Você também pode gostar
- Manual Da Construção Industrializada.Documento72 páginasManual Da Construção Industrializada.Leonardo Emanuel NascimentoAinda não há avaliações
- Projeto Green BeltDocumento70 páginasProjeto Green BeltGERALDO JOSEAinda não há avaliações
- (MODELO) Mapeamento de Processo 1Documento70 páginas(MODELO) Mapeamento de Processo 1leoAinda não há avaliações
- Ebook RENDA VARIAVELDocumento9 páginasEbook RENDA VARIAVELBóris BrooksfieldAinda não há avaliações
- Business DictionaryDocumento102 páginasBusiness DictionaryJerrison Lima100% (1)
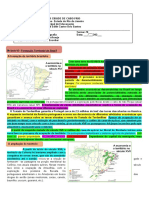
- 7º Ano - Módulo 01 - Formação Do Terrítório BrasileiroDocumento3 páginas7º Ano - Módulo 01 - Formação Do Terrítório BrasileiroThabita AraujoAinda não há avaliações
- 01 Planejamento Da ProduçãoDocumento217 páginas01 Planejamento Da ProduçãoparadoksetAinda não há avaliações
- Extrato Bancário PT 4Documento2 páginasExtrato Bancário PT 4manzambijose528100% (1)
- Apostila Associativismo PronatecDocumento48 páginasApostila Associativismo PronatecNircele Leal100% (1)
- Apresentação IVA AngolaDocumento10 páginasApresentação IVA AngolaSELECT ACTIVE100% (1)
- Hipercard FaturaDocumento4 páginasHipercard FaturaJickson VieiraAinda não há avaliações
- Monografia 5SDocumento50 páginasMonografia 5SBruno DominguesAinda não há avaliações
- TCC PCP 2018-27-06 Versão 3 FinalDocumento54 páginasTCC PCP 2018-27-06 Versão 3 FinalRamon DiasAinda não há avaliações
- Aline Kelly Dos Santos Sekeff Atividade4Documento31 páginasAline Kelly Dos Santos Sekeff Atividade4Vinicius Sabrina PedroAinda não há avaliações
- Universidade São Francisco Curso de Engenharia de ProduçãoDocumento55 páginasUniversidade São Francisco Curso de Engenharia de ProduçãoDanilo SouzaAinda não há avaliações
- DM JoseSantos 2012 MEMDocumento124 páginasDM JoseSantos 2012 MEMSamuel ShimadaAinda não há avaliações
- Bruna Grassetti FonsecaDocumento70 páginasBruna Grassetti Fonsecavictor vianaAinda não há avaliações
- TCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesDocumento70 páginasTCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesWilsonVitorAinda não há avaliações
- Artigo TPMDocumento78 páginasArtigo TPMMoto NiqAinda não há avaliações
- Postos Trabalho Ind Agua MineralDocumento71 páginasPostos Trabalho Ind Agua MineralCPSSTAinda não há avaliações
- Felipe Maia BezerraDocumento122 páginasFelipe Maia BezerraLeandro Marques PitolAinda não há avaliações
- Artigo - Análise Do Fluxo de Produção Na Confecção de RoupasDocumento21 páginasArtigo - Análise Do Fluxo de Produção Na Confecção de RoupasFlávio Campos100% (1)
- TCC Lean ManufacturingDocumento40 páginasTCC Lean ManufacturingEduardo StachelskiAinda não há avaliações
- Suzana de Fatima Fonseca: A Importancia Do Planejamento E Controle de Produção de Uma Empresa de Pequeno PorteDocumento20 páginasSuzana de Fatima Fonseca: A Importancia Do Planejamento E Controle de Produção de Uma Empresa de Pequeno Portecassio rodriguesAinda não há avaliações
- Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de ProduçãoDocumento85 páginasUniversidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de ProduçãoTassa NunesAinda não há avaliações
- TCC Jan2007 AlinerianiDocumento52 páginasTCC Jan2007 AlinerianiMarcus Vinicius CarinaAinda não há avaliações
- Proposta de ImplementaçãoDocumento28 páginasProposta de ImplementaçãoVEIGA PNEUSAinda não há avaliações
- TCC - 2021 - 019 - Rodrigo Silva Santos CarvalhoDocumento83 páginasTCC - 2021 - 019 - Rodrigo Silva Santos CarvalhoRODRIGO SILVA SANTOS CARVALHOAinda não há avaliações
- Aplicação Das Ferramentas Do Lean Manufacturing em Uma Fábrica de Gelados em ManausDocumento53 páginasAplicação Das Ferramentas Do Lean Manufacturing em Uma Fábrica de Gelados em ManausSidnei BarretoAinda não há avaliações
