Escolar Documentos
Profissional Documentos
Cultura Documentos
Apostila End - Andreucci
Enviado por
Fabinho GarciaDescrição original:
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Apostila End - Andreucci
Enviado por
Fabinho GarciaDireitos autorais:
Formatos disponíveis
CQ-II
Prof. Ricardo Andreucci
Depto. de Soldagem
Jul./08
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
CONTEDO
Captulo 1....................................................... Ensaio Radiogrfico
Captulo 2 ...................................................... Ensaio por Lquidos Penetrantes
Captulo 3 ..................................................... Ensaio por Ultra- Som
Captulo 4....................................................... Ensaio por Partculas Magnticas
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
CAPTULO 1
ENSAIO RADIOGRFICO
1.1
Fundamentos e Princpios Fsicos do Ensaio
Descrio Genrica do Mtodo e Aplicaes:
A radiografia um mtodo usado para inspeo no destrutiva que baseia-se na absoro diferenciada da radiao penetrante pela
pea que est sendo inspecionada. Devido s diferenas na densidade e variaes na espessura do material, ou mesmo diferenas nas
caractersticas de absoro causadas por variaes na composio do material, diferentes regies de uma pea absorvero quantidades
diferentes da radiao penetrante. Essa absoro diferenciada da radiao poder ser detectada atravs de um filme, ou atravs de um
tubo de imagem ou mesmo medida por detetores eletrnicos de radiao. Essa variao na quantidade de radiao absorvida,
detectada atravs de um meio, ir nos indicar, entre outras coisas, a existncia de uma falha interna ou defeito no material.
A radiografia industrial ento usada para detectar variao de uma regio de um determinado material que apresenta uma diferena
em espessura ou densidade comparada com uma regio vizinha, em outras palavras, a radiografia um mtodo capaz de detectar com
boas sensibilidade defeitos volumtricos. Isto quer dizer que a capacidade do processo de detectar defeitos com pequenas espessuras
em planos perpendiculares ao feixe, como trinca depender da tcnica de ensaio realizado. Defeitos como vazios e incluses que
apresentam uma espessura varivel em todas direes, sero facilmente detectadas desde que no sejam muito pequenos em relao
espessura da pea.
Tcnica Geral de Ensaio Radiogrfico
Natureza da Radiao Penetrante:
O nome Radiao Penetrantese originou da propriedade de que certas formas de energia radiante possue de atravessar materiais
opacos luz visvel. Podemos distinguir dois tipos de radiao penetrante usados em radiografia industrial: os Raios X e os Raios
Gama. Eles se distinguem da luz visvel por possurem um comprimento de onda extremamente curto, o que lhes d a capacidade de
atravessarem materiais que absorvem ou refletem a luz visvel.
Por serem de natureza semelhante luz, os Raios X e os Raios Gama possuem uma srie de propriedades em comum com a luz entre
as quais podemos citar: possuem mesma velocidade de propagao (300.000 km/s), deslocam-se em linha reta, no so afetadas por
campos eltricos ou magnticos, possuem a propriedade de impressionar emulses fotogrficas.
Poderamos citar outras propriedades comuns entre as radiaes penetrantes e a luz visvel. Ocorre, no entanto, que vrios fenmenos
que observamos na luz, so muitos difceis de serem detectados. O fenmeno de refrao, por exemplo, ocorre nas radiaes
penetrantes, mas numa escala to pequena que so necessrios instrumentos muito sensveis para detect-lo. Isso explica porque a
radiao penetrante no pode ser focalizada atravs de lentes, como acontece com a luz.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
No mbito dos ensaios no destrutivos devemos salientar seis propriedades da radiao penetrante que so de particular importncia:
deslocam-se em linha reta;
podem atravessar materiais opacos a luz, ao faz-lo, so parcialmente absorvidos por esses materiais;
podem impressionar pelculas fotogrficas, formando imagens;
provocam o fenmeno da fluorescncia ;
provocam efeitos genticos ;
provocam ionizaes nos gases.
Propriedades da Radiao :
As propriedades das radiaes eletromagnticas, Raios X e Gama, so dependentes de seu comprimento de onda (ou energia) . As
propriedades dos Raios X que tem importncia fundamental, quando se trata de ensaios no destrutivos e so aquelas citadas
anteriormente.
