Escolar Documentos
Profissional Documentos
Cultura Documentos
Apostila Programas de Autocontrole
Apostila Programas de Autocontrole
Enviado por
Patricia Paula ChagasTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Apostila Programas de Autocontrole
Apostila Programas de Autocontrole
Enviado por
Patricia Paula ChagasDireitos autorais:
Formatos disponíveis
CursoPreparatrio
aoConcursoMAPA
PROGRAMASDEAUTOCONTROLE
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina1
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina2
SUMRIO
1. INTRODUO 3
2. SEGURANA ALIMENTAR 6
3. FERRAMENTAS DE GERENCIAMENTO DA QUALIDADE NA 9
INDSTRIA DE ALIMENTOS 9
3.1. PROGRAMA 5S 9
3.2. CICLO PDCA 13
3.3. BPF 15
3.4. PPHO 21
3.5. APPCC 23
3.6. PRP 29
3.7. ISO 22000:2005 41
4.PROGRAMAS DE AUTOCONTROLE 46
4.1. CONCEITO 46
4.2. APLICAO 49
4.3. LEGISLAO 100
4.3.1.CIRCULAR 175/05 100
4.3.2.CIRCULAR 176/05 100
4.3.3.CIRCULAR 294/06 100
5.REFERNCIAS BIBLIOGRFICAS 101
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina3
1.INTRODUO
Nas duas ltimas dcadas, os consumidores, passaram a atribuir maior
importncia qualidade e segurana dos alimentos, devido aos graves
incidentes de contaminao ocorridos principalmente na Europa e Estados
Unidos.
O principal efeito da presso dos consumidores foi o investimento cada
vez maior que as empresas produtoras e os rgos oficiais passaram a fazer
em mtodos e sistemas para prevenir a ocorrncia de perigos associados aos
alimentos, com o objetivo de garantir ao consumidor alimentos seguros do
ponto de vista de Sade Pblica. De todas as alteraes nas sistemticas de
Inspeo, a que talvez tenha sido mais expressiva foi a aplicada pelo Food and
Inspection Service do United States Department of Agriculture (USDA), que
com o surgimento de surtos de toxinfees alimentares produzidas por E.coli
O157: H7 em 1992 e 1993 atribudas a hambrgueres mal passados servidos
em restaurantes tipo fast food, publicou o Programa de Reduo de
Patgenos e Anlise de Perigos e Pontos Crticos de Controle (HACCP), que
estabeleceu importantes alteraes na legislao de carnes e aves. Essas
exigncias alcanam estabelecimentos americanos que fabricavam produtos
crus a base de carne, ou, como o caso do Brasil, exportam esses produtos
para os EUA. No nosso pas as exigncias atualmente resumem-se ao
atendimento s BPFs, elaborao e implementao dos SSOPs(PPHOs),do
HACCP(APPCC) combinado com padres de desempenho para Salmonella
spp e provas microbiolgicas para E.coli genrica em carcaas de
bovinos,frangos e perus.
A segurana alimentar considerada atualmente, um dos grandes
problemas do mundo. Contaminantes podem estar presentes desde a
produo primria at o transporte, a transformao industrial, o
armazenamento, a comercializao, o preparo dos alimentos em residncias
ou servios de alimentao(FORSYTHE,2002).
De acordo com a OMS (2008), nos EUA ocorreram em mdia 80
milhes de casos de DTAs, resultando em 425 mil hospitalizaes e 8 mil
mortes. Ainda, segundo a OMS,a maior parte dos casos de toxinfeces
alimentares esto associadas a quatro patgenos mais freqentes em carnes
e produtos avcolas: Campylobacter jejuni/coli; Escherichia coli sorotipo
O157:H7;Salmonella spp. e Listeria monocytogenes.
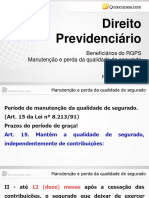
A figura 1 apresenta uma estimativa da produo de carnes no mundo,
de acordo com os dados da FAO e do MAPA, durante o perodo entre 2000 e
2015.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina4
A Potencialidade do Brasil no Setor
Grfico 2 Estimativa de produo de carnes em milhes de toneladas.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
m
i
l
h
e
s
d
e
t
o
n
Fonte: Ministrio da Agricultura Pecuria e Abastecimento - MAPA(2006)
As projees da Organizao das Naes Unidas para Agricultura e
Alimentao (FAO) e do MAPA - Ministrio da Agricultura Pecuria e
Abastecimento de 200 2015),indicam elevadas taxas de crescimento para as
exportaes brasileiras.
Figura 1- Estimativa da produo de carnes no mundo-perodo 2000/2015
No Brasil, as exigncias formuladas pelos pases importadores,
particularmente o governo americano e a Unio Europia, determinaram que, a
partir de 1996, houvesse a emisso de inmeros instrumentos legais atravs
do DCI e do DIPOA; visando disciplinar a implementao de mudanas no
Sistema de Inspeo e nos controles exercidos pelas empresas que elaboram
produtos de origem animal registradas no SIF.
O DIPOA tradicionalmente optou por um modelo de inspeo sanitria
baseado no que, atualmente denomina-se controle de processo. Esse
procedimento fundamentado na inspeo contnua e sistemtica de todos os
fatores que, de alguma forma, podem comprometer a qualidade higinico-
sanitria dos produtos expostos ao consumo da populao.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina5
Todo o processo de produo - cortes de carnes, elaborao de
embutidos, enlatados,etc.- considerado como um macroprocesso. Esse
macroprocesso composto de vrios processos agrupados em quatro grandes
categorias: matria-prima; instalaes e equipamentos; funcionrios e
metodologia de produo. Todas essas categorias esto correlacionadas direta
ou indiretamente com a qualidade higinico-sanitria do produto final.
O MAPA atravs do DIPOA, inseriu h algum tempo, de forma
complementar s atividades rotineiras de inspeo; a avaliao da implantao
e execuo, por parte da indstria inspecionada, dos Programas de
Autocontrole.
Os programas de autocontrole so requisitos bsicos para a garantia da
inocuidade dos produtos.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina6
2. SEGURANA ALIMENTAR
2.1. HISTRICO
O conceito de Segurana Alimentar foi introduzido na Europa a partir da
primeira Grande Guerra, com o propsito dos pases no ficarem vulnerveis
aos ataques que poderiam comprometer a sua produo e a entrada de
alimentos vindos de outros locais. Com a escassez de alimentos no mundo
entre 1972-74, que o conceito de Segurana Alimentar ganhou destaque a
nvel mundial(FORSYTHE,2002).
O fato da concentrao populacional, misria e fome serem encontrados
em alta prevalncia em pases subdesenvolvidos e em desenvolvimento,
imputou a tais pases a culpa pela recusa no planejamento familiar e suas
conseqncias. Nos anos 70,em conferncia na ONU, Indira Gandhi, primeira
ministra na ndia, rebateu a proposta do planejamento com o argumento de que
quando a receita para um banquete menor do que o nmero de convidados,
a soluo aumentar a receita e no, cancelar os convites (SALLES;MOURA;
MEDEIROS,2001).
No incio dos anos 70,aps sucessivas crises de escassez conjunturais e
supervits na produo de alimentos, denominadas respectivamente de crise
energtica e revoluo verde, a FAO convocou em 1974, em Roma, a I
Conferncia Mundial de Alimentos. A crise energtica no se traduziu apenas
no dficit da balana comercial dos pases produtores e importadores de
cereais, mas tambm pelo embargo de petrleo dos pases rabes,
importadores de cereais, para enfrentar a maxi-desvalorizao do dlar pelo
governo americano(Ibid,2001).
A recomendao resultante dessa Conferncia, foi a de que os pases
deveriam adotar em suas metas econmicas de planejamento, a estratgia de
sistemas de vigilncia alimentar e nutricional como alarme precoce ao
agravamento da situao de dficit na disponibilidade, consumo e utilizao
nutricional.Dessa forma, estava firmada a concepo de vigilncia alimentar e
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina7
de segurana alimentar; esta ltima, como a garantia da disponibilidade,
atravs do controle formal do estoque regulador de alimentos(Ibid,2001).
O Brasil, quinta maior nao em populao mundial, tem desde os anos
30 do sculo XX, superioridade em relao ao crescimento populacional e
atingiu sua auto-suficincia em trigo aps experimentar oscilaes de
importaes agrcolas, tendo nos anos oitenta, por exploso de consumo
durante o Plano Cruzado, importado gneros bsicos como o trigo, arroz,feijo
e milho; cuja produo cresceu 168% entre 1990 e 1997, atingindo a sua auto-
suficincia(VALENTE et al,1999).
De acordo com Salles;Moura;Medeiros (2001) , as reservas brasileiras de
cereais so suficientes para garantir a toda populao, 3000 calorias e 65
gramas de protenas por dia, ou seja, mais do que o necessrio para uma dieta
balanceada. Apenas em 1989, o Brasil lanou as bases de um sistema de
informao nutricional em paralelo vigilncia epidemiolgica. Os programas
lanados no deveriam ter um carter puramente assistencialista, mas servir
como uma alavanca para o desenvolvimento social e econmico da populao.
No incio dos anos 90, foi incorporado ao conceito de Segurana
Alimentar, noes de alimento seguro (no contaminado); de qualidade
nutricional e tecnolgica e de balanceamento da dieta, de acordo com as
diferentes culturas dos pases. A Segurana Alimentar tem a possibilidade de
estimular as economias locais, via incluso econmica e social. O consumo e a
produo de alimentos devem ser componentes centrais de todas as
estratgias de desenvolvimento dos pases envolvidos(FORSYTHE,2002).
2.2. CONSELHO NACIONAL DE SEGURANA ALIMENTAR E
NUTRICIONAL(SALLES;MOURA;MEDEIROS,2001)
O CONSEA um instrumento de articulao entre governo e sociedade
civil na proposio de diretrizes para as aes na rea de alimentao e
nutrio.
Instalado em 30 de janeiro de 2003,o Conselho tem carter consultivo e
assessora o Presidente da Repblica na formulao de polticas e na definio
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina8
de orientaes para que o pas garanta para toda a sua populao, o direito
alimentao.
Pela sua natureza consultiva e de assessoramento, o Conselho no , e
nem pode ser, gestor nem executor de programas,projetos,polticas ou
sistemas.
Inspirado nas resolues da Conferncia Nacional de Segurana
Alimentar e Nutricional, o CONSEA acompanha e prope diferentes programas
Como o Bolsa Famlia,Alimentao Escolar, Aquisio de Alimentos da
Agricultura Familiar e Vigilncia Alimentar e Nutricional, entre muitos outros.
O CONSEA na gesto 2007/2009, formado por 57 conselheiros( 38
representantes da sociedade civil e 19 ministros de Estado e representantes do
Governo Federal), alm de 23 observadores convidados.
2.3.RISCO E SEGURANA ALIMENTAR
As grandes crises a nvel alimentar que recentemente surgiram na
Europa, conduziram a uma extensa discusso sobre segurana alimentar. As
mesmas crises originaram a criao de um organismo internacional conhecido
como Autoridade de Segurana Alimentar(ASAE). Este organismo
responsvel pela realizao de uma avaliao cientfica dos riscos associados
ao consumo de alimentos. Compete legislao e poltica da Unio Europia
as decises tomadas em relao gesto de riscos. Os riscos so avaliados e
gerenciados em uma estrutura denominada Anlise de Riscos(GIL,2006).
De acordo com J ouve;Stringer e Parker(2003), risco a probabilidade de
acontecer uma situao adversa, problema ou dano e as conseqncias deste
mesmo.
Avaliar os riscos e determinar a melhor forma de gerenci-los por
completo um enorme desafio. difcil analisar todos os aspectos envolvidos e
visualizar todas as conseqncias de uma medida de controle; uma vez que,
sempre existe um determinado grau de incerteza(Ibid,2003).
Segundo Forsythe (2002), o risco implica um potencial impacto sobre os
consumidores. Os possveis riscos nos alimentos devem-se a micro-
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina9
organismos infecciosos, substncias qumicas ou agentes fsicos. Embora
sejam realizados esforos para minimizar os perigos ocorridos, a segurana
dos alimentos no absoluta e os perigos podem ocorrer. Um risco pode ser
estimado em termos absolutos- como por exemplo; o nmero de consumidores
que adoeceram no perodo de um ano, devido ao consumo de alimentos
especficos- ou relativos-comparando a segurana de um produto com outro.
Na anlise de riscos so importantes diferentes tipos de comunicao,
como discusses tcnicas entre gestores, avaliadores e partes interessadas do
setor privado. Esse tipo de contato importante a partir do momento em que se
decide o modo de controle do risco e se implementam decises. Esta
discusso menos tcnica e deve incluir diferentes pontos de vista, como por
exemplo: pontos de vista econmicos, sociais e tnicos(FAO;2006).
Diferentes fatores de risco podem estar associados a Segurana
Alimentar de um determinado pas e tornar esse pas mais vulnervel s
doenas associadas ao consumo de alimentos. Esses fatores podem ser
crnicos ou transitrios. Como exemplo de riscos crnicos podem ser citados
fatores econmicos, sociais, polticos, culturais e institucionais; enquanto que
os riscos transitrios compreendem fatores climticos como as secas, geadas e
enchentes; guerras e surtos como por exemplo, a BSE e a Febre
Aftosa(GIL,2006).
3.FERRAMENTAS DE GERENCIAMENTO DA QUALIDADE NA INDSTRIA
DE ALIMENTOS
3.1 PROGRAMA 5S (SCHONBERGER,1987)
3.1.1. ORIGEM
O Programa 5S foi concebido na dcada de 50, no J apo do ps-guerra.
A necessidade de organizao era enorme e Kaoru Ishikawa desenvolveu o
programa. A cultura do 5S permite fcil aplicao em diversos ambientes e faz
com que pequenas mudanas no dia-a-dia proporcionem um grande resultado.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina10
Hoje esse programa adotado por praticamente todas as grandes
empresas e organizaes como uma importante ferramenta de gerenciamento
da qualidade.
O Programa 5S consiste de cinco sensos, cujas palavras em japons
iniciam com a letra S. O quadro 1 ilustra as diferentes definies para cada
senso nas lnguas japonesa,inglesa e portuguesa.
QUADRO 1- Definies associadas ao Programa 5S
Fonte:Schonberger,1987
Na aplicao do Programa 5S, devero ser seguidos cada um dos
sensos,na sequncia. Nesse processo,deve-se contar com a participao de
todos para o sucesso do Programa. A maior dificuldade encontrada na
implantao de um Programa 5S a resistncia que as pessoas tm em
relao s mudanas. A figura 2 ilustra o Programa e os cinco sensos a serem
aplicados nas empresas.
1S SEIRI SORTING SENSO DE Utilizao
Arrumao
Organizao
Seleo
2S SEITON SYSTEMATYZING SENSO DE Ordenao
Sistematizao
Classificao
3S SEISO SWEEPING SENSO DE Limpeza
Zelo
4S SEIKETSU SANITIZING SENSO DE Asseio
Higiene
Sade
Integridade
5S SHITSUKE SELF
DISCIPLINING
SENSO DE Auto-disciplina
Educao
Compromisso
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina11
3.1.2. SENSOS
3.1.2.1. SENSO DE DESCARTE
OBJ ETIVOS:
Manter no local de trabalho somente aquilo que essencial para as
atividades do setor.
Realizar um levantamento do que realmente importante para a empresa
Separar o que no tem utilidade
Descartar o que no serve, disponibilizando para outros os materiais
dispensados
3.1.2.2. SENSO DE ORDENAO
OBJ ETIVOS:
Arrumar e ordenar o que necessrio e que permanece no local de
trabalho
Analisar onde e como guardar as coisas, definindo seus critrios
Padronizar nomes e locais de objetos e arquivos
Identificar tudo visualmente
Devolver tudo ao seu lugar aps o uso
3.1.2.3. SENSO DE LIMPEZA:
OBJ ETIVOS:
Deixar o local de trabalho limpo e os equipamentos em perfeito estado
de funcionamento, prontos para uso.
Criar plano de manuteno preventiva
Deixar o local de trabalho da mesma forma que foi encontrado: limpo
Preparar o ambiente para o 4 senso
3.1.2.4. SENSO DE SADE
OBJ ETIVOS:
Deixar as condies de trabalho favorveis sade fsica e mental de
todos
Promover o respeito entre todos
Manter um ambiente harmonioso
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina12
Promover a ergonomia no local de trabalho e nas atividades
Manter os 3 sensos anteriores
RESULTADOS:
Reduz o risco de acidentes
Facilita as relaes pessoais
Melhora a sade ocupacional
Prepara o ambiente para o 5 senso
3.1.2.5. SENSO DE AUTO-DISCIPLINA
OBJ ETIVOS:
Melhorar constantemente
Desenvolver a fora de vontade e disciplina, cumprindo o estabelecido
COMO APLICAR?
Disciplinar a prtica dos sensos anteriores
Incorporar os valores do Programa 5S
Realizar avaliaes peridicas
Difundir os conceitos e informaes regularmente
RESULTADOS
Elimina o controle autoritrio, pois todos participam da manuteno do
Programa 5S
Melhora o ambiente e as relaes pessoais
Promove o cumprimento dos procedimentos operacionais
Constante auto-anlise e busca de melhorias
Prepara a empresa para um Programa de Qualidade mais abrangente
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina13
FIGURA 2- Cartaz educativo sobre o Programa 5S
Fonte:www.quality.eng.br/livros.asp
3.2. CICLO PDCA (PETERSEN,1999)
um ciclo de anlise e melhoria, criado por Walter Shewhart, em
meados da dcada de 20 e disseminado para o mundo por Deming. Esta
ferramenta de fundamental importncia para a anlise e melhoria dos
processos organizacionais e para a eficcia do trabalho em equipe.
O Ciclo PDCA (em ingls Plan, Do, Check e Action) uma ferramenta
gerencial de tomada de decises para garantir o alcance das metas
necessrias sobrevivncia de uma organizao, sendo composto das
seguintes etapas:
Planejar (PLAN)
Definir as metas a serem alcanadas;
Definir o mtodo para alcanar as metas propostas.
Executar (DO)
Executar as tarefas exatamente como foi previsto na etapa de
planejamento;
Coletar dados que sero utilizados na prxima etapa de
verificao do processo;
Nesta etapa so essenciais a educao e o treinamento no
trabalho.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina14
Verificar, checar (CHECK)
Verificar se o executado est conforme o planejado, ou seja, se a
meta foi alcanada, dentro do mtodo definido;
Identificar os desvios na meta ou no mtodo.
Agir corretivamente (ACTION)
Caso sejam identificados desvios, necessrio definir e
implementar solues que eliminem as suas causas;
Caso no sejam identificados desvios, possvel realizar um
trabalho preventivo, identificando quais os desvios so passveis
de ocorrer no futuro, suas causas, solues etc.
O PDCA pode ser utilizado na realizao de toda e qualquer atividade
das empresas . Sendo ideal que todos da organizao utilizem esta ferramenta
de gesto no dia-a-dia de suas atividades.
Desta forma, elimina-se a cultura da operacionalizao de tarefas, que
muitas empresas insistem em perpetuar e que incentiva a se realizar o trabalho
sem antes planejar, desprezando o autocontrole, o uso de dados gerados pelas
medies por indicadores e a atitude preventiva, para que os desvios de
processos nunca ocorram. A figura 3 apresenta a correlao entre as diferentes
etapas de execuo do ciclo PDCA.
QUADRO 3-Etapas de implantao do ciclo PDCA
PDCA FLUXO ETAPA OBJETIVO
P 1 Identificao do
Problema
Definir claramente o problema/processo e
reconhecer sua importncia.
2 Observao Investigar as caractersticas especficas do
problema/processo com uma viso ampla
e sob vrios pontos de vista.
3 Anlise Descobrir a causa fundamental.
4 Plano de ao Conceber um plano para bloquear a causa
fundamental.
D 5 Execuo Bloquear a causa fundamental.
C 6 Verificao Verificar se o bloqueio foi efetivo.
A 7 Padronizao Prevenir contra o reaparecimento do
problema.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina15
8 Concluso Recapitular todo o mtodo de soluo do
problema para trabalhos futuros.
Fonte: Petersen,1999
FIGURA 3- Ciclo PDCA
Fonte:www.portaldaadministrao.org/tag
A figura 3 apresenta o diagrama do ciclo PDCA, no qual so
representadas as 4 etapas para a execuo dessa ferramenta de
gerenciamento da qualidade, que atualmente utilizada em diferentes
empresas da rea de alimentos.
3.3. BOAS PRTICAS DE FABRICAO (BPF) (SENAI,2000)
No competitivo mercado de produtos alimentcios, a qualidade dos
produtos deixou de ser uma vantagem competitiva e se tornou requisito
fundamental para a comercializao dos produtos. Uma das formas para se
atingir um alto padro de qualidade a implantao do Programa de Boas
Prticas de Fabricao - BPF. Composto por um conjunto de princpios e
regras para o correto manuseio de alimentos, que abrange desde as matrias-
primas at o produto final, o principal objetivo do programa garantir a
integridade do alimento e a sade do consumidor.
As normas que estabelecem as chamadas Boas Prticas de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina16
Fabricao - BPF envolvem requisitos fundamentais que vo desde as
instalaes da indstria, passando por rigorosas regras de higiene pessoal e
limpeza do local de trabalho (tais como lavagem correta e freqente das mos,
utilizao adequada dos uniformes, disposio correta de todo o material
utilizado nos banheiros e o uso de sanitizantes) at a descrio, por escrito,
dos procedimentos envolvidos no processamento do produto. Gerncias,
chefias e superviso devem estar totalmente engajadas para o xito do
programa, pois o planejamento, organizao, controle e direo de todo o
sistema depende destes profissionais. Sendo necessrios investimentos para a
adequao das no-conformidades detectadas nas instalaes e nas aes de
motivao dos funcionrios, o comprometimento da alta administrao torna-se
fundamental.
As Boas Prticas de Fabricao so obrigatrias pela legislao
brasileira, para todas as indstrias de alimentos, e as portarias 326/97 e
368/97, do Ministrio da Sade, estabelecem o "Regulamento Tcnico sobre as
Condies Higinico-Sanitrias e de Boas Prticas de Fabricao para
Estabelecimentos Produtores de Alimentos".
3.3.1. FUNDAMENTOS
Os fundamentos das Boas Prticas de Fabricao (BPF) so
simples. Eles compreendem quatro prticas:
-Excluso de microrganismos indesejveis e material estranho;
-Remoo de microrganismos indesejveis e material estranho;
-Inibio de microrganismos indesejveis;
-Destruio de microrganismos indesejveis.
A invisibilidade dos microrganismos e de alguns materiais estranhos
prope a necessidade por mudanas para a implementao efetiva destas
prticas simples.
Excluso uma prtica muito desejada e efetiva. Microrganismos ou material
estranho excludos no ameaam a segurana ou salubridade do produto.
Exemplos de excluso incluem os sistemas sanitrios de ordenha mecnica em
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina17
circuitos fechados, a filtrao do ar, o controle de pragas, fechamento
hermtico de embalagens, entre outros.
A remoo de microrganismos e materiais estranhos do leite pode utilizar
filtrao ou centrifugao. Embora seja efetivo at certo grau, nenhuma prtica
pode remover completamente microrganismos ou material estranho. A remoo
de resduos e microrganismos essencial para a limpeza dos equipamentos.
