Você também pode gostar
- Processos Químicos Industriais - AnchietaDocumento66 páginasProcessos Químicos Industriais - AnchietaMilton Mauad100% (1)
- ABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaDocumento33 páginasABNT NBR 15691 Ensaios Não Destrutivos - Líquido Penetrante - Prática PadronizadaVitor Soares Antunes100% (1)
- Apostila de Perfumes PDFDocumento36 páginasApostila de Perfumes PDFduisidio100% (2)
- Avaliação da erva-mate como biossorventeNo EverandAvaliação da erva-mate como biossorventeAinda não há avaliações
- Processamento de pigmentos, tintas e vernizesDocumento47 páginasProcessamento de pigmentos, tintas e vernizesOtacio CandidoAinda não há avaliações
- Processamento de pigmentos, tintas e vernizesDocumento47 páginasProcessamento de pigmentos, tintas e vernizesOtacio CandidoAinda não há avaliações
- Cimento PortlandDocumento26 páginasCimento PortlandYuri Santos100% (1)
- NBR 12693-2010 - Sistema de Proteção Por Extintores de IncendioDocumento19 páginasNBR 12693-2010 - Sistema de Proteção Por Extintores de IncendioAnderson Denys Bandeira Vaconcelos100% (1)
- NBR 12693-2010 - Sistema de Proteção Por Extintores de IncendioDocumento19 páginasNBR 12693-2010 - Sistema de Proteção Por Extintores de IncendioAnderson Denys Bandeira Vaconcelos100% (1)
- NaOH revestimento nanoDocumento4 páginasNaOH revestimento nanoVal CanadaAinda não há avaliações
- Determinação de teor de hipoclorito em águas sanitáriasDocumento6 páginasDeterminação de teor de hipoclorito em águas sanitáriasacaciaAinda não há avaliações
- Gessos OdontológicosDocumento11 páginasGessos OdontológicosMaria Cecília ParanhosAinda não há avaliações
- NR 29 - SlideDocumento92 páginasNR 29 - SlideOtacio Candido100% (1)
- 3 - 1 - SimbologiaDocumento127 páginas3 - 1 - SimbologiaScarlett CaribéAinda não há avaliações
- Modelo POP - Aplicacao de Injetaveis DROGARIADocumento5 páginasModelo POP - Aplicacao de Injetaveis DROGARIATamires RubimAinda não há avaliações
- Tecnologia da indústria cloro-soda: produção de cloro e soda cáusticaDocumento61 páginasTecnologia da indústria cloro-soda: produção de cloro e soda cáusticaOtacio CandidoAinda não há avaliações
- Indústria do cloro-soda: processo de produçãoDocumento17 páginasIndústria do cloro-soda: processo de produçãoRafaela Brandão LealAinda não há avaliações
- PIQ - Cloro e ÁlcalisDocumento34 páginasPIQ - Cloro e ÁlcalisGuilherme BotelhoAinda não há avaliações
- Indústria Do CloroDocumento99 páginasIndústria Do CloroLarissa Rayane0% (1)
- Produção e aplicações do ácido clorídricoDocumento18 páginasProdução e aplicações do ácido clorídricoNiltinhoRicardo100% (1)
- Indústria de Cloro-SodaDocumento43 páginasIndústria de Cloro-SodaEzaú Pereira de MouraAinda não há avaliações
- RESUMO DO CONTEÚDO 2 Avaliação QI IIDocumento8 páginasRESUMO DO CONTEÚDO 2 Avaliação QI IIGilda SilvaAinda não há avaliações
- Processo de ContatoDocumento8 páginasProcesso de ContatoFEI produçãoAinda não há avaliações
- Cloro SodaDocumento43 páginasCloro SodaLeonardo MacielAinda não há avaliações
- Aplicações Dos Principais Ácidos Do CotidianoDocumento6 páginasAplicações Dos Principais Ácidos Do CotidianoErika BuzeliAinda não há avaliações
- Sesquisulfato ABTCPDocumento17 páginasSesquisulfato ABTCPrhuanrdAinda não há avaliações
- Produção de cloro e álcalis por eletróliseDocumento13 páginasProdução de cloro e álcalis por eletróliseCaroline Caetano100% (2)
- Indústria de Soda Cáustica e CloroDocumento16 páginasIndústria de Soda Cáustica e CloroBruna KuhnAinda não há avaliações
- Cloro e Soda 1Documento28 páginasCloro e Soda 1Silvânia Regina M. MoreschiAinda não há avaliações
- Descrição de Elementos de Funções InorgânicasDocumento33 páginasDescrição de Elementos de Funções InorgânicasHernan TeixeiraAinda não há avaliações
