Você também pode gostar
- Preservação de Madeiras - Sistemas de Categorias de UsosDocumento27 páginasPreservação de Madeiras - Sistemas de Categorias de UsosGisele Paim100% (2)
- 3º Ano Jabuti Sabido Com Macaco MetidoDocumento28 páginas3º Ano Jabuti Sabido Com Macaco MetidoMARIA APARECIDA DO AMARAL NEVES100% (1)
- 2012 Fabricacao Papeis TissueDocumento193 páginas2012 Fabricacao Papeis TissueshfservicosAinda não há avaliações
- Propriedades térmicas de materiais de construçãoDocumento3 páginasPropriedades térmicas de materiais de construçãoLucas PrimonAinda não há avaliações
- Lista de consumíveis para filmagemDocumento3 páginasLista de consumíveis para filmagemGustavo Zysman NascimentoAinda não há avaliações
- Condicionamento de Feltros (Viçosa - 2002)Documento131 páginasCondicionamento de Feltros (Viçosa - 2002)Luiz Antonio Escaramuzi GarciaAinda não há avaliações
- Lembrancinha de PáscoaDocumento51 páginasLembrancinha de PáscoaThalita AzevedoAinda não há avaliações
- Danosa PT 2022 1 4Documento56 páginasDanosa PT 2022 1 4Ricardo RochaAinda não há avaliações
- Rapunzel - Bruno Nascimento 240301 101718Documento12 páginasRapunzel - Bruno Nascimento 240301 101718detallesthilaAinda não há avaliações
- naninhaDocumento19 páginasnaninhaSuéllen FernandesAinda não há avaliações
- O que é feltragem de agulha? Uma introdução às ferramentas e técnicas básicasDocumento8 páginasO que é feltragem de agulha? Uma introdução às ferramentas e técnicas básicasVel Du'ArtesAinda não há avaliações
- DECORA MAÇANETA O Grinch - MOLDE GRATUITODocumento10 páginasDECORA MAÇANETA O Grinch - MOLDE GRATUITOJennyfer StefanoAinda não há avaliações
- Panasonic Tc-L39el6b La41 PDFDocumento63 páginasPanasonic Tc-L39el6b La41 PDFFabiomarferreiraAinda não há avaliações
- Doce Natal - Caseando FelicidadeDocumento31 páginasDoce Natal - Caseando FelicidadeNohoraespañolAinda não há avaliações
- Ursinho Porta ChocolateDocumento2 páginasUrsinho Porta Chocolatealine.cruz.martinetiAinda não há avaliações
- Molde Mini Manequim FeltroDocumento2 páginasMolde Mini Manequim Feltrobuffy sommersAinda não há avaliações
- Content Moldes e Materiais Mochila SereiapdfDocumento12 páginasContent Moldes e Materiais Mochila SereiapdfAline VelosoAinda não há avaliações
- Apostila Móbile em FeltroDocumento6 páginasApostila Móbile em FeltroViviane GuedesAinda não há avaliações
- Guia completo para iniciantes em feltro de agulhaDocumento27 páginasGuia completo para iniciantes em feltro de agulhaVel Du'ArtesAinda não há avaliações
- Penguim Pelucia Moldes para DowloadDocumento3 páginasPenguim Pelucia Moldes para DowloadAna MartinsAinda não há avaliações
- Bailarina e Soldadinho Moldes - Artes em FeltroDocumento15 páginasBailarina e Soldadinho Moldes - Artes em FeltrosomariananiasilvaAinda não há avaliações
- Eva - Molde Palhacinha para Imprimir - Molde para ArtesanatoDocumento7 páginasEva - Molde Palhacinha para Imprimir - Molde para ArtesanatoSôniaAinda não há avaliações
- Materia Prima FibrosaDocumento311 páginasMateria Prima FibrosaGisele PaimAinda não há avaliações
- Cálculos para produção de celuloseDocumento177 páginasCálculos para produção de celuloseGisele PaimAinda não há avaliações
- Calculos para Fabricação ReciclagemDocumento132 páginasCalculos para Fabricação Reciclagemleocs1914Ainda não há avaliações
- Papelão e Suas AplicaçõesDocumento60 páginasPapelão e Suas AplicaçõesGuilherme Pereira100% (1)
- Processos industriais têxteis e de papelDocumento21 páginasProcessos industriais têxteis e de papelAnaCarladaSilvaAinda não há avaliações
- Papel Tissue FinalDocumento19 páginasPapel Tissue FinalGimerson WeigertAinda não há avaliações
- Análise comparativa da ecoeficiência entre papel branco e recicladoDocumento6 páginasAnálise comparativa da ecoeficiência entre papel branco e recicladoAndreia Teixeira de OliveiraAinda não há avaliações
