Você também pode gostar
- 04-PF Cera PerdidaDocumento8 páginas04-PF Cera PerdidaDiego PerreraAinda não há avaliações
- 3 Entrou Areia Na FundicaoDocumento14 páginas3 Entrou Areia Na FundicaoAriel da Silva FreitasAinda não há avaliações
- SumarioDocumento6 páginasSumarioMarlon DillAinda não há avaliações
- 5 Este Molde e Quase para SempreDocumento10 páginas5 Este Molde e Quase para SempreAriel da Silva FreitasAinda não há avaliações
- Processo de Fundição em Casca e CoquilhaDocumento12 páginasProcesso de Fundição em Casca e CoquilhaMatheus JoséAinda não há avaliações
- FundiçãoDocumento49 páginasFundiçãoricardomarjrAinda não há avaliações
- Relatório Moldagem PlenaDocumento15 páginasRelatório Moldagem PlenaRafael FariaAinda não há avaliações
- Exercicios - FundiçãoDocumento3 páginasExercicios - FundiçãoRenata ThebaldiAinda não há avaliações
- Exercicios - FundiçãoDocumento3 páginasExercicios - FundiçãoRenata Thebaldi100% (1)
- Modelos Na Fundição PDFDocumento10 páginasModelos Na Fundição PDFGiovanna de OliveiraAinda não há avaliações
- Relat EMM14Documento13 páginasRelat EMM14Marcos CastroAinda não há avaliações
- FUNDIÇÃO DE PRECISÃO - Tópicos FeEDocumento11 páginasFUNDIÇÃO DE PRECISÃO - Tópicos FeEAnatólio MacárioAinda não há avaliações
- Relatório 4 - Fundição em CascaDocumento20 páginasRelatório 4 - Fundição em CascaLeonan SacchiAinda não há avaliações
- Curso Técnico em Mecânica Fundição Cera PerdidaDocumento5 páginasCurso Técnico em Mecânica Fundição Cera PerdidaSilvania SilvaAinda não há avaliações
- Processo de Fabricação - Vol, 01 - Cap. 03Documento15 páginasProcesso de Fabricação - Vol, 01 - Cap. 03WaydsonAinda não há avaliações
- 2022 2 LSJ FundiçãoDocumento91 páginas2022 2 LSJ FundiçãoLaraAinda não há avaliações
- Relatório Jurandir 20.05Documento12 páginasRelatório Jurandir 20.05Luis EduardoAinda não há avaliações
- TEXTO APOIO - Tecnologias de FundicaoDocumento161 páginasTEXTO APOIO - Tecnologias de Fundicaothejayv24Ainda não há avaliações
- Processos de Fabricação em FundiçãoDocumento53 páginasProcessos de Fabricação em FundiçãolucasAinda não há avaliações
- FundicãoDocumento15 páginasFundicãowagnercpcAinda não há avaliações
- FundiçãoDocumento2 páginasFundiçãoPiero FioriAinda não há avaliações
- Prova AS ViniDocumento26 páginasProva AS ViniVinícius GiacomolliAinda não há avaliações
- Fundição de Precisão Por Modelo Perdido - Investment CastingDocumento32 páginasFundição de Precisão Por Modelo Perdido - Investment CastingDiogo HofmamAinda não há avaliações
- Exercicios Processos de Fundição R0.0Documento7 páginasExercicios Processos de Fundição R0.0Antonio MarinhoAinda não há avaliações
- Fundicao - Moldes e Modelos - Aula 2-OkDocumento32 páginasFundicao - Moldes e Modelos - Aula 2-OkWagner Oliveira92% (13)
- Processos de FundiçãoDocumento28 páginasProcessos de FundiçãoPedro Paulo BoteonAinda não há avaliações
- Aula 02 Processamento de MetaisDocumento44 páginasAula 02 Processamento de MetaisFabiano Perin GasparinAinda não há avaliações
- Apostila de FundicaoDocumento51 páginasApostila de Fundicao9060086100% (2)