- Processo de produção cloro-sodaDocumento9 páginasProcesso de produção cloro-sodarafaelsgAinda não há avaliações
- ÁCIDOSDocumento19 páginasÁCIDOSIsabela Trambini MarcelinoAinda não há avaliações
- Ácidos InorganicosDocumento33 páginasÁcidos InorganicosNaeem SaleAinda não há avaliações
- Cloro: propriedades, usos e obtençãoDocumento3 páginasCloro: propriedades, usos e obtençãoThais Nascimento100% (1)
- Processo Solvay gera carbonato de sódioDocumento18 páginasProcesso Solvay gera carbonato de sódioVeronica TakenakaAinda não há avaliações
- A Fabricação Da Soda CáusticaDocumento9 páginasA Fabricação Da Soda CáusticaSandi Rieger0% (1)
- Projeto Controle AmbientalDocumento24 páginasProjeto Controle AmbientalErilene RibeiroAinda não há avaliações
- Ácido ClorídricoDocumento9 páginasÁcido ClorídricomarceloAinda não há avaliações
- Apostila Manuseio de Cilindros de CloroDocumento33 páginasApostila Manuseio de Cilindros de CloroLuis SantosAinda não há avaliações
- Usos Do Ácido Sulfúrico Nas IndústriasDocumento7 páginasUsos Do Ácido Sulfúrico Nas IndústriasDaiana RamosAinda não há avaliações
- Ácido AdípicoDocumento6 páginasÁcido AdípicoBárbara Azevedo TamburiAinda não há avaliações
- BranqueamentoDocumento19 páginasBranqueamentoVinicius DinizAinda não há avaliações
- Como usar hipoclorito de sódioDocumento33 páginasComo usar hipoclorito de sódioRenan Volino SantanaAinda não há avaliações
- Obtenção Laboratorial Do CloroDocumento9 páginasObtenção Laboratorial Do CloroGo Cuambe OrlandoAinda não há avaliações
- KNO3 e NaClODocumento27 páginasKNO3 e NaClOaham30041Ainda não há avaliações
- Catálise HomogêneaDocumento13 páginasCatálise HomogêneaGabriel teixeiraAinda não há avaliações
- Manual de Quimica Tecnica-1Documento105 páginasManual de Quimica Tecnica-1Thiago SabeAinda não há avaliações
- Ácido Sulfúrico História ProduçãoDocumento12 páginasÁcido Sulfúrico História Produçãocristina_sccnAinda não há avaliações
- Análise do setor de soda-cloro no BrasilDocumento20 páginasAnálise do setor de soda-cloro no BrasilLuiz HenriqueAinda não há avaliações
- Relatório 2Documento12 páginasRelatório 2last LizzyAinda não há avaliações
- Congresso Química Desinfecção ÁguaDocumento12 páginasCongresso Química Desinfecção Águaedgar.geb5937Ainda não há avaliações
- Apresentação 10 Acido CloridridoDocumento18 páginasApresentação 10 Acido CloridridotimoteoattaAinda não há avaliações
- 784 - L.G.S.Sobral - M.Granato - DEGRADAÇÃO DE CIANETOS ATRAVÉS DO PAR PERÓXIDO DE HIDROGÊNlOHIPOCLORITODocumento16 páginas784 - L.G.S.Sobral - M.Granato - DEGRADAÇÃO DE CIANETOS ATRAVÉS DO PAR PERÓXIDO DE HIDROGÊNlOHIPOCLORITOJP Junior ReisAinda não há avaliações
- OxidacaoDocumento12 páginasOxidacaoMarcioscalAinda não há avaliações
- Branqueamento CLDocumento22 páginasBranqueamento CLLarilson FeijoAinda não há avaliações
- ÁCIDO NÍTRICO (Trabalho de Processos) PDFDocumento14 páginasÁCIDO NÍTRICO (Trabalho de Processos) PDFJoel Nakeni100% (2)
- Produção de uréia em processo químicoDocumento12 páginasProdução de uréia em processo químicoCarina Anselmo de LimaAinda não há avaliações
- Acidos PoluentesDocumento5 páginasAcidos PoluentesLsalc LCAinda não há avaliações
- Produção e usos do ácido sulfúricoDocumento13 páginasProdução e usos do ácido sulfúricokevin luisAinda não há avaliações
- Ácido SulfúricoDocumento38 páginasÁcido SulfúricoRosangela PasqualliAinda não há avaliações
- A História Do Cloro 2Documento31 páginasA História Do Cloro 2Sandro ViterboAinda não há avaliações
- Processos químicos industriais: indústrias de cloro-álcálisDocumento13 páginasProcessos químicos industriais: indústrias de cloro-álcálisDjflavio MagnânimoAinda não há avaliações