- TCC I Corrigido Leonardo Arthur Martins Ebbres 1bDocumento21 páginasTCC I Corrigido Leonardo Arthur Martins Ebbres 1bLeonardo Arthur Martins EbbresAinda não há avaliações
- Guia CompostagemDocumento10 páginasGuia CompostagemigorcarvaAinda não há avaliações
- Propriedades do papel para impressãoDocumento10 páginasPropriedades do papel para impressãoArthur DSAinda não há avaliações
- Indústria Papel BrasilDocumento36 páginasIndústria Papel BrasilLucas RibeiroAinda não há avaliações
- Sack Kraft. As Camadas Foram Produzidas Por Pincelagem Das Soluções Sobre o Papel Kraft deDocumento8 páginasSack Kraft. As Camadas Foram Produzidas Por Pincelagem Das Soluções Sobre o Papel Kraft deAline FreireAinda não há avaliações
- Sistemas Eletroeletrônicos Prediais: Escape de ArDocumento2 páginasSistemas Eletroeletrônicos Prediais: Escape de ArJoão ForatoAinda não há avaliações
- 1 Propriedades Do PapelDocumento17 páginas1 Propriedades Do PapelgeorgegiacominAinda não há avaliações
- 90 Exemplos de Cálculos em Celulose e PapelDocumento238 páginas90 Exemplos de Cálculos em Celulose e Papelwagner jr0% (1)
- Tipos de PapeisDocumento49 páginasTipos de PapeisVictor GabrielAinda não há avaliações
- Clarissa e Maristela - Ficha 02Documento2 páginasClarissa e Maristela - Ficha 02clarissaAinda não há avaliações
- Noções básicas de medidas de massa e volumeDocumento3 páginasNoções básicas de medidas de massa e volumeYasmim SilvaAinda não há avaliações
- SD Normas Tissue BrasilDocumento21 páginasSD Normas Tissue BrasilChechilia LizarragaAinda não há avaliações
- Química Analítica Amostragem Água SoloDocumento110 páginasQuímica Analítica Amostragem Água SoloFrancisco SilvaAinda não há avaliações
- Caneta AzulDocumento3 páginasCaneta AzulMaria Perpétua Oliveira RamosAinda não há avaliações
- Indústria TêxtilDocumento8 páginasIndústria TêxtilHELMERAinda não há avaliações
- Cálculos e fórmulas matemáticas para pintura anticorrosivaDocumento21 páginasCálculos e fórmulas matemáticas para pintura anticorrosivaRaphael Condessa100% (2)
- Relatório Analise AmbientalDocumento9 páginasRelatório Analise AmbientalValéria GoodAinda não há avaliações
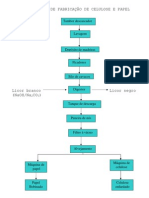
- Fluxograma de fabricação de celulose e papelDocumento8 páginasFluxograma de fabricação de celulose e papelmajuste67% (3)
- Controle da poluição na indústria têxtilDocumento13 páginasControle da poluição na indústria têxtilTeynha Valverde StoppaAinda não há avaliações
- Acetona e MEK Eventualidade e TratamentoDocumento5 páginasAcetona e MEK Eventualidade e TratamentoAugusto Hobi SbarainiAinda não há avaliações
- Processo de fabricação de papel recicladoDocumento34 páginasProcesso de fabricação de papel recicladoEduart GuerreroAinda não há avaliações
- TheFutureofPaperRecyclinginEuropeCOSTE48 - 182 - 211 - TRADUZIDODocumento30 páginasTheFutureofPaperRecyclinginEuropeCOSTE48 - 182 - 211 - TRADUZIDOClaudinei MayerAinda não há avaliações
- Avaliação das características dos nãotecidos de fraldasDocumento4 páginasAvaliação das características dos nãotecidos de fraldasAline FreireAinda não há avaliações
- Papel e Celulose e Precipitador EletrostáticoDocumento11 páginasPapel e Celulose e Precipitador EletrostáticoLuiza NunesAinda não há avaliações
- Cromatografia Aula ExpDocumento3 páginasCromatografia Aula ExpDavid QuinteroAinda não há avaliações
- História do papel como suporte para documentosDocumento34 páginasHistória do papel como suporte para documentosthiagoczAinda não há avaliações
- Operação de filtro-prensa de placas e quadrosDocumento7 páginasOperação de filtro-prensa de placas e quadrosMarina Fontes CamposAinda não há avaliações
- Transfer laser impresso têxtilDocumento15 páginasTransfer laser impresso têxtillaroccaAinda não há avaliações
