8 páginasGazeta de AustinAndre de SouzaAinda não há avaliações
- Cadeno de Geografia 8ºanoDocumento14 páginasCadeno de Geografia 8ºanoMarlene RicardoAinda não há avaliações
- Artigo - DesignDocumento15 páginasArtigo - DesignFábio Henrique Lucas da CostaAinda não há avaliações
- In - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFDocumento63 páginasIn - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFLuiz Henrique C. LumertzAinda não há avaliações
- De JudIIJEF 2020 09 15 ADocumento401 páginasDe JudIIJEF 2020 09 15 AShayene RibeiroAinda não há avaliações
- Ficha Avaliação EL - Robinson Crusoe - (Correção)Documento4 páginasFicha Avaliação EL - Robinson Crusoe - (Correção)Patrícia Valente100% (1)
- 30 Dias de Noite - História Pronta Storytelling PDFDocumento16 páginas30 Dias de Noite - História Pronta Storytelling PDFOscar Moura100% (1)
- NBR 1002 - Mascaras de Protecao Respiratoria de Uso Nao ProfissionalDocumento42 páginasNBR 1002 - Mascaras de Protecao Respiratoria de Uso Nao ProfissionalKildere AlmeidaAinda não há avaliações
- Tabela Anjos CabalisticosDocumento2 páginasTabela Anjos CabalisticosChico Di Sissa100% (1)