- Residual de Cloro Na Ponta de RedeDocumento23 páginasResidual de Cloro Na Ponta de RedeGustavo Ferracin de MacedoAinda não há avaliações
- Obtenção e caracterização da amôniaDocumento17 páginasObtenção e caracterização da amôniaNayara SaldanAinda não há avaliações
- A poluição do ar ao longo da históriaDocumento9 páginasA poluição do ar ao longo da históriaGuiMarAinda não há avaliações
- Patente - EP1553135 - UMA COMPOSIÇÃO PESADA DE QUELADO MAETAL - DERIVATIVOS DE QUITOSANADocumento5 páginasPatente - EP1553135 - UMA COMPOSIÇÃO PESADA DE QUELADO MAETAL - DERIVATIVOS DE QUITOSANAMaykon AbreuAinda não há avaliações
- Boletim Técnico - Recursos e Benefícios Do TwinOxideDocumento8 páginasBoletim Técnico - Recursos e Benefícios Do TwinOxideEdson José SantosAinda não há avaliações
- Compostos Químicos 0.1Documento11 páginasCompostos Químicos 0.1Vanessa Bhey CaribéAinda não há avaliações
- Materias-Primas Da Industria QuimicaDocumento5 páginasMaterias-Primas Da Industria QuimicaTalita E De Souza CastroAinda não há avaliações
- Apostila Manuseio de Cilindros de Cloro 2009Documento34 páginasApostila Manuseio de Cilindros de Cloro 2009Jedson RodriguesAinda não há avaliações
- Utilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosNo EverandUtilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosAinda não há avaliações
- Acidente TrabalhoDocumento17 páginasAcidente TrabalhovanessaAinda não há avaliações
- Aula 03 Determinação de Grandezas FisicasDocumento7 páginasAula 03 Determinação de Grandezas FisicasOtacio CandidoAinda não há avaliações
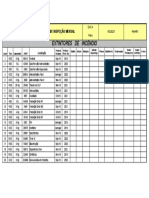
- Rel Inspecao ExtintoresDocumento1 páginaRel Inspecao ExtintoresOtacio CandidoAinda não há avaliações
- Rel Inspecao ExtintoresDocumento1 páginaRel Inspecao ExtintoresOtacio CandidoAinda não há avaliações
- 492 ImplantacaoDocumento145 páginas492 Implantacaotatiane_anjosAinda não há avaliações
- Plano de atividades de químicaDocumento3 páginasPlano de atividades de químicaOtacio CandidoAinda não há avaliações
- 1 CRQ-X Concurso Publico 2019 Edital 1Documento21 páginas1 CRQ-X Concurso Publico 2019 Edital 1Otacio CandidoAinda não há avaliações
- Tingimento Natural Amp Corantes Naturais Laquo Hellip A Tecelagem Artesanal Por Rodrigo o Tecelatildeohellip PDFDocumento13 páginasTingimento Natural Amp Corantes Naturais Laquo Hellip A Tecelagem Artesanal Por Rodrigo o Tecelatildeohellip PDFOtacio CandidoAinda não há avaliações
- Professores de Quimica em FormacaoDocumento184 páginasProfessores de Quimica em FormacaoOtacio CandidoAinda não há avaliações
- Pistola de pinturaDocumento3 páginasPistola de pinturaOtacio CandidoAinda não há avaliações
- Projeto de Fabricaao de Tintas Deskjets W InjetDocumento18 páginasProjeto de Fabricaao de Tintas Deskjets W InjetOtacio CandidoAinda não há avaliações
- Indústria do Cimento: Visão GeralDocumento18 páginasIndústria do Cimento: Visão GeralOtacio CandidoAinda não há avaliações
- Aplicação de tintas e brochas em superfíciesDocumento100 páginasAplicação de tintas e brochas em superfíciesOtacio CandidoAinda não há avaliações
- Aula - 3 - Materiais de Construcao I-Aglomerantes-CimentoDocumento59 páginasAula - 3 - Materiais de Construcao I-Aglomerantes-CimentoLarissa SperanziniAinda não há avaliações
- Materiais de Construção: AglomerantesDocumento4 páginasMateriais de Construção: AglomerantesJoyce PaduanAinda não há avaliações
- Doenças Relacionadas Ao Trabalho - Manual de Procedimentos para Os Serviços de SaúdeDocumento290 páginasDoenças Relacionadas Ao Trabalho - Manual de Procedimentos para Os Serviços de Saúdeeders23sonAinda não há avaliações
- Materiais de Construção-ArgamassaDocumento46 páginasMateriais de Construção-ArgamassaHerbet MenesesAinda não há avaliações
- Ler DortDocumento35 páginasLer DortelaineestAinda não há avaliações
- Investigação Diagnóstica 2Documento6 páginasInvestigação Diagnóstica 2Otacio CandidoAinda não há avaliações
- TESE Thaises Brunelle Santana de LimaDocumento116 páginasTESE Thaises Brunelle Santana de LimaRenan AlvesAinda não há avaliações
- Exercícios de Condutometria e PotenciometriaDocumento2 páginasExercícios de Condutometria e Potenciometriavictor lucchettiAinda não há avaliações
- Relatório Aula 2Documento5 páginasRelatório Aula 2Hana PradoAinda não há avaliações
- Protetor Solar Facial Com Cor La Roche-Posay Anthelios Ultra Cover FPS60 - Época CosméticosDocumento1 páginaProtetor Solar Facial Com Cor La Roche-Posay Anthelios Ultra Cover FPS60 - Época CosméticosAdrielle Abreu MartinsAinda não há avaliações
- 22 Paes de PedraDocumento60 páginas22 Paes de PedrajandivaAinda não há avaliações
- F.R. Sinterização e Pelotização 2023Documento3 páginasF.R. Sinterização e Pelotização 2023FERNANDO DE SOUZA ROSSIAinda não há avaliações
- Kluebersynth UH1 14 1600-ptDocumento2 páginasKluebersynth UH1 14 1600-ptIgor AraújoAinda não há avaliações
- Newsletter CFT Anemia FerropenicaDocumento2 páginasNewsletter CFT Anemia Ferropenicanigel farageAinda não há avaliações
- Redutor de PH StartecDocumento7 páginasRedutor de PH StartecLuciano VillarinhoAinda não há avaliações
- Preservação de Bactérias - Orientações GeraisDocumento33 páginasPreservação de Bactérias - Orientações GeraisfabianaAinda não há avaliações
- Processo de separação de misturas líquidas por destilaçãoDocumento2 páginasProcesso de separação de misturas líquidas por destilaçãoThais Eliel De SouzaAinda não há avaliações
- RENOFORM AL 6020 - FISPQ - Óleo Lubrificante Calefator e EstampariaDocumento7 páginasRENOFORM AL 6020 - FISPQ - Óleo Lubrificante Calefator e EstampariaSioney TeixeiraAinda não há avaliações
- Pedido - Triex - 2Documento2 páginasPedido - Triex - 2Rogério SantosAinda não há avaliações
- Ficha de Informações de Segurança de Produtos Químicos: Rando HD 32, 46, 68, 100, 150, 220Documento7 páginasFicha de Informações de Segurança de Produtos Químicos: Rando HD 32, 46, 68, 100, 150, 220marcos coelhoAinda não há avaliações
- Arthur Luiz Corrêa Tese DoutoradoDocumento135 páginasArthur Luiz Corrêa Tese Doutoradobia_corrêaAinda não há avaliações
- Fisiologia Animal Apostila PDFDocumento204 páginasFisiologia Animal Apostila PDFKarla VenâncioAinda não há avaliações
- Fundamentos de Bioquímica: Água e BiomoléculasDocumento67 páginasFundamentos de Bioquímica: Água e BiomoléculasElisa CardosoAinda não há avaliações
- Simulado 173 questões de biologiaDocumento31 páginasSimulado 173 questões de biologiaLeticia GuedesAinda não há avaliações
- Sika wt-200 PDocumento3 páginasSika wt-200 PGabriel BrunettoAinda não há avaliações
- Resultados e discussão da titulação do peróxido de hidrogênioDocumento5 páginasResultados e discussão da titulação do peróxido de hidrogênioHaniele Santos RochaAinda não há avaliações
- Catálogo Sollo DivisóriasDocumento32 páginasCatálogo Sollo DivisóriasAlex BoffAinda não há avaliações
- Hidrocarbonetos: Volume 2 - Módulo 4Documento72 páginasHidrocarbonetos: Volume 2 - Módulo 4M'mylla SarmentoAinda não há avaliações
- FISPQ SV Epóxi ProfissionalDocumento12 páginasFISPQ SV Epóxi ProfissionalLúrianAinda não há avaliações
- Cap (1) - 06 DesaeraçãoDocumento5 páginasCap (1) - 06 Desaeraçãopaulo_1988Ainda não há avaliações
- Aula+1+DCP+ +Epiderme,+Derme+e++Barreira+Da+PeleDocumento11 páginasAula+1+DCP+ +Epiderme,+Derme+e++Barreira+Da+PeleangelicaAinda não há avaliações
- Ácidos e bases: propriedades e reaçõesDocumento66 páginasÁcidos e bases: propriedades e reaçõesRávila AlivAinda não há avaliações