Você também pode gostar
- Check-List APQP (Desenvolvimento de Produtos)Documento4 páginasCheck-List APQP (Desenvolvimento de Produtos)LauEnzo100% (1)
- Check-List de Auditoria Da ISO 9001-2015 e IATF 16.949-2016Documento9 páginasCheck-List de Auditoria Da ISO 9001-2015 e IATF 16.949-2016Rosane Marques da Rosa100% (2)
- APQP - Kr-PadraoDocumento20 páginasAPQP - Kr-Padraoe50zaratin100% (1)
- Apresentação VDA 6.3 Da VWDocumento98 páginasApresentação VDA 6.3 Da VWCarlão Foragenocidajá90% (10)
- APQP Exemplo de FormulárioDocumento22 páginasAPQP Exemplo de FormulárioFernando Barros100% (7)
- APQP - CompletoDocumento119 páginasAPQP - CompletoMonica Santos100% (2)
- Auditoria EscalonadaDocumento17 páginasAuditoria EscalonadaSamuelsonLeite0% (1)
- Modelo PPAPDocumento1 páginaModelo PPAPGarbini67% (3)
- VDA 6 Parte 3 Conceitos 1Documento73 páginasVDA 6 Parte 3 Conceitos 1Tutu GuriAinda não há avaliações
- Treinamento Auditor Iatf 16949Documento64 páginasTreinamento Auditor Iatf 16949José Doria Neto DoriaAinda não há avaliações
- CQI 23.sistema Moldagem Planilhas InjeçãoDocumento84 páginasCQI 23.sistema Moldagem Planilhas InjeçãoBonifácio Pacheco Amaral100% (2)
- Novo MSA 4 EdiçãoDocumento38 páginasNovo MSA 4 EdiçãoHelmut Ricardo SommerfeldtAinda não há avaliações
- Cqi 14Documento32 páginasCqi 14Rosane Marques da Rosa100% (1)
- Treinamento PPAP BasicoDocumento56 páginasTreinamento PPAP BasicoAndre Domeneche100% (1)
- CQI12Documento47 páginasCQI12hmp90Ainda não há avaliações
- 1-APOSTILA - VDA 6 3 3a Ed - Rev02Documento137 páginas1-APOSTILA - VDA 6 3 3a Ed - Rev02Adriene Santos100% (4)
- Processo de Aprovação de Peças de ProduçãoDocumento30 páginasProcesso de Aprovação de Peças de ProduçãoHarley Sobreiro de Lima100% (2)
- Curso PPAP Básico 4a. Ed Jun20 EADDocumento149 páginasCurso PPAP Básico 4a. Ed Jun20 EADDIEGO JULIO NAPIVOSKIAinda não há avaliações
- Medidas e Avaliações 2Documento7 páginasMedidas e Avaliações 2freitasjonashenriqueAinda não há avaliações
- APQPDocumento149 páginasAPQPflavioprado1100% (1)
- Auditoria Produtos ManufaturadosDocumento73 páginasAuditoria Produtos ManufaturadosGeuza E António MarquesAinda não há avaliações
- Apqp PDFDocumento50 páginasApqp PDFLEANDRO MORGANI SANTOSAinda não há avaliações
- Vda6 3Documento13 páginasVda6 3Dintreinamentos Qualificação IndustrialAinda não há avaliações
- Apostila IATF - Treinamento Online - Rev.00Documento89 páginasApostila IATF - Treinamento Online - Rev.00Márcia JorgeAinda não há avaliações
- APQP Lista PlanejamentoDocumento4 páginasAPQP Lista PlanejamentoPricila Frade100% (1)
- Fmea PDFDocumento57 páginasFmea PDFandrefs7Ainda não há avaliações
- Check de ImplementaçãoDocumento1 páginaCheck de ImplementaçãoVagner SantosAinda não há avaliações
- PPAPDocumento9 páginasPPAPLuis ClaudioAinda não há avaliações
- Eletricista Instalador Predial de Baixa TensãoDocumento15 páginasEletricista Instalador Predial de Baixa TensãoDaniel Minoru Matsuo100% (1)
- Certificado de Submissão de Peça PpapDocumento1 páginaCertificado de Submissão de Peça PpapRudiney TrombettaAinda não há avaliações
- Matriz de Correlação Das Normas RDC 16 - 2013, RDC 665 - 2022 e ISO 13485 - 2021Documento6 páginasMatriz de Correlação Das Normas RDC 16 - 2013, RDC 665 - 2022 e ISO 13485 - 2021Nádia Gleice Silva100% (2)
- Novo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialDocumento18 páginasNovo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialAlex Silva50% (2)
