Você também pode gostar
- 600 Questões Sobre Inspeção de Soldagem Incluíndo Gabarito e Caderno de DesenhosDocumento151 páginas600 Questões Sobre Inspeção de Soldagem Incluíndo Gabarito e Caderno de Desenhoswsfranca87% (38)
- Apostila Soldagem MIG-MAGDocumento135 páginasApostila Soldagem MIG-MAGLayeshua100% (14)
- Parte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNo EverandParte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNota: 5 de 5 estrelas5/5 (3)
- Maquina de Solda MIG-MAG Falcon500Documento1 páginaMaquina de Solda MIG-MAG Falcon500flavioAinda não há avaliações
- APOSTILA Solda MigDocumento39 páginasAPOSTILA Solda MigRodrigo Alves100% (1)
- Esquema Eletrico ESAB PDFDocumento60 páginasEsquema Eletrico ESAB PDFSalomão SouzaAinda não há avaliações
- SENAI - Eletrodo Revestido NIVEL 1Documento89 páginasSENAI - Eletrodo Revestido NIVEL 1Rafinha Melo100% (1)
- Fundamentos do processo MIG/MAGDocumento37 páginasFundamentos do processo MIG/MAGjoaoAinda não há avaliações
- GMAW - Soldagem MIG/MAG emDocumento33 páginasGMAW - Soldagem MIG/MAG emHudson XavierAinda não há avaliações
- UFPA-ITEC Processo MIG/MAGDocumento60 páginasUFPA-ITEC Processo MIG/MAGThiago CostaAinda não há avaliações
- Soldagem MIG/MAG: Fundamentos e Variáveis do ProcessoDocumento28 páginasSoldagem MIG/MAG: Fundamentos e Variáveis do ProcessoWilliam SilvaAinda não há avaliações
- GMAW - Guia completo sobre o processo MIG/MAGDocumento22 páginasGMAW - Guia completo sobre o processo MIG/MAGClara SouzaAinda não há avaliações
- Introdução ao processo de soldagem MIG/MAGDocumento5 páginasIntrodução ao processo de soldagem MIG/MAGJoão GabrielAinda não há avaliações
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDocumento7 páginasProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemCleber da SilvaAinda não há avaliações
- Solda Mig MagDocumento16 páginasSolda Mig Magserrano75Ainda não há avaliações
- Apostila Solda MIG-MAGDocumento24 páginasApostila Solda MIG-MAGRicardo Marinho MartinsAinda não há avaliações
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDocumento8 páginasProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da Soldagemphmarinsrj100% (1)
- Soldagem com Eletrodo Revestido e SAWDocumento2 páginasSoldagem com Eletrodo Revestido e SAWBiaBergerAinda não há avaliações
- ESAB - Apostila de Soldagem MIG - MAGDocumento68 páginasESAB - Apostila de Soldagem MIG - MAGRodrigo MassonAinda não há avaliações
- Aula - 9 - Soldagem A Arco ElétricoDocumento35 páginasAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesAinda não há avaliações
- Soldagem com eletrodo revestidoDocumento47 páginasSoldagem com eletrodo revestidoCristiano Garcia RosaAinda não há avaliações
- Apostila Mig-MagDocumento20 páginasApostila Mig-MagLiviasmarquesAinda não há avaliações
- Aula 4 - MIG MAGDocumento69 páginasAula 4 - MIG MAGThiago PereiraAinda não há avaliações
- Solda MIG e MAG (1)Documento15 páginasSolda MIG e MAG (1)Vancio AlcântaraAinda não há avaliações
- Soldagem MIG/MAGDocumento10 páginasSoldagem MIG/MAGSuzanne SugiyamaAinda não há avaliações
- Ebook Solda MIG MAG Edi o FinalDocumento18 páginasEbook Solda MIG MAG Edi o FinalherreriadelacruzAinda não há avaliações
- 4 - Mig-MagDocumento40 páginas4 - Mig-MagdionepsouzaAinda não há avaliações
- Conceitos Fundamentais Dos Processos de SoldagemDocumento24 páginasConceitos Fundamentais Dos Processos de SoldagemdouglaserhartAinda não há avaliações
- Aula 10 - Soldagem MIG MAGDocumento31 páginasAula 10 - Soldagem MIG MAGLucas MarquesAinda não há avaliações