Quanto menor o comprimento de onda, maior a energia de radiao. Por possurem comprimento de onda muito curto, e
consequentemente alta energia, os Raios X e gama apresentam propriedades e caractersticas, que os distinguem das demais ondas
eletromagnticas.
A energia das radiaes emitidas tem importncia fundamental no ensaio
radiogrfico , pois a capacidade de penetrao nos materiais est asscociada a
esta propriedade.
Produo das Radiaes X e Gama
Os Raios-X
As radiaes gama so aquelas que so emitidas do ncleo do tomo, o qual se encontra num estado excitado de energia, o que
diferencia significativamente das radiaes X, as quais so emitidas das camadas eletrnicas dos tomos. Essas emisses no ocorrem
deforma desordenada, mas possuem padro de emisso denominado espectro de emisso.
Os Raios X, destinados ao uso industrial e mdico, so gerados numa ampola de vidro, denominada tubo de Coolidge, que possui duas
partes distintas: o anodo e o catodo.
O anodo e o catodo so submetidos a uma tenso eltrica da ordem de milhares de volts, sendo o polo positivo ligado ao anodo e o
negativo no catodo. O anodo constitudo de uma pequena parte fabricada em tungstnio, tambm denominado de alvo, e o catodo de
um pequeno filamento, tal qual uma lmpada incandescente, por onde passa uma corrente eltrica da ordem de miliamperes.
Esquema de um tubo de Raios X Industrial.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
Quando o tubo ligado, a corrente eltrica do filamento, se aquece e passa a emitir espontaneamente eltrons que so atrados e
acelerados em direo ao alvo. Nesta interao, dos eltrons com os tomos de tungstnio, ocorre a desacelerao repentina dos
eltrons, transformando a energia cintica adquirida em Raios X.
Outros fenmenos de interao dos eltrons acelerados com as camadas eletrnicas dos tomos de tungstnio, tambm so
responsveis pela emisso dos Raios X.
Os Raios X, so gerados nas camadas eletrnicas dos tomos por variados processos fsicos. Caracteriza-se por apresentar um espectro
contnuo de emisso ao contrrio das radiaes gama. Em outras palavras, os Raios X emitidos pelo aparelho apresentam uma
variedade muito grande de comprimento de onda ou seja que a energia varia de uma forma contnua.
Equipamentos de Raios X:
Os Raios X so produzidos em ampolas especiais. Os tamanhos das ampolas ou tubos so em funo da tenso mxima de operao
do aparelho.
Do ponto de vista da radiografia, uma ateno especial deve ser dada ao alvo, contido no anodo. Sua superfcie atingida pelo fluxo
eletrnico, proveniente do filamento, e denomina-se foco trmico. importante que esta superfcie seja suficiente grande para evitar
um superaquecimento local, que poderia deteriorar o anodo, e permitir uma rpida transmisso do calor.
alvo (Tungstnio)
anodo
feixe de eltrons
foco ptico
Corte transversal do anodo direcional , na ampola de Raios X
Para obter-se imagens com nitidez mxima, as dimenses do foco ptico devem ser as menores possveis. As especificaes de
aparelhos geralmente mencionam as dimenses do foco ptico.
O calor que acompanha a formao de Raios X considervel, e portanto necessrio especial ateno aos sistemas e mtodos para
refrigerar o anodo. Esta refrigerao pode ser feita de diversas maneiras:
a) Refrigerao por irradiao: Neste caso o bloco de tungstnio, que compe o alvo, se aquece e o calor se irradia pelo anodo.
b) Refrigerao por conveco: O calor irradiado pelo anodo, se transmite ao prolongamento de cobre, o qual est imerso em leo ou
gs, que se refrigera por conveco natural, ou por circulao.
c) Refrigerao por circulao forada de gua: A refrigerao descrita em (b), limitada, principalmente se o aparelho for operado
continuamente, exposto ao sol. Neste caso, a circulao de gua por uma serpentina interna unidade geradora, eficaz, permitindo o
uso do aparelho por longos perodos de uso.
Unidade Geradora, Painel de Comando:
Os equipamentos de Raios X industriais se dividem geralmente em dois componentes: o painel de controle e o cabeote, ou unidade
geradora.