- Codificação de Plásticos PDFDocumento19 páginasCodificação de Plásticos PDFCarlos Alberto Teixeira AlvesAinda não há avaliações
- Tecnologia e Química Do Processo Kraft-Parte1-Agosto2010-ApresentaçãoDocumento266 páginasTecnologia e Química Do Processo Kraft-Parte1-Agosto2010-ApresentaçãoAlexandre Valeriano da SilvaAinda não há avaliações
- Projeto de novo filtro de mangas para indústria de celuloseDocumento10 páginasProjeto de novo filtro de mangas para indústria de celuloseWander SantosAinda não há avaliações
- Tipos de filamentos para impressoras 3DDocumento7 páginasTipos de filamentos para impressoras 3DFFarelloAinda não há avaliações
- 590-Texto Do Artigo-2043-1-10-20170820Documento9 páginas590-Texto Do Artigo-2043-1-10-20170820Maria RuffinoAinda não há avaliações
- Ensaios de Resistência À Flexão: Ekomposit Madeiras Do Brasil S/ADocumento1 páginaEnsaios de Resistência À Flexão: Ekomposit Madeiras Do Brasil S/AGisele PaimAinda não há avaliações
- CamScanner 05-08-2020 15.13.15 - 20200508154924Documento16 páginasCamScanner 05-08-2020 15.13.15 - 20200508154924Gisele PaimAinda não há avaliações
- DSG-21 Desintegrador LaboratorialDocumento1 páginaDSG-21 Desintegrador LaboratorialGisele PaimAinda não há avaliações
- 03 - Análise Técnica Secagem FolhaDocumento19 páginas03 - Análise Técnica Secagem FolhaGisele PaimAinda não há avaliações
- OnduladoDocumento42 páginasOnduladoGisele PaimAinda não há avaliações
- Pasta termomecânica TMPDocumento65 páginasPasta termomecânica TMPGisele PaimAinda não há avaliações
- SM 21Documento1 páginaSM 21Gisele PaimAinda não há avaliações
- Preparação e Padronização de Soluções QuímicasDocumento19 páginasPreparação e Padronização de Soluções QuímicasGisele PaimAinda não há avaliações
- Apostila QuímcaDocumento63 páginasApostila QuímcaGisele PaimAinda não há avaliações
- Caminho para o TPM com os 5SDocumento10 páginasCaminho para o TPM com os 5SGisele PaimAinda não há avaliações
- Dados Esatisticos Papel e CeluloseDocumento23 páginasDados Esatisticos Papel e CeluloseGisele PaimAinda não há avaliações
- Análise química da madeiraDocumento30 páginasAnálise química da madeiracassiano8Ainda não há avaliações
- Aue 20Documento1 páginaAue 20Gisele PaimAinda não há avaliações
- Classificador de Fibras CelulósicasDocumento1 páginaClassificador de Fibras CelulósicasGisele PaimAinda não há avaliações
- Tabela de Gramatura Miolo ColaDocumento1 páginaTabela de Gramatura Miolo ColaGisele PaimAinda não há avaliações
- Ferramentas Estatisticas LaboratórioDocumento89 páginasFerramentas Estatisticas LaboratórioGisele PaimAinda não há avaliações
- Influência Da Densidade No LVLDocumento2 páginasInfluência Da Densidade No LVLGisele PaimAinda não há avaliações
- Voluntary Product Standard PS 1-19 - PTBRDocumento67 páginasVoluntary Product Standard PS 1-19 - PTBRGisele PaimAinda não há avaliações
- VaporDocumento85 páginasVaporRomário OliveiraAinda não há avaliações
- Evaporacao Do Licor PretoDocumento70 páginasEvaporacao Do Licor PretoGisele PaimAinda não há avaliações
- SA STALKER - EnunciadoDocumento1 páginaSA STALKER - EnunciadoGisele PaimAinda não há avaliações
- Apresentacao Gestao Da QualidadeDocumento42 páginasApresentacao Gestao Da Qualidadesrtsuelen100% (1)
- Ligações Químicas em ou menosDocumento28 páginasLigações Químicas em ou menosGisele PaimAinda não há avaliações
- HidrostáticaDocumento31 páginasHidrostáticaGisele PaimAinda não há avaliações
- Introdução Ao Estudo Da FísicaDocumento9 páginasIntrodução Ao Estudo Da FísicaGisele PaimAinda não há avaliações
- Impactos da mineração e soluçõesDocumento8 páginasImpactos da mineração e soluçõesGisele PaimAinda não há avaliações
- Principais Partes Componentes Dos Geradores de VaporDocumento10 páginasPrincipais Partes Componentes Dos Geradores de VaporGisele PaimAinda não há avaliações
- Franklin - Advantage EP-950ADocumento6 páginasFranklin - Advantage EP-950AGisele PaimAinda não há avaliações