- Aulas 12 e 3 Fundic3a7c3a3o Fagner3Documento53 páginasAulas 12 e 3 Fundic3a7c3a3o Fagner3José Luis MouraAinda não há avaliações
- Relatório de Processamento de Materiais CerâmicosDocumento2 páginasRelatório de Processamento de Materiais CerâmicosLuana NevesAinda não há avaliações
- Relatório Fundição Processo ShellDocumento23 páginasRelatório Fundição Processo Shellejlima1980Ainda não há avaliações
- 21 Nada Se Cria Tudo Se TransformaDocumento14 páginas21 Nada Se Cria Tudo Se TransformaFilipe Alberto MagalhaesAinda não há avaliações
- Processo de Fundição em Casca e Coquilha - CópiaDocumento14 páginasProcesso de Fundição em Casca e Coquilha - CópiaVinicius BatistaAinda não há avaliações
- FUNDIÇÃODocumento21 páginasFUNDIÇÃOricardo6a6zimmermannAinda não há avaliações
- Fundição em AçoDocumento13 páginasFundição em AçoVAN GOMPEL RAPHAinda não há avaliações
- ApostilaDocumento155 páginasApostilaFilipe AzevedoAinda não há avaliações
- FundiçãoDocumento58 páginasFundiçãoJose MatosAinda não há avaliações
- Tecnologia Mecanica PDFDocumento65 páginasTecnologia Mecanica PDFetokunAinda não há avaliações
- 2-Aula de FundiçãoDocumento16 páginas2-Aula de FundiçãoRafael Da Silva AlvesAinda não há avaliações
- Tema IDocumento22 páginasTema IfernandoAinda não há avaliações
- Iniciação À FundiçãoDocumento82 páginasIniciação À FundiçãoLaura MorgensternAinda não há avaliações
- Fundicao em Areia Rio AmazonasDocumento13 páginasFundicao em Areia Rio AmazonasShalon MeloAinda não há avaliações
- Questionário 2 - Fundição I-2Documento11 páginasQuestionário 2 - Fundição I-2Eduarda SantosAinda não há avaliações
- PROCESSOS 1 AulaDocumento15 páginasPROCESSOS 1 AulaMarcelo GauAinda não há avaliações
- Ficha de Exercícios FundiçãoDocumento8 páginasFicha de Exercícios FundiçãoAntonio Marinho100% (1)
- Livro FundiçãoDocumento52 páginasLivro FundiçãoRomero Lopes50% (2)
- MOLDERIA Es PTDocumento41 páginasMOLDERIA Es PTDevailson nunes LimaAinda não há avaliações
- Como se faz: 92 técnicas de fabricação para design de produtosNo EverandComo se faz: 92 técnicas de fabricação para design de produtosAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Chutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)No EverandChutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)Ainda não há avaliações
- Dosagem e controle da qualidade de concretos convencionais de cimento portlandNo EverandDosagem e controle da qualidade de concretos convencionais de cimento portlandAinda não há avaliações
- Ergonomia industrial: trabalho e transferência de tecnologiaNo EverandErgonomia industrial: trabalho e transferência de tecnologiaNota: 4 de 5 estrelas4/5 (3)
- Análise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelNo EverandAnálise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelAinda não há avaliações
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisNo EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisAinda não há avaliações
- Tecnologia Dos Materiais Aula 7: Prof. Jean PinhoDocumento41 páginasTecnologia Dos Materiais Aula 7: Prof. Jean PinhoLuiz Felipe Rugeri KurtzAinda não há avaliações