A inibio de microrganismos indesejveis uma prtica amplamente
utilizada. As opes incluem armazenamento a baixas temperaturas ou
condies de congelamento, adio de ingredientes como sal ou acar, e
processos fermentativos, onde microrganismos indesejveis so inibidos por
um grande nmero de organismos benignos.
A destruio dos microrganismos a ltima medida, quando outras prticas
falharam ou foram ineficazes. Embora algumas tecnologias alcancem nveis
prximos da completa esterilidade do produto, no sempre praticada a
destruio completa dos microrganismos presentes.
3.3.2. ELEMENTOS DE BOAS PRTICAS DE FABRICAO (SENAI, 2000)
As Boas Prticas de Fabricao podem ser divididas em seis
elementos:
- Fbrica e imediaes;
- Pessoal;
- Limpeza e sanitizao;
- Equipamentos e utenslios;
- Processos e controles;
- Armazenamento e distribuio.
As Boas Prticas de Fabricao tm uma atuao ampla e efetiva
quando todos os elementos so incorporados.
O elemento Fbrica compreende essencialmente o meio ambiente
exterior e interior. O meio ambiente exterior e interior precisam ser
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina18
administrados para prevenir a contaminao dos ingredientes durante o
processamento ou depois de transformado em produto acabado. Excluso a
palavra-chave. O meio ambiente externo deve ser mantido livre de pragas. Os
resduos devem ser apropriadamente isolados a periodicamente removidos do
local. A fbrica deve ser desenhada e construda para acomodar estes
procedimentos , sendo de fundamental importncia que o desenho interno e os
materiais de construo facilitem as condies sanitrias de processamento e
embalagem. As operaes com os ingredientes bsicos devem ser isoladas
das operaes com o produto acabado.
O elemento Pessoal o mais importante entre os seis elementos.
As pessoas so a chave para planejar , implementar e manter sistemas
efetivos de Boas Prticas de Fabricao. As verificaes do Programa de Boas
Prticas de Fabricao devem ser feitas pelos funcionrios que trabalham
diretamente com os vrios processos. Consequentemente, os funcionrios
precisam ser treinados nas prticas de processamento e controle de processos
que esto diretamente relacionados com suas responsabilidades de trabalho.
Um programa de treinamento efetivo um processo contnuo e, como
tecnologia ou mercado, em constante evoluo. Os funcionrios devem seguir
hbitos de higiene pessoal, incluindo-se roupas apropriadas.
O elemento Limpeza e Sanitizao compreende programas e utenslios
usados para manter a fbrica e os equipamentos em limpeza e em condies
prprias de uso. Remoo e destruio so as palavras-chave.
O elemento Equipamentos e Utenslios compreende os aparelhos grande s e
pequenos, simples e complexos, que so utilizados para transformar o leite cru,
ingredientes, e aditivos no produto final embalado. As consideraes das Boas
Prticas de Fabricao incluem o material no qual equipamentos e utenslios
so construdos bem como seu desenho e fabricao. Este elemento tambm
inclui a manuteno preventiva dos equipamentos para garantir a entrega de
alimentos com segurana e qualidade consistentes. Excluso via sistemas
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina19
fechados uma prtica efetiva.
O elemento Processos e Controles inclui uma ampla gama de dispositivos e
procedimentos atravs dos quais o controle exercido de forma consistente.
Os controles podem incluir dispositivos manuais ou automticos que regulam
cada atributo, como temperatura, tempo, fluxo, Ph, acidez, peso, etc. Inibio e
Destruio so prticas adotadas. Este elemento tambm inclui sistemas de
registro que contm informaes que documentam a performance do sistema
de processamento turno por turno, dia aps dia.
O elemento Armazenamento e Distribuio compreende a manuteno de
produtos e ingredientes em um ambiente que proteja sua integridade e
qualidade. Uma forma usual de controle a temperatura baixa, mas o ambiente
de armazenagem e distribuio tambm devem ser defendido da ameaa de
pragas e poluio ambiental.
3.3.3. Por qu implantar BPF?
A tendncia do mercado para a aliana do preo qualidade dos
produtos faz com que a Indstria de Alimentos busque de uma forma mais
efetiva o controle da qualidade dos produtos que fabrica. Por outro lado, a
Portaria 1428/93 do Ministrio da Sade estabelece um rigoroso controle dos
estabelecimentos ligados cadeia produtiva de alimentos.
O MAPA, em 4 de setembro de 1997, editou a Portaria 368; que aprovou
o Regulamento Tcnico sobre as Condies Higinico-Sanitrias e de Boas
Prticas de Fabricao para estabelecimentos elaboradores e
industrializadores de alimentos.
Em fevereiro de 1998, o M.A.P.A. atravs da Portaria n46 , instituiu o
APPCC a ser implantado nas indstrias de produtos de origem animal, sob
regime do Servio de Inspeo Federal - SIF, adequando-se s exigncias
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina20
sanitrias e aos requisitos de qualidade determinados tanto pelo mercado
nacional quanto pelas normas e padres internacionais. A Portaria salienta,
ainda, a importncia do Programa de Boas Prticas de Fabricao dentro do
Sistema de Anlise de Perigos e Pontos Crticos de Controle(APPCC).
As normas que estabelecem as Boas Prticas de Fabricao
envolvem requisitos que vo desde projeto e instalaes do prdio, passando
por rigorosas regras de higiene pessoal e de limpeza e sanificao de ambiente
e equipamentos, controle integrado de pragas at a completa descrio dos
procedimentos envolvidos no processamento do produto. A figura 4 ilustra a
aplicao das BPF em uma unidade de alimentao.
A metodologia utilizada permite s empresas ajustes das no-
conformidades de BPF observadas e o planejamento das mesmas, atravs de
plano de ao baseado na ferramenta "5W2H". Evidentemente, todas as
definies de data passam pela anlise da criticidade, ou seja, o quanto tal
no-conformidade compromete de uma forma direta a segurana (inocuidade)
dos alimentos.
Os indicadores de qualidade so estruturados no n de reclamaes
de clientes, n de devoluo de produtos, n de produtos contaminados ou,
ainda , n de superfcies contaminadas. Outro indicador importante no processo
o de produtividade que pode ser formado partir de dados de recursos como
n de funcionrios, matria-prima, energia eltrica, horas trabalhadas. No incio
da implantao so estabelecidos os indicadores de qualidade e produtividade
e acompanhados ao longo da execuo dos trabalhos. A anlise destes
ndices permite ao empresrio visualizar o impacto do programa em pilares
fundamentais para a sobrevivncia das empresas no atual mercado, tais como:
oferta de produtos nos padres de qualidade estabelecidas em contrato
de comercializao ou exigncias de portarias ministeriais;
reduo de custos operacionais oriundos de, por exemplo, reclamaes
de clientes, reprogramao de fabricao, horas ociosas de fbrica;
reduo de desperdcios;
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina21
reduo de retrabalhos e o que consideramos como grande ganho, a
sensibilizao das empresas para a mudana comportamental e de
gesto das fbricas (planejar, executar, monitorar e ajustar);
aproveitamento de oportunidades de ampliao do mercado, na medida
que o mercado j exige a implantao do programa pelas empresas
fornecedoras de produto alimentcio.
FIGURA 4- APLICAO DAS BPF EM UMA UNIDADE DE
ALIMENTAO
Fonte:www.global.net/boas.asp
3.4. PROCEDIMENTOS PADRONIZADOS DE HIGIENE OPERACIONAIS
A presena de microrganismos no ambiente de processamento dos
alimentos pode levar contaminao do produto acabado, reduzindo a sua
qualidade. As fontes de contaminao do meio ambiente incluem alimentos,
manipuladores, animais, insetos, alm de equipamentos, utenslios e
componentes estruturais do prdio mal higienizados. O ar ambiente, as
embalagens primrias, as mos dos funcionrios, bem como os equipamentos
e os utenslios, constituem pontos importantes que devem ser ajustados s
Boas Prticas de Fabricao (BPF) de forma a no representarem risco de
contaminao para o produto(FIGUEIREDO,2002).
Recentemente, parte do programa de Boas Prticas de Fabricao,
considerado pr-requisito para implantao do sistema APPCC (BRASIL,
1997), foi transformado em Procedimentos Padres de Higiene Operacional
(PPHO). Os PPHO so alguns itens da BPF que, por sua importncia para o
controle de perigos, foram acrescentados de procedimentos de monitorizao,
ao corretiva, registros e verificao, para realmente possibilitar um controle
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina22
efetivo. Fazem parte do PPHO, os programas de qualidade da gua, higiene de
superfcie de produto, preveno de contaminao cruzada, higiene pessoal,
proteo contra contaminao do produto, identificao e estocagem de
produtos txicos, sade dos manipuladores e controle integrado de pragas.
Todas as condies de higiene operacional devem ser monitoradas atravs de
anlises laboratoriais e seus dados registrados, devendo-se adotar aes
corretivas sempre que se observarem desvios, sendo que os mesmos devero
ser registrados (SENAI, 2000).
Procedimentos Padres de Higiene Operacional (PPHO)
Os PPHO constituem uma extenso do Regulamento Tcnico sobre
as Condies Higinico-sanitrias e de Boas Prticas de Fabricao para
Estabelecimentos Elaboradores/Industrializadores de alimentos
(BRASIL,1997), e visam reduzir ou eliminar riscos associados com a
contaminao de alimentos.
So procedimentos descritos, desenvolvidos, implantados e
monitorizados, visando estabelecer a forma rotineira pela qual o
estabelecimento industrial evitar contaminao direta ou cruzada e a
adulterao do produto, preservando a sua qualidade e integridade por meio da
higiene antes, durante e depois das operaes industriais (BRASIL, 1997).
Etapas do PPHO
O plano PPHO deve ser estruturado em nove pontos bsicos:
Segurana da gua,
Condies e higiene das superfcies de contato com os alimentos,
Preveno contra contaminao cruzada,
Higiene dos empregados,
Proteo contra contaminantes e adulterantes do alimento,
Identificao e estocagem adequada de substncias qumicas e agentes
txicos,
Sade dos empregados,
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina23
Controle integrado de pragas
Registros.
Caractersticas do programa PPHO
Dever constar nos planos do programa todos os procedimentos de
limpeza e sanitizao, compreendendo: conservao e manuteno sanitria
de instalaes, equipamentos e utenslios; freqncia; especificao e controle
das substncias detergentes e sanitizantes utilizadas e de sua forma de uso;
forma de monitorizao e suas respectivas freqncias; aplicaes de aes
corretivas pra eventuais desvios garantindo, inclusive os eventuais destinos
para os produtos no conformes; elaborao e manuteno do plano de
implementao do PPHO, dos formulrios e registros, dos documentos de
monitorizao e das aes corretivas adotadas. Todos os documentos devero
ser datados e assinados(FIGUEIREDO,2002).
Os PPHO e as BPF so considerados parte dos pr-requisitos do
sistema APPCC, devendo fazer parte do sistema de gesto de segurana de
alimentos, podendo ser implantadas previamente ou em conjunto com este,
dependendo da necessidade e realidade de cada organizao (ABNT, 2002). A
legislao determina a obrigatoriedade da implantao gradativa em todas as
indstrias de leite e derivados sob o Servio de Inspeo Federal - SIF, do
programa de Anlise de Perigos e Pontos Crticos de Controle (APPCC). Alm
disso, a adeso aos PPHO e s BPF constitui medida efetiva de controle da
contaminao e da multiplicao microbiana em alimentos (LOPES
J R;PINTO;VILELA, 2000).
3.5. ANLISE DE PERIGOS E PONTOS CRTICOS DE CONTROLE(APPCC)
O Sistema APPCC baseado em uma srie de etapas interrelacionadas,
inerentes ao processamento dos alimentos. So consideradas todas as
operaes que ocorrem a partir da produo at o consumo do alimento,
fundamentando-se na identificao dos perigos potenciais segurana dos
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina24
alimentos, bem como as medidas preventivas para o controle das operaes
que geram os perigos(FORSYTHE,2002).
O Sistema APPCC enfatiza as operaes crticas nas quais o controle
essencial, diferindo do conceito tradicional de inspeo; no qual havia
preocupao com a avaliao de fatores de natureza esttica ou com o
atendimento de normas, muitas vezes sem significado maior com relao
Sade Pblica(SILVA,2006).
O Sistema APPCC lgico e compreensvel porque considera os
ingredientes, processos e uso subseqente do produto a ser analisado. Alem
disso, um Sistema contnuo, uma vez que, os problemas so detectados
antes ou no momento em que ocorrem, sendo as respectivas aes corretivas
aplicadas imediatamente. sistemtico, porque um plano de gerenciamento
completo, cobrindo todas as operaes, processos e medidas de controle,
reduzindo assim os riscos de toxinfeces alimentares (GIL,2006).
O Sistema APPCC constitui uma poderosa ferramenta de gesto,
oferecendo um meio para a obteno de um programa efetivo de controle de
qualidade. O Sistema deve ser utilizado adequadamente, sendo a anlise
especfica para uma fbrica ou linha de processamento e para o produto em
considerao( Ibid.)
De acordo com Brasil (1998), o Sistema APPCC tem como objetivos:
Assegurar que os produtos sejam elaborados sem perigos Sade
Pblica;
Permitir a obteno de padres uniformes de identidade e qualidade;
Atender s legislaes nacionais e internacionais sob aspectos de
qualidade e integridade econmica;
Evitar desperdcios durante a elaborao dos alimentos;
Aumentar a competitividade dos alimentos de origem animal nos
mercados nacional e internacional.
3.5.1. HISTRICO
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina25
O Sistema APPCC originou-se na Indstria Qumica, particularmente na
Gr-Bretanha, na dcada de 50. Nos anos de 1950,1960 e 1970, a Comisso
de Energia Atmica utilizou extensivamente os princpios do APPCC nos
projetos de plantas de energia nuclear de modo a torn-los seguros nas
prximas dcadas(SENAI,2000).
Com o envio do homem Lua, a Companhia Aeroespacial
Americana(NASA), nos Estados Unidos, estabeleceu como prioridade, no incio
dos anos 60, a segurana dos astronautas, no sentido de eliminar a
possibilidade de doena durante a permanncia no espao. Dentre as
possveis doenas que poderiam afetar os astronautas, as consideradas mais
importantes foram aquelas associadas s suas fontes alimentares(Ibid.)
A Companhia Pillsbury foi escolhida para desenvolver melhores
sistemas de controle do processamento de alimentos, de modo a assegurar um
suprimento de alimentos confivel para o Programa Espacial da
NASA(PIERSON;COLLET J R,1992).
Aps intensa avaliao, concluiu-se que o nico meio de se conseguir
sucesso seria estabelecer o controle em todas as etapas de preparao do
alimento,incluindo matria-prima, ambiente, processo, funcionrios, estocagem,
distribuio e consumo. Este sistema foi desenvolvido baseando-se,
fundamentalmente, em conceitos preventivos(Ibid.)
O Sistema APPCC foi apresentado pela primeira vez durante a
Conferncia Nacional sobre Proteo de Alimentos em 1971, nos EUA,e logo
depois, serviu como base para a FDA desenvolver a regulamentao para a
indstria de alimentos de baixa acidez(FORSYTHE,2002).
Em 1973, foi publicado o 1 documento detalhando a tcnica APPCC,
publicado pela Pillsbury Company e que servia de base para o treinamento dos
inspetores da FDA. No ano de 1985, em resposta solicitao das Agncias
de Controle e Fiscalizao de Alimentos, a Academia Nacional de Cincia dos
EUA, recomendou o uso de Sistemas de Anlise de Perigos e Pontos Crticos
de Controle em programas de proteo dos alimentos, sugerindo que tanto o
pessoal das indstrias de alimentos, como dos rgos governamentais fossem
treinados nesse Sistema(Ibid.).
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina26
A ICMSF editou em 1988, um livro propondo o Sistema APPCC como
instrumento fundamental no Controle de Qualidade de Alimentos. Em 1993, o
Codex Alimentarius estabeleceu o Codex Guidelines for the Apliccation of the
HACCP System ( J AY,2005).
No Brasil, na dcada de 90, a Secretaria de Pesca(SEPES) e o
Ministrio da Agricultura e Reforma Agrria(MARA), estabeleceram as normas
e procedimentos para implantao do Sistema APPCC em indstrias de
pescado e derivados; atravs de um projeto piloto nos estados do Rio de
J aneiro,Cear e Pernambuco. Em 1993, a Portaria 1428, do Ministrio da
Sade, estabeleceu a obrigatoriedade dos procedimentos para a implantao
do Sistema APPCC nas indstrias de alimentos.
No ano de 1998, o MAA, estabeleceu o Manual de Procedimentos
para Implantao do Sistema APPCC nas Indstrias de Produtos de Origem
Animal com comrcio interestadual e internacional( SILVA,2006).
3.5.2. PRINCPIOS DO APPCC(SENAI,2000)
O Sistema APPCC segue 7 princpios adotados pelo Codex
Alimentarius e pelo NACMF( National Advisory Committee on Microbiological
Criteria for Foods):
Anlise dos perigos e suas medidas preventivas
Identificao dos pontos crticos de controle
Estabelecimento de limites crticos( para as medidas preventivas em
cada ponto crtico de controle)
Estabelecimento de procedimentos de monitorizao dos pontos crticos
de controle
Estabelecimento das aes corretivas
Estabelecimento de procedimentos de verificao de que o sistema est
funcionando
Estebelecimento de procedimentos efetivos de registros e
documentao
3.5.3. PR-REQUISITOS PARA IMPLANTAO DO SISTEMA APPCC
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina27
Constituem ferramentas de gerenciamento que obrigatoriamente
antecedem a implantao do Sistema APPCC em uma empresa: BPF e PPHO;
alm dessas ferramentas, a direo e supervisores devero estar conscientes
e motivados para a implantao do Sistema.
Tambm importante que a empresa delegue responsabilidades a um
profissional competente para liderar o programa; alm de formar uam equipe
de trabalho multidisciplinar com representantes das reas de produo,
higienizao, garantia da qualidade, microbiologia de alimentos, engenharia,
manuteno e inspeo. A equipe deve incluir funcionrios diretamente
envolvidos no processamento, pois esses funcionrios esto mais
familiarizados com a variabilidade e limitaes das operaes.
Na seleo da equipe, nfase deve ser dada s pessoas que iro:
Identificar os perigos
Monitorar os pontos crticos de controle
Examinar amostras e determinar procedimentos de verificao
O pessoal selecionado dever ter conhecimentos e receber treinamento
nas reas de: Processamento Tecnolgico/Equipamentos utilizados nos
diferentes processos
Aspectos prticos das operaes com alimentos
Fluxogramas operacionais
Microbiologia de alimentos
Princpios e tcnicas do Sistema APPCC
A equipe dever coletar dados a partir da legislao e literatura cientfica.
Apesar do Sistema APPCC ter sido estabelecido para gerenciar a segurana
dos alimentos,este conceito pode ser facilmente aplicado ao controle de outros
aspectos como a fraude econmica dos produtos e parmetros de qualidade.
Estes so os enfoques dados pelo MAPA, portanto, importante, antes de se
iniciar a elaborao do Plano APPCC, definir qual o objetivo do Plano; se para
controlar apenas os perigos relacionados a sade do consumidor ou tambm
para controle da fraude econmica, padro de identidade e qualidade e
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina28
controle das deterioraes de alimentos, que tm impacto sobre a Segurana
Alimentar(abastecimento).
3.5.4. ISO 9000 e APPCC
importante notar que o certificado ISO 9000 no garante a qualidade
do produto; mas que a empresa possui um sistema de garantia da qualidade
capaz de produzir produtos compatveis com as especificaes desejadas.
Confunde-se muito este tipo de certificao com certificao de produto,
estabelecendo-se uma relao direta entre ela e a qualidade final do produto
(OLIVEIRA, 1999). Existe tambm a freqente confuso de que a ISO 9000
garante 100% de produtos de primeira qualidade (STRINGER, 1994).
Entretanto, a ISO 9000 serve de suporte para a implementao do
HACCP e, juntos, so fundamentais para promover o sucesso da indstria de
alimentos, pois suas recomendaes se complementam. A HACCP utilizada
para identificar os PCCs, enquanto a ISO 9000 usada para controlar e
monitorar aspectos crticos para a qualidade, relacionados aos controles de
processo (Ibid.).
O HACCP focado somente no que crtico para garantir um alimento
seguro, livre de contaminaes fsicas, qumicas e microbiolgicas,que possam
causar doenas ou danos ao consumidor.
Para implantar a ISO 9000, a empresa deve analisar os elementos de
conformidade e definir quais atividades afetam a qualidade, definindo depois
quais so os procedimentos, instrues e tcnicas que devem ser empregadas
para controlar essas atividades (BENNET;STEED,1999). Esta viso propicia
que a poltica das empresas de alimentos evolua em direo ao conceito de
alimento seguro, suportada por um eficiente sistema de gerenciamento da
qualidade (BARENDSZ, 1998).
Um dos grandes problemas dos sistemas HACCP e ISO 9000 o
excesso de documentao,logo importante ressaltar que somente se deve
documentar o que importante para a qualidade, a segurana dos alimentos e
a satisfao do consumidor, alm de manter sempre atualizada essa
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina29
documentao. A incluso do HACCP como apoio ao sistema de qualidade da
norma ISO 9000 a melhor opo para as indstrias alimentcias (BENNET &
STEED, 1999). O HACCP pode ser incorporado ao sistema ISO 9000 e
certificado como parte deste (STRINGER, 1994).
3.6. PROGRAMA DE REDUO DE PATGENOS
Em 1974, a International Comission of Microbiological Specifications of
Food (ICMSF)escreveu um importante artigo a respeito do estabelecimento de
critrios microbiolgicos.Torna-se muito importante salientar que os testes
microbiolgicos devem ser realizados como parte do Sistema de Anlise de
Perigos e Pontos Crticos de Controle (APPCC), mais precisamente, na etapa
de verificao. Em outras palavras o testes microbiolgicos no garantem a
produo de um alimento seguro, porm, oferecem suporte a implementao
do sistema APPCC.(FORSHYTE,2002).
O presidente da Republica dos Estados Unidos da Amrica, anunciou
em 06 de julho de 1996, durante o seu programa de rdio na Casa Branca , na
que pde ser a mais significativa mudana na indstria da carne americana
desde a criao do inicio da Inspeo Federal 90 anos atrs, as regras finais
para implantao do programa de reduo de patgenos e do sistema
HACCP(CROSS,1996).
Em 1994 atravs do USDA UNITED STATES DEPARTMENT OF
AGRICULTURE,declarou E.coli O157:H7 um adulterador em carne bovina ,
estabelecendo um programa para seu monitoramento.Em 25 de julho de 1996,
o USDA publicou o PROGRAMA DE REDUCAO DE PATGENOS - PRP E
HACCP, cuja implementao obedeceria a um cronograma previamente
estabelecido , com inicio em 27 de janeiro de 1997 e fim em 25 de janeiro de
2000.(FIGUEIREDO,2002).
As importantes alteraes na legislao americana no tocante a
Inspeo de carnes e Aves foram publicadas no FEDERAL
REGISTER,Volume 61, nmero 144, de 25 de julho de 1996/Rules and
Regulations, pginas 38806 a 38.989 que trata do seguinte assunto :
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina30
REDUO DE PATGENOS ; SISTEMAS DE ANLISE DE RISCOS E
CONTROLE DE PONTOS CRTICOS. (BRASIL,1996).
