Você também pode gostar
- 1 4967661308875899179Documento468 páginas1 4967661308875899179andreaAinda não há avaliações
- Gerenciamento de registros do SGIDocumento5 páginasGerenciamento de registros do SGIMatheus Paiva100% (1)
- TP 07.001 - Revisão 01Documento5 páginasTP 07.001 - Revisão 01Gersom Lopes de MouraAinda não há avaliações
- DFC: conceitos e estruturaDocumento10 páginasDFC: conceitos e estruturafilipe liraAinda não há avaliações
- 2º Consultoria - José GabrielDocumento8 páginas2º Consultoria - José GabrielVinicius LelisAinda não há avaliações
- Arte Automacao Industrial PDFDocumento102 páginasArte Automacao Industrial PDFEdinho Menezes0% (1)
- Sistema Toyota de ProduçãDocumento35 páginasSistema Toyota de ProduçãAusier100% (1)
- Modelo de projeto de um mini abatedouro de aves caipirasDocumento8 páginasModelo de projeto de um mini abatedouro de aves caipirasCid Biavatti67% (3)
- Automação - Curso Kinetix Servo Drive - Rockwell PDFDocumento147 páginasAutomação - Curso Kinetix Servo Drive - Rockwell PDFJonathan Machado D. Souza100% (2)
- Política de Investimentos: Objetivos, Restrições e RebalanceamentoDocumento29 páginasPolítica de Investimentos: Objetivos, Restrições e Rebalanceamentopan gamingAinda não há avaliações
- Projecto de Negocio de EmpreendedorismoDocumento14 páginasProjecto de Negocio de EmpreendedorismoPrudenciy Dauka MuxlhangaAinda não há avaliações
- Ficha Técnica Azeitona de MesaDocumento27 páginasFicha Técnica Azeitona de MesatshAinda não há avaliações
- A4 Gestão em Serviço de SsaudeDocumento8 páginasA4 Gestão em Serviço de SsaudeFlávio Carcere100% (2)
- Equatorial Pará Distribuidora de Energia S.A.: Informações para O ClienteDocumento1 páginaEquatorial Pará Distribuidora de Energia S.A.: Informações para O ClienteFlaviane Nunes Pinto100% (1)
- 01 - NFE Cloud InboundDocumento28 páginas01 - NFE Cloud InboundRaphael MaffeiAinda não há avaliações
- Apostila TIA V11 r1 AvancadoDocumento112 páginasApostila TIA V11 r1 AvancadoSamuel Wolf Althaus100% (1)
- SMED e Poka Yoke: técnicas para redução de setup e prevenção de errosDocumento22 páginasSMED e Poka Yoke: técnicas para redução de setup e prevenção de errosGabriel PeinAinda não há avaliações
- Logix5000 Apostila1Documento212 páginasLogix5000 Apostila1RenatoPag100% (2)
- EvaporaçãoDocumento110 páginasEvaporaçãoquimica123100% (4)
- Palestra Tonia AlmeidaDocumento27 páginasPalestra Tonia AlmeidaDenison David OliveiraAinda não há avaliações
- Placo Manual Instalador PT WebDocumento240 páginasPlaco Manual Instalador PT WebCarlos SoaresAinda não há avaliações
- Processamento Da GoiabaDocumento23 páginasProcessamento Da GoiabaLuciene TrindadeAinda não há avaliações
- Multivac - Seminário BASF 2009Documento55 páginasMultivac - Seminário BASF 2009elizagomezmAinda não há avaliações
- Perfil Da Empresa - 2021 - PT TechnologyDocumento15 páginasPerfil Da Empresa - 2021 - PT TechnologyDionel RibeiroAinda não há avaliações
- Guia de encaminhamento para exames admissionaisDocumento1 páginaGuia de encaminhamento para exames admissionaisCleibe Vaz MachadoAinda não há avaliações
- Sistemas PPCP no chão de fábricaDocumento7 páginasSistemas PPCP no chão de fábricaAllyf FerreiraAinda não há avaliações
- Plano de Monitoramento (Importante)Documento7 páginasPlano de Monitoramento (Importante)Aquabios BrasilAinda não há avaliações
- Mapa PESQUISA DE MERCADODocumento1 páginaMapa PESQUISA DE MERCADOLua AlvesAinda não há avaliações
- Rotulagem farmacêuticaDocumento4 páginasRotulagem farmacêuticaluana andradeAinda não há avaliações
- MRP II: Planejamento e Controle da ProduçãoDocumento44 páginasMRP II: Planejamento e Controle da ProduçãoMariana MeloAinda não há avaliações