- Rotina Do Técnico de SegurançaDocumento5 páginasRotina Do Técnico de SegurançaDevanir MirandaAinda não há avaliações
- Joao XxiiiDocumento18 páginasJoao XxiiiMmlocação DE EquipamentosAinda não há avaliações
- Lista Exercicios 01Documento2 páginasLista Exercicios 01Kalvin LeiteAinda não há avaliações
- (PAG) Catalogo Automotivo 2020Documento24 páginas(PAG) Catalogo Automotivo 2020Jailson MarinhoAinda não há avaliações
- Tratores 7J PDFDocumento2 páginasTratores 7J PDFdilsoclarinetAinda não há avaliações
- Argumentos Favoraveis Ao ProtecionismoDocumento2 páginasArgumentos Favoraveis Ao ProtecionismoalvaroAinda não há avaliações
- Estequiometria CP2 1Documento19 páginasEstequiometria CP2 1SabrinaAinda não há avaliações
- Trabalho TrefilaçãoDocumento23 páginasTrabalho TrefilaçãoKaue Hume100% (3)
- Mural Meio AmbienteDocumento7 páginasMural Meio Ambientecarla carlaAinda não há avaliações
- Tecnologia Da Conservação e Da Restauração - Materiais eDocumento245 páginasTecnologia Da Conservação e Da Restauração - Materiais eCesar Augusto Santana BarbosaAinda não há avaliações
- Rotinas PredialDocumento157 páginasRotinas PredialLindemberg Vieira RannaAinda não há avaliações
- Subresfriamento e Superaquecimento em RefrigeraçãoDocumento14 páginasSubresfriamento e Superaquecimento em RefrigeraçãoInspetor SoldagemAinda não há avaliações
- Manual Técnico 2017 DYNACALDocumento25 páginasManual Técnico 2017 DYNACALRaydemAinda não há avaliações
- Ficha Técnica Glenium 301Documento3 páginasFicha Técnica Glenium 301Klarc CamachoAinda não há avaliações
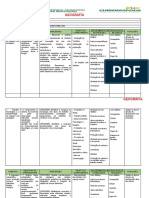
- Plano de Curso Geo. 5º Ano (1) .2022Documento4 páginasPlano de Curso Geo. 5º Ano (1) .2022Glleyce SouzzaAinda não há avaliações
- MetalurgicaDocumento15 páginasMetalurgicaDalvino jose de mouraAinda não há avaliações
- CRCDocumento13 páginasCRCapi-3764873100% (2)
- Ar - Condicionado - 9570 STSDocumento25 páginasAr - Condicionado - 9570 STSZe Ramao Gonçalves100% (2)
- Química Dos ExplosivosDocumento22 páginasQuímica Dos ExplosivosRoger Ferracin de OliveiraAinda não há avaliações
- SM PC350LC-8 B10001-Up KPBM019350Documento1.029 páginasSM PC350LC-8 B10001-Up KPBM019350rmatico1234100% (8)
- Examplos Carregamentos Combinados IIDocumento31 páginasExamplos Carregamentos Combinados IIVinicius FerreiraAinda não há avaliações
- TermoformagemDocumento37 páginasTermoformagemedenireliasAinda não há avaliações
- O Lugar Do Conceito de Fascismo Na Teoria Marxista Do EstadoDocumento22 páginasO Lugar Do Conceito de Fascismo Na Teoria Marxista Do EstadoLeticiaAinda não há avaliações
- NovembroDocumento8 páginasNovembroaugusto_h100% (1)
- Manual ServicoDocumento96 páginasManual ServicoAntonio Monteiro75% (4)
- Cap44 - Sistemas de ImpermeabilizaçãoDocumento116 páginasCap44 - Sistemas de ImpermeabilizaçãoKimberley HollandAinda não há avaliações
- Programa Dimensionamento Da Fossa e FiltroDocumento22 páginasPrograma Dimensionamento Da Fossa e Filtrocrisbferreira33% (3)
- Curva 90 Graus Norma ANSI B16.9Documento1 páginaCurva 90 Graus Norma ANSI B16.9adrbimAinda não há avaliações