Conforme relata Figueiredo (2002; p. 18), a obrigatoriedade do
Programa de Reduo de Patgenos PRP, se aplica aos EUA e tambm aos
pases que exportam carne e produtos avcolas para o mercado norte
americano e ressalta que o PROGRAMA DE REDUCAO DE PATGENOS-
PRP , possui quatro componentes principais: Implementao do Sistema
HACCP, padres de desempenho para Salmonella, desenvolvimento e
implementao de SSOPs e provas microbiolgicas para E. coli genrica.
No Brasil, as exigncias formuladas pelos pases importadores ,
particularmente do Governo americano e da Unio Europia - determinaram a
partir do ano de 1996,a emisso de inmeros instrumentos legais , atravs do
Departamento de Inspeo de Produtos de Origem Animal DIPOA do
Ministrio da Agricultura Pecuria e Abastecimento, visando disciplinar a
implementao de mudanas no Sistema de Inspeo e mesmo relativo aos
controles exercidos pelos fabricantes de produtos de origem animal registrados
no Servio de Inspeo Federal do DIPOA. A implementao das novas
exigncias nos estabelecimentos nacionais de abate , que trabalham com
carne moda , produtos de salsicharia embutidos a base de carne suna,
frescais (sausage) ,isto , que elaboram produtos crus a base de carnes, e que
exportam para os EUA , ou no caso dos abatedouros de aves, que
comercializam seus produtos para o mercado interno, compem na atualidade
o grupo de estabelecimentos enquadrados nova sistemtica de controle
(BRASIL, 1996).
3.6.1.COMPONENTES PRINCIPAIS
Segundo FIGUEIREDO(2002),os principais componentes do Programa
de reduo de patgenos so a seguir descritos:
.......................................................................................................................... I
MPLEMENTAO DO SISTEMA HACCP e .PADRES DE
DESEMPENHO PARA Salmonella.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina31
Os sistemas de HACCP devem ser combinados com padres de
desempenho para Salmonella, como meio para estabelecer o grau de proteo
alcanado pelo sistema HACCP.
Salmonella foi selecionada por ser o patgeno mais preocupante
atualmente. Est presente, virtualmente, em todas as classes de alimentos de
crus em grande nmero, passvel de deteco.
Mtodos atuais esto disponveis. Por exemplo: a reduo da
porcentagem de carcaas com Salmonella implicar na reduo de outros
patgenos.
Integrando essa regra, foram estabelecidos padres de desempenho
para matadouros e plantas que processam carne moda.
Tabela 1 - Padres N mximo de amostras positivas permitidas por amostra
fixada.
PRODUTO %POSITIVA N (No. AMOSTRAS) MX. POSITIVO
Bois/Bezerros 1,0 82 1
Vacas/Bfalos 2,7 58 2
Sunos 8,7 55 6
Carne Crua
Moda
7,5 53 5
Aves (Frangos) 20,0 51 12
Peru Modo 49,9 53 29
Frango Modo 44,6 53 26
Fonte: FIGUEIREDO, Roberto Martins. Programa de Reduo de Patgeno.
Padres e Procedimentos Operacionais de Sanitizao. Manual de
Procedimentos e Desenvolvimento. Coleo Higiene dos alimentos. v. 1, So
Paulo: Manole, 2002.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina32
1
Nota: Esses padres foram baseados na prevalncia atual (com base nos
padres dos EUA) para Salmonella, para cada espcie principal e classe de
produto. Esses dados devero ser revisados periodicamente, em conjunto com
os nveis de melhoria alcanados, decorrentes do avano dos planos
implantados nas indstrias, diminuindo assim os riscos de Enfermidades
Veiculadas por alimentos.
DESENVOLVIMENTO E IMPLEMENTAO DE SSOPS(Standard
Sanitization Operational Procedures) OU PROCEDIMENTOS
PADRONIZADOS DE HIGIENE OPERACIONAL.
Um ambiente sanitrio condio prvia bsica para se preparar alimentos
seguros.
Condies insalubres durante a produo, aumentam a probabilidade de
contaminao do produto acabado por bactrias patognicas.
Toda planta deve conter um documento denominado padres e procedimentos
operacionais de sanitizao, no qual so descritos todos os procedimentos
dirios efetuados para assegurar ausncia de riscos de contaminao direta,
indireta ou adulteraes dos produtos, assim como as devidas correes
efetuadas, quando necessrio.
OS SSOPs precisam descrever as atividades especficas determinadas pela
administrao, necessrias para manter boa sanidade e prevenir a
contaminao direta do produto.
Os SSOPs tm de especificar o responsvel para realizar essas atividades.
Diariamente tem de ser descrito:
Atividades e procedimentos realizados.
Aes corretivas.
No mnimo, um SSOP deve:
Especificar a freqncia dos procedimentos.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina33
Especificar o(s) indivduo(s) responsvel(is) por implementar e
monitorara o SOP (no necessariamente o funcionrio que executa a
tarefa de fato).
Ser assinado e datado pelo indivduo com autoridade de implementao
e local (ou funcionrio de nvel mais alto), quando adotado e modificado.
SSOPs Doutrinas Centrais
Cada plano deve ser projetado para prevenir a contaminao direta de
produtos. As diretrizes do nfase especial as fontes principais de
contaminao potencial:
Contaminao secundaria (cruzada) de produtos crus para produtos
cozidos, como superfcies de contato com alimentos contaminados.
Contato de produtos com gua no potvel (ex: condensao sobre
produtos expostos) ou outras substancias insalubres.
Contato com sustncias no alimentcias (ex: praguicidas).
Enfermidades de manipuladores ou higiene imprpria.
Animais daninhos (pragas).
Foram adotados critrios de desempenho para cada espcie animal,
de acordo com padres dos EUA, da presena dessa bactria em
carcaas.Tratam-se de diretrizes e no padres reguladores. A freqncia
exigida de testes baseada em volume de produo.
Os testes originais indicam a remoo de amostras de carnes, no
entanto, inspees usando esponjas estreis no destrutivas podem ser
utilizadas, desde que os resultados sejam avaliados de modo estatstico e
constante.
Os critrios devem ser avaliados periodicamente, adequando os
padres com os resultados obtidos, em respeito preveno e remoo da
contaminao fecal.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina34
3.6.2. AMOSTRAGENS INDICADAS FOOD AND SAFETY INSPECCION
SERVICE(FSIS)
GADO.........................................................................1 Amostra por 300
carcaas
SUINOS.......................................................................1 Amostra em 1.000
PERU...........................................................................1 Amostra em 3.000
FRANGO ............................................................... .....1 Amostra em 22.000
Tabela 2 -AVALIAO DE RESULTADOS DE TESTES PARA E. coli
TIPO m M n c
Frangos 100 ufc/ml 1.000 ufc/cm2 13 3
Vacas/Bfalos Negativo 100 ufc/cm2 13 3
Bois/Bezerros Negativo 100 ufc/cm2 13 3
Porcos 10 ufc/ml 10.000
ufc/cm2
13 -
Fonte: FIGUEIREDO, Roberto Martins. Programa de Reduo de Patgeno.
Padres e Procedimentos Operacionais de Sanitizao. Manual de
Procedimentos e Desenvolvimento. Coleo Higiene dos alimentos. v. 1, So
Paulo: Manole, 2002.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina35
1
Nota: m =mximo valor desejado, M=mximo valor permitido,n =nmero de
amostras e
c =nmero mximo de amostras positivas, com valores entre m e M.
3.6.3.ESTGIO ATUAL DO PRP NO BRASIL (GIL,2006)
.......................................................................................................................... A
PLICAO POR ESTABELECIMENTOS BRASILEIROS
EXPORTADORES DE PRODUTOS A BASE DE CARNES PARA OS
EUA
3.6.3.1. MATADOUROS FRIGORFICOS
Para revisar e aprimorar os procedimentos seguidos pelas Inspees
Federais com relao aos programas de autocontrole dos estabelecimentos
inspecionados , algumas modificaes esto sendo introduzidas nos
procedimentos relativos s aes pertinentes ao Programa de reduo de
patgenos aplicado ao abate de bovinos. Dentre elas, podemos citar as
constantes da circular N175/2005/CGPE/DIPOA,de 16 de maio de 2005 , que
visa basicamente a verificao oficial quanto a implantao e manuteno dos
programas ditos de autocontrole , que fundamentando-se na inspeo do
processo e na reviso dos registros de monitoramento dos programas de
autocontrole da indstria alm da circular N 176/2005/CGPE/DIPOA de 16 de
maio de 2005 , que impe modificaes s instrues para verificao do
PPHO.
A ltima instruo de importncia relativa ao tema abordado , editada
pela Coordenao Geral de Programas Especiais (CGPE) refere-se a Circular
N. 190 / 2006/CGPE/DIPOA, de 17 de maro de 2006, que definiu o Critrio
de avaliao de desempenho para Salmonella em carcaas bovinas
produzidas em estabelecimentos habilitados a exportao, considerando que
a prevalncia de Salmonella em carcaas bovinas (1%), particularmente para a
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina36
categoria novilho/novilha industriais abatida nos estabelecimentos brasileiros
habilitados a exportao, resolveu alterar o critrio de avaliao do
desempenho desses estabelecimentos, como parte integrante do Programa de
Reduo de Patgenos em carcaas bovinas, adotando-se a partir de 1 de
abril de 2006, os critrios a seguir descritos, estabelecendo:
Cada estabelecimento, anualmente, ser submetido, no mnimo a
1 (um) ciclo de amostragem para pesquisa de Salmonella na
superfcie das carcaas, mediante sorteio aleatrio, aps o
resfriamento das mesmas, considerando-se a freqncia de 1
(uma) carcaa para cada 300 ( trezentas) abatidas ou frao.
A amostragem ser constituda de ciclo de 82 ( oitenta e dois)
testes ( n =82), aceitando-se 1 amostra positiva ( c =1).
Quando o resultado do ciclo (82 amostras) mostra que o
estabelecimento no alcanou o padro ( c = 1 ), a Inspeo
Federal comunica a direo do estabelecimento e repete a
amostragem ( ciclo de 82 amostras).
Aps avaliar os resultados do segundo ciclo de amostragem, se o
estabelecimento novamente no atinge o padro de desempenho
(c = 1), a Inspeo Federal comunica a direo do
estabelecimento,repete a amostragem ( ciclo de 82 amostras) e
solicita a reviso dos Programas de Autocontrole:
APPCC(HACCP), PPHO (SSOP) e PSO( SOP). No terceiro ciclo,
se o estabelecimento novamente no atinge o padro de
desempenho ( c =1), a Inspeo Federal comunicar a CGPE
que suspender a autorizao de exportao do mesmo.
................................................................................................................. O
cancelamento da suspenso da autorizao somente poder
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina37
ocorrer aps o estabelecimento alcanar o padro de
desempenho estabelecido (n=82, c=1).
Para ilustrar a seguir relacionam-se as principais etapas de
coleta acondicionamento e remessa ao laboratrio, do material para testes de
Eschericha coli, e a efetuada para monitoramento de Salmonella spp, para
verificao do controle de processo em estabelecimentos de abate de bovinos
que participam da exportao para os EUA, sob fiscalizao do Departamento
de Inspeo de Produtos de Origem Animal.
Sorteio aleatrio das carcaas:
Realizado pelo Servio de Inspeo Federal (SIF) aps o trmino do abate,
com as carcaas j estocadas na cmara de resfriamento, por meio de
software especfico:
........................................................................................................................... A
carcaa a ser amostrada deve ser selecionada, de maneira aleatria,
entre todas as carcaas elegveis. Alm disso deve-se considerar a
amostragem aleatria das meias carcaas.
........................................................................................................................... O
nmero de carcaas a serem amostradas deve levar em considerao o
nmero total de animais abatidos: (1 amostra: 300 carcaas);
........................................................................................................................... A
coleta de amostras deve ocorrer, no mnimo, 12 horas aps o incio do
resfriamento, com o acompanhamento do SIF local.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina38
Figura 5 Meia carcaa bovina sorteada para amostragem do PRP
Fonte: Gil,2006
Os pontos de coleta de amostras de swabs de carcaa devem
seguir, respectivamente, a ordem estabelecida, conforme a Figura 6 , a seguir:
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina39
Figura 6 Localizao dos pontos de coleta de amostras para anlise
de E. coli e Salmonella em carcaas bovinas
Fonte: Gil,2006
Aps o conhecimento das carcaas sorteadas, as mesmas sero
identificadas e separadas para a coleta de amostras, por meio da numerao j
realizada durante o processo de abate (na regio da desarticulao da cabea
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina40
ATLAS). A figura 7 ilustra a identificao da carcaa bovina que ser utilizada
para amostragem do PRP.
Figura 7 Identificao da carcaa para coleta
Fonte: Gil,2006
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina41
Figura 8 Seqncia de passos para coleta de amostras de carcaas de aves
Fonte: Gil,2006
As amostras constitudas de carcaas inteiras de aves, so colhidas
aleatoriamente , imediatamente aps o gotejamento e antes da embalagem
primria, conforme a figura 8 ilustra.
A escolha da amostra realizada ao acaso, utilizando-se programas de
sorteio aleatrio, considerando iguais chances de todas as linhas de
eviscerao e hora de abate serem igualmente amostradas. O referido
programa dever ser capaz de identificar a hora, o turno e a linha de abate.
Em 05 de abril de 2004 , atravs do Oficio N 47/2004/DIPOA, foram
encaminhadas as NSTRUES PARA A OPERACIONALIZAO DO
CONTROLE DE SALMONELLA SPP. EM CARCAAS DE FRANGOS E
PERUS; com isso o DIPOA objetivou definir a quem caberia o gerenciamento
do programa; os procedimentos de colheita de amostras; indicando os
responsveis pelos procedimentos de acondicionamento; colheita;
padronizao dos equipamentos ; suprimentos usados durante a colheita; os
cuidados na preparao das amostras os materiais empregados , os
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina42
procedimentos e prazos para a colheita e expedio das amostras destinadas
ao laboratrio(GIL,2006).
Figura 9 Preparao e acondicionamento das amostras de carcaas de aves
Fonte: Gil,2006
3.7.ISO 22000:2005 (GONALO,2003)
Em 1946, delegados de 25 pases se reuniram em Londres e decidiram
criar uma nova organizao internacional, com o objetivo de facilitar a
coordenao internacional e a unificao de padres industriais.
A nova organizao ISO(International Standard
Organization)(isos=igualdade) oficialmente iniciou suas operaes em 23 de
fevereiro de 1947, em Genebra, na Sua.
O sistema ISO gerenciado por membros de diversos pases. A inscrio
paga por cada membro proporcional ao pas( de acordo com o rendimento
nacional bruto). Outra fonte de receita a venda de normas.
Entre 1947 e os dias de hoje, a ISO j publicou mais de 17500 normas
internacionais.
As normas ISO so desenvolvidas por comits tcnicos, que possuem
representantes de agncias governamentais, laboratrios de ensaio,
associaes de consumidores, ONGs e da rea acadmica.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina43
As normas ISO so votadas por membros ISO. Todos os dias teis do ano,
uma mdia de sete reunies ISO ocorrem em todo o mundo.
O pblico pode comprar as normas internacionais atravs da web ISO loja.
Para um documento ser aceito como norma ISO internacional, deve ser
aprovado por pelo menos 2/3 dos membros da ISO nacional, que participaram
do seu desenvolvimento.
No dia 1 de setembro de 2005 foi publicada a norma ISO 22000-
Sistemas de Gesto da Segurana de Alimentos - Requisitos para qualquer
organizao da cadeia produtiva de alimentos
(Food safety management systems - Requeriments for any organization in the
food chain).
Esta Norma que tem por finalidade assegurar que os alimentos estejam
seguros para o consumo final, atravs da tica da cadeia produtiva de
alimentos ou food chain.
A norma ISO 22000:2005 foi desenvolvida por profissionais da indstria
de alimentos conjuntamente com especialistas de organizaes internacionais,
contando com a cooperao do Codex Alimentarius Comission (Frum
internacional de normalizao de alimentos estabelecido pela Organizao das
Naes Unidas por meio da FAO: Food and Agriculture Organization e da
OMS: Organizao Mundial de Sade, criado com a finalidade de proteger a
sade dos consumidores), Global Food Safety Initiative (GFSI) e Confederation
of Food and Drink Industries of the European Union (CIAA).
Esta uma oportunidade para que haja uma padronizao internacional
no campo das normas de segurana de alimentos e isso tambm propiciar
uma ferramenta para a implementao e certificao do Sistema
APPCC/HACCP, e seus pr-requisitos, adotando os requisitos de um sistema
de gesto alinhado com os padres da ISO 9001:2000 em qualquer
organizao envolvida na cadeia produtiva de alimentos.
3.7.1.Escopo da ISO 22000:2005
Esta Norma Internacional especifica os requisitos para um sistema de
segurana de alimentos onde uma organizao na cadeia produtiva de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina44
alimentos precisa demonstrar sua habilidade em controlar os perigos
segurana dos alimentos, a fim de garantir que o alimento est seguro at o
momento do consumo humano.
aplicvel a todas as organizaes, independente de tamanho, as quais
esto envolvidas em qualquer etapa da cadeia e pode ser acompanhada
atravs do uso de recursos internos e/ou externos.
Esta norma especifica requisitos que permitam a uma organizao:
a) Planejar, implementar, operar, manter e atualizar o sistema de gesto da
segurana de alimentos, direcionado para fornecer produtos que, de acordo
com seu uso intencional, estejam seguros para o consumidor;
b) Demonstrar conformidade com os requisitos estatutrios e regulamentares
aplicveis a segurana de alimentos;
c) Avaliar e estimar as solicitaes dos clientes e demonstrar conformidade
com aqueles requisitos mutuamente acordados relativos segurana de
alimentos, na inteno de aumentar a satisfao dos clientes;
d) Comunicar efetivamente assuntos de segurana de alimentos aos seus
fornecedores, consumidores e outras partes interessadas;
e) Assegurar que a organizao est conforme com a sua poltica de
segurana de alimentos estabelecida;
f) Demonstrar tais conformidades s partes relevantes interessadas, e;
g) Buscar a certificao ou registro deste sistema de gesto da segurana de
alimentos por uma organizao externa ou fazer a auto-avaliao ou a auto-
declarao de conformidade com esta Norma Internacional;
Todos os requisitos desta norma so genricos e aplicveis a todas a
organizaes na cadeia
produtiva de alimentos independente de tamanho e complexidade. Isto inclui as
que esto direta ou indiretamente envolvidas em uma ou mais etapas da
cadeia produtiva de alimentos.
Organizaes que esto diretamente envolvidas incluem, mas
restritamente, produtores de alimentos para consumo animal, agricultores,
fazendeiros, produtores de ingredientes, fabricantes,distribuidores, servios de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina45
alimentao e abastecimento, empresas fornecedoras de servios de limpeza,
servios de transporte, estoque e distribuio.
Outras organizaes que esto envolvidas indiretamente incluem,
fornecedores de equipamentos, produtos de limpeza, embalagens e outros
materiais que entram em contato com os alimentos.
Esta norma permite uma organizao pequena e/ou pouco
desenvolvida (ex. uma pequena fazenda, um pequeno embalador/distribuidor
ou lojas de servios de alimentao) implementar uma combinao de medidas
de controle desenvolvida externamente.
3.7.2. O contedo da ISO 22000:2005
A norma constituda por trs partes:
Requisitos de Boas Prticas* ou Programas de Pr-Requisitos (PPRs*) do
Sistema APPCC/
HACCP;
Requisitos do Sistema APPCC/HACCP de acordo com os princpios
estabelecidos pela
Comisso do Codex Alimentarius;
Requisitos de um sistema de gesto baseados nos princpios de melhoria
contnua.
Os requisitos para Boas Prticas* no so listados diretamente na norma, mas
so referenciados
atravs dos Programas de Pr-Requisitos (PPRs*) do Sistema
APPCC/HACCP. O formato da norma
o mesmo da ISO 9001:2000 e ISO 14001:2004, o que permite a sua
integrao a um sistema
integrado de gesto.
* Nota: Os Programas de Pr-Requisitos (PPR) necessrios dependem do
segmento da cadeia produtiva de alimentos em que a organizao opera e o
tipo de organizao (ver anexo C). Exemplos de termos equivalentes: Boas
Prticas de Agricultura (BPA), Boas Prticas Veterinrias (BPV), Boas Prticas
de Fabricao (BPF), Boas Prticas de Higiene (BPH), Boas Prticas de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina46
Produo (BPP), Boas Prticas de Distribuio (BPD) e Boas Prticas de
Comercializao(BPC).
A ISO 22000:2005 cobre pontos importantes na garantia da segurana
de alimentos, tais como:
COMUNICAO: A comunicao ao longo da cadeia produtiva de
alimentos, que garante que todos os perigos relevantes sejam identificados e
controlados em cada etapa desta cadeia. A comunicao com os clientes e
fornecedores deve basear-se em anlises sistemticas dos perigos e requer
que seja planejada de mantida.
CONTROLE DE PERIGOS: Os Sistemas devem ser eficientes e capazes de
controlar osperigos at nveis considerados aceitveis nos produtos finais,
sendo necessrio, para alcanar esse objetivo, a integrao dos pr-requisitos
e o Sistema APPCC/HACCP, adotando ELEMENTOS DO SISTEMA DE
GESTO; PRINCPIOS DO APPCC/ HACCP (CODEX ALIMENTARIUS);BOAS
PRTICAS DE FABRICAO e PROCEDIMENTOS OPERACIONAIS
PADRONIZADOS.
3.7.3.Benefcios da ISO 22000:2005
Contm os requisitos para um Sistema de Gesto completo para a produo
de alimentos seguros, indo alm dos requisitos do HACCP;
uma Norma Internacional;
Fornece a possibilidade de harmonizao das normas de segurana de
alimentos;
Confiana de que as organizaes que a possuam, tenham a habilidade de
identificar e controlar os perigos;
uma norma auditvel;
aplicvel a todas as organizaes, ao longo de toda a cadeia produtiva de
alimentos.
3.7.4. Famlia de normas relacionadas:
A ISO 22000:2005, lanada em 1 de setembro de 2005, a primeira
em uma famlia de normas que incluem os seguintes documentos:
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina47
ISO/TS 22004:2005 Sistemas de gesto da segurana de alimentos Guia
para a aplicao da ISO 22000:2005, publicada em novembro de 2005. Esta
norma fornece um importante guia para orientar as organizaes da cadeia
produtiva de alimentos de todo o mundo, incluindo as pequenas e mdias
empresas, na implantao da ISO 22000:2005.
ISO/TS 22003 Sistemas de gesto da segurana de alimentos Requisitos
para organismos que oferecem auditoria e certificao de sistemas de gesto
da segurana de alimentos. Esta norma um guia para a acreditao
(aprovao) dos organismos para certificao da ISO 22000:2005 e define as
regras para auditar um sistema de gesto da segurana de alimentos em
conformidade com a norma ISO 22000:2005.
ISO/22005 Rastreabilidade na cadeia de alimentao animal e humana.
Princpios gerais e guia para delineamento e desenvolvimento do sistema.
3.7.5. COMO RECONHECER UM PADRO ISO:
As normas ISO so publicadas em formato A4; contm no mnimo 4
pginas; logotipo e designao International Standard.
A ISO tem correlao estreita com a OMC;para reduzir as barreiras
tcnicas.
A ISO colabora com a ONU(Naes Unidas), especialmente com as
Comisses do Codex Alimentarius,OMS,OMT, organizaes internacionais de
metrologia, qualidade e avaliao da conformidade.
4.PROGRAMAS DE AUTO-CONTROLE (BRASIL,2005)
4.1. CONCEITO
Programas de autocontrole so programas desenvolvidos, implantados,
mantidos e monitorados pelos estabelecimentos, visando assegurar a
qualidade higinico-sanitria de seus produtos.
So programas de Boas Prticas de Fabricao(BPFs), desenvolvidos,
implantados e monitorados pelos estabelecimentos. Os estabelecimentos
produtores passam a ser responsveis pela qualidade de seus produtos. Os
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina48
estabelecimentos produtores devem demonstrar, atravs de evidncias, que os
produtos oferecidos aos consumidores so incuos.
No DIPOA, estes programas incluem o Programa de Procedimentos
Padro de Higiene Operacional PPHO (SSOP), o Programa de Anlise de
Perigos e Pontos Crticos de Controle APPCC (HACCP) e, num contexto
mais amplo, as Boas Prticas de Fabricao BPFs (GMPs). Alguns pases
abordam os programas de BPFs de forma particular, como parte de uma
estratgia de controle previamente definida em razo de particularidades
internas e dos resultados de estudos de riscos locais. De qualquer forma,
essas particularidades no tm dificultado os procedimentos de equivalncia de
legislaes com os pases importadores de produtos de origem animal.
Alguns procedimentos de inspeo, relacionados com os programas de
autocontrole, j foram disciplinados pelo DIPOA. No entanto, importante que
os fundamentos dos mesmos sejam consolidados num documento nico,
embora no se dispense a necessidade de consulta quando se pretende
conhecer suas particularidades. Dentre estes, destacam-se os procedimentos
dirigidos verificao do PPHO, previstos na Circular 201/97 DCI/DIPOA,
alterados pela Circular 176/2005 CGPE/DIPOA.
Todo o processo de produo (cortes de carnes, embutidos, enlatados,
etc.), aplicando-se os modernos instrumentos de gerenciamento voltados para
a qualidade, visualizado como um macroprocesso. Esse macroprocesso, do
ponto de vista da inocuidade do produto, composto de vrios processos,
agrupados, basicamente em quatro grandes categorias: matria-prima,
instalaes e equipamentos, pessoal e metodologia de produo, todos
eles, direta ou indiretamente, envolvidos na qualidade higinico-sanitria do
produto final. Nesse contexto, pode-se ento, definir os processos de interesse
da inspeo oficial, que devem ser objeto de avaliao criteriosa, contnua e
sistemtica durante as verificaes de rotina.
A anlise detalhada do macroprocesso permite extrair, das quatro
grandes categorias acima mencionadas, os Programas de Autocontrole a
seguir relacionados que sero sistematicamente submetidos verificao:
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina49
(1) Manuteno das instalaes e equipamentos industriais;
(2) Vestirios e sanitrio;
(3) Iluminao;
(4) Ventilao;
(5) gua de abastecimento;
(6) guas residuais;
(7) Controle integrado de pragas;
(8) Limpeza e sanitizao (PPHO);
(9) Higiene, hbitos higinicos e sade dos operrios;
(10) Procedimentos Sanitrios das Operaes;
(11) Controle da matria-prima, ingredientes e material de embalagem;
(12) Controle de temperaturas;
(13) Calibrao e aferio de instrumentos de controle de processo;
(14) APPCC Avaliao do Programa de Anlise de Perigos e Pontos Crticos
de Controle;
(15) Testes microbiolgicos (Contagem total de mesfilos, Contagem de
Enterobacteriaceae, Salmonella spp., E.coli, Listeria spp.);
(16) Certificao dos produtos exportados.
Os procedimentos adotados pela Inspeo Oficial para verificar a
implantao e manuteno dos Programas de Autocontrole do estabelecimento
sero chamados de Elementos de Inspeo. Em razo de acordos
internacionais existentes, podero ser estabelecidos outros Elementos.
Entretanto, no momento abordaremos apenas aqueles que so comuns s
legislaes de todos os pases importadores, particularmente do setor de
carnes. Num futuro prximo, visando o aprimoramento do Sistema de
Inspeo, o DIPOA pretende definir e disciplinar a aplicao desses Elementos
de Inspeo de forma mais abrangente, atingindo tambm as indstrias que
atendem exclusivamente o mercado nacional.
Como regra, o Elemento de Inspeo ou, em outras palavras, a
verificao oficial da Implantao e Manuteno dos Programas de
Autocontrole, fundamenta-se na inspeo do processo e na reviso dos
registros de monitoramento dos programas de autocontrole da indstria.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina50
Para isso, fundamental que os Fiscais Federais Agropecurios, mdicos
veterinrios, e os Agentes de Inspeo envolvidos nas atividades de
verificao, preliminarmente, conheam os programas escritos pelas empresas.
Para facilitar a aplicao de cada Elemento de Inspeo, depois de
conhecer previamente o programa, deve-se elaborar a lista de verificao,
tomando como base o presente documento. Novamente, salientamos que os
modelos apresentados podem ser ajustados s particularidades de cada
processo e, at mesmo do prprio programa. A lista de verificao representa
apenas um roteiro de inspeo, a concluso ou impresso final deve ser o
resultado da interpretao dos achados com base nos conhecimentos
tcnico-cientficos, sobre o assunto em questo, dos servidores
envolvidos nessa atividade.
A reviso dos registros de monitoramento no deve focalizar apenas os
resultados, do ponto de vista de conformidade/no-conformidade. Deve avaliar
tambm a sua autenticidade. H tcnicas de auditoria que podem ser aplicadas
com esse objetivo. Deve-se atentar, por exemplo, para a cor da tinta da caneta
usada no preenchimento, para a presena de rasuras, borres, o uso de
corretivos e tambm a forma de apresentao dos mesmos. Todos esses
aspectos podem ter algum significado. Registros gerados no mbito industrial
normalmente apresentam sinais mostrando que foram gerados no momento
adequado, isto , durante a produo e assim devem ser mantidos. Sempre
que houver um erro durante o preenchimento, a correo deve ser feita de
forma que se possa identificar a eventual incorreo.
A seguir so definidos os procedimentos a serem adotados na execuo
dos Elementos de Inspeo para verificao da implantao e manuteno
dos Programas de Autocontrole anteriormente citados.
4.2. APLICAO
1. MANUTENO DAS INSTALAES E EQUIPAMENTOS
A manuteno pode ser preventiva, preditiva ou corretiva, ou uma
associao dessas modalidades, a critrio da direo da empresa. O
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina51
importante que o estabelecimento, em seu todo, seja mantido conforme
projetado, construdo e instalado.
H que se considerar que todo o estabelecimento sob controle do
DIPOA passou pela fase de aprovao do projeto e que a instalao da
Inspeo Federal foi precedida de um Laudo de Inspeo. Nesse contexto, a
preocupao do Servio Oficial est voltada para a manuteno, uma vez que
se trata de componente bsico das BPFs. Na rotina, desde que no ocorram
imprevistos que exijam reparos imediatos ou situaes que possam
comprometer a inocuidade do produto, a indstria deve dispor de um programa
de manuteno do estabelecimento, concebido com o objetivo de manter toda
a indstria em perfeito funcionamento, ou seja, um trabalho feito no sentido de
preservar as caractersticas originais das instalaes e equipamentos, tanto no
que se refere estrutura, como ao acabamento e funcionalidade, tudo com o
propsito de garantir a elaborao dos produtos em conformidade com o
processamento programado.
O programa de manuteno deve estabelecer procedimentos de
monitoramento que possam identificar, to rapidamente quanto possvel, as
situaes emergenciais que exigem aes imediatas. Da mesma maneira o SIF
deve estar preparado para identificar essas situaes. importante, por
ocasio da execuo das tarefas de verificao, considerar as eventuais
deficincias e suas conseqncias diretas e imediatas. fundamental
correlacionar causa e efeito.
Aos procedimentos de inspeo das instalaes e equipamentos pode-
se atrelar tambm, a avaliao da higiene ambiental de alguns setores, desde
que no estejam contemplados em outros programas como o PPHO. H,
portanto, alguma flexibilidade com relao aos modelos de registros de
verificao, at mesmo para atender s particularidades do macroprocesso e
da prpria indstria.
1.1. Durante a execuo da inspeo das instalaes, deve-se observar:
(a) se o forro ou teto, paredes e piso so de material durvel,
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina52
impermevel e de fcil higienizao e se h a necessidade de
reparos;
(b) a presena de sujidades, formao de condensao, neve e gelo;
(c) a correta vedao de portas, janelas e etc, o escoamento de gua,
dentre outros aspectos que podem representar prejuzo s condies
higinico-sanitrias da produo;
(d) as sees que manipulem, processem ou estoquem produtos
comestveis devero ser isoladas das salas e compartimentos que
manipulem, processem ou estoquem produtos no comestveis;
(e) as sees de manipulao de matrias-primas ou produtos
acabados em diferentes fases de produo devem ser isoladas uma
das outras para prevenir ou reduzir contaminaes adicionais
(exemplos: reas suja e limpa da bucharia e triparia, embalagem
primria e secundria).
1.2. Procedimentos para identificao de no-conformidade das
Instalaes Industriais
Aps a execuo dos procedimentos de inspeo e a reviso dos
registros deve-se responder as seguintes questes visando avaliar a
conformidade desse Elemento de Inspeo.
(a) As instalaes em geral, incluindo as estruturas, salas e depsitos,
so mantidas em condies aceitveis de manuteno? So de
dimenses compatveis com o processamento, manipulao ou
armazenamento dos produtos?
(b) As paredes, pisos e forros/teto so limpos e higienizados regular e
eficientemente?
(c) Aberturas nas paredes, pisos, forros/teto, portas e janelas foram
projetadas e so mantidas visando evitar o acesso de insetos,
roedores e outras pragas?
(d) O processamento, a manipulao e o armazenamento de produtos
comestveis e no comestveis so realizados de maneira a evitar a
alterao dos produtos ou o surgimento de condies no sanitrias?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina53
So processados, manipulados e armazenados separadamente? Se
os produtos no so processados, manipulados ou armazenados
separadamente, h riscos de contaminao cruzada?
1.3. Durante a verificao dos equipamentos, a inspeo deve observar:
(a) Se os equipamentos foram projetados e construdos, visando a
facilidade de limpeza e tambm para assegurar que no causem a
alterao do produto durante o processamento, manipulao e
estocagem;
(b) se os equipamentos foram instalados em locais que permitam
Inspeo Oficial avaliar as condies sanitrias;
(c) se os equipamentos necessitam de reparo. importante atentar
para as superfcies que entram em contato com os produtos e que
podem comprometer a inocuidade, como roscas de moedores de
carne, as quais podem liberar limalhas de ferro, etc.
(d) se os equipamentos e utenslios usados no armazenamento de
produtos no comestveis so instalados e operados de forma que
no propiciem qualquer risco de contaminao aos produtos
comestveis e identificados, como de uso exclusivo, para essa
finalidade.
(e) se os equipamentos apresentam eventuais desgastes naturais que
comprometam a eficincia da limpeza, condies do acabamento e
natureza das soldas, os materiais constituintes dos mesmos, o uso
de lubrificantes apropriados e a transferncia de resduos e odores
aos produtos.
1.4. Procedimentos para identificao de no-conformidade dos
equipamentos
Aps a execuo dos procedimentos de inspeo e a reviso dos
registros deve-se responder as seguintes questes visando avaliar a
conformidade desse Elemento de Inspeo.
(a) Os equipamentos e utenslios usados no processamento e
manipulao de produtos comestveis ou ingredientes foram
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina54
fabricados com materiais que facilitam a limpeza?
(b) Os equipamentos foram fabricados, localizam-se ou so utilizados
em locais que facilitem a inspeo das condies higinicas?
(c) Os recipientes usados no acondicionamento ou recolhimento de
produtos no comestveis foram construdos com materiais que
permitem a manuteno de boas condies higinicas?
(d) Os recipientes usados no acondicionamento ou recolhimento de
produtos no comestveis esto claramente identificados?
(e) Quando necessrio, os equipamentos possuem dispositivos que
facilitam a limpeza?
(f) Os equipamentos apresentam facilidade para a desmontagem?
So desmontados na freqncia prevista no PPHO?
1.5. Freqncia da verificao
1.5.1 Verificao no local
A verificao in loco da manuteno de instalaes e equipamentos
que no entram em contato com o produto deve ser realizada
quinzenalmente. A manuteno corretiva dos equipamentos e instalaes,
diretamente envolvidos na produo, que entram em contato com os alimentos
dever ser realizada diariamente, atravs das UIs previstas no PPHO.
1.5.1 Verificao documental
A verificao documental deve realizada quinzenalmente e consiste a
reviso do cronograma da manuteno preditiva e preventiva das instalaes e
equipamentos industrias e comparao com os achados da verificao in
loco, simultaneamente com a verificao dos equipamentos.
2. VESTIRIOS, SANITRIOS E BARREIRAS SANITRIAS.
Os vestirios e sanitrios devem ser instalados separados e
convenientemente,das reas de obteno, manipulao, processamento e
armazenamento, dispor de nmero e dimenso e equipamentos suficientes ao
atendimento da clientela e ainda mantidos, sempre, organizados e em
condies higinicas compatveis com a produo de alimentos.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina55
Nos vestirios devem ser previstas reas separadas e continuas, mediada por
chuveiros com gua quente, para recepo e guarda da roupa de passeio na
primeira fase e troca de uniforme na etapa seguinte.
Cada operrio tem direito a um armrio ou outro dispositivo de guarda de sua
roupa e pertences, sem de materiais estranhos, como os alimentos. Os sapatos
devem ser guardados separadamente das roupas. Os uniformes devem ser
lavados no prprio estabelecimento ou em lavanderias particulares, desde que
se disponha de um contrato estabelecendo as condies do ato operacional.
A manuteno e funcionamento eficiente das condies higinicas dos
sanitrios condio bsica para preservao da sanidade dos produtos. A
disponibilidade de papel e absorventes higinicos, a utilizao correta das
dependncias sanitrias, dos mictrios (sob a forma de calha) e pias/torneiras,
a compulsoriedade da lavagem das mos e antebraos sada destas
instalaes, bem como a preservao de uniformes e aventais de
contaminaes, atribuem efetivamente para um produto melhor e
sanitariamente impecvel.
O vestirio da rea restrita , como o setor de carne cozida e congelada, exige
condies especiais de segurana que afiancem a inexpugnabilidade do citado
setor a pessoas que no observem os requisitos necessrios aquele acesso.
Lavatrios devem tambm ser instalados sada dos vestirios, sanitrios e
ainda, estrategicamente, entrada das sees da industria e disporem de pias
com torneiras, com fluxo continuo de gua tpida, a temperatura mnima de 43
C, e sabo liquido, para lavagem adequada das mos e antebraos. A
higienizao das mos no desobriga o uso subseqente de toalha de papel
no reutilizvel. Cestos com tampas articuladas, colocadas aps a lavagem
das mos, devem ser previstos para o recebimento de toalhas de papel
utilizada.
As barreiras, filtros ou bloqueios sanitrios devem estar presentes,
estrategicamente, entrada das sees, para obrigar a higiene previa das
mos e antebraos das pessoas que nela adentram. Normalmente essas
barreiras dispem de pias, sob a forma de calha, torneiras e lavabotas, em
nmero compatvel com o contingente de operrios que entram
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina56
concomitantemente no setor. Os lavabotas devem ser, preferentemente, do tipo
solo.
2.1. No controle de vestirios, sanitrios e barreiras sanitrias a Inspeo
Federal deve observar:
a) Se vestirios, sanitrios e barreiras sanitrias comunicam-se diretamente
com as sees de produtos comestveis.
b) Se as referidas instalaes so em nmero suficiente e de dimenses
compatveis com as necessidades.
c) Se os vestirios, sanitrios e barreiras sanitrias foram projetados e
construdos de forma que permitam uma boa manuteno das condies
higienico-sanitrias destas instalaes.
d) Se fruto das facilidades disponveis, a sua manuteno das condies
higinicas est sendo praticada nas referidas instalaes.
e) Se as barreiras sanitrias dispem de equipamentos, gua lmpida e sabo
liquido, indispensveis a realizao de uma boa higiene pessoal e se esta
pratica est sendo exercitada eficientemente.
f) Se o estabelecimento disponibiliza pessoas que efetua registro de controle
da manuteno de higiene do ambiente e do pessoal.
g) Se os cuidados referentes troca de uniformes nos vestirios em geral e na
rea restrita esto sendo fielmente atendidos.
h) Se os uniformes esto sendo trocados na freqncia necessria, lavados na
indstria e, em caso contrrio, se h contrato adequado a atividade.
2.2. Procedimentos para identificao de no-conformidade do Programa
de controle
Vestirios, Sanitrios e Barreiras Sanitrias.
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) As referidas instalaes so em nmero suficiente e dimenses compatveis
com o contingente de operrios que a utilizam concomitantemente?
b) Os lavatrios dispem de gua lmpida, com fluxo continuo e torneiras sem
acionamento manual, sabo liquido e toalha de papel no reutilizvel, que so
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina57
sistematicamente empregadas pelo operariado, entrada das sees e sada
dos vestirios?
c) O acesso dos vestirios da rea restrita , como o da carne cozida e
congelada, provido de dispositivos de segurana que afiancem o transito
exclusivo de pessoas
que cumpram os requisitos bsicos exigidos.
2.3. Freqncia da verificao
2.3.1 Verificao no local
A verificao in loco deve ser realizada diariamente. Esta verificao deve
focalizar a funcionalidade das barreiras sanitrias, a organizao e a higiene
ambiental. A verificao in loco desses setores, dirigida para os aspectos de
manuteno ser realizada com a freqncia
quinzenal
2.3.1 Verificao documental
A verificao documental deve ser realizada quinzenalmente e consiste da
reviso dos
registros do estabelecimento para comparao com achados da verificao in
loco (diria e quinzenal) realizada pelo SIF.
3. ILUMINAO
Para a manuteno das condies sanitrias o estabelecimento
dever possuir uma iluminao de boa qualidade e intensidade suficiente nas
reas de processamento, manipulao, armazenamento e inspeo de
matrias primas e produtos. Estas mesmas condies de iluminao so
necessrias na verificao dos procedimentos de limpeza de equipamentos e
utenslios, bem como nas barreiras sanitrias, vestirios e sanitrios para a
avaliao da eficincia dos procedimentos de higienizao.
Deve-se atentar para a qualidade e intensidade da iluminao tambm
nos pontos de inspeo oficial de matrias-primas e reinspeo de produtos de
forma a permitir a visualizao
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina58
de eventuais contaminaes presentes nos mesmos. O tipo de lmpada
utilizada, assim com a sua disposio no estabelecimento, no deve permitir
distores de cor nos produtos e a
existncia de reas de sombreamento. A existncia de luz natural no dispensa
o uso de luz artificial. Todas as luminrias devero dispor de protetores para
segurana dos produtos manipulados no setor.
Para atender satisfatoriamente aos requisitos de luminosidade nos diferentes
setores, a intensidade da iluminao deve ser:
a) no mnimo de 110 lux, quando medida numa distncia de 75cm acima do
piso, nas unidades de refrigerao e estocagem de alimentos e em outras
reas ou salas durante os perodos de limpeza;
b) no mnimo 220 lux nas salas de manipulao e nos currais para realizao
do exame ante mortem
c) no mnimo 540 lux nos pontos de inspeo oficial e nos locais onde os
cuidados com segurana so indispensveis, como na manipulao de facas,
moedores e serras.
3.1. Na verificao da iluminao, a inspeo oficial deve observar:
a) a existncia de iluminao em intensidade suficiente nas diferentes reas de
trabalho;
b) a distribuio e disposio das luminrias de forma a propiciar a manuteno
uniforme da luminosidade requerida;
c) a existncia de protetores de luminrias.
3.2. Procedimentos para identificao de no-conformidade do programa
de controle da iluminao
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) A intensidade e qualidade da iluminao so adequadas s operaes
realizadas nos diferentes setores do estabelecimento (currais, pontos de
inspeo, reas de manipulao, cmaras de armazenamento e outros)?
b) A intensidade e qualidade da iluminao permitem avaliar as condies
higinicas de utenslios e equipamentos?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina59
c) A intensidade e qualidade da iluminao nas barreiras sanitrias, vestirios,
armrios e sanitrios permitem avaliar as condies higinicas dos mesmos?
d) As luminrias dispem de protetores? Eles so efetivos para garantir a
proteo dos produtos?
e) A disposio das luminrias evita a formao de zonas de sombreamento?
3.3. Freqncia da verificao
3.3.1 Verificao no local
A verificao in loco deve ser realizada semanalmente nas reas de
inspeo, reinspeo e pontos crticos de controle.Com freqncia quinzenal,
deve ser realizada a verificao completa com nfase para a manuteno.
2.3.1 Verificao documental
A verificao documental deve ser realizada quinzenalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao in loco (diria e quinzenal) realizada pelo SIF.
4. VENTILAO
A adequada ventilao fundamental para o controle de odores, vapores e da
condensao visando prevenir a alterao dos produtos e surgimento de
condies sanitrias inadequadas do ambiente.
Algumas formas de condensao so esperadas e podem ser controladas pelo
estabelecimento, outras, porm, so inaceitveis. No caso das formas
esperadas e inevitveis de condensao, estas podem ser aceitas na indstria
de processamento de alimentos, desde que no provoquem a alterao de
produtos ou levem a criao de condies sanitrias inadequadas
do ambiente.
Na oportunidade da provao do projeto do estabelecimento e mesmo
durante o seu funcionamento, cuidados devem ser cuidados e dispositivos
instalados para que a circulao das carcaas do abate para as cmaras de
resfriamento no propiciem a ocorrncia de condensao.
Tambm a circulao nos corredores e expedio, com a manuteno
da temperatura controlada, a vedao das aberturas, o fechamento das
plataformas e procedimentos corretos no descarregamento das cmaras,
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina60
concorrem para atenuar o problema de condensao. A presena de neve ou
gelo tambm constituem inconveniente aos produtos embalados e
armazenados e deve ser combatido com medidas preventivas.
4.1. No controle da ventilao a Inspeo Federal deve observar:
(a) Situaes envolvendo condensao que no requerem aes
Em algumas situaes, a condensao no afeta a segurana do
produto, condies sanitrias ou a inspeo. Se a equipe responsvel pelo do
programa de inspeo identifica essa situao, desnecessria qualquer ao.
Por exemplo:
i. Forma de condensao de uma face interna da tampa do
recipiente de ao inoxidvel;
ii. Embalagem que entra em contato com a condensao resultante
da operao de congelamento.
(b) Situaes em que a condensao deve ser controlada pelo
estabelecimento
Em outras situaes, alguma forma de condensao esperada, como
resultado de certas operaes e o estabelecimento deve aplicar aes que
assegurem que essa condensao no altere o produto ou crie condies
sanitrias inadequadas. Essas aes devem ser documentadas pelo
estabelecimento no PPHO. Diariamente, ou quando se fizer necessrio, os
estabelecimentos controlam essa condensao atravs da limpeza e
sanitizao das superfcies onde esta se forma. Por exemplos:
i.Lados interno e externo de chutes de ao inoxidvel.
ii.Forros de locais onde so mantidos cozinhadores e forro da
rea onde esto instalados tanques de resfriamento de frangos.
iii.Lado externo de tanque de ao inoxidvel, usado no
resfriamento com gelo.
(c) Situaes em que a Inspeo Federal deve aplicar a ao fiscal
Em algumas situaes a condensao provoca a alterao dos produtos,
criando condies sanitrias inadequadas e/ou interferindo na inspeo. Por
exemplo:
i. Formas de condensao de forro e paredes de reas de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina61
processamento que no so regulamente limpas e sanitizadas, de acordo com
o estabelecido no PPHO (o surgimento de condies sanitrias inadequadas,
leva alterao do produto).
ii. Condensao no forro de cmaras de resfriamento de carcaas;
iii. Condensao das superfcies de unidade de refrigerao que no foram
limpas e sanitizadas e gotejam no produto exposto.
iv. Condensao de parede e forro de reas de expedio e/ou estocagem que
gotejam em caixas de carne desossada, danificando a embalagem.
4.2. Procedimentos para identificao de no-conformidade do Programa
de Controle
da Ventilao
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) A ventilao adequada ao controle de odores indesejveis e vapores que
podem alterar os produtos ou mascar odores de deteriorao ou de alguma
outra forma alterar os produtos?
b) A ventilao adequada ao controle da condensao?
4.3. Freqncia da verificao
4.3.1 Verificao no local
Nos setores passveis de ocorrer condensao e a formao de neve/gelo, a
verificao deve ser realizada diariamente. Com freqncia quinzenal, deve
ser realizada a verificao completa com nfase para a manuteno.
3.3.2 Verificao documental
A verificao documental deve ser realizada quinzenalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao in loco (diria e quinzenal) realizada pelo SIF.
5. GUA DE ABASTECIMENTO
O abastecimento de gua potvel de capital importncia para a indstria de
alimentos, como os estabelecimentos de produtos de origem animal sob
Inspeo Federal, os quais devem dispor de gua potvel em quantidade
suficiente para o desenvolvimento de suas atividades e
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina62
que atenda os padres fixados pela legislao brasileira vigente. A manuteno
de tais padres implica no monitoramento a ser executado pelo
estabelecimento e na verificao pela IF, tendo como referncia os parmetros
da citada legislao e executados consoante as particularidades inerentes
modalidade de suprimento de cada estabelecimento.
O abastecimento dgua pode ser oriundo de Rede Pblica ou Rede de
abastecimento da prpria indstria. A fonte de gua da rede de abastecimento
da prpria indstria pode ser de manancial subterrneo e/ou de superfcie. O
conhecimento prvio da fonte de abastecimento essencial elaborao da
lista de verificao.
Os procedimentos de verificao, basicamente, devem compreender:
(a) Controle dirio, fundamentado na mensurao do cloro livre e do pH nos
pontos previamente definidos e mapeados pela indstria. Durante o dia,
dependendo, do sistema de inspeo a que o estabelecimento est submetido,
deve-se analisar 10% dos pontos definidos no programa da empresa,
preferencialmente em horrios e pontos alternados. A empresa dever
mensurar 100% dos pontos definidos no programa que sero cotejados com a
amostragem realizada pela Inspeo Federal.
(b) Controle peridico Esse controle mais completo, visa identificar
eventuais falhas no sistema de abastecimento de gua. O monitoramento da
qualidade da gua deve, obviamente, ser ajustado em funo da fonte de
suprimento.
Rede pblica: em tese, quando a gua de abastecimento oriunda da rede
pblica a ateno deve voltar-se apenas para o sistema de armazenamento e
distribuio, de forma a identificar eventuais falhas que possam propiciar a
contaminao da gua. Evidentemente, tambm resultados de anlise
laboratorial de amostras obtidas no ponto de entrada fornecem informaes
valiosas. Durante a reviso dos registros, em qualquer situao, deve-se
atentar para os resultados das anlises laboratoriais e o cumprimento do
cronograma de remessa de amostras para anlise.
Eventualmente pode ser necessria uma reclorao quando, repetidamente,
forem constatados nveis de CRL (Cloro Residual Livre) abaixo das normas
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina63
vigentes. importante frisar que, sempre que se tem conhecimento de um
resultado de anlise em no-conformidade com a legislao, isso deve
desencadear uma inspeo do processo e colheita de amostra para avaliar se
as providencias adotadas pela indstria restabeleceram a conformidade.
Quando se tratar de instalaes de tratamento das prprias indstrias (rede
privada), certas particularidades tm de ser consideradas, em decorrncia do
tipo de manancial de origem da gua.
Tratando-se de gua de superfcie deve-se iniciar a inspeo pelo sistema de
tratamento. Neste caso, a anlise rpida da turbidez no ponto de entrada do
sistema de tratamento e na sada do mesmo e a comparao dos resultados,
permitem extrair concluses valiosas. Tambm os registros gerados pela
estao de tratamento devem ser analisados.
Mananciais de superfcie exigem algum tipo de acompanhamento da chamada
bacia contribuinte do manancial, de forma a se obter informaes sobre
possveis fatores causadores de poluio (proximidade de indstrias
poluidoras, prticas agrcolas e conseqentes usos de
agrotxicos, depsitos de resduos de qualquer tipo, etc.). O recolhimento
dessas informaes e o seu registro constituir o histrico que servir de base
para a fixao da freqncia das anlises de controle e seu monitoramento.
Mananciais subterrneos implicam em observaes relacionadas com a
localizao e profundidade dos poos, bem como dos meios de proteo dos
mesmos, para prevenir a infiltrao de gua da superfcie, recomendando-se
cuidados para que essas guas no alcancem os poos, a menos que sejam
percoladas atravs de pelo menos 6,5 m de solo. guas profundas,
normalmente, sofrem apenas um tratamento parcial (desinfeco). De qualquer
maneira, necessrio dispor de anlise laboratorial que servir de base para
definio do tratamento adequado e de seu monitoramento.
5.1.Clorao da gua
O sistema de clorao, incluindo o ponto onde o Cloro adicionado deve
possibilitar e garantir a disperso do Cloro, de forma homognea, por todo o
volume de gua do reservatrio, cuidando-se ainda para que o pH da gua seja
inferior a 8 e que o tempo de contato Cloro/gua seja de, no mnimo, 30
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina64
minutos. O pH da gua, na distribuio, deve ser mantido na faixa de 6,0 a 9,5.
O sistema de clorao deve ser do tipo automtico e equipado
com dispositivo que alerte o responsvel pelo tratamento quando,
acidentalmente, cessa o funcionamento (alarme sonoro e visual).
5.2. Anlises de Controle
No momento da coleta de amostra de gua para anlise microbiolgica o nvel
de CRL e o pH devem ser medidos. importante, tambm, para uma
adequada avaliao da qualidade da
gua, a determinao da turbidez das amostras submetidas anlise
microbiolgica. O teste de turbidez utilizado como indicador da eficincia do
tratamento da gua, por isso a turbidez deve
ser avaliada antes e depois do tratamento cotejando os resultados.
Em condies normais, uma gua com CRL, pH e turbidez dentro dos padres
da norma vigente, no deve apresentar resultado de anlise microbiolgica fora
dos parmetros oficiais estabelecidos. Caso isso ocorra, uma investigao
minuciosa deve ser levada a efeito.
As anlises de controle de gua de abastecimento so realizadas pelo Servio
Oficial e dividem-se em anlise de rotina e de inspeo:
A anlise de rotina do sistema de abastecimento de gua tem por objetivo
obter informaes sobre as caractersticas sensoriais e microbiolgicas da
gua destinada ao consumo humano, bem como informaes sobre a eficcia
dos tratamentos. Dever ser realizada quinzenalmente e as amostras
coletadas pela Inspeo Federal.
A anlise de inspeo do sistema de abastecimento de gua tem por
objetivo obter as informaes necessrias para avaliao dos
valores/parmetros definidos na legislao. Dever ser realizada
semestralmente e as amostras coletadas pela Inspeo Federal.
ROTINA INSPEO
Fsico-Qumicas
Quadro A Anexo II Diretiva 98/83/CE
Alumnio e Ferro (se usado como floculante)
Amnia
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina65
Cor
Condutividade
Concentrao hidrognica
Nitritos (se a cloramina for usada como
desinfetante)
Odor
Parte B Anexo I Diretiva 98/83/CE
Sabor
Turbidez
Microbiolgicas
Quadro A Anexo II Diretiva 98/83/CE
Clostridium perfringens (gua de superfcie)
Escherichia coli
Coliforme totais
* Atender tambm ao RIISPOA
Parte A Anexo II Diretiva
98/83/CE
Escherichia coli
Enterococcus
5.3. Condies da rede hidrulica
A rede de distribuio de gua potvel do estabelecimento deve ser projetada,
construda e mantida de forma que a presso de gua no sistema seja sempre
superior presso atmosfrica. Esta condio importante porque impede o
contrafluxo de gua e a conseqente possibilidade de entrada, por suco, de
gua contaminada no sistema. Ainda
assim, por razes diversas, eventuais quedas de presso podem ocorrer em
algum ponto, ocasionando contrafluxo e risco de introduo de gua poluda na
rede. Para prevenir tal problema, as sadas de gua nunca podem ser
submersas, como, por exemplo, em tanques
de triparia, esterilizadores, etc. Em situaes especiais, caso seja impossvel
atender a essa condio, devero ser instalados dispositivos eliminadores de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina66
vcuo (vacuum breakers), os quais evitam a suco de gua. O
estabelecimento dever ter aprovada uma planta da rede
hidrulica com detalhes que mencionem a localizao dos dispositivos
eliminadores de vcuo.
A rede de distribuio de gua deve estar livre de pontos ou trechos de
tubulao onde a gua no circule livremente, isto , fins de linha bloqueados,
que normalmente ocorrem quando se elimina algum ponto de sada de gua e
a tubulao que o alimentava
persiste. So situaes que se constituem em potenciais focos de
contaminao do sistema e que, portanto, devem ser eliminados.
5.4. Os procedimentos de inspeo da gua de abastecimento, devem
observar:
a) avaliao das condies gerais das caixas dgua do estabelecimento;
b) avaliao da rede de alimentao e distribuio de gua, na planta e in
loco, quanto identificao dos pontos de coleta, localizao dos eliminadores
de vcuo (vacuum breakers) e bloqueio das linhas de distribuio;
c) avaliao dos registros do tratamento da gua;
d) cotejo dos registros de controle dirio do estabelecimento com os registros
de verificao diria do SIF;
e) avaliao dos resultados de anlise laboratorial de controle de rotina e de
inspeo;
f) atendimento freqncia das anlises de rotina e inspeo previstas.
5.5. Procedimentos para identificao de no-conformidade no Programa
de Controle da gua de Abastecimento
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder as seguintes questes visando avaliar a conformidade
desse Elemento de Inspeo.
i) O estabelecimento dispe de documentos que comprovam que a gua de
abastecimento atende a legislao para gua potvel?
j) A gua est presente em presso adequada, temperatura indicada, nas
reas de processamento de produtos e demais setores do estabelecimento
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina67
como sala de limpeza de equipamentos, utenslios e recipientes, instalaes
sanitrias da fbrica e outros?
k) Se o estabelecimento utiliza gua exclusivamente da rede pblica, a
potabilidade da gua atestada pelo boletim de anlise semestral da agncia
fornecedora?
l) Se o estabelecimento utiliza gua da rede privada, a potabilidade da gua
atestada pela anlise semestral de inspeo?
m) Se o estabelecimento dispe de sistema de recirculao de gua, como por
exemplo, os trocadores de calor, a mesma mantm suas caractersticas
originais de qualidade?
n) No caso de gua reutilizada, como por exemplo, a gua de reaproveitamento
de retortas, a mesma mantida livre de patgenos e coliformes fecais?
o) O abastecimento de gua atende as necessidades do estabelecimento?
p) Os reservatrios so mantidos em condies adequadas?
q) O estabelecimento dispe de planta hidrulica identificando os pontos de
colheita de amostras para anlise?
r) H controle dirio do pH e cloro, alternadamente, nos pontos indicados na
planta?
5.6. Freqncia da verificao
5.6.1. Verificao no local
A Verificao diria consiste na mensurao do pH e cloro livre em pontos da
rede de distribuio no interior da industria. Durante uma vez por ms a
verificao in loco focalizar o sistema de captao, tratamento, reservatrios
e a rede de distribuio.
5.6.2. Verificao documental
A verificao documental deve ser realizada mensalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao in loco (diria e mensal) realizada pelo SIF.
6 - GUAS RESIDUAIS
As guas residuais devem ser recolhidas e direcionadas central de
tratamento utilizando tubulao prpria, perfeitamente identificada de forma a
evitar cruzamentos de fluxo
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina68
ou contaminao da gua de abastecimento. O sistema de recolhimento de
gua residual deve dispor de ralos sifonados que impeam a presena de
resduos slidos e o refluxo de gases. A
tubulao interna deve possuir dimenses suficientes para conduzir a gua
residual para os locais de destino. Os estabelecimentos devem possuir um
adequado sistema de drenagem dos pisos, especialmente em locais de
descarga de gua e outros lquidos residuais.
6.1. Na verificao das guas residuais, a inspeo oficial deve observar:
a) se o sistema de recolhimento de guas residuais capaz de drenar todo o
volume produzido;
b) se o sistema de recolhimento de guas residuais no entra em contato com
gua de abastecimento;
c) se o sistema de recolhimento de guas residuais no entra em contato com
equipamentos e utenslios;
d) se as instalaes foram projetadas de forma a facilitar o recolhimento das
guas residuais;
e) se existe dispositivo que previna eventuais refluxos de guas residuais que
possam contaminar a rede de abastecimento
6.2. Procedimentos para identificao de no-conformidade das guas
residuais
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) O sistema de escoamento das guas residuais satisfatrio?
b) O sistema de tubulao conduz as guas residuais ao destino correto?
c) O sistema de tubulao proporciona adequada drenagem dos pisos?
d) O sistema de tubulao instalado de maneira a evitar o refluxo de guas e
gases?
e) Existe conexo cruzada com entre guas residuais e gua de
abastecimento?
f) As guas residuais quando descarregadas diretamente no piso seguem em
contrafluxo com a rea de produo?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina69
6.3. Freqncia da verificao
6.3.1 Verificao in loco
A verificao in loco deve ser realizada diariamente
6.3.1 Verificao documental
A verificao documental deve ser realizada quinzenalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao no local (diria e quinzenal) realizada pelo SIF.
7. CONTROLE INTEGRADO DE PRAGAS
O programa de controle integrado de pragas deve ser planejado visando dois
objetivos principais:
(a) Evitar que o recinto industrial apresente um ambiente favorvel
proliferao de
insetos e roedores e;
(b) Evitar que eventuais pragas ingressem no recinto industrial.
Para atender o primeiro objetivo, este Elemento de Inspeo deve contemplar
procedimentos dirigidos rea externa. O acmulo de gua, resduos de
alimentos, abrigos e focos de reproduo de insetos devem ser observados.
Para atender o segundo quesito a ateno deve ser dirigida para proteo de
janelas com telas, portas de vaivm, cortinas de ar, etc., ou seja, os chamados
meios de excluso. A presena de insetos no recinto industrial uma evidncia
de que h falhas no sistema.
Insetos noturnos so atrados por radiao Ultra Violeta emitida por lmpadas
de vapor de mercrio. Tais lmpadas, portanto, devem ser evitadas,
especialmente nas proximidades das aberturas do estabelecimento. Lmpadas
de vapor de sdio emitem quantidade reduzida de radiao UV e, por isso,
devem ser preferidas. Dispositivos de eletrocusso, freqentemente utilizados
pelas indstrias, utilizam luz UV para atrair insetos. Tais equipamentos devem
ser instalados em locais que no permitam a sua visualizao a partir da rea
externa. A correta localizao destes dispositivos tambm importante para
evitar a eventual contaminao de matrias-primas, produtos, ingredientes e
embalagens e, portanto, no recomendada sua instalao nestes setores.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina70
A industria devera monitorar diariamente o controle de pragas. Neste
monitoramento dever ser realizada a inspeo do ambiente interno para
verificar indcios da presena de pragas, pela observao de pelos e fezes ou
do consumo de iscas. A utilizao de dispositivos de captura de roedores no
interior da indstria uma forma de monitorar a eficincia do programa.
No ambiente externo ser verificada a presena de condies favorveis ao
abrigo ou proliferao de pragas. Todos os achados devero ser registrados
em formulrio prprio. A reviso dos registros da empresa serve no s para
comprovar que o monitoramento do programa est sendo realizado na forma
prevista, mas, sobretudo, para avaliar as medidas corretivas adotadas quando
desvios so identificados.
7.1. Os procedimentos de inspeo do controle de pragas, devem
observar:
a) inspeo do ambiente externo visando identificar condies favorveis ao
abrigo ou proliferao de pragas;
b) inspeo do ambiente interno visando a identificao de sinais indicativos da
presena de pragas;
c) reviso das armadilhas e iscas internas e externas;
d) reviso das barreiras (tela, portas, janelas e aberturas em geral).
e) reviso dos registros do estabelecimento.
7.2. Procedimentos para identificao de no-conformidade no Programa
de Controle
Integrado de Pragas
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder s seguintes questes, visando avaliar a conformidade
desse Elemento de Inspeo.
a) O estabelecimento possui programa de controle de pragas?
b) O estabelecimento possui programa escrito como parte das Boas Praticas
de Fabricao?
c) O programa de controle de pragas monitorado regularmente?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina71
d) As reas externas so mantidas de maneira a evitar a proliferao de
insetos e roedores (sem a presena de monturos, restos de alimentos e
acmulo de gua, com a grama aparada e o ptio urbanizado)?
e) Todas as reas internas do estabelecimento so mantidas de forma a evitar
o acesso e a proliferao de insetos e roedores?
f) Os produtos qumicos utilizados no estabelecimento possuem autorizao de
uso de produto? Estes documentos esto disponveis nos locais necessrios?
g) Os produtos possuem instrues de uso?
h) As substncias so mantidas em locais adequados e sob controle restrito?
i) Existem dispositivos para controle de pragas na rea externa e no permetro
industrial?
j) Os produtos includos nos dispositivos apresentam proteo contra
intempries e so renovados sistematicamente?
7.3. Freqncia da verificao
7.3.1. Verificao no local
A verificao in loco deve ser realizada diariamente nas barreiras descritas
na opo d do item 7.1. A verificao das reas externas ser realizada
mensalmente e compreende a inspeo do ambiente na forma prevista nesta
Circular. Sero revisadas 10% das armadilhas.
7.3.2. Verificao documental
A verificao dos registros deve ser realizada mensalmente, comparando os
achados da verificao in loco com os registros do estabelecimento.
8. LIMPEZA E SANITIZAO PPHO
Alguns pases, ao revisarem suas legislaes na busca de maior eficcia dos
procedimentos de inspeo, extraram os procedimentos de limpeza dos
Programas de Boas Prticas BPFs (GMPs) e os transformaram em programa
especial. H razes para isso. A literatura internacional cita que grande parte
dos casos de toxi-infeces alimentares esto relacionadas com
contaminaes cruzadas decorrentes de prticas inadequadas de limpeza dos
equipamentos e instrumentos de processo.
Os procedimentos de verificao deste programa j foram disciplinados pelo
DIPOA atravs da Circular n201/97 DCI-DIPOA, modificada pela Circular
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina72
176/2005 CGPE/DIPOA. Vale a pena lembrar que, a verificao Oficial deste
programa conduzida atravs da observao direta das Unidades de
Inspeo (UIs), as quais so definidas com base nos equipamentos do
processo e no tempo necessrio (1 minuto) execuo da inspeo visual.
Durante a execuo dessa inspeo, leva-se em considerao o espao
tridimensional em que est inserido o equipamento ou parte, de forma que
sejam observados, alm do equipamento envolvido, as estruturas superiores
(forro/teto, tubulaes, vigas, etc.) paredes, piso (drenagem de guas
residuais, caimento etc.), enfim, todos os aspectos que de uma forma ou de
outra possam comprometer a inocuidade do produto que ser processado.
O PPHO deve contemplar procedimentos de limpeza e sanitizao que sero
executados antes do incio das operaes (pr-operacionais) e durante as
mesmas (operacionais). Em alguns estabelecimentos, nota-se que a indstria e
mesmo o prprio SIF, nem sempre tem uma viso muito clara do momento em
que deve ser executado o monitoramento e a verificao oficial,
particularmente dos procedimentos operacionais. Naturalmente, o
monitoramento e a verificao oficial devem ser executados logo aps a
concluso dos procedimentos de limpeza e tem como objetivo avaliar se os
mesmos foram corretamente executados. Isso vlido tambm para os
procedimentos operacionais. Assim, a verificao dos procedimentos
operacionais de limpeza deve ser executada logo aps a aplicao dos
mesmos, de acordo com os programas das empresas.
Em alguns processos, como o caso do abate, h particularidades que
dificultam a identificao do momento mais oportuno para a verificao dos
procedimentos de limpeza inseridos durante as atividades operacionais. Esse
aspecto merece comentrios adicionais.
Normalmente, a indstria escolhe os intervalos dos turnos de trabalho para
introduzir os procedimentos rotineiros de limpeza e sanitizao dos
equipamentos envolvidos no processo. De qualquer maneira, os programas
tecnicamente concebidos devem prever a limpeza de alguns equipamentos
durante a execuo das operaes. Facas, serras e alicates, no mnimo,
devem ser lavados e sanificados (atravs da imerso em esterilizadores 82 C
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina73
por 20 segundos) aps cada operao. Tambm, durante os trabalhos pode
ocorrer uma contaminao mais extensa, por contedo gastrintestinal durante a
eviscerao, ou por abscesso, durante a serragem das
carcaas e outros. Nestes casos, os equipamentos/instrumentos envolvidos
devem ser submetidos a uma limpeza e sanitizao mais completa e eficiente
e, se for o caso, removidos da linha de produo. Nessas duas situaes, a
verificao poder ser executada tendo como base o PPHO ou atravs da
avaliao da execuo das Boas Prticas de Fabricao (procedimentos
operacionais), dependendo de como a empresa aborda o assunto nos seus
programas de autocontrole.
A reviso documental deve focalizar o programa escrito e os registros
dirios,
atentando-se para os achados registrados e para as medidas corretivas
aplicadas no caso da identificao de desvios e de falhas de aplicao do
programa. Medidas corretivas devem ser aplicadas no apenas com
relao aos equipamentos, instrumento e/ou utenslios de processo, mas
tambm considerar que o produto foi processado em equipamentos
apresentando condies sanitrias insatisfatrias. Deficincias crticas
ou repetitivas exigem a reviso do programa e a introduo de medidas
preventivas.
8.1. Procedimentos para identificao de no-conformidade no programa
de PPHO
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder as seguintes questes visando avaliar a conformidade
desse Elemento de Inspeo. Essas questes focalizam quatro aspectos do
programa: Implementao e monitoramento, Manuteno, Aes Corretivas e
Registros.
I Execuo e monitoramento
a) O estabelecimento executou os procedimentos pr-operacionais, previstos
no PPHO, antes do inicio das operaes?
b) Foram identificados resduos de produtos ou equipamentos contaminados no
estabelecimento?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina74
c) O estabelecimento aplica os procedimentos previstos no PPHO?
d) O Plano PPHO contempla a freqncia do monitoramento?
e) Mesmo que o plano no contemple a freqncia de monitoramento, o
estabelecimento supre esta deficincia com o monitoramento dirio dos
procedimentos previstos no plano?
II Manuteno
a) O estabelecimento, rotineiramente, avalia a eficincia do PPHO para
prevenir a contaminao direta dos produtos?
b) O estabelecimento realiza controle de superfcies ou adota outro
procedimento para avaliar se o PPHO efetivo ?
c) Se ocorreram mudanas nas instalaes e equipamentos, utenslios,
operaes ou de pessoal, o PPHO foi revisado visando a manuteno da
eficincia?
d) O estabelecimento, rotineiramente, revisa os registros do PPHO para
determinar se h ocorrncias de tendncias que mostrem a necessidade de
reviso do Programa?
III Aes corretivas
b) Se h contaminao direta ou outro tipo de alterao de produtos, o
estabelecimento implementa aes corretivas que restaurem as condies
sanitrias, previnam novas ocorrncias, e apliquem o destino apropriado ao
produto?
c) As aes corretivas incluem a reavaliao e modificao do PPHO de forma
a melhorar a execuo dos procedimentos quando necessrio?
IV Registros
a) O estabelecimento mantm registros suficientes, assinados e datados,
documentando a execuo dos procedimentos previstos no PPHO?
b) H funcionrio responsvel pela implementao e monitoramento dos
procedimentos previstos no PPHO? Os registros so assinados e datados por
esse funcionrio?
c) Os registros so mantidos, no mnimo, por 12 meses no local de produo?
d) Os registros do PPHO refletem as condies higinico-sanitrias do
estabelecimento?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina75
e) Os registros esto disponveis para a inspeo nos turnos seguintes?
8.2. Freqncia da verificao
8.2.1 Verificao no local
A verificao in loco deve ser realizada diariamente da forma prevista na
Circular 176/2005 CGPE/DIPOA. Em sntese, esta verificao consiste da
inspeo visual das UIs e da reviso dos registros das unidades sorteadas
devendo contemplar todos os turnos de trabalho. O formulrio de registros da
verificao in loco o modelo 01/PPHO.
8.2.2. Verificao documental
Durante 06 meses, esta verificao ser realizada semanalmente. A
verificao documental consiste da reviso de todos os registros do
PPHO do estabelecimento, incluindo o prprio Plano e todos os registros
gerados no perodo. Este procedimento tem por objetivo avaliar a
implementao do programa pelo estabelecimento e por isso, os
documentos relacionados com o monitoramento, manuteno do
programa, aes corretivas e manuteno dos registros devem ser
revisados.
Nesta verificao tambm devem revisados os documentos relativos aos
Procedimentos Sanitrios Operacionais (PSO) do estabelecimento.
O formulrio de registros da verificao documental o modelo 02/PPHO
9. HIGIENE, HBITOS HIGINICOS E SADE DOS OPERRIOS.
a) Limpeza
Todo o pessoal que trabalha direta ou indiretamente na obteno, preparao,
processamento, embalagem, armazenagem, embarque e transporte de
produtos crneos, as superfcies que contatam com alimentos e material de
embalagem, devem ser objeto de prticas higinicas que evitem a alterao
dos produtos.
A limpeza sistemtica das mos e antebraos, das superfcies e de recipientes
de acondicionamento, contempladas com a seguinte desinfeco, requisitos
bsicos para garantia da inocuidade dos produtos. Os procedimentos de
lavagem e desinfeco devem levar, no mnimo, 20 segundos e cuidados
especiais dirigidos aos cantos das unhas e espaos interdigitais.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina76
O uso de luvas e mscaras contribui para uma melhor condio sanitria da
manipulao da carne e produtos crneos. A higiene corporal cotidiana e
exerccio sistemtico de hbitos higinicos, como no coar locais contra-
indicados, no espirrar ou falar sobre matrias-primas e outros, contribuem,
sobremaneira, para a preservao da sanidade do produto.
Operrios que trabalhem em setores como a triparia, bucharia e outros, em que
se manipulem ou exista risco de lidar com agentes contaminantes devem
praticar hbitos higinicos com mais freqncia e usar luvas para proteo das
mos. Estas pessoas no devem trabalhar ou circular em setores que se
trabalha diretamente com matria-prima ou produto.
Os operrios devem lavar as mos e antebraos entrada e sada das sees,
a intervalos regulares e sempre que for necessrio. Operrios que trabalham
na matana devem lavar mos e antebraos to freqentemente quanto
necessrio e, em determinados setores, protegidos com avental plstico to
envolvente quanto possibilidade de se sujarem com sangue.
No abate as facas devem ser higienizadas a cada uso e os operrios disporem
de dois desses instrumentos para uso alternativo. A higienizao dos
instrumentos de trabalho ser precedida de lavagem dos mesmos e far-se-
em esterilizadores com temperatura mnima de 82,2 C (180 F), por um tempo
mnimo de 15 segundos. Da mesma forma, ganchos utilizados no abate, como
os que prestam para pendurar cabea, devem ser higienizados nas mesmas
circunstncias.
Mais eficiente e funcional que os esterilizadores mveis da desossa a central
de esterilizao anexa ao setor, pois permitem a troca de facas de cabo de
cores diferentes a perodos regulares, no gerao de vapor em sala com
temperatura controlada e garantia de que os citados instrumentos so
corretamente higienizados.
b) Uniformes e acessrios (aventais e outros)
Os uniformes e acessrios usados pelo operariado no trabalho devem ser de
cor clara, trocados diariamente, ou se for o caso, com mais freqncia, em
razo do local de trabalho e da condio higinica.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina77
No caso, por exemplo, das instalaes de carne cozida e congelada, cada vez
que se adentra ao setor restrito, deve ser praticada a troca de uniforme,
precedida do banho do chuveiro.
c) O controle de sade do operrio
O controle de sade do operrio condio vital para a sua participao na
indstria de alimentos, vez que doenas infecciosas, leses abertas,purulentas,
portadores inaparentes ou assintomticos de agentes causadores de
toxinfeces e outra fonte de contaminao, podem causar a inocuidade do
produto. Essas pessoas devem ser afastadas do servio, enquanto portadores
de causa que, as afastaram.
Face natureza das matrias-primas manipuladas em determinadas sees
(como a triparia, bucharia e outras), no qual lida-se com flora bacteriana que
no deve ser transmitida a matria prima in natura, os operrios desses
setores no podem trabalhar, em hiptese alguma, na desossa, processamento
e embalagem de carnes.
O estabelecimento deve colocar a disposio da Inspeo Federal toda a
documentao referente ao controle da sade do operariado, para consulta
quando necessrio e fornecer,regularmente, uma relao das pessoas, por
seo, com a validade regular dos atestados de sade.
9.1. No controle da higiene, hbitos higinicos e sade dos operrios a
Inspeo Federal deve observar.
a) Se todo pessoal que trabalha, direta ou indiretamente, com as matrias
primas ou produtos em quaisquer fases do processo, exercitam prticas
higinicas que possam evitar a alterao de produtos.
b) Se os hbitos higinicos, como a lavagem e desinfeco de mos e
antebraos entrada das sees, a higiene corporal e outros, esto sendo
praticados, sistematicamente pelo operariado.
c) Se os operrios que trabalham em setores que lidam com os produtos de
alta carga bacteriana no so utilizados em atividades em que se manipulam
carnes e produtos crneos.
d) Se uniformes e acessrios usados pelo operariado mostram limpeza
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina78
necessria e irrepreensvel nos setores em que se trabalha com a carne in
natura so trocados e identificados nos perodos previstos e restritos s
atividades e reas previstas.
e) Se nas instalaes da rea restrita de carne cozida e congelada, so
obedecidas fielmente, todos os procedimentos de higiene exigidos para o
ingresso no setor.
f) Se todos os operrios que trabalham no interior da indstria so
portadores de atestado de sade atualizados para o exerccio de
manipulao de alimentos.
g) Se a ocorrncia de doenas infecciosas, leses abertas, purulentas,
portadores inaparentes ou assintomticos de agentes de toxinfeces
alimentares e semelhantes, implicam no afastamento temporrio de
operrios implicados em atividades com matrias-primas ou produtos
crneos.
9.2. Procedimentos para identificao de no-conformidade do Programa
Higiene,
Hbitos Higinicos e Sade dos Operrios.
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder as questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) Os operrios que manipulam produtos entram em contato com superfcies
em que se preparam alimentos e embalagens, praticam rotineira e
adequadamente hbitos de higiene?
b) Os uniformes e acessrios (tais como aventais, calas, gorros e mscaras)
utilizados na atividade diria so trocados diariamente, ou se necessrio, a
intervalos menores? Quando descartveis, so desprezados aps o uso
regular?
c) As pessoas, includas as da Inspeo Federal, com leses de pele abertas,
purulentas, doenas infecciosas, portadores inaparentes ou assintomticos de
agentes de toxinfeces ou outra fonte de contaminaes, s afastadas do
servio em reas que possam comprometer o produto, enquanto portadores da
causa que afastaram?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina79
d) Operrios que trabalham em setores de alta carga bacteriana (bucharia,
triparia e outros) no esto trabalhando tambm ou circulando em reas de
produtos comestveis sem restries?
e) A higienizao dos instrumentos de trabalho, precedida de lavagem, a
intervalos regulares e conforme o setor de atividade, est sendo rigorosamente
praticada? A ocorrncia de fatos mais graves de contaminao desses
instrumentos e equipamentos, como a abordagem de um foco purulento,
determina a interrupo momentnea da atividade, para as providncias que
urge serem tomadas?
f) Os esterilizadores fixos ou mveis esto sendo utilizados, a temperatura
mnima exigida (82,2C), com renovao contnua da gua, pelo operariado e o
pessoal da Inspeo Federal?
g) As prticas higinicas exercitadas pelo operariado e a higiene das
operaes na rea restrita esto sendo observadas na produo de carne
cozida congelada?
Nas reas anexas a restrita da carne cozida congelada esto se praticando
medidas de segurana para garantir os requisitos exigidos ao ingresso de
pessoal no setor?
h) O operariado e os funcionrios da Inspeo Federal que esto trabalhando
na atividade diria do estabelecimento so portadores de atestado de sade
atualizado para o exerccio de manipulao de alimentos e tem
acompanhamento mdico permanente para flagrar eventuais alteraes de seu
estado sanitrio? Ao incio dos trabalhos e entrada das sees, a Inspeo
Federal verifica a ocorrncia de alteraes na sade do operariado (mos e
outros) bem como a presena de adornos?
9.3. Freqncia da verificao
9.3.1. Verificao no local
A verificao in loco deve ser realizada diariamente focalizando hbitos
higinicos e higiene pessoal dos funcionrios.
9.3.2. Verificao documental
A verificao dos registros do estabelecimento relacionadas com o item
anterior deve ser realizada mensalmente. Os documentos referentes aos
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina80
exames mdicos e condio de sade dos funcionrios devem ser revisados
mensalmente.
10. PROCEDIMENTOS SANITRIOS DAS OPERAES
Neste item a Inspeo Oficial deve focalizar as condies higinico-sanitrias
das operaes industriais. O foco da inspeo depende do tipo de processo e
de suas particularidades. De maneira geral, h quatro princpios gerais que
devem receber ateno especial:
a) Todas as superfcies dos equipamentos, utenslios e instrumentos de
trabalho que entram em contato com alimentos devem ser limpos e sanitizados
visando evitar condies que possam causar a alterao dos produtos;
b) Todas as instalaes, equipamentos, utenslios e instrumentos que no
entram em contato direto com os produtos, mas esto, de alguma forma,
implicadas no processo, devem ser limpas e sanitizados, na freqncia
necessria, com o objetivo de prevenir a ocorrncia de condies higinico-
sanitrias insatisfatrias;
c) Os agentes de limpeza, sanitizantes, coadjuvantes tecnolgicos e outros
produtos qumicos usados pelo estabelecimento devem ser seguros (atxicos)
e efetivos sob condies de uso. Estes agentes devem ser usados,
manipulados e armazenados de maneira a evitar a eventual alterao dos
produtos ou propiciar condies no sanitrias. As Autorizaes de Uso dos
Produtos (AUPs) devem estar disponveis para avaliao da Inspeo Oficial.
d) Os produtos devem ser protegidos de eventuais alteraes durante a
recepo, processamento, manipulao, armazenamento, expedio e
transporte.
10.1. Na avaliao dos Procedimentos sanitrios do estabelecimento, o
inspetor deve
observar:
a) a limpeza e utilizao dos equipamentos, utenslios e instrumentos de
trabalho durante as operaes nas diversas sees do estabelecimento;
b) cada etapa do processo visando identificar eventuais falhas e/ou
imperfeies operacionais que possam comprometer as condies higinico-
sanitrias do produto.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina81
Esta avaliao deve compreender os equipamentos, utenslios, instrumentos
de trabalho e estruturas do setor na qual est inserida a operao;
c) o ambiente onde as matrias-primas, ingredientes, equipamentos e material
de embalagem esto acondicionados para identificar fatores de risco que
possam comprometer as condies higinico-sanitrias da produo;
d) a correta separao e identificao de produtos comestveis e no
comestveis.
e) as condies da matria-prima quanto a sua origem, sanidade,
rastreabilidade, temperatura e outros controles (maturao e pH), bem como o
fluxo contnuo da produo de forma a prevenir acmulos indesejveis de
produtos que possam promover alteraes nos mesmos.
10.2. Procedimentos para identificao de no-conformidade das
Condutas Sanitrias
das Operaes.
Aps a execuo dos procedimentos descritos anteriormente e a reviso dos
registros deve-se responder s questes a seguir, visando avaliar a
conformidade desse Elemento de Inspeo.
A avaliao das condutas sanitrias das operaes uma tarefa complexa,
exigindo o domnio de conhecimentos tcnico-cientficos do processo de
produo envolvido, alm de experincia profissional. Assim, os servidores
encarregados dessa tarefa devem conhecer as
implicaes de cada operao ou fase do processo na inocuidade do produto
final.
Neste documento no cabe a anlise detalhada de cada fase ou etapa de
elaborao dos diversos produtos de origem animal, devendo o inspetor valer-
se da sua experincia e das informaes disponveis na literatura para realizar
este exame. A seu tempo, estes pormenores sero disponibilizados
individualmente para cada tipo de processo.
Nas atuais circunstncias, as respostas s questes que se seguem auxiliam
na identificao de eventuais no-conformidades:
(a) Todas as superfcies que tm contato direto com os produtos como,
equipamentos, utenslios ou instrumentos de trabalho (facas, ganchos e outros)
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina82
so limpas e sanitizadas com a freqncia necessria para evitar condies
anti-higinicas ou a alterao dos produtos?
Nota: em alguns estabelecimentos esses requisitos so contemplados no plano
do PPHO.
(b) Equipamentos, utenslios e dispositivos acessrios (como torneiras,
esterilizadores, vlvulas de vapor, mangueiras e outros), que no entram em
contato direto com os produtos, so limpos e mantidos em condies
higinicas?
(c) Os agentes de limpeza, sanitizantes e produtos qumicos (lubrificantes e
outros) utilizados no estabelecimento so atxicos, no transferem odor ou
sabor estranho aos produtos e so efetivos sob as condies previstas de uso?
(d) Os coadjuvantes de tecnologia e demais ingredientes que entram na
preparao ou formulao do produto so incuos, empregados nas
quantidades previstas e esto sob controle estrito do estabelecimento?
(e) O estabelecimento dispe de documentos que confirmam a adequao dos
produtos qumicos usados no ambiente de processamento de alimentos?
(f) Durante a obteno da matria-prima, as operaes so executadas de
forma a prevenir a contaminao do produto (evitando contato com
plataformas, colunas, paredes e outras superfcies)?
(g) Nas etapas de manipulao e processamento, as operaes so
executadas de forma a prevenir a contaminao do produto (evitando acmulo
de produto, contaminaes cruzadas, contrafluxos e embalagens
desprotegidas)?
(h) H compatibilidade dos produtos armazenados no mesmo ambiente, quanto
a sua natureza, temperatura e embalagens?
(i) Os produtos, logo aps sua obteno, recebe embalagem primria
previamente a secundria?
(j) A embalagem secundria realizada em ambiente separado e com
temperatura controlada?
(k) As embalagens secundrias so previamente aprovadas, de primeiro uso,
de modo a garantir as caractersticas gerais do produto (inocuidade e odor) e
tambm oferecer resistncia no transporte e armazenagem?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina83
(l) Os recipientes so resistentes durante a sua utilizao, no alteram as
caractersticas gerais do produto, so de fcil limpeza e encontra-se em bom
estado de conservao?
(m) Os produtos so armazenados observando a separao estrita por destino,
lote ou partida, a liberao preferencial dos produtos mais antigos, permite um
exerccio da rastreabilidade e ainda so objetos de um inventrio permanentes
e dinmicos, com identificao imediata de sua localizao, atravs layout
especfico?
(n) A permanncia de produtos na expedio observa o tempo estrito
necessrio as operaes de reviso de suas condies higinico-sanitrias,
bem como do atendimento dos requisitos de identificao e certificao
exigidos?
(o) O trnsito de produtos frigorificados, inclusive na expedio, ocorre em
ambientes com temperatura controlada?
(p) Os veculos de transporte e contentores de produtos so projetados,
construdos e dotados de equipamentos que assegurem a manuteno da
temperatura, a ordenao das carnes no seu interior possuam paredes lisas,
de fcil limpeza, que no alterem as caractersticas originais do produto,
vedados perfeitamente ao ingresso de pragas e estanques ao escoamento de
lquidos?
(q) Os veculos de transporte e contentores de produtos esto limpos,
higienizados, com equipamentos de frio e de controle da temperatura em
funcionamento, se for o caso, e sem o permeio de produtos de naturezas
distintas (resfriados, congelados,conservas, produtos de salsicharia e outros)?
(r) O transporte de quartos e grandes cortes so realizados com as peas
suspensas no veculo sem roar no piso e com este devidamente forrado para
evitar a eventual contaminao das carnes?
10.3- Freqncia da verificao
10.3.1 Verificao no local
A verificao in loco dos Procedimentos Sanitrios Operacionais (PSOs) deve
ser realizada diariamente, no mnimo, uma vez em cada turno de trabalho,
contemplando, 20% das operaes industriais que apresentam riscos
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina84
sanitrios em cada setor. No caso do abate enfatizar as operaes de esfola e
eviscerao. Os horrios em que so realizadas as verificaes devem ser
alternados, evitando-se horrios prefixados.
O formulrio de registros da verificao in loco o modelo 01/PSO
10.3.2. Verificao documental
O formulrio de registros da verificao documental o modelo 02/PSO.
11. CONTROLE DE MATRIAS-PRIMAS, INGREDIENTES E MATERIAL DE
EMBALAGEM.
Tudo aquilo que entra na composio dos produtos e/ou que entra em contato
direto com os produtos deve ser avaliado, sistematicamente, quanto sua
inocuidade.
Nesse contexto, j foram abordados os Elementos de Inspeo dirigidos
manuteno das instalaes e dos equipamentos industriais, do ponto de vista
da transferncia de substncias indesejveis produo, isto , substncias
que fazem parte da composio dos materiais utilizados na construo das
instalaes e equipamentos. O controle da contaminao foi inserido no
Programa de Limpeza (PPHO) pelas razes j expostas.
As implicaes das matrias-primas, ingredientes e embalagens,
necessariamente, so avaliados na anlise de perigo do Plano APPCC.
Durante a recepo e, normalmente, so identificados como Pontos Crticos de
Controle (PCC) ou apenas como Ponto de Controle (PC). Com esta ltima
abordagem, a verificao dos aspectos relacionados deve ser realizada atravs
do Elemento identificado como Conduta Sanitria durante as Operaes.
Os estabelecimentos devem dispor na recepo de animais de documentos
que informem detalhes sobre a produo primria como a identificao de
origem, a alimentao, o manejo e o perfil sanitrio dos animais e da regio e a
identificao do responsvel tcnico pela sanidade do rebanho. Na
identificao da origem deve ser explicitado o nome do proprietrio, da
propriedade rural, de sua localizao e de sua
vinculao ao Sistema Brasileiro de Identificao e Certificao de Origem
Bovina e Bubalina - SISBOV. Na alimentao deve ser mencionado o tipo de
alimento fornecido aos animais, seja ele constitudo por pastagens e eventuais
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina85
suplementaes. No manejo e perfil sanitrio dos animais e da regio devem
ser relatados todos os procedimentos preventivos da sade animal
(vacinaes, vermifugaes), tratamentos teraputicos, perodos de carncia e
outros, bem como os programas sanitrios em desenvolvimento e
status da regio. O responsvel tcnico pela sanidade do rebanho deve
atestar todas as assertivas contidas nas referidas informaes.
Na recepo de carne indispensvel o acompanhamento simultneo da
certificao de origem da matria-prima, que deve fornecer indicaes
fidedignas sobre a identificao da origem, das habilitaes, de detalhes sobre
o transporte, destino, temperaturas, volume, produo e outros. O Documento
da rastreabilidade (Documento de Identificao Animal - DIA) est includo
tambm na recepo dos animais.
A condio sanitria das carnes tambm objeto de controle na recepo das
matrias-primas, como condio de ingresso e liberao para armazenamento
ou posterior manipulao e/ou processamento.
Os procedimentos da Inspeo Oficial no devem se restringir etapa de
recepo importante contemplar tambm as condies de armazenamento
das carnes.
A verificao das mesmas permite extrair vrias informaes, mas, para isso,
necessrio atentar para os seguintes aspectos:
- Integridade das embalagens;
- Presena de manchas que podem ser correlacionadas com variaes de
temperatura, particularmente em carnes congeladas;
- Identificao do produto;
- Compatibilidade da temperatura ambiente com as caractersticas do produto;
- Riscos de contaminao cruzada.
As condies de manipulao dos produtos embalados, em todas as fases do
processo, devem ser cuidadosamente observadas. As operaes de
transferncia desses produtos entre dependncias e por ocasio da recepo e
da expedio, bem como o seu manejo nos locais de estocagem, inclusive
cmaras frias, caso no executadas de forma adequada, podem ser causa
importante de danos embalagem e, conseqentemente, exposio do
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina86
contedo a todo tipo de perigo (biolgico, fsico e qumico). Neste caso, a
operao de empilhadeiras deve merecer particular ateno, pois no raro o
garfo desse equipamento atingir e romper as embalagens dos
produtos. Tambm estrados em ms condies, notadamente os de madeira,
podem constituir riscos s embalagens (lascas de madeira, pregos salientes,
etc.);
O armazenamento das embalagens deve ser praticado de forma a evitar que
eventuais perigos biolgicos, fsicos ou qumicos sejam introduzidos nessa
etapa. Assim, esse material deve ser mantido em ambiente limpo, seco e
protegido de poeira, insetos, roedores ou de outros fatores que podem
acarretar a contaminao ou alterao por produtos qumicos.
As embalagens primrias, ou seja, aquelas que entram em contato direto com
os produtos exigem cuidados especiais. Em razo da sua funo, devem ser
tratados da mesma forma que os produtos alimentares. Assim as embalagens
primrias e secundrias devem ser armazenadas em local separado dos
demais depsitos, mantidas dentro das embalagens originais, protegidas de
contaminaes ambientais, alm de serem previamente autorizadas para o uso
a que se destinam, incuas e sem perigo de alterar as caractersticas originais
do produto.
Para os ingredientes so exigidas as mesmas condies ambientais e tambm
os mesmos requisitos de identificao previstos para a matria-prima.
Embalagens dos ingredientes danificadas ou com presena de manchas
podem significar condies inadequadas de armazenamento. Por necessidade
da manuteno de sua inocuidade e qualidade, os ingredientes devem ter o
seu uso autorizado, acondicionados em embalagens fechadas, mantidos em
ambientes separados, prprios a sua melhor conservao, protegidos de
inconvenientes microbiolgicos e ainda possuir indicaes oficiais
perfeitamente comprovadas para o seu emprego. Embalagens primrias,
secundrias ou de ingredientes danificadas ou com alteraes no seu aspecto
original, significam condies inadequadas de manipulao ou armazenamento
e implicam na sua desclassificao para o uso previsto.
11.1. No controle de matrias-primas, ingredientes e embalagens no
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina87
estabelecimento, a inspeo deve observar:
a) Se a recepo e armazenagem de matrias-primas, embalagens e
ingredientes esto conformes com os padres e parmetros de inocuidade e
qualidade dos mesmos;
b) Se as distintas habilitaes esto perfeitamente lanadas no certificado de
trnsito de produtos e se correspondem realidade.
c) Se na recepo, as matrias-primas, embalagens e ingredientes foram
controlados, na sua totalidade, pelo estabelecimento no que respeita a sua
inocuidade e qualidade e registrados em boletim.
d) Se os parmetros mensurados atendem aos requisitos mnimos
estabelecidos para os referidos produtos, de forma a preservar a sade do
consumidor e a qualidade do produto final;
e) Se na amostragem recolhida pela Inspeo Federal para monitoramento das
mercadorias, os resultados obtidos espelham panorama compatvel com os
controles realizado pela empresa e esto registrados em boletim de
recebimento desse material;
f) Se os resultados obtidos pela Inspeo Federal so compatveis com os
colhidos pelo estabelecimento;
g) Se as matrias-primas e produtos recebidos esto devidamente
identificados;
h) Se os veculos de transporte de matrias-primas e produtos mostram-se em
boas condies de conservao, apresentam ordenao dos produtos no seu
interior, tem registros de controle da temperatura no transporte, so vedados
ao ingresso de pragas e sujidades e so estanques ao escoamento de lquidos;
i) Se as embalagens recebidas tm autorizao para uso, esto ntegras e tem
caractersticas indispensveis proteo dos produtos;
j) Se o suprimento de embalagens secundrias para o setor respectivo feito
ordenadamente e na quantidade necessria, suficiente e compatvel com o
fluxo de produo;
k) Se na embalagem de produtos exportados para pases que exigem a
etiqueta,lacre, a mesma foi aposta convenientemente;
l) Se na embalagem de outros produtos destinados a mercados especficos as
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina88
identificaes exigidas so apostas na caixa, como por exemplo a tipificao
para o Chile.
11.2. Procedimentos para identificao de no-conformidade do Programa
de Controle
de matria-prima, ingredientes e embalagens.
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
Matria-Prima
a) As matrias primas contidas nos veculos de transporte so acompanhadas
do respectivo certificado sanitrio, em que esteja preenchido todos os detalhes
pertinentes sua correta identificao, inclusive as suas eventuais
habilitaes?
b) As matrias-primas recebidas tm seu destino corretamente observado
durante o processamento, conforme habilitao lanada na certificao? O
estabelecimento mantm documentao que evidencie essas circunstncias?
c) O estabelecimento tem conhecimento que h necessidade de evidenciar,
quando necessrio, a habilitao em questo e que a sua desobedincia
implica em falta gravssima?
d) As matrias-primas apresentam as embalagens ntegras e, se rompidas,
ainda esto protegidas por pelcula plstica?
e) As embalagens apresentam acmulos sanguinolentos que evidenciem
variaes de temperatura? O estabelecimento tomou as medidas corretivas e
implantou preventivas para evitar a sua recorrncia?
f) As matrias-primas e produtos so mantidos em temperaturas compatveis
com a sua natureza (resfriadas, congeladas e outras) e de forma organizada
que permita bons procedimentos de inspeo?
g) Os produtos armazenados em mesmo ambiente apresentam compatibilidade
e esto separados por habilitao?
Ingredientes
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina89
h) Os ingredientes so manipulados e empregados de acordo com as
instrues de uso na formulao aprovada e mantidos no local de preparao
do produto em quantidades suficientes ao seu consumo por perodos restritos?
i) O emprego de aditivos de uso restrito e controlado como nitrito objeto de
controle operacional e documental?
j) Os ingredientes so armazenados em local separado, mantido em condio
higinicas e, se preparados previamente, o suficiente em pores para cada
uso?
k) Na ocorrncia de desvios quanto ao emprego de ingredientes, esto sendo
tomadas todas as medidas corretivas e preventivas cabveis que evitem sua
recorrncia?
l) A embalagem original que acondiciona o ingrediente o acompanha at o
ambiente de preparao do produto?
m) As matrias-primas e produtos com embalagens rompidas ou acmulos
sanguinolentos so reavaliados quanto ao seu destino?
11.3. Freqncia da verificao
11.3.1 Verificao no local
Reinspeo de 10% das entradas de matria-prima e comparao com
registros correspondentes. A reinspeo da matria-prima deve focaliza sua as
condies higinicosanitrias, limites crticos relacionados com a temperatura,
condies de embalagem , identificao e rotulagem. Com freqncia
quinzenal deve ser realizada a verificao das condies de armazenamento
tanto das matrias-primas como dos ingredientes material de embalagem.
11.3.2. Verificao documental
A verificao documental deve ser realizada quinzenalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao in loco ( diria e quinzenal) realizada pelo SIF.
12. CONTROLE DE TEMPERATURAS
O controle de temperaturas essencial indstria de alimentos para garantir a
inocuidade e qualidade dos produtos e, por esta razo, deve merecer uma
ateno especial. A referncia isolada temperatura significa que se trata da
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina90
mensurada no ambiente, ou seja, nas cmaras em geral, na sala de
preparao de produtos, na desossa e outros, ao passo que a temperatura
da matria-prima ou produto quase sempre objeto de PC ou PCC.
Os estabelecimentos devem dispor de registros dessas temperaturas,
preferencialmente, na forma de cartas contnuas ou, em formulrios com
anotaes registradas no menor intervalo de tempo possvel. Nas cmaras
frigorficas em geral, os intervalos de registros no devem ser superiores a 1
(uma) hora. O registro da variao em tempo reduzido permite identificar a
tendncia de eventuais desvios e conduzir as medidas de controle que evitem
o crescimento exponencial de patgenos. Esta a razo pela qual os registros
contnuos (termgrafos) so preferidos.
A mensurao da temperatura dos ambientes dever ser realizada de duas a
quatro vezes por dia pela Inspeo Federal.
12.1. No controle de temperaturas no estabelecimento, a inspeo deve
observar:
a) Se as temperaturas de referncia para o controle das etapas do processo
so fundamentadas em bases tcnico-cientficas e dispositivos regulamentares;
b) Se o estabelecimento est efetuando todas as mensuraes de
temperaturas indispensveis ao controle do processo em todas as suas etapas,
na freqncia e no nmero previsto;
c) Se os instrumentos e dispositivos de controle de temperaturas so
sistematicamente aferidos e calibrados e se h registros comprobatrios
dessas operaes;
d) Se h registros contnuos, medida do possvel e progressivos dos
controles de temperaturas;
e) Se h compatibilidade no cotejo sistemtico dos controles de temperatura
realizadas pelos estabelecimentos, com os realizados pela IF;
f) Se para as no conformidades observadas pelo estabelecimento foram
adotadas as medidas corretivas pertinentes, as preventivas que se impem e
ainda se as mesmas tem consistncia tcnico-cientfica;
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina91
g) Se o controle de temperatura de produtos no estiver previsto como PC ou
PCC e, portanto, no estiver includo na APPCC, deve-se aproveitar esta
oportunidade para faz-lo.
12.2. Procedimentos para identificao de no-conformidade do Programa
de controle de temperaturas
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder questes a seguir, visando avaliar a conformidade desse
Elemento de Inspeo.
a) O estabelecimento est realizando, com eficincia e regularidade, todos os
controles de temperaturas, atendendo aos parmetros propostos?
b) Todos os ambientes de trnsito de matrias-primas e produtos, a partir do
seu resfriamento, tem temperaturas controladas, dentro dos parmetros
fixados?
c) As temperaturas dos referidos ambientes so mantidas com uniformidade,
sem oscilaes considerveis durante todo o processo?
d) As oscilaes indesejveis ou as no conformidades de temperatura so
objeto de medidas corretivas e preventivas de novos desvios?
e) O cotejo dos registros da temperatura do estabelecimento e da Inspeo
Federal mostra-se compatvel, de forma a garantir o desenvolvimento de um
monitoramento
correto?
f) As temperaturas dos produtos para os quais no se tem referncia no
APPCC,garantem a inocuidade e qualidade para o seu processamento ou
consumo direto?
12. 3. Freqncia da verificao
12.3.1 Verificao no local
Temperatura que representam limites critico de PCCs so registradas durante
a verificao dos mesmos. Nas outras situaes a temperatura de ambientes
controlados devem ser verificadas diariamente, no mnimo, em trs momentos
diferentes ao longo da jornada de trabalho
12.3.1 Verificao documental
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina92
A verificao documental deve ser realizada semanalmente e consiste da
reviso dos registros do estabelecimento para comparao com achados da
verificao in loco ( diria e quinzenal) realizada pelo SIF.
13. CALIBRAO E AFERIO DE INSTRUMENTOS DE CONTROLE DE
PROCESSO
fundamental a existncia e funcionamento de um plano de aferio e
calibrao de instrumentos e dispositivos de controle de processo. A reviso
dos registros de calibrao e aferio desses instrumentos um dos elementos
de verificao do plano APPCC e como tal deve estar prevista no plano.
A aferio desenvolvida dentro nas atividades de rotina do estabelecimento,
onde os instrumentos de controle do processo (ex. termmetros ) so aferidos
em espao de tempo pr determinado e baseado em padro estabelecido. A
pr-aferio feita no prprio estabelecimento e quando se detecta uma falha
no instrumento, devem ser adotados procedimentos, previstos, impedindo o
seu uso, a fim de evitar que a produo seja monitorada de forma imprecisa.
Os registros da aferio devem estar disponveis para a verificao
oficial.
A etapa de calibrao dos instrumentos de controle de processo executada
independentemente das aes executadas na aferio. realizada,
preferencialmente, para o ajuste dos instrumentos aos padres referenciais
(standard), servindo de balizamento para a aferio. A calibrao nem sempre
executada nas dependncias do estabelecimento e as vezes, faz-se
necessrio o envio do instrumento para instituies especializadas e
credenciadas por organismos oficiais para realizao destes servios. Em
qualquer situao, a empresa inspecionada dever apresentar o
respectivo certificado de calibrao, os quais sero avaliados pelo SIF.
13.1. No controle da aferio e calibrao a Inspeo Federal deve
observar:
a) Se h um programa escrito de aferio e calibrao dos instrumentos de
controle os processos que est funcionando perfeitamente.
b) Se o estabelecimento dispe de registros de acompanhamento dispe de
registros do acompanhamento regular da aferio e calibrao dos
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina93
instrumentos de controle dos processos e esto disponveis para a verificao
oficial.
c) Se a reviso dos registros de aferio e calibrao est inserida no
programa APPCC.
d) Se as atividades de calibrao esto sendo realizadas em instituies
especializadas, credenciadas oficialmente e providas das devidas certificaes.
13.2. Procedimentos para a Aferio e Calibrao de Instrumentos de
Controle do Processo
Aps a execuo dos procedimentos para a aferio e calibrao dos
instrumentos de controle do processo deve-se responder as questes a seguir,
visando avaliar a sua conformidade.
a) As prescries inseridas no programa APPCC esto sendo cumpridas,
corretamente e na freqncia prevista pelo estabelecimento?
b) As aludidas prescries so objetos de rigorosos registros e estes so
realizados pela IF? H referncia, ocorrncia de medidas preventivas e
corretivas, no caso de desvios?
c) H certificados que comprovem a calibrao de instrumentos de controle do
processo em instituies especializadas?
d) Os instrumentos de controle do processo esto corretamente identificados?
e) Procede-se rotineiramente ao cotejo entre as temperaturas mensuradas,
simultaneamente, por termmetro e termorregistrador?
13. 3. Freqncia da verificao
12.3.1 Verificao no local
A verificao no local das condies dos instrumentos utilizados no controle do
processo deve ser realizada semanalmente.
12.3.2 Verificao documental
A verificao documental tambm deve ser realizada semanalmente e consiste
da reviso dos registros do estabelecimento para comparao com achados da
verificao in loco( diria e quinzenal) realizada pelo SIF.
14. VERIFICAO DO PROGRAMA DE APPCC
Neste item a Inspeo Oficial tem por objetivo avaliar a implantao do
Programa de Anlise de Perigos e Pontos Crticos de Controle (APPCC).
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina94
Inicialmente, preciso conhecer todas as particularidades do Programa,
especfico para cada processo, a forma de monitoramento, os limites e a
freqncia com que os procedimentos de controle so executados.
14.1. Durante a verificao Oficial deve-se avaliar se o Programa APPCC
atende as exigncias da legislao. Esta verificao inclui:
a) verificao do Programa APPCC imediatamente aps qualquer modificao;
b) verificao dos registros de monitoramento dos PCCs;
c) verificao da adequao e aplicao das medidas corretivas adotadas
quando ocorrem desvios;
d) verificao da pertinncia dos limites crticos estabelecidos;
e) verificao de outros registros pertinentes ao Programa APPCC;
f) observao direta e ou mensurao do limite crtico do PCC;
g) avaliao de resultados de anlises correlacionando-os com padres de
inocuidade.
14.2. Procedimentos para identificao de no-conformidade no Programa
APPCC
Aps a execuo dos procedimentos de inspeo e a reviso dos registros
deve-se responder as seguintes questes visando avaliar a conformidade
desse Elemento de Inspeo.
I Anlise de perigos
a) O estabelecimento realizou a anlise de perigos?
b) O estabelecimento identificou todos os perigos que podem ocorrer?
c) A anlise de perigo identifica as medidas preventivas que sero aplicadas?
d) A anlise de perigo dispe de um diagrama de fluxo que descreve as etapas
de elaborao do produto?
e) A anlise de perigo identifica a sua provvel utilizao ou os consumidores
do produto final?
f) O resultado da anlise de perigo revela que existe(m) perigo(s) com risco
significativo que justifique(m) PCC(s)?
g) O estabelecimento tem um plano descrito para cada um de seus produtos?
h) O estabelecimento realizou a validao do Programa APPCC visando
determinar se o mesmo atende os objetivos propostos?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina95
i) Os registros do estabelecimento incluem diversos resultados que atestam o
monitoramento do(s) PCC(s) e a conformidade com os limites crticos?
j) O estabelecimento dispe de resultados subseqentes que justifiquem a
adequao das medidas corretivas visando atingir o controle do PCC aps a
ocorrncia de desvios?
II - Monitoramento
a) O plano APPCC lista os procedimentos de monitoramento e a freqncia
que ser usada para monitorar cada PCC visando assegurar a sua
conformidade com limites crticos?
b) Os procedimentos de monitoramento esto sendo executados na forma e
freqncia previstas no plano APPCC?
III Verificao
a) O plano APPCC prev procedimentos e freqncias de aferio e calibrao
de instrumentos de monitoramento de processos?
b) O plano APPCC prev procedimentos e freqncias para observaes
diretas das atividades de monitoramento e aes corretivas?
c) O plano APPCC lista os procedimentos e freqncias para reviso dos
registros gerados e os aplica conforme previsto?
d) O plano APPCC lista os procedimentos de amostragem como atividade de
verificao?
e) A calibrao dos instrumentos de monitoramento de processo realizada na
forma prevista no plano?
f) As observaes geradas pela observao direta (in loco) so realizadas de
acordo com o previsto no Plano APPCC?
g) Os registros gerados no monitoramento (PCCs e seus limites crticos, a
anotao de temperaturas e outros valores quantificveis, como previsto no
plano APPCC, a calibrao de instrumentos, aes corretivas tomadas, a
verificao e dados de identificao do produto, incluindo a data e hora da
ocorrncia) so revisados pelo estabelecimento?
IV - Manuteno dos Registros e Documentos
a) O plano APPCC prev um sistema de manuteno dos registros que
documentam o monitoramento dos PCCs?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina96
c) Os registros contemplam os valores e observaes atualizadas obtidas
durante o monitoramento?
d) O estabelecimento dispe de embasamento para as decises adotadas
durante a analise de perigo?
e) O estabelecimento possui documentos de referncia que embasem a
escolha do PCC?
f) Foi identificado PCC visando prevenir, eliminar ou reduzir o perigo a nveis
aceitveis?
g) O estabelecimento dispe de base cientifica, tcnica ou regulamentar para a
definio do limite critico?
h) Os documentos de embasamento so confiveis?
i) O estabelecimento dispe de embasamento que justifique a freqncia de
monitoramento prevista no plano APPCC?
j) O estabelecimento dispe de embasamento que justifique a freqncia de
verificao prevista no plano APPCC?
k) As decises adotadas pelo estabelecimento so compatveis com os
documentos de embasamento?
l) Os registros documentam o monitoramento dos PCCs e seus limites crticos?
m) Os registros incluem o horrio, temperaturas ou outros valores
quantificveis, nome do produto, lote do abate e data que foram realizados?
n) Os procedimentos e resultados da verificao esto documentados?
o) H registro de data e horrio em que a verificao foi realizada?
p) Os procedimentos de aferio/calibrao dos instrumentos de
monitoramento so registrados?
q) Os registros so mantidos atendendo aos prazos pr-estabelecidos para
cada tipo de produto (um ano para carne in natura e produtos resfriados e
dois anos para congelados, conservas ou produtos estveis)?
r) Os registros so mantidos no estabelecimento por 12 meses?
s) Se os registros forem arquivados fora dos estabelecimentos aps 12 meses,
os mesmos podem ser disponibilizados em tempo hbil?
V- Aes corretivas
b) O estabelecimento identifica a causa do desvio ?
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina97
c) A ao corretiva elimina a causa do desvio?
d) A ao corretiva assegura que o PCC est sob controle?
e) Foram implantadas medidas preventivas para evitar a repetio do desvio?
f) As aes corretivas asseguram que nenhum produto com risco sade
publica ou alterao chegue ao consumidor, em conseqncia de desvios do
processo?
g) O estabelecimento separa todo os produtos com desvios de processo?
h) O estabelecimento, antes de liberar os produtos com desvios de processo ao
consumo, revisa os produtos implicados?
i) O estabelecimento adota as aes necessrias para assegurar que nenhum
produto com risco a sade publica chegue ao consumidor, em conseqncia de
desvios do processo?
j) O Plano APPCC foi reavaliado para incorporao do controle de novos
desvios ou outro perigo imprevisto?
k) O estabelecimento possui embasamento para a tomada de decises durante
a reavaliao?
l) O plano APPCC reavaliado, no mnimo, anualmente?
m) O estabelecimento considerou, na anlise de perigos, alguma modificao
significativa ocorrida nas instalaes, equipamentos ou em relao aos
produtos?
n) Ocorreram mudanas que possam comprometer a anlise de perigos do
plano APPCC?
o) O estabelecimento revisou o plano em funo destas mudanas?
p) Se a reavaliao evidenciou que o plano APPCC no mais atende a
legislao, o mesmo foi modificado imediatamente?
A inspeo oficial julga o programa inadequado quando:
a) o programa no rene os requisitos da legislao;
b) o estabelecimento no executa as atividades contidas no plano;
c) h falhas na definio das medidas preventivas e corretivas;
d) h falhas na forma prevista para a manuteno dos registros.
14.3. Freqncia da verificao
14.3.1 Verificao in loco
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina98
A verificao in loco dos PCCs deve ser realizada diariamente,
contemplando, no mnimo, 10% dos PCCs do estabelecimento e em todos os
turnos de trabalho. O procedimento consiste da
verificao in loco do monitoramento do PCC e registros dos achados para
posterior comparao com os registros de monitoramento do estabelecimento.
Os horrios em que so realizadas as verificaes devem ser alternados,
evitando-se horrios prefixados. No caso do
abate de bovinos, a verificao do PCC relativo reviso das carcaas,
visando identificar contaminao gastrintestinal, deve ser realizada diariamente
independente de sorteio.
O formulrio de registros da verificao in loco o modelo 01/APPCC, sendo
que, no caso da reviso de carcaas, o modelo 02/APPCC.
14.3.2. Verificao documental
Durante os 6 (seis) primeiros meses, esta verificao ser realizada
semanalmente. A verificao documental consiste da reviso de todos os
registros do APPCC do estabelecimento, incluindo o prprio Plano e os
registros gerados no perodo. Este procedimento tem por objetivo avaliar a
implementao do programa pelo estabelecimento e por isso, a anlise de
perigos, os procedimentos de monitoramento, verificao, manuteno dos
registros, documentos e aes corretivas devem ser analisados e comparados
com os registros gerados pelo estabelecimento.
O formulrio de registros da verificao in loco o modelo 03/APPCC.
15 - TESTES MICROBIOLGICOS ( SALMONELLA, E.COLI, CONTAGEM
TOTAL DE MESFILOS E CONTAGEM DE ENTEROBACTERIACEAE e
outros)
Os Estados Unidos exige a execuo diria de testes microbiolgicos para
Escherichia coli e Salmonella sp., sendo o ltimo executado sob a
responsabilidade da Inspeo Oficial, na freqncia de 1 amostra para cada
300 carcaas ou frao. No caso da Unio Europia, os indicadores so:
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina99
Contagem Total de Mesfilos e Enterobacteriaceae, colhendo-se 5 -10
amostras por semana durante seis semanas consecutivas. Para os
estabelecimentos credenciados exportao para a Unio Europia e Estados
Unidos, simultaneamente, entendemos que podero
ser realizados os testes para E.coli e Samonella, na forma prevista na
legislao dos Estados Unidos, acrescidos da prova para Contagem Total de
Microrganismos Mesfilos, aplicando-se para este indicador a metodologia
prevista na referida Deciso.
A Deciso 2001/471/UE, no define, precisamente, o momento mais adequado
para a colheita de amostras para teste dos microrganismos indicadores,
salienta apenas que as amostras devem ser colhidas antes do resfriamento;
portanto, os swabs podem ser obtidos antes ou aps a operao de lavagem
das carcaas.
Os resultados dos testes para E. coli, exigidos pela Legislao dos Estados
Unidos devem ser apresentados em tabelas de controle estatstico de
processo. Neste caso, no h limite preestabelecido; na construo da tabela
leva-se em conta a mdia de uma srie histrica de resultados. A partir da
mdia calcula-se o desvio padro e atravs dele se estabelece o limite
superior que obtido atravs da soma da mdia com o desvio padro. O limite
inferior obtm-se subtraindo o desvio padro da mdia. Num processo sob
controle, espera-se que os resultados obtidos estejam sempre dentro desses
limites, com pequenas variaes, j que irreal esperar
um nico resultado em razo dos fatores que podem interferir na carga
bacteriana das carcaas como o manejo dos animais, fatores climticos, poca
do ano e outros. Salientamos que, quando se trabalha com controle estatstico
de processo, cada estabelecimento tem o seu prprio
padro em razo das particularidades individuais, exigindo-se a aplicao de
medidas de controle somente quando o limite superior ultrapassado.
As produes de Carne Cozida e Congelada e de Beef J erky destinadas a
exportao para os Estados Unidos da Amrica devem ser submetidas ao
Controle de Listeria spp. Os estabelecimentos produtores devem desenvolver
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina100
e implantar Programa Sentinela para Listeria spp, atrelando este programa
aos de APPCC e PPHO. O Programa Sentinela deve contemplar,
semanalmente, em cada linha de produo, a pesquisa de Listeria spp., em 3
(trs) pontos das superfcies da rea restrita da carne cozida e/ou de
embalagem de Beef J erky, nas quais os produtos so diretamente depositados
aps o tratamento trmico e antes da embalagem.