- Apresentação APQP CI08122010Documento45 páginasApresentação APQP CI08122010alvaro duarte100% (1)
- Cronograma Implantacao Iatf 16949-2016Documento1 páginaCronograma Implantacao Iatf 16949-2016Gabriel Santiago Ruy Coutrin40% (5)
- Vda 6.3 Revisão P6Documento8 páginasVda 6.3 Revisão P6edumm001Ainda não há avaliações
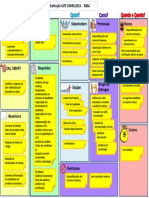
- Canvas Implantação IATF 16949-2016-V01 - MBADocumento1 páginaCanvas Implantação IATF 16949-2016-V01 - MBATesteAinda não há avaliações
- CP CPK ModeloDocumento2 páginasCP CPK Modelohelenacombis0% (1)
- Aula 4 RMN - Princípios Físicos - CópiaDocumento61 páginasAula 4 RMN - Princípios Físicos - CópiaMarcos FerlaAinda não há avaliações
- Auditoria EscalonadaDocumento3 páginasAuditoria EscalonadaMarcos PoffoAinda não há avaliações
- 8 NR 20 - Modulo 8 - Gestão de MudançasDocumento37 páginas8 NR 20 - Modulo 8 - Gestão de Mudançasdesenvolvimento2741Ainda não há avaliações
- Treinamento PAPPDocumento77 páginasTreinamento PAPPAnderson MartinsAinda não há avaliações
- Fmea Aiag Vda QSC 2 Slides Rev0Documento79 páginasFmea Aiag Vda QSC 2 Slides Rev0Keity Miranda100% (1)
- Formulário de Auditoria EscalonadaDocumento1 páginaFormulário de Auditoria EscalonadaMarcos Poffo100% (1)
- FA0096 - CQI23 Sistema de Moldagem - Rev01Documento55 páginasFA0096 - CQI23 Sistema de Moldagem - Rev01Silas Almeida100% (1)
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
- Mundo Real e o Mundo PercebidoDocumento20 páginasMundo Real e o Mundo PercebidoEduardo S. BigatonAinda não há avaliações
- Iatf 16949 2016Documento60 páginasIatf 16949 2016undread100% (1)
- QSBDocumento21 páginasQSBVanessa Alves MoreiraAinda não há avaliações
- Exercicios ISO 9001 PDFDocumento19 páginasExercicios ISO 9001 PDFRoberto PossarleAinda não há avaliações
- Mario Barone Jr. - Algebra Linear (2005)Documento335 páginasMario Barone Jr. - Algebra Linear (2005)Felipe Dilho100% (3)
- Plano de Controle Rev3Documento4 páginasPlano de Controle Rev3hmp90Ainda não há avaliações
- NBR 7198 - Água Quente PDFDocumento6 páginasNBR 7198 - Água Quente PDFJJenierAinda não há avaliações
- Descricao Dos CursosDocumento4 páginasDescricao Dos Cursosodenir_rodAinda não há avaliações
- Auditoria EscalonadaDocumento4 páginasAuditoria EscalonadaRosane Marques da RosaAinda não há avaliações
- Slides - Operador RetroescavadeiraDocumento83 páginasSlides - Operador Retroescavadeiradesenvolvimento2741100% (2)
- Curso de Operador de Máquinas PesadasDocumento1 páginaCurso de Operador de Máquinas Pesadasdesenvolvimento27410% (1)
- Elevador Cremalheira Aspectos GeraisDocumento5 páginasElevador Cremalheira Aspectos GeraisAdailton FreitasAinda não há avaliações
- Auditoria de ProcessosDocumento17 páginasAuditoria de ProcessosmidduarteAinda não há avaliações
- Análise de Acidentes e Riscos - Curso IBPDocumento91 páginasAnálise de Acidentes e Riscos - Curso IBPdesenvolvimento2741100% (3)
- Esquema Elétrico Quantum GNV 1.8 UeeDocumento12 páginasEsquema Elétrico Quantum GNV 1.8 UeeFanuel OliveiraAinda não há avaliações
- QGS - PPAP 4 Edição SlideDocumento146 páginasQGS - PPAP 4 Edição SlidedesouzavanildoAinda não há avaliações
- APQPDocumento17 páginasAPQPME§TRE0% (1)
- 2019 - PPAP - Parte 5Documento16 páginas2019 - PPAP - Parte 5Josiane SouzaAinda não há avaliações
- PPAP-Resumo Do ManualDocumento89 páginasPPAP-Resumo Do ManualWellington AraújoAinda não há avaliações
- 2019 - PPAP - Parte 4Documento21 páginas2019 - PPAP - Parte 4Josiane SouzaAinda não há avaliações