- Apresentação Do PowerPoint - PaleteiraDocumento83 páginasApresentação Do PowerPoint - PaleteiraJoséJúniorAinda não há avaliações
- POP Leito de JorroDocumento4 páginasPOP Leito de JorroNazareno BragaAinda não há avaliações
- FMEA Ercomat SLZ V1Documento17 páginasFMEA Ercomat SLZ V1thamyresalbinoAinda não há avaliações
- Eeaijy - Fi: FeigyDocumento10 páginasEeaijy - Fi: Feigyanhelina.malesh2Ainda não há avaliações
- Apresentação Antonio Guimarães - IBPDocumento17 páginasApresentação Antonio Guimarães - IBPFórum Permanente de Desenvolvimento Estratégico do Estado do RJAinda não há avaliações
- GITECDocumento44 páginasGITECronnigarciaAinda não há avaliações
- Pavimento Intertravado AREVALE-2012Documento2 páginasPavimento Intertravado AREVALE-2012Luis MarsonAinda não há avaliações
- Summit UniPar FG 150 680Documento2 páginasSummit UniPar FG 150 680ariosiAinda não há avaliações
- Trabalho de ProcessosDocumento3 páginasTrabalho de ProcessosAnanda BealizAinda não há avaliações
- Setup Rápido emDocumento6 páginasSetup Rápido emAdemar RamosAinda não há avaliações
- Massa VinhéDocumento6 páginasMassa VinhéDiAinda não há avaliações
- Produção de Queijos e LaticíniosDocumento13 páginasProdução de Queijos e LaticíniosBianca Barcelos MartinsAinda não há avaliações
- Unidade 4 PDFDocumento18 páginasUnidade 4 PDFrafael.alimentos2329Ainda não há avaliações
- FS-023 - Relatório Diário de Obra (0) - SBM CDP I - 0601Documento1 páginaFS-023 - Relatório Diário de Obra (0) - SBM CDP I - 0601Isis CalinaAinda não há avaliações
- Visita Técnica: Relatório deDocumento6 páginasVisita Técnica: Relatório deMarcelo MendonçaAinda não há avaliações
- Modelo Logístico de Planejamento ParticipanteDocumento38 páginasModelo Logístico de Planejamento ParticipanteCamilla FernandesAinda não há avaliações
- Guia de encaminhamento para exame admissionalDocumento1 páginaGuia de encaminhamento para exame admissionalCleibe Vaz MachadoAinda não há avaliações
- FTPP - Usinagem - Fresadora 2Documento2 páginasFTPP - Usinagem - Fresadora 2imelb.ltdaAinda não há avaliações
- Projeto Dendê - Aprensetação FinalDocumento26 páginasProjeto Dendê - Aprensetação Finalandrezaisis97Ainda não há avaliações
- Resumo Faixa de Dominio LeDocumento6 páginasResumo Faixa de Dominio LeJhonatas MatheusAinda não há avaliações
- Eleven Financial Research - Calendario de Ofertas CVM 120421-1Documento1 páginaEleven Financial Research - Calendario de Ofertas CVM 120421-1taric raibbAinda não há avaliações
- Fluxograma PatenteDocumento1 páginaFluxograma PatenteOSEIAS ESMELINDROAinda não há avaliações
- Catálogo de peças para compressores Sabroe e YorkDocumento20 páginasCatálogo de peças para compressores Sabroe e YorkAcelino FreitasAinda não há avaliações
- Estampagem ProgressivaDocumento5 páginasEstampagem ProgressivaNatan1912Ainda não há avaliações
- PoP - Biela 3Documento33 páginasPoP - Biela 3Caio DiasAinda não há avaliações
- MANUAL-DE-MONTAGEM-G20 (1) MDocumento45 páginasMANUAL-DE-MONTAGEM-G20 (1) MIliichi Dutra MartinsAinda não há avaliações
- Recomendacoes Tecnicas Producao de BatataDocumento16 páginasRecomendacoes Tecnicas Producao de BatataRamos JuanAinda não há avaliações
- Produção Diária BoletimDocumento4 páginasProdução Diária Boletimdiego sousaAinda não há avaliações
- PEDIDO TEC POLLUX 241023- PRIMERDocumento4 páginasPEDIDO TEC POLLUX 241023- PRIMERPollux ObrraAinda não há avaliações
- 9 - Pr-Oem-O-032-Pbupgnom - Partida e Parada Da Torre de ResfriamentoDocumento15 páginas9 - Pr-Oem-O-032-Pbupgnom - Partida e Parada Da Torre de ResfriamentoTiago Machado LorençãoAinda não há avaliações
- Relatório de Estagio Sup IDocumento13 páginasRelatório de Estagio Sup IJhenyffer PaulaAinda não há avaliações