O painel de controle consiste em uma caixa onde esto alojados todos os controles, indicadores, chaves e medidores, alm de conter
todo o equipamento do circuito gerador de alta voltagem. E atravs do painel de controle que se fazem os ajustes de voltagem e
amperagem, alm de comando de acionamento do aparelho.
No cabeote est alojada a ampola e os dispositivos de refrigerao. A conexo entre o painel de controle e o cabeote se faz atravs
de cabos especiais de alta tenso.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
As principais caractersticas de um equipamento de Raios X so:
a - tenso e corrente mxima;
b - tamanho do ponto focal e tipo de feixe de radiao;
c - peso e tamanho;
Esses dados determinam a capacidade de operao do equipamento, pois esto diretamente ligados ao que o equipamento pode ou no
fazer. Isso se deve ao fato dessas grandezas determinarem as caractersticas da radiao gerada no equipamento. A voltagem se refere
diferena de potencial entre o anodo e o catodo e expressa em quilovolts ( kV). A amperagem se refere corrente do tubo e
expressa em miliamperes (mA).
Outro dado importante se refere forma geomtrica do anodo no tubo. Quando em forma plana, e angulada, propicia um feixe de
radiao direcional, e quando em forma de cone, propicia um feixe de radiao panormico, isto , irradiao a 360 graus, com
abertura determinada.
Os equipamentos considerados portteis, com voltagens at 300 kV, possuem peso em torno de 40 a 80 kg, dependendo do modelo. Os
modelos de tubos refrigerados a gs so mais leves ao contrrio dos refrigerados a leo.
Aparelhos de Raios X industrial, de at 300 kV
Equipamentos de Raios X panormico.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
Aceleradores Lineares :
O aceleradores lineares so aparelhos similiares aos aparelhos de Raios X convencionais com a diferena que os eltrons so
acelerados por meio de uma onda eltrica de alta frequncia, adquirindo altas velocidades ao longo de um tubo retilneo. Os eltrons
ao se chocarem com o alvo, transformam a energia cintica adquirida em calor e Raios X com altas energias cujo valor depender da
aplicao. Para uso industrial em geral so usados aparelhos capazes de gerar Raios X com energia mxima de 4 Mev.
Os Betatrons so considerados como transformadores de alta voltagem o que consiste na acelerao dos eltrons de forma circular por
mudana do campo magntico primrio, adquirindo assim altas velocidades e consequentemente a transformao da energia cintica
em Raios X, aps o impacto destes com o alvo. Este processo podem gerar energias de 10 a 30 Mev.
Os aceleradores lineares e os betatrons so aparelhos destinados a inspeo de componentes com espessuras acima de 200 mm de ao.
As vantagens do uso desses equipamentos de grande porte, so:
foco de dimenses reduzidas (menor que 2 mm)
tempo de exposio reduzido
maior rendimento na converso em Raios X
Fotos de um acelerador linear LINAC - Mitsubishi, usado para radiografia industrial de peas com
espessura de 20 a 300 mm de ao.
(Foto cedida pela CBC Indstrias Mecnicas So Paulo)
Equipamentos de Raios Gama:
Com o desenvolvimento dos reatores nucleares, foi possvel a produo artificial de istopos radioativos atravs de reaes nucleares
de ativao.
O fenmeno de ativao, ocorre quando elementos naturais so colocados junto ao ncleo de um reator e, portanto, irradiados por
neutrons trmicos, que atingem o ncleo do tomo, penetrando nele. Isto cria uma quebra de equilbrio energtico no ncleo, e ao
mesmo tempo muda sua massa atmica, caracterizando assim o istopo. O estabelecimento do equilbrio energtico do ncleo do
tomo, feito pela liberao de energia na forma de Raios gama.
Um tomo que submetido ao processo de ativao, e portanto seu ncleo se encontra num estado excitado de energia passa a emitir
radiao. fcil ver, portanto, que o nmero de tomos capazes de emitir radiao ( A ), diminui gradualmente com o decorrer do
tempo. A esse fenmeno chamamos de Decaimento Radioativo.
A
Ao
decaimento radioativo
Tempo
Esquema do Decaimento Radioativo.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
Uma caracterstica importante do Decaimento Radioativo que ele no se processa na mesma velocidade para diferentes elementos.