- 2018-Aplicacao Do Sistema Kanban para Gestao Dos Estoques e Reducao de Desperdicio No Restaurante Nossa VidaDocumento41 páginas2018-Aplicacao Do Sistema Kanban para Gestao Dos Estoques e Reducao de Desperdicio No Restaurante Nossa VidaJúlio César de Deus MacielAinda não há avaliações
- Estudo Sobre Sistema de Medição de Desempenho Baseado Nas Ferramentas Da Produção EnxutaDocumento64 páginasEstudo Sobre Sistema de Medição de Desempenho Baseado Nas Ferramentas Da Produção EnxutaRonian GrossiAinda não há avaliações
- PRODUÇÃOIIDocumento7 páginasPRODUÇÃOIIIsabella VazAinda não há avaliações
- Isadora Lima LeiteDocumento99 páginasIsadora Lima LeiteRenanAinda não há avaliações
- Lean ManufacturingDocumento83 páginasLean ManufacturingFernando MariaAinda não há avaliações
- ApqpDocumento131 páginasApqpjc_barbosaAinda não há avaliações
- Arquivo7451 11Documento112 páginasArquivo7451 11Emylly MartinsAinda não há avaliações
- Artigo 2Documento64 páginasArtigo 2Cleber Pizzatto DallegraveAinda não há avaliações
- TCC Aplicação Ferramenta Relatório A3Documento83 páginasTCC Aplicação Ferramenta Relatório A3proffernandofllAinda não há avaliações
- Consumo Lean Na Cadeia de Suprimentos de Uma EmpresaDocumento50 páginasConsumo Lean Na Cadeia de Suprimentos de Uma EmpresaVicente LanaAinda não há avaliações
- PG Ceep 2014 1 23 230319 200403Documento49 páginasPG Ceep 2014 1 23 230319 200403Patrícia AlvesAinda não há avaliações
- TCC I João Vitor Pawlik v1.2Documento16 páginasTCC I João Vitor Pawlik v1.2João Vitor PawlikAinda não há avaliações
- A Case Study in A Food Company With Seasonal DemandDocumento201 páginasA Case Study in A Food Company With Seasonal DemandMark Gelo WinchesterAinda não há avaliações
- Portfólio de Gestão de ManufaturaDocumento7 páginasPortfólio de Gestão de Manufatura218982018 218982018Ainda não há avaliações
- Valéria Cristiane Oliveira SilvaDocumento174 páginasValéria Cristiane Oliveira SilvaBrenda Cristina Marculino LimaAinda não há avaliações
- 2008 1 Paulo-Henrique-Leonel PDFDocumento85 páginas2008 1 Paulo-Henrique-Leonel PDFErivan BarbosaAinda não há avaliações
- SILVA, Aline Maria DaDocumento52 páginasSILVA, Aline Maria Daeve.kellyAinda não há avaliações
- Tese Monitorização Do Processo Produtivo CharcutariaDocumento102 páginasTese Monitorização Do Processo Produtivo CharcutariaAlice RodriguesAinda não há avaliações
- Uma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanDocumento59 páginasUma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanKenia ArrudaAinda não há avaliações
- Aplicação PDCADocumento85 páginasAplicação PDCAvc_vieiraAinda não há avaliações
- TG Balanceamento e Padronização Das Operações Do Setor de Almoxarifado e Expedição de Uma Indústria Farmacêutica.Documento10 páginasTG Balanceamento e Padronização Das Operações Do Setor de Almoxarifado e Expedição de Uma Indústria Farmacêutica.Jozi FeitosaAinda não há avaliações
- Universidade Federal Da Paraíba Centro de Tecnologia Departamento de Engenharia MecânicaDocumento41 páginasUniversidade Federal Da Paraíba Centro de Tecnologia Departamento de Engenharia MecânicaWANDER SOUSA PEREIRAAinda não há avaliações
- Mapeamento de Processos OrganizacionaisDocumento71 páginasMapeamento de Processos OrganizacionaisBruno HenriqueAinda não há avaliações
- DaniloGoncalvesCavalcante DISSERTDocumento142 páginasDaniloGoncalvesCavalcante DISSERTGabriel MoreiraAinda não há avaliações
- Prod 11Documento82 páginasProd 11Onormandes FerreiraAinda não há avaliações
- Umberto Ollitta JuniorDocumento69 páginasUmberto Ollitta JuniorAlexsandro Da Silva Fernandes JuniorAinda não há avaliações
- Barboza Pedro TCCDocumento65 páginasBarboza Pedro TCCDeivis ArminioAinda não há avaliações
- Manoel MessiasDocumento83 páginasManoel MessiasManassés Pinto Silva JuniorAinda não há avaliações
- 6 ImplemOperadorMantenedor ProducaoDocumento49 páginas6 ImplemOperadorMantenedor ProducaoZeka BorgatoAinda não há avaliações