- Soldagem ResumoDocumento14 páginasSoldagem ResumoRenato PessiniAinda não há avaliações
- Apresentação SoldagemDocumento47 páginasApresentação SoldagemJulia AlvesAinda não há avaliações
- Soldagem - Mig-MagDocumento29 páginasSoldagem - Mig-MagFernando FeldensAinda não há avaliações
- Modulo 5 PreparadoDocumento72 páginasModulo 5 PreparadoGilberto BadeAinda não há avaliações
- Soldagem Aula 7Documento27 páginasSoldagem Aula 7DAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Resumo Slides Soldagem 1 - ProvaDocumento18 páginasResumo Slides Soldagem 1 - ProvaNayara NeresAinda não há avaliações
- UntitledDocumento4 páginasUntitledEliel da Silva VieiraAinda não há avaliações
- Soldagem a arco elétrico com eletrodo revestidoDocumento34 páginasSoldagem a arco elétrico com eletrodo revestidojoaoAinda não há avaliações
- Aula Soldagem Avancada Processo Mig 1Documento18 páginasAula Soldagem Avancada Processo Mig 1VitorMotaAinda não há avaliações
- História Da Solda MIGDocumento11 páginasHistória Da Solda MIGFabioHenriqueAinda não há avaliações
- Anexo 11 (PPT) Apresentação MIGMAG e OxigasDocumento52 páginasAnexo 11 (PPT) Apresentação MIGMAG e OxigasJoão Vitor Santos SilvaAinda não há avaliações
- Processos de Soldagem e Corte BásicosDocumento45 páginasProcessos de Soldagem e Corte BásicosYverson AndradeAinda não há avaliações
- Solda MIG/MAG: Guia completo sobre o processo de soldagem por arco elétrico com gás de proteçãoDocumento9 páginasSolda MIG/MAG: Guia completo sobre o processo de soldagem por arco elétrico com gás de proteçãoAnderson Mathias da SilvaAinda não há avaliações
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- Trabalho 4 (TP)Documento5 páginasTrabalho 4 (TP)HugoAinda não há avaliações
- Defesa praticas oficinais Soldadura vistoDocumento40 páginasDefesa praticas oficinais Soldadura vistoAndré MiudoAinda não há avaliações
- Soldagem de Aços InoxidáveisDocumento80 páginasSoldagem de Aços InoxidáveisWeniton OliveiraAinda não há avaliações
- Processo de Soldagem MIG-MAGDocumento20 páginasProcesso de Soldagem MIG-MAGnorivalferreiraAinda não há avaliações
- Soldagem TigDocumento29 páginasSoldagem TigJosé Vitor PereiraAinda não há avaliações
- Soldagem Ju e Ma VertoDocumento12 páginasSoldagem Ju e Ma VertoYan PinnheiroAinda não há avaliações
- Soldagem A Arco Submerso (SAW)Documento10 páginasSoldagem A Arco Submerso (SAW)seller mecânicaAinda não há avaliações
- Processos de ligação - Soldadura por arco eléctrico e TIGDocumento71 páginasProcessos de ligação - Soldadura por arco eléctrico e TIGManel Das CouvesAinda não há avaliações
- A Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoDocumento8 páginasA Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoambitracAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Aterramento em atmosferas explosivas: Práticas recomendadasNo EverandAterramento em atmosferas explosivas: Práticas recomendadasNota: 5 de 5 estrelas5/5 (2)
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
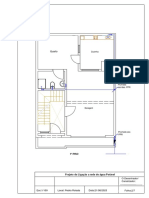
- Proj Agua Martin 1Documento1 páginaProj Agua Martin 1Valdir VaAinda não há avaliações
- HSE eletricista cursoDocumento5 páginasHSE eletricista cursoValdir VaAinda não há avaliações
- Teste de Higiene e Seguranca No TrabalhoDocumento5 páginasTeste de Higiene e Seguranca No TrabalhoValdir VaAinda não há avaliações
- Diagrama de trajeto-passo e sistemas electropneumáticosDocumento2 páginasDiagrama de trajeto-passo e sistemas electropneumáticosValdir VaAinda não há avaliações
- 1º Trimestre de Integraçao Liceu Ludgero LimaDocumento2 páginas1º Trimestre de Integraçao Liceu Ludgero LimaValdir VaAinda não há avaliações
- SOLDA MIG - MAG Curso BasicoDocumento33 páginasSOLDA MIG - MAG Curso Basicodonilvai lima100% (2)
- EASB LAE-800 PTDocumento20 páginasEASB LAE-800 PTRanderson RezierAinda não há avaliações
- Avaliação de Processos de FabricaçãoDocumento3 páginasAvaliação de Processos de FabricaçãoAnselmo FabrisAinda não há avaliações
- Catálogo de Arames Sólidos ESABDocumento32 páginasCatálogo de Arames Sólidos ESABclaudehackerAinda não há avaliações
- Prova 4 Processo de SoldagemDocumento2 páginasProva 4 Processo de SoldagemBruno ornellasAinda não há avaliações
- Relatório de custos da soldagem de junta chanfro tipo V duplo em painéis de balsasDocumento18 páginasRelatório de custos da soldagem de junta chanfro tipo V duplo em painéis de balsasMaurício MarianoAinda não há avaliações
- Gases de Protecao - Catalogo Gases e Processos PDFDocumento32 páginasGases de Protecao - Catalogo Gases e Processos PDFanon_111914453Ainda não há avaliações
- Apostila ESAB Catalogo - Equipamentos PDFDocumento148 páginasApostila ESAB Catalogo - Equipamentos PDFFernanda NandinhaAinda não há avaliações
- Processos de Soldagem PDFDocumento290 páginasProcessos de Soldagem PDFEverAinda não há avaliações
- Exercicios SoldagemDocumento3 páginasExercicios SoldagemLuKs Amorim50% (4)
- pdf02062012080008 PDFDocumento12 páginaspdf02062012080008 PDFRafael Oviedo BentoAinda não há avaliações
- Manual de Ligações MetálicasDocumento139 páginasManual de Ligações MetálicasRenato César AndradeAinda não há avaliações
- Apresentação 2 Evolução Da QUALIFICAÇÃODocumento49 páginasApresentação 2 Evolução Da QUALIFICAÇÃOKaka MenezesAinda não há avaliações
- CAVITATION EROSION RESISTANCE OF Co-ALLOYED STAINLESS STEEL WELD CLADDINGS AS COMPARED TO THERMAL SPRAYED COATINGSDocumento9 páginasCAVITATION EROSION RESISTANCE OF Co-ALLOYED STAINLESS STEEL WELD CLADDINGS AS COMPARED TO THERMAL SPRAYED COATINGSSérgio Barra100% (1)
- Fonte soldagem MIG 280 para aços e alumínioDocumento2 páginasFonte soldagem MIG 280 para aços e alumínioWesllen Dias SouzaAinda não há avaliações
- Catalogo SCADocumento7 páginasCatalogo SCAPaulo Gracindo JuniorAinda não há avaliações
- Montagem de estruturas metálicasDocumento9 páginasMontagem de estruturas metálicasvrjr100% (1)
- Algo NovoDocumento45 páginasAlgo NovoSajane MassadaAinda não há avaliações
- Catalogo Arame Tubular PDFDocumento12 páginasCatalogo Arame Tubular PDFGeovane FerreiraAinda não há avaliações
- Soldagem como método de manutenção mecânicaDocumento9 páginasSoldagem como método de manutenção mecânicaWilson SilvaAinda não há avaliações
- Manual Mig 250 Mono, 250 Mma e TristarDocumento15 páginasManual Mig 250 Mono, 250 Mma e TristarAlexandre S. CorrêaAinda não há avaliações
- ESAB Smashweld-350 PTDocumento28 páginasESAB Smashweld-350 PTBENCHMARKING REPRESENTAÇÕES0% (1)
- Diagnóstico - Soldador Final Revisado II - VP - 23-10-09fDocumento77 páginasDiagnóstico - Soldador Final Revisado II - VP - 23-10-09fMariana AbasAinda não há avaliações
- Gerenciador de provas FBTSDocumento210 páginasGerenciador de provas FBTSisaac linoAinda não há avaliações
- Soldagem: Processos e Referências BibliográficasDocumento55 páginasSoldagem: Processos e Referências BibliográficasLuizVargas10Ainda não há avaliações
- Tecnologia da soldadura - complementosDocumento3 páginasTecnologia da soldadura - complementosJosé Guimarães100% (1)