Por exemplo, uma amostra de Co-60 podemos dizer que os tomos se desintegram mais lentamente que no caso de uma amostra de Ir192. Observe que a relao demonstra que o nmero de tomos N que se desintegram dentro de um certo intervalo de tempo
proporcional a , No e t. Nessa equao a letra representa uma grandeza denominada de Constncia de Desintegrao,
que significa a razo que a desintegrao se processa. Como vimos a Constante de Desintegrao uma caracterstica de cada
elemento radioativo.
Resolvendo a equao chegamos, ento, expresso matemtica de Lei do Decaimento Radioativo:
N = No e
onde
- .t
No = nmero inicial de eltrons excitados.
N = nmeros de tomos excitados aps transcorrido um certo intervalo de tempo.
e = base dos logaritmo neperiano.
= constante de desintegrao, caracterstica do material radioativo.
t = tempo transcorrido.
importante observar-se, que o decaimento obedece a uma lei exponencial. Isso significa que o nmero N nunca se tornar zero
embora v assumindo valores progressivamente menores. Em outras palavras, isso significa que um material radioativo sempre estar
emitindo alguma radiao, no importando quanto tempo tenha transcorrido desde a sua formao.
Meia Vida:
Quando produzimos uma fonte radioativa, colocamos em estado excitado, um certo nmero No de tomos na fonte. Vimos atravs
da Lei do Decaimento Radioativo que esse nmero de tomos excitado diminui com o passar do tempo, segundo as caractersticas do
elemento radioativo.
Portanto, aps passado um certo intervalo de tempo, podemos ter no material radioativo exatamente a metade do nmero inicial de
tomos excitados.
A esse intervalo de tempo, denominamos Meia - Vida do elemento radioativo. Como a taxa em que os tomos se desintegram
diferente de um elemento para outro elemento a Meia - Vida tambm ser uma caracterstica de cada elemento.
A Meia - Vida representada pelo smbolo T1/2 e pode ser determinada pela seguinte equao:
0,693
T1/2 = --------
onde T1/2 = meia-vida do elemento.
= constante de desintegrao radioativa caracterstico de cada radioistopo
Atividade de uma Fonte Radioativa:
A atividade de um radioistopo caracterizada pelo nmero desintegraes que ocorrem em um certo intervalo de tempo. Como a
atividade apresentada uma proporcionalidade com o nmero de tomos excitados presentes no elemento radioativo, podemos expressalaatravs de uma frmula semelhante do Decaimento Radioativo , uma vez que A=.N, ou seja:
- .t
A = Ao . e
onde
Ao = atividade inicial do elemento radioativo.
A = atividade do elemento radioativo aps transcorrido um certo intervalo de tempo.
= constante de desintegrao.
t
= tempo transcorrido.
Como demonstrado no Decaimento Radioativo, a atividade de um certo elemento diminui progressivamente com o passar do tempo,
porm nunca se torna igual a zero.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
A unidade padro de atividade o Becquerel, que definida como sendo a quantidade de qualquer material radioativo que sofre uma
desintegrao por segundo.
1 Bq
9
1 GBq = 10
= 1 dps.
3
1 kBq = 10
12
1 TBq = 10
dps.
dps.
dps.
6
1 MBq = 10 dps.
10
unidade antiga :1 Curie = 3,7 x 10
dps.
1 Ci
= 3,7 x 10
10
Bq = 37 GBq.
As fontes usadas em gamagrafia (radiografia com raios gama), requerem cuidados especiais de segurana pois, uma vez ativadas,
emitem radiao, constantemente.
Deste modo, necessrio um equipamento que fornea uma blindagem, contra as radiaes emitidas da fonte quando a mesma no
est sendo usada. De mesma forma necessrio dotar essa blindagem de um sistema que permita retirar a fonte de seu interior, para
que a radiografia seja feita. Esse equipamento denomina-se Irradiador.
Os irradiadores compe-se, basicamente, de trs componentes fundamentais: Uma blindagem, uma fonte radiotiva e um dispositivo
para expor a fonte.
As blindagens podem ser construdas com diversos tipos de materiais. Geralmente so construdos com a blindagem, feita com um
elemento (chumbo ou urnio exaurido), sendo contida dentro de um recipiente externo de ao, que tem a finalidade de proteger a
blindagem contra choques mecnicos.