- Método Self-Healing de Meir SchneiderDocumento8 páginasMétodo Self-Healing de Meir SchneiderFabioGerolinAinda não há avaliações
- Escolha múltipla sobre forças gravitacionaisDocumento1 páginaEscolha múltipla sobre forças gravitacionaissergiopcm8997Ainda não há avaliações
- Sexual I DadeDocumento2 páginasSexual I DadeAntonio Viegas SilvaAinda não há avaliações
- Alda Brito Cecília Sard e Márcia Gomes - Um Diálogo Com Simone de Beauvoir e Outras FalasDocumento325 páginasAlda Brito Cecília Sard e Márcia Gomes - Um Diálogo Com Simone de Beauvoir e Outras FalasNatã SouzaAinda não há avaliações
- Prova do Teorema da Compacidade para Lógica ProposicionalDocumento7 páginasProva do Teorema da Compacidade para Lógica Proposicionaldaniel.lavieri4868Ainda não há avaliações
- Visual Novel evoluçãoDocumento10 páginasVisual Novel evoluçãoLincolnAinda não há avaliações
- Arduino, Engenharia e TIDocumento35 páginasArduino, Engenharia e TIFrancisco AlbertoAinda não há avaliações
- PDCADocumento4 páginasPDCARoger Paulo Barbosa ChavesAinda não há avaliações
- A mulher ideal como visão transcendenteDocumento3 páginasA mulher ideal como visão transcendenteMatilde MaltaAinda não há avaliações
- Luminotecnica CetecDocumento8 páginasLuminotecnica CetecWilson Francisco HeckAinda não há avaliações
- Manual TambaquiDocumento48 páginasManual TambaquiIsaque Leal100% (1)
- Ficha Tecnica 15 Shiver Bass 3.8 4 Ohms A4Documento2 páginasFicha Tecnica 15 Shiver Bass 3.8 4 Ohms A4wendlyAinda não há avaliações
- Bircat Hamazon - Judaísmo Na PráticaDocumento9 páginasBircat Hamazon - Judaísmo Na PráticaMarco PoleseAinda não há avaliações
- Instructions For Use Otoread BRPTDocumento71 páginasInstructions For Use Otoread BRPTKarine Duarte JustinoAinda não há avaliações
- Modelo Carta Anuencia RSMGDocumento2 páginasModelo Carta Anuencia RSMGbidacasartelAinda não há avaliações
- Teatro Natureza Filho PaiDocumento2 páginasTeatro Natureza Filho PaiandreiasantosgaiaAinda não há avaliações
- Sonhos no Terceiro Reich revelam impacto do regime nazistaDocumento17 páginasSonhos no Terceiro Reich revelam impacto do regime nazistaMarcello BecreiAinda não há avaliações
- Apontamentos de EDIFICIOS - Cap. 1 - CONCEPCAO ESTRUTURAL DE EDIFICIOS. ANALISE ESTRUTURAL RevAGO2019Documento47 páginasApontamentos de EDIFICIOS - Cap. 1 - CONCEPCAO ESTRUTURAL DE EDIFICIOS. ANALISE ESTRUTURAL RevAGO2019Arilson Ngoca100% (1)
- Frase, Oração e PeríodoDocumento3 páginasFrase, Oração e PeríodoThaynã MillenaAinda não há avaliações
- Questionário I - Diversidade Linguística e ComunicaçãoDocumento3 páginasQuestionário I - Diversidade Linguística e ComunicaçãoAnalice CabralAinda não há avaliações
- Magda - LiteraturaDocumento2 páginasMagda - LiteraturaCarolina Rossi EtoAinda não há avaliações
- ALBUQUERQUE, Durval Muniz - Pedagogia Arte de Erigir FronteirasDocumento12 páginasALBUQUERQUE, Durval Muniz - Pedagogia Arte de Erigir FronteirasFBSouzaAinda não há avaliações
- 26.01.2024 Prática On Line Prévia NeuropsicologiaDocumento13 páginas26.01.2024 Prática On Line Prévia NeuropsicologiaRebeca TelesAinda não há avaliações
- 2.A Criação de NegóciosDocumento10 páginas2.A Criação de NegóciosAgnaldo MattosAinda não há avaliações
- Acolhendo Jesus na Nova LeiDocumento4 páginasAcolhendo Jesus na Nova LeiCarlos SilvaAinda não há avaliações
- Estrutura e Funções Do HipotálamoDocumento4 páginasEstrutura e Funções Do HipotálamoFrescura1Ainda não há avaliações
- História da Tabela PeriódicaDocumento6 páginasHistória da Tabela Periódicaadenilson dos santosAinda não há avaliações
- Comunicação Oral e EscritaDocumento98 páginasComunicação Oral e EscritaNilton Goulart88% (8)
- Obtenção de aguardente de suco de laranjaDocumento4 páginasObtenção de aguardente de suco de laranjaKerolinKupskiAinda não há avaliações