- Introdução - PpapDocumento24 páginasIntrodução - PpapfredericomendesAinda não há avaliações
- NR-12 Segurança em Máquinas e EquipamentosDocumento59 páginasNR-12 Segurança em Máquinas e Equipamentosdesenvolvimento2741100% (1)
- 22 10 2019+-+provisões+e+perdas+estimadas+quest+12Documento4 páginas22 10 2019+-+provisões+e+perdas+estimadas+quest+12desenvolvimento2741Ainda não há avaliações
- Questionário 03 TributariaDocumento4 páginasQuestionário 03 Tributariadesenvolvimento2741Ainda não há avaliações
- 01 10 2019+-+aplicação+da+educação+corporativa+aula+09Documento41 páginas01 10 2019+-+aplicação+da+educação+corporativa+aula+09desenvolvimento2741Ainda não há avaliações
- 9 NR 20 - Modulo 9 - Acidente Com InflamáveisDocumento48 páginas9 NR 20 - Modulo 9 - Acidente Com Inflamáveisdesenvolvimento2741Ainda não há avaliações
- AI Ex0310Documento2 páginasAI Ex0310José PedroAinda não há avaliações
- Capitulo II Agitacao e Mistura 1627598911Documento20 páginasCapitulo II Agitacao e Mistura 1627598911tauana sorancoAinda não há avaliações
- ARTIGO - Sartre - O Movimento Progressivo-Regressivo Na Dialética Universal e SingularDocumento8 páginasARTIGO - Sartre - O Movimento Progressivo-Regressivo Na Dialética Universal e SingularCarolina GrantAinda não há avaliações
- Processos de Usinagem Com Geometria Definida Seleção de Ferramentas de Corte Parte 2 - MateriaisDocumento43 páginasProcessos de Usinagem Com Geometria Definida Seleção de Ferramentas de Corte Parte 2 - MateriaisCris NunesAinda não há avaliações
- Aula 06 - Matemática - Henrique Maia - Potenciação e RadiciaçãoDocumento4 páginasAula 06 - Matemática - Henrique Maia - Potenciação e RadiciaçãoHenrique MaiaAinda não há avaliações
- NBR13208 - Arquivo para Impressão PDFDocumento16 páginasNBR13208 - Arquivo para Impressão PDFNathália PerissottoAinda não há avaliações
- Mangal Zongoene Cumbula REEVDocumento76 páginasMangal Zongoene Cumbula REEVSergio Cumbula100% (1)
- Elastotec PolibutadienoDocumento15 páginasElastotec Polibutadienorossifam777100% (1)
- Gabarito Ap3 PDFDocumento3 páginasGabarito Ap3 PDFFábio MonsoresAinda não há avaliações
- Unicamp 2etapaquimhistDocumento13 páginasUnicamp 2etapaquimhistCledna DantasAinda não há avaliações
- Saiba Como Calcular Medidas para Cabos Coaxial VHF UHF HFDocumento3 páginasSaiba Como Calcular Medidas para Cabos Coaxial VHF UHF HFJoao Da Silva SilvaAinda não há avaliações
- Simulado - 2 - 2017 Nerckie MatematicaDocumento4 páginasSimulado - 2 - 2017 Nerckie MatematicaIsmeAinda não há avaliações
- ESPECTROFOTOMETRIA UV VIS Determinacao DDocumento11 páginasESPECTROFOTOMETRIA UV VIS Determinacao DGleydson BentoAinda não há avaliações
- OEEDocumento24 páginasOEErogerparanaAinda não há avaliações
- NBR 7094 - Máquinas Elétricas Girantes - Motores de Indução - EspecificaçãoDocumento18 páginasNBR 7094 - Máquinas Elétricas Girantes - Motores de Indução - EspecificaçãoRafael Perches PierriAinda não há avaliações
- Dimensão Expressivo SimbolicoDocumento37 páginasDimensão Expressivo SimbolicoJairo CardosoAinda não há avaliações
- Orbitais AtomicasDocumento39 páginasOrbitais AtomicasJorge SantosAinda não há avaliações
- TD Números ComplexosDocumento1 páginaTD Números ComplexosAna KaylaneAinda não há avaliações
- Projetos de Experimentos RIBEIRO e CATENDocumento145 páginasProjetos de Experimentos RIBEIRO e CATENAntonio Eduardo CabralAinda não há avaliações
- O Dragão de 7 CabecasDocumento46 páginasO Dragão de 7 CabecasgustavocolliAinda não há avaliações