- Trabalhão To Estratégico Fruki Sem FotoDocumento45 páginasTrabalhão To Estratégico Fruki Sem Fotoedson santos100% (6)
- For 002 - Matriz de Controle de FormuláriosDocumento20 páginasFor 002 - Matriz de Controle de Formuláriosjefferson.andradeAinda não há avaliações
- Kaizen CollegeDocumento39 páginasKaizen CollegeAntónioSimõesBorbaAinda não há avaliações
- Matriz de VersatilidadeDocumento2 páginasMatriz de VersatilidademarcelodegoisAinda não há avaliações
- Painel com Presidente sobre implementação do Lean Thinking na Holcim BrasilDocumento18 páginasPainel com Presidente sobre implementação do Lean Thinking na Holcim BrasilNilton Cesar marcelinoAinda não há avaliações
- Nuevo filtros aumentar capacidad filtración relaves Cerro LindoDocumento19 páginasNuevo filtros aumentar capacidad filtración relaves Cerro Lindoirben jovany ROMERO CRISTOBALAinda não há avaliações
- TM-ZTTMM0003-Controle de Expedição-Cadastro de VeículoDocumento5 páginasTM-ZTTMM0003-Controle de Expedição-Cadastro de Veículodangelo silveiraAinda não há avaliações
- Estabelecimento Industrial de Pescado - Alessandra CesarDocumento21 páginasEstabelecimento Industrial de Pescado - Alessandra CesarPedro chenga ChengaAinda não há avaliações
- Ficha 2 - CG II - Macp - 2022Documento15 páginasFicha 2 - CG II - Macp - 2022Tomás Nercio NhanombeAinda não há avaliações
- Técnicas de VendasDocumento1 páginaTécnicas de Vendascarlos augustoAinda não há avaliações
- Script PadariaDocumento1 páginaScript Padariacarlos augustoAinda não há avaliações
- Eletrotécnica 1Documento102 páginasEletrotécnica 1Robson Dorival CordeiroAinda não há avaliações
- Script Curso InformáticaDocumento2 páginasScript Curso Informáticacarlos augustoAinda não há avaliações
- Script Curso InformáticaDocumento2 páginasScript Curso Informáticacarlos augustoAinda não há avaliações
- Cristalização e CozimentoDocumento19 páginasCristalização e Cozimentocarlos augustoAinda não há avaliações
- G120C - Controle Por JOGDocumento3 páginasG120C - Controle Por JOGcarlos augustoAinda não há avaliações
- Script BrindesDocumento1 páginaScript Brindescarlos augustoAinda não há avaliações
- Resumo Curso de Operação Básico MaxmotionDocumento7 páginasResumo Curso de Operação Básico Maxmotioncarlos augustoAinda não há avaliações
- Script ContabilidadeDocumento1 páginaScript Contabilidadecarlos augustoAinda não há avaliações
- Script MaterialConstruçãoDocumento1 páginaScript MaterialConstruçãocarlos augustoAinda não há avaliações
- Script JornalDocumento1 páginaScript Jornalcarlos augustoAinda não há avaliações
- Módulo8 ApresentaçãoDocumento5 páginasMódulo8 Apresentaçãocarlos augustoAinda não há avaliações
- Documentação e Padronização de Processos BPMDocumento110 páginasDocumentação e Padronização de Processos BPMTTL Saúde Digital e ConsultoriaAinda não há avaliações
- Dicas de PonteirosDocumento2 páginasDicas de Ponteiroscarlos augustoAinda não há avaliações
- 00 Capa AutomaDocumento8 páginas00 Capa Automacarlos augustoAinda não há avaliações
- 32 Control Ebate Lad ADocumento36 páginas32 Control Ebate Lad Acarlos augustoAinda não há avaliações
- Sce 032 100 FC Programming s7 1500 r1703 PTDocumento52 páginasSce 032 100 FC Programming s7 1500 r1703 PTRicardo TironeAinda não há avaliações
- R$ 396,75 - Renegociação Abr/Mai 2021Documento1 páginaR$ 396,75 - Renegociação Abr/Mai 2021carlos augustoAinda não há avaliações
- Instrumentação inteligente: como o microprocessador revolucionou os instrumentosDocumento24 páginasInstrumentação inteligente: como o microprocessador revolucionou os instrumentoscarlos augusto100% (1)
- Anunciador de Alarme: Componentes, Funcionamento e AplicaçõesDocumento53 páginasAnunciador de Alarme: Componentes, Funcionamento e Aplicaçõescarlos augustoAinda não há avaliações
- 22 ComputadorDocumento35 páginas22 Computadorcarlos augustoAinda não há avaliações
- L01 - Manual 1-Integracao Dos Inversores de FrequenciaDocumento66 páginasL01 - Manual 1-Integracao Dos Inversores de Frequenciacarlos augustoAinda não há avaliações
- Plano de ação para a América Móvil após reformas nas telecomunicaçõesDocumento9 páginasPlano de ação para a América Móvil após reformas nas telecomunicaçõesAnatol FerreiraAinda não há avaliações
- Regimes de Iva em AngolaDocumento1 páginaRegimes de Iva em AngolaAmilton BalaAinda não há avaliações
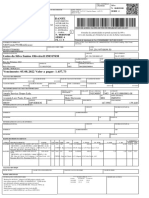
- NF-e de venda de cervejas com descontoDocumento5 páginasNF-e de venda de cervejas com descontoAriel PereiraAinda não há avaliações
- Atividade 5Documento6 páginasAtividade 5cilley30limaAinda não há avaliações
- Objetivos e Execução Das EstratégiasDocumento16 páginasObjetivos e Execução Das EstratégiasJOSÉ AYRTONAinda não há avaliações
- E-Book - Por Que Meu Filho Nunca Teve Um RecebidoDocumento49 páginasE-Book - Por Que Meu Filho Nunca Teve Um RecebidoViviane SantosAinda não há avaliações
- IA 128.0175.012 - Instrução para Preenchimento de PPPDocumento8 páginasIA 128.0175.012 - Instrução para Preenchimento de PPPEduardo FernandesAinda não há avaliações
- Estratégica Da Apex-Brasil - Análise de StakeholdersDocumento44 páginasEstratégica Da Apex-Brasil - Análise de StakeholdersLuizAinda não há avaliações
- FT 2023-1564Documento2 páginasFT 2023-1564edilmabenjamim73Ainda não há avaliações
- Folhano2 - Resolucao de ProblemasDocumento2 páginasFolhano2 - Resolucao de ProblemasGabriel CastroAinda não há avaliações
- Apresentação Perfil Alumínio Do Brasil S.ADocumento22 páginasApresentação Perfil Alumínio Do Brasil S.APedro BragaAinda não há avaliações
- MOD 11 ANÁLISE ECON - FINANCEIRA 2 ParteDocumento34 páginasMOD 11 ANÁLISE ECON - FINANCEIRA 2 Partejoao1280silvaAinda não há avaliações
- Gráfico de classificação de gastos por naturezaDocumento3 páginasGráfico de classificação de gastos por naturezaSOU GOKU FFAinda não há avaliações
- SEI - ERJ - 17723683 - Nota TécnicaDocumento6 páginasSEI - ERJ - 17723683 - Nota TécnicaMarcos Fernandes FidelisAinda não há avaliações
- Fichas de Auto Controle - UsinagemDocumento37 páginasFichas de Auto Controle - UsinagemPaulo Cesar TrajanoAinda não há avaliações
- Comportamento Organizacional 6Documento18 páginasComportamento Organizacional 6delfasufianeAinda não há avaliações
- Extrato Consolidado MensalDocumento9 páginasExtrato Consolidado MensalWendel KaikyAinda não há avaliações
- Teoria Clássica do Comércio: Mercantilismo e Vantagens AbsolutasDocumento29 páginasTeoria Clássica do Comércio: Mercantilismo e Vantagens AbsolutasARAO JOSE SITOEAinda não há avaliações
- M3 - Quiz - VPL - ENTREGA 24/08: 2023/1 - AnálisDocumento9 páginasM3 - Quiz - VPL - ENTREGA 24/08: 2023/1 - AnálisTais SoaresAinda não há avaliações
- Balanço e DRE RaiaDrogasil análise macro e microDocumento7 páginasBalanço e DRE RaiaDrogasil análise macro e microDiego de Oliveira Tibúrcio dos SantosAinda não há avaliações
- #8 Clientes Conta CorrenteDocumento35 páginas#8 Clientes Conta CorrenteEddy Gilberto NguevendeAinda não há avaliações
- Gestão de conflitos e estratégias empresariaisDocumento5 páginasGestão de conflitos e estratégias empresariaisSandro Leonardo Soares100% (1)
- Tc2 I.AParaMarketing IAcomMarketingDocumento23 páginasTc2 I.AParaMarketing IAcomMarketingbibliotecaenkibookAinda não há avaliações
- AULA 2 - Apuração de CustosDocumento26 páginasAULA 2 - Apuração de CustosJean Pierre ChassotAinda não há avaliações