- Carara Eduardo TCCDocumento65 páginasCarara Eduardo TCCDeivis ArminioAinda não há avaliações
- Artifo Manutenção LourencoRibeiroMoreiraDocumento38 páginasArtifo Manutenção LourencoRibeiroMoreirawpduarte0% (1)
- Proposta Gestão Da ManutençãoDocumento146 páginasProposta Gestão Da ManutençãocleitonmoyaAinda não há avaliações
- SistemaerpDocumento55 páginasSistemaerpvavangoveAinda não há avaliações
- TCC - Final - Juliana Moreira de OliveiraDocumento66 páginasTCC - Final - Juliana Moreira de OliveiraBruno BentoAinda não há avaliações
- 2008 05 06 ClenioDocumento187 páginas2008 05 06 ClenioDiego DiasAinda não há avaliações
- ZaraDocumento113 páginasZaraAndrieli BonfanteAinda não há avaliações
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- Administração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?No EverandAdministração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?Ainda não há avaliações
- AULA 13 Problemas Sociais Do Seculo XIXDocumento34 páginasAULA 13 Problemas Sociais Do Seculo XIXKamilla SilvaAinda não há avaliações
- Lâmina MXRF11 - Fev23Documento24 páginasLâmina MXRF11 - Fev23JOÃO VICTOR CANALLEAinda não há avaliações
- Av1 - AV2 Análise de Crédito, Cobrança e RiscoDocumento4 páginasAv1 - AV2 Análise de Crédito, Cobrança e Riscoromualdo100% (1)
- Capítulo 6 - BACHA, C. J. C. Agropecuária 1946-1964Documento11 páginasCapítulo 6 - BACHA, C. J. C. Agropecuária 1946-1964carolmichielinAinda não há avaliações
- AP - v2 - Administração Financeira - 09022017Documento54 páginasAP - v2 - Administração Financeira - 09022017selelivia100% (1)
- Bibliografia Adam SmithDocumento11 páginasBibliografia Adam SmithJosias MacedoAinda não há avaliações
- Apostila - Plano de Cargos e Salarios - HayDocumento42 páginasApostila - Plano de Cargos e Salarios - HayLuiz Armando Pádua LimaAinda não há avaliações
- Uma Empresa Tem Duas DívidasDocumento2 páginasUma Empresa Tem Duas DívidasAlini RamalheteAinda não há avaliações
- Gestão de Operações em ServiçosDocumento125 páginasGestão de Operações em Serviçosjessica.opiechonAinda não há avaliações
- Auditoria de EstoqueDocumento57 páginasAuditoria de EstoqueIvanildo JinitoAinda não há avaliações
- Alex Gomes Teixeira 2023Documento2 páginasAlex Gomes Teixeira 2023Alex GomesAinda não há avaliações
- Lei OE2016Documento88 páginasLei OE2016Abreu CardosoAinda não há avaliações
- Empresas Na Sociedade PDFDocumento187 páginasEmpresas Na Sociedade PDFPatricia PratesAinda não há avaliações
- (AULA 5) Esping-Andersen, G. (1991) As Três Economias Políticas Do Welfare State. in Lua Nova, No. 24. - K2opt - NTSDocumento33 páginas(AULA 5) Esping-Andersen, G. (1991) As Três Economias Políticas Do Welfare State. in Lua Nova, No. 24. - K2opt - NTSJoshua RosaAinda não há avaliações
- Certidões Recanto JatobáDocumento4 páginasCertidões Recanto JatobáArthur RogadoAinda não há avaliações
- Aliancas Estrategicas em Cadeias Agroindustriais - EnANPAD 2004Documento16 páginasAliancas Estrategicas em Cadeias Agroindustriais - EnANPAD 2004Engenharia AgrícolaAinda não há avaliações
- Apol 01 Processos e Produções de Serviços 100%Documento3 páginasApol 01 Processos e Produções de Serviços 100%Valfredo PedroAinda não há avaliações
- Cms Files 41321 1570744551exane de Suficincia 2018 2 ConsolidadoDocumento84 páginasCms Files 41321 1570744551exane de Suficincia 2018 2 ConsolidadoDivina Angelita G Do PradoAinda não há avaliações
- Itaucard 10Documento12 páginasItaucard 10Vitor Maia RodovalhoAinda não há avaliações
- Abertura de Uma Agencia de DiaristasDocumento3 páginasAbertura de Uma Agencia de DiaristasANGELA DUARTE AMAROAinda não há avaliações
- Contrato Particular de Prestação de Serviços de Marketing DigitalDocumento5 páginasContrato Particular de Prestação de Serviços de Marketing DigitalLailla FinottiAinda não há avaliações
- Benefícios e Desafios Do Empreendedor111111Documento10 páginasBenefícios e Desafios Do Empreendedor1111112009AMADOR100% (1)