Uma caracterstica importante dos irradiadores, que diz respeito blindagem, a sua capacidade. Como sabemos, as fontes de
radiao podem ser fornecidas com diversas atividades e cada elemento radioativo possui uma energia de radiao prpria. Assim
cada blindagem dimensionada para conter um elemento radioativo especfico, com uma certa atividade mxima determinada.
Portanto, sempre desaconselhvel se usar um irradiador projetado para determinado elemento, com fontes radioativas de elementos
diferentes e com outras atividades.
Esse tipo de operao s pode ser feita por elementos especializados e nunca pelo pessoal que opera o equipamento. A fonte radioativa
consta de uma determinada quantidade de um istopo radioativo. Essa massa de radioistopo encapsulada e lacrada dentro de um
pequeno envoltrio metlico muitas vezes denominado "porta-fonte", ou fonte selada, simplesmente.
O porta fonte se destina a impedir que o material radioativo entre em contato com qualquer superfcie, ou objeto, diminuindo os riscos
de uma eventual contaminao radioativa.
Caractersticas Fsicas e Tipo de Fontes Gama:
As fontes radiaoativas para uso industrial, so encapsuladas em material austentico, de maneira tal que no h disperso ou fuga do
material radioativo para o exterior.
Um dispositivo de conteno, transporte e fixao por meio do qual a cpsula que contm a fonte selada, est solidamente fixada em
uma ponta de uma cabo de ao flexvel, e na outra ponta um engate, que permite o uso e manipulao da fonte, denominado de
porta fonte.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
Devido a uma grande variedade de fabricantes e fornecedores existem diversos tipos de engates de porta-fontes.
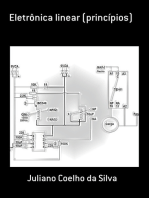
2 discos de Ir-192 , 3 mm x 0,25 mm
mola
cpsula de ao inoxidvel
engate
cabo de ao
fonte
Caractersticas das fontes seladas radioativas industriais
Embora apenas poucas fontes radiativas seladas sejam atualmente utilizadas pela indstria moderna, daremos a seguir as principais
que podem ser utilizadas assim como as suas caractersticas fsico-qumicas.
Embora apenas poucas fontes radiotivas seladas sejam atualmente utilizadas pela indstria moderna, daremos a seguir as principais
que podem ser utilizadas assim como as suas caractersticas fsico-qumicas.
(a) Cobalto - 60
O Cobalto-60 obtido atravs do bombardeamento por nutrons do istopo estvel Co-59. Suas principais caractersticas so:
Meia - Vida = 5,24 anos
Energia da Radiao = 1,17 e 1,33 MeV
Faixa de utilizao mais efetiva = 60 a 200 mm de ao
Esses limites dependem das especificaes tcnicas da pea a ser examinada e das condies da inspeo.
(b) Irdio - 192
O Iridio-192 obtido a partir do bombardeamento com nutrons do istopo estvel Ir-191. Suas principais caractersticas so:
Meia - Vida = 74,4 dias
Energia da Radiao = 0,137 a 0,65 MeV
Faixa de utilizao mais efetiva = 10 a 40 mm de ao
(c) Selnio-75
Suas principais caractersticas so:
Energia de Radiao: 0, 066 e 0,405 MeV.
Meia - Vida = 125 dias
Faixa de utilizao mais efetiva = 4 a 30 mm de ao
Caractersticas Fsicas dos Irradiadores Gama:
O que mais diferencia um tipo de irradiador de outro so os dispositivos usados para se expor a fonte. Esses dispositivos podem ser
mecnicos, com acionamento manual ou eltrico, ou pneumtico. A nica caracterstica que apresentam em comum o fato de
permitirem ao operador trabalhar sempre a uma distncia segura da fonte, sem se expor ao feixe direto de radiao.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
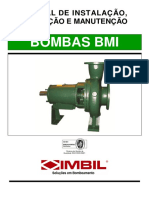
Aparelho para gamagrafia industrial.
Aparelho para Gamagrafia Sauerwein, usando Fonte Radioativa de Cobalto 60
com atividade mxima de 30 Curies , pesando 120 kg , projetado
com tipo de canal reto.