Outras duas amostras devem ser obtidas de superfcies que entram em
contado direto com os produtos. Alm da aplicao dos procedimentos de
verificao previstos na presente Circular, a IF local deve encaminhar a rede de
laboratrios oficiais ou credenciados, uma amostra mensal
de Carne Cozida e Congelada para pesquisa de Listeria spp. e Salmonella
spp. e uma amostra a cada 2 (dois) meses em se tratando de Beef J erky.
No caso dos testes para Contagem Total de Mesfilos e Enterobacteriaceae,
exigncias da Legislao da Unio Europia, h limites pr-estabelecidos,
independentes da tcnica de obteno das amostras (amostragem destrutiva
ou no destrutiva). De qualquer forma os resultados devem ser plotados em
grficos de controle estatsticos de processo. Os boletins de
anlises emitidos pelo laboratrio, em qualquer situao (tanto para os testes
exigidos pelos Estados Unidos como pela Unio Europia) devem ser
examinados pelos supervisores e devem conter todas as informaes relativas
amostra, tais como: nmero da carcaa, data da colheita, incio do exame,
trmino do exame, data de produo, temperatura de incubao alm da
assinatura do analista.
15. 1. Freqncia da verificao
15.1.1 Verificao no local
A verificao no local deve seguir a freqncia e os procedimentos
estabelecidos pelo pas importador.
15.1.2 Verificao documental
A verificao documental tambm deve ser realizada semanalmente e consiste
da reviso dos registros do estabelecimento para comparao com achados da
verificao in loco ( diria e quinzenal) realizada pelo SIF.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina101
16 CERTIFICAO DOS PRODUTOS DESTINADOS EXPORTAO
A certificao sanitria dos produtos destinados exportao a ltima fase
do processo e, portanto, tambm o ltimo momento que a Inspeo Oficial
tem a oportunidade de interferir no processo.
As exigncias de cada pas esto contidas no respectivo certificado sanitrio. O
veterinrio Oficial antes de emitir o certificado sanitrio deve ler este
documento e conferir os documentos que o respaldam a emitir o referido
documento. Se necessrio, a IF local deve exigir garantias adicionais.
Para os produtos destinados ao mercado norte-americano, no momento da
certificao a IF deve exigir o relatrio de pr-embarque para se assegurar que
todos os requisitos da legislao dos Estados Unidos da Amrica forma
integralmente cumpridos.
4.3. LEGISLAO
Os Programas de Autocontrole so regulamentados pelas legislaes
editadas pelo Ministrio da Agricultura,Pecuria e
Abastecimento(MAPA)/Secretaria de Defesa Agropecuria(SDA)/Departamento
de Inspeo de Produtos de Origem Animal(DIPOA)/Coordenao Geral de
Programas Especiais(CGPE), discriminadas abaixo:
1. Circular N 175,de 16 de maio de 2005- Procedimentos de
Verificao dos Programas de Autocontrole(verso preliminar) .
2. Circular N 176,de 16 de maio de 2005-Modificao das
Instrues para a verificao do PPHO, encaminhados pela
Circular N 201/97/DIPOA e aplicao dos Procedimentos de
Verificao dos Elementos de Inspeo previstos na Circular N
175/2005, CGPE/DIPOA .
3. Circular N 294, de 5 de maio de 2006-Diretrizes para aplicao
das Circulares N 175/05 e 176/05 nos estabelecimentos de abate
de aves: novas freqncias .
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina102
5.REFERNCIAS
ASSOCIAO BRASILEIRA DE NORMAS TCNICAS. NBR 14900. Sistema
de gesto da anlise de perigos e pontos crticos de controle Segurana de
alimentos. 30 out. 2002.
BARENDZ, A.W.: Food safety and total quality management. Food
Control, vol. 9, no 2-3, 1998.
BENNET, W.L. & STEED, L.L.: An integrated approach to food safety.
Quality Press, vol. 32, N 2, February, 1999
BRASIL.Ministrio da Agricultura,Pecuria e Abastecimento.Departamento de
Inspeo de Produtos de Origem Animal.Circular N245/96. Exportao de
carnes e produtos crneos para os EUA.Nova legislao americana sobre
inspeo de carnes e de aves. Implantao de Procedimentos Padro de
Higiene Operacional- PPHO( Sanitization Standard Operating Procedures-
SSOP). Braslia,DF; 26 nov.1996
BRASIL.Ministrio da Sade.Secretaria de Vigilncia Sanitria.Portaria N 326,
de 30 de julho de 1997. Aprova o Regulamento Tcnico sobre as
condies higinico-sanitrias e de Boas Prticas de Fabricao para
estabelecimentos produtores/industrializadores de alimentos.Dirio
Oficial da Repblica Federativa do Brasil.Poder Executivo, Braslia,DF; 1
ago.1997.Seo I.
BRASIL.Ministrio da Agricultura,Pecuria e Abastecimento.Portaria N46,de
10 de fevereiro de 1998. Institui o Sistema de Anlise de Perigos e Pontos
Crticos de Controle(APPCC)- a ser implantado, gradativamente, nas
indstrias de produtos de origem animal sob o regime do Servio de
Inspeo Federal(SIF), de acordo com o Manual Genrico de
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina103
Procedimentos. Dirio Oficial da Repblica Federativa do Brasil. Poder
Executivo, Braslia,DF;16 mar.1998.Seo I,p.24
BRASIL. Ministrio da Agricultura, Pecuria e Abastecimento.Secretaria de
Defesa Agropecuria(SDA).Departamento de Inspeo de Produtos de Origem
Animal(DIPOA).Coordenao Geral de Programas Especiais(CGPE).Circular
N 175/2005/CGPE/DIPOA.Procedimentos de Verificao dos Programas
de Autocontrole(Verso Preliminar).Braslia,DF;16 mai.2005.
BRASIL. Ministrio da Agricultura, Pecuria e Abastecimento.Secretaria de
Defesa Agropecuria(SDA).Departamento de Inspeo de Produtos de Origem
Animal(DIPOA).Coordenao Geral de Programas Especiais(CGPE).Circular
N 176/2005/CGPE/DIPOA.Modificao das Instrues para a Verificao
do PPHO, encaminhados pela Circular N
175/2005/CGPE/DIPOA.Braslia,DF; 16 mai.2005
BRASIL. Ministrio da Agricultura, Pecuria e Abastecimento. Secretaria de
Defesa Agropecuria(SDA).Departamento de Inspeo de Produtos de Origem
Animal(DIPOA).Coordenao Geral de Programas Especiais(CGPE).Circular
N 294/2006/CGPE/DIPOA, de 5 de maio de 2006-Diretrizes para aplicao
das Circulares N 175/05 e 176/05 nos estabelecimentos de abate de aves:
novas freqncias.Braslia,DF; 5 mai.2006
CROSS,H.R. HACCP:Pivotal Change for Meat Industry. Food Technology:
Chicago, Institute of Food Technologists,v.2;n.8;p.236;ago.1996
FAO- Organizao das Naes Unidas para Agricultura e Alimentao.
Mudanas no consumo de produtos alimentcios.Disponvel em
http://faostat.fao.org/DesktopDefault.aspx?PageID=291&lang=es.Acesso em 28
dez. 2009.
FIGUEIREDO,R.M. Programa de Reduo de Patgenos:Padres e
Procedimentos Operacionais de Sanitizao.Manual de Procedimentos e
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina104
Desenvolvimento.Coleo Higiene dos Alimentos; v.1,So
Paulo:Manole,2002.
GIL,R. Programa de Reduo de Patgenos:estgio atual e perspectivas
no Brasil. Monografia apresentada ao curso de especializao em Segurana
Alimentar e Qualidade Nutricional do Centro Federal de Qumica de
Nilpolis.Rio de J aneiro.2006
GONALO,E. ISO 22.000:2005-Sistemas de Gesto da Segurana de
Alimentos:Requisitos para qualquer organizao da cadeia produtiva de
alimentos. Disponvel em http:/www.totalfood.com.br Acesso em :20 dez.2009
J AY,J .M. Microbiologia de Alimentos.6 ed.Porto Alegre:Artmed,2005
LOPES J R.,J .E.F.;PINTO,C.L.O.;VILELA,M.A.P.-Proposta de um Manual de
Boas Prticas de Fabricao(BPF) aplicado a elaborao de queijo minas
frescal. Revista Leite e Derivados;ano IX;n.54;p.34-44,2000.
PETERSEN,P.B.-Total quality management and the Deming approach to
quality management. J ournal of Management History;v.5;ISS.8; p.468,
Bradford,1999.
PIERSON,M.; COLLET J R.,D.A.-HACCP:principles and applications.New
York:Chapmann & Hall,1992.212p.
SALLES,C.R.;MOURA,J .K.B.;MEDEIROS,P.R.M.- Risco e Segurana
Alimentar(uma sntese)- Trabalho apresentado disciplina de Nutrio em
Sade Pblica. Natal,R.N.,2001. Disponvel em http:/www.ufrnet.br Acesso em
20 dez.2009
SCHONBERGER,R.J .-Tcnicas Industriais Japonesas:nove lies ocultas
sobre a simplicidade. 2ed. So Paulo:Pioneira,Novos Umbrais;1987.309p.
CursoPreparatrioparaoConcursoPblicoFederal
MinistriodaAgricultura,PecuriaeAbastecimento
Mdulo:ProgramasdeAutocontrole
ProfIracemaM.deCarvalho Pgina105
SENAI Guia Passo a Passo para a Implantao das Boas Prticas de
Fabricao e do Sistema APPCC. Rio de J aneiro:SENAC/DN;2001.229p.
SILVA J R.,E.A.- Manual de Controle Higinico Sanitrio em Alimentos.3ed.
So Paulo:Varela,1999
STRINGER, M.F.: Safety and quality management through HACCP and
ISO 9000. Dairy, Food and Environmental Sanitation, vol. 14, n 8, p. 478-481,
August, 1994.
Você também pode gostar
- Plano APPCC Bacon - APRESENTAÇÃODocumento17 páginasPlano APPCC Bacon - APRESENTAÇÃOFlaviane BarrosoAinda não há avaliações
- 4 - Plano de Inspeção - Sif - Novembro 2018Documento26 páginas4 - Plano de Inspeção - Sif - Novembro 2018ricardoAinda não há avaliações
- 2 Como Validar HACCPDocumento32 páginas2 Como Validar HACCPHugo Santana67% (3)
- APPCC Na Indústria de LaticíniosDocumento35 páginasAPPCC Na Indústria de LaticíniosFefa Kyo100% (3)
- APPCC Ling. CardozoDocumento43 páginasAPPCC Ling. CardozoLuizAntonio De Souza Pacheco100% (5)
- Appcc Na Industria de Embutidos PDFDocumento58 páginasAppcc Na Industria de Embutidos PDFLeonardo LoboAinda não há avaliações
- Appcc Na Industria de EmbutidosDocumento58 páginasAppcc Na Industria de EmbutidosJuliana Martins50% (2)
- Riispoa ResumidoDocumento103 páginasRiispoa ResumidoMárcia Luane100% (1)
- Res 10 03 Ppho para Leite e DerivadosDocumento4 páginasRes 10 03 Ppho para Leite e DerivadosCíntiaAinda não há avaliações
- Controle de Qualidade Na Industria de AlimentosDocumento11 páginasControle de Qualidade Na Industria de AlimentosDaniele Dos Anjos100% (2)
- 2 - Apontamentos Modulo 2 - Análise de Circuitos de Corrente ContínuaDocumento8 páginas2 - Apontamentos Modulo 2 - Análise de Circuitos de Corrente ContínuaNuno LopesAinda não há avaliações
- Inspecao de Aves - Adilon Alves de Amorim NetoDocumento76 páginasInspecao de Aves - Adilon Alves de Amorim NetoAline OliveiraAinda não há avaliações
- Treinamento Para Manipuladores De Alimentos: Manual Prático IlustradoNo EverandTreinamento Para Manipuladores De Alimentos: Manual Prático IlustradoAinda não há avaliações
- APPCC na Produção Primária de Peixe: Produção Segura de PeixesNo EverandAPPCC na Produção Primária de Peixe: Produção Segura de PeixesAinda não há avaliações
- Manual De Boas Práticas Em Manipulação De Alimentos Em SupermercadosNo EverandManual De Boas Práticas Em Manipulação De Alimentos Em SupermercadosAinda não há avaliações
- PPHODocumento75 páginasPPHOpanankill100% (2)
- Curso MBP 04.2016Documento54 páginasCurso MBP 04.2016Sandriluana Santos100% (1)
- Appcc Leite DissertaçãoDocumento143 páginasAppcc Leite DissertaçãoGuilherme CostaAinda não há avaliações
- APOSTILA BPF Completa 1Documento76 páginasAPOSTILA BPF Completa 1Priscilla Botelho100% (3)
- TCC AppccDocumento234 páginasTCC Appccguiwd100% (1)
- BPF Indust Alimentos 04Documento36 páginasBPF Indust Alimentos 04Lúcia Beatriz C. Corrêa100% (2)
- Noções de Inspeção de CarnesDocumento16 páginasNoções de Inspeção de CarnesOsnardoAinda não há avaliações
- Aula 00 Programa de Autocontrole, BPF, PPHO e APPCC - MAPADocumento50 páginasAula 00 Programa de Autocontrole, BPF, PPHO e APPCC - MAPACarla MoretiAinda não há avaliações
- Microorganismos Responsáveis Pelas Principais Deteriorações Do Requeijão e Outros Queijos FundidosDocumento4 páginasMicroorganismos Responsáveis Pelas Principais Deteriorações Do Requeijão e Outros Queijos FundidosAline FerreiraAinda não há avaliações
- Voec AdaparDocumento40 páginasVoec AdaparMaluza MachadoAinda não há avaliações
- Appcc Requeijao Minas FrescalDocumento17 páginasAppcc Requeijao Minas FrescalMarília Cecconi PantaleãoAinda não há avaliações
- Portaria 46 98 Mapa Appcc Produtos AnimalDocumento31 páginasPortaria 46 98 Mapa Appcc Produtos Animalneninha20Ainda não há avaliações
- Implantacao Do Appcc em Um Laticinio para Implantacao Da IsoDocumento15 páginasImplantacao Do Appcc em Um Laticinio para Implantacao Da IsoDavidAragãoAinda não há avaliações
- Guia RT Seg Alimentos WebDocumento35 páginasGuia RT Seg Alimentos WebIsabellaAinda não há avaliações
- Appcc LacteosDocumento67 páginasAppcc LacteosMaryana Moreira100% (1)
- 7 Princípios APPCCDocumento20 páginas7 Princípios APPCCeunaotenho100% (1)
- APPCCDocumento25 páginasAPPCCmisire21Ainda não há avaliações
- Apostila BPFDocumento93 páginasApostila BPFnanndin100% (1)
- APPCC Carne FinalDocumento17 páginasAPPCC Carne FinalmarcopujattiAinda não há avaliações
- Folha de RostoDocumento82 páginasFolha de RostoMilana DiasAinda não há avaliações
- Gerenciamento Da Seguranças Dos Alimentos e Da Qualidade Na Industria D AlimentosDocumento46 páginasGerenciamento Da Seguranças Dos Alimentos e Da Qualidade Na Industria D AlimentosEdgard Freitas100% (1)
- Legislação Ppho - Produção de Produtos de Origem AnimalDocumento58 páginasLegislação Ppho - Produção de Produtos de Origem AnimalOtacilio Júnior BorgesAinda não há avaliações
- Apostila 1 APPCC 1 Slide PDFDocumento135 páginasApostila 1 APPCC 1 Slide PDFKarol Calado100% (1)
- APPCC - Na Industria de AlimentosDocumento13 páginasAPPCC - Na Industria de AlimentosJanaína Andrade50% (2)
- Boas Práticas de FabricaçãoDocumento33 páginasBoas Práticas de FabricaçãoNathalia NodaAinda não há avaliações
- Genru - Produtos CarneosDocumento35 páginasGenru - Produtos CarneosAline RochaAinda não há avaliações
- Curso Básico APPCCDocumento239 páginasCurso Básico APPCCMIGAJOHNSONAinda não há avaliações
- BPF PPHO ProcessosDocumento41 páginasBPF PPHO ProcessosJarbas Eduardo Ribeiro100% (1)
- Formularios - Plano Appcc Formulario A IdDocumento20 páginasFormularios - Plano Appcc Formulario A IdBrunna Kelly100% (1)
- Gestão Da Qualidade - PPHODocumento26 páginasGestão Da Qualidade - PPHOLilian Vicente100% (1)
- Manual de Apoio Ao Curso - HACCP Remoto PDFDocumento80 páginasManual de Apoio Ao Curso - HACCP Remoto PDFJorge Freitas100% (1)
- 1 Pac 05 Agua de AbastecimentoDocumento9 páginas1 Pac 05 Agua de AbastecimentoAlexandre MacedoAinda não há avaliações
- PROGRAMA DE AUTOCONTROLE - CompressedDocumento59 páginasPROGRAMA DE AUTOCONTROLE - Compressedgleiciane100% (1)
- Appcc SucoDocumento42 páginasAppcc SucoFabianyeng100% (1)
- Rispoa CarnesDocumento89 páginasRispoa CarnessavioventuravazAinda não há avaliações
- Manual de BPFDocumento11 páginasManual de BPFJoão M. FoladorAinda não há avaliações
- AppccDocumento97 páginasAppccKeytiane Amaral100% (1)
- Trabalho Ppho - CópiaDocumento18 páginasTrabalho Ppho - CópiaJuliana S. Oliveira100% (1)
- Carneos - 1 IntroducaoDocumento7 páginasCarneos - 1 IntroducaoKislla NayallaAinda não há avaliações
- Restaurante por quilo: Uma área a ser abordadaNo EverandRestaurante por quilo: Uma área a ser abordadaAinda não há avaliações
- Protocolos para Diagnóstico de Doenças em PeixesNo EverandProtocolos para Diagnóstico de Doenças em PeixesNota: 5 de 5 estrelas5/5 (1)
- A Importância Da Gestão Da Qualidade de Insumos para Rações PDFDocumento19 páginasA Importância Da Gestão Da Qualidade de Insumos para Rações PDFRonaldo HahnAinda não há avaliações
- ARI - Alevinos de Tilápia - 14-08-12 Com ISBNDocumento135 páginasARI - Alevinos de Tilápia - 14-08-12 Com ISBNGustavo Sousa SilvaAinda não há avaliações
- Lista de Funções RDocumento7 páginasLista de Funções RGustavo Sousa SilvaAinda não há avaliações
- Investigacao EpidemiologicaDocumento10 páginasInvestigacao EpidemiologicatecnicomateusAinda não há avaliações
- Campilobacteriose Genital BovinaDocumento5 páginasCampilobacteriose Genital BovinaGustavo Sousa SilvaAinda não há avaliações
- Um Olhar Sobre A História Do Ativismo LGBT No Rio de JaneiroDocumento24 páginasUm Olhar Sobre A História Do Ativismo LGBT No Rio de JaneiroIsis Sant'Anna MachadoAinda não há avaliações
- ContratoDocumento2 páginasContratoIsabella Tri Sant'AnaAinda não há avaliações
- NBR 9051 - Anel de Borracha para Tubulacoes de PVC Rigido Coletores de Esgoto Sanitario - 1 PDFDocumento3 páginasNBR 9051 - Anel de Borracha para Tubulacoes de PVC Rigido Coletores de Esgoto Sanitario - 1 PDFltronicaAinda não há avaliações
- Como Calcular As Calhas de Uma CoberturaDocumento3 páginasComo Calcular As Calhas de Uma CoberturaFilipe RebesAinda não há avaliações
- Reparo de Placa de Video Getech 2020Documento7 páginasReparo de Placa de Video Getech 2020ErickAinda não há avaliações
- Cirurgias Do Aparelho CardiovascularDocumento8 páginasCirurgias Do Aparelho CardiovascularSamara Costa PereiraAinda não há avaliações
- Manutenção, Perda e Restabelecimento Da Qualidade de SeguradoDocumento20 páginasManutenção, Perda e Restabelecimento Da Qualidade de SeguradoJeffersonAinda não há avaliações
- LÂMINA - Metabolize 4 Plus 19-02Documento2 páginasLÂMINA - Metabolize 4 Plus 19-02celmorcelliAinda não há avaliações
- Como Aumentar Seus Níveis de DopaminaDocumento16 páginasComo Aumentar Seus Níveis de DopaminaDernier Martins100% (1)
- Análise de Óleos Usados IDocumento40 páginasAnálise de Óleos Usados IRodrigo PereiraAinda não há avaliações
- Livro 2 - Receitas ExclusivasDocumento140 páginasLivro 2 - Receitas ExclusivasLima Bomba100% (2)
- Trabalho de Biologia FernandaDocumento15 páginasTrabalho de Biologia FernandaFernanda PereiraAinda não há avaliações
- O Uso Do Ácido Lático Comparado Ao Uso Do Ácido Retinóico No Tratamento Contra O MelasmaDocumento17 páginasO Uso Do Ácido Lático Comparado Ao Uso Do Ácido Retinóico No Tratamento Contra O MelasmaRafaella RodriguesAinda não há avaliações
- Prova - EnfermagemDocumento12 páginasProva - EnfermagemElisangela FreireAinda não há avaliações
- NBR 06259 PDFDocumento3 páginasNBR 06259 PDFHelton LeonamAinda não há avaliações
- SimuladoDocumento23 páginasSimuladoRhuan AlexandreAinda não há avaliações
- Exercícios de Campo Magnético de Fíos e Espiras - LuaDocumento4 páginasExercícios de Campo Magnético de Fíos e Espiras - LuaMaria Teresa Lua Reis de Oliveira mtlrdoAinda não há avaliações
- Piperacilina TazobactamDocumento14 páginasPiperacilina Tazobactammario.fernandoAinda não há avaliações
- Lei 469-18-Altera Codigo TributarioDocumento58 páginasLei 469-18-Altera Codigo TributarioJerri CrestanAinda não há avaliações
- Avalição 4º Ano GeografiaDocumento2 páginasAvalição 4º Ano GeografiaEscola Coração de Maria CDMAinda não há avaliações
- Percepção e AtençãoDocumento2 páginasPercepção e Atençãonoba_1985Ainda não há avaliações
- Klebsiella Pneumoniae Carbapenemase (KPC)Documento23 páginasKlebsiella Pneumoniae Carbapenemase (KPC)Ádamo Porto Gama100% (1)
- Copa Brassagem Forte de Cerveja Caseira 2023 RulesDocumento11 páginasCopa Brassagem Forte de Cerveja Caseira 2023 RulesMAMUTE METALAinda não há avaliações
- Zetec Rocam - Manual Técnico Dos Motores 1.0 - 1.6 - FlexDocumento637 páginasZetec Rocam - Manual Técnico Dos Motores 1.0 - 1.6 - FlexAngelica Garuti Marques100% (1)
- FOGÕES, Dicas de Reparos!Documento3 páginasFOGÕES, Dicas de Reparos!ROGERIO BRANDAOAinda não há avaliações
- Departamento PessoalDocumento5 páginasDepartamento PessoalAldaine PereiraAinda não há avaliações
- O Ácido Tereftálico PurificadoDocumento5 páginasO Ácido Tereftálico PurificadoIago HenriqueAinda não há avaliações
- Manual e Cvi Mercosul Jun 21Documento42 páginasManual e Cvi Mercosul Jun 21Sara JaneAinda não há avaliações