Aparelho para gamagrafia , usando fonte radioativa de Irdio-192
com atividade mxima de 160 Ci , pesando 30 kg , projetado com tipo de canal reto
10
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
11
Filmes Radiogrficos:
Os filmes radiogrficos so compostos de uma emulso e uma base. A emulso consiste em uma camada muito fina (espessura de
0,025 mm) de gelatina, que contm, dispersos em seu interior, um grande nmero de minsculos cristais de brometo de prata. A
emulso colocada sobre um suporte, denominado base, que feito geralmente de um derivado de celulose, transparente e de cor
levemente azulada.
Uma caracterstica dos filmes radiogrficos que, ao contrrio dos filmes fotogrficos, eles possuem a emulso em ambos os lados da
base.
Os cristais de brometo de prata, presentes na emulso, possuem a propriedade de, quando atingidos pela radiao ou luz, tornarem-se
susceptveis de reagir com produto qumico denominado revelador. O revelador atua sobre esses cristais provocando uma reao de
reduo que resulta em prata metlica negra.
Os locais do filme, atingidos por uma quantidade maior de radiao apresentaro, aps a ao do revelador, um nmero maior de
gros negros que regies atingidas por radiao de menor intensidade, dessa forma, quando vistos sob a ao de uma fonte de luz, os
filmes apresentaro reas mais escuras e mais claras que iro compor a imagem do objeto radiografado.
Os filmes radiogrficos industriais so
fabricados nas dimenses padres de :
3.1/2 x 17 ou 4.1/2 x 17 ou 14 x
17 . Outras dimenses e formatos
podem ser encontrados em outros pases
da Europa e EUA
Estrutura de um filme radiogrfico
Granulao:
A imagem nos filmes radiogrficos formada por uma srie de partculas muito pequenas de sais de prata, os quais no visveis a olho
n. Entretanto, essas partculas se unem em massas relativamente grandes que podem ser vistas pelo olho humano ou com auxlio de
pequeno aumento. Esse agrupamento das partculas de sais de prata da emulso cria uma impresso chamada de Granulao.
Todos os filmes apresentam o fenmeno de granulao. Por possurem gros maiores, os filmes mais rpidos apresentam uma
granulao mais acentuadas que os filmes lentos.
A granulao, alm de ser caracterstica de cada filme, tambm sofre uma influncia da qualidade da radiao que atinge o filme.
Portanto, podemos afirmar que a granulao de um filme aumenta quando aumenta a qualidade da radiao. Por essa razo os filmes
com gros mais finos so recomendados quando se empregam fontes de alta energia (Raios X da ordem de milhes de volts). Quando
usados com exposio longa, esses filmes tambm podem ser empregados com raios gama.
A granulao tambm afetada pelo tempo de revelao do filme. Se aumentarmos, por exemplo, o tempo de revelao, haver um
aumento simultneo na granulao do filme. Esse efeito comum quando se pretende aumentar a densidade, ou a velocidade, de um
filme por intermdio de um aumento no tempo de revelao. E claro que o uso de tempos de revelao pequenos resultaro em baixa
granulao porm corremos o risco de obter um filme sub-revelado. importante salientar que a granulao aumenta de acordo com o
aumento de grau de revelao. Dessa forma, aumentamos no tempo de revelao que visam a compensar atividade do revelador ou a
temperatura do banho, tero uma influncia muito pequena na granulao do filme.
Densidade ptica.
A imagem formada no filme radiogrfico possui reas claras e escuras evidenciando um certo grau de enegrecimento que
denominamos de Densidade. Matematicamente expressamos a densidade como sendo logaritmo da razo entre a intensidade de luz
visvel que incide no filme e a intensidade que transmitida e visualmente observada.
Io
D = log .-----I
R.Andreucci
onde
Controle da Qualidade II
Ed.
Jul./2008
12
Io = intensidade de luz incidente
I = intensidade de luz transmitida
Pela relao acima conclumos que quanto maior for densidade, mais escuro ser o filme. O Cdigo ASME estabelece que radiografias
produzidas com Raios X devem ter densidade ptica na faixa de 1,8 a 4,0 e para radiografias produzidas com Raios Gama densidade
de 2,0 a 4,0.
Velocidade:
Antes de introduzirmos o conceito de velocidade preciso definir o que entendemos por exposio. uma medida da quantidade de
radiao que atinge um filme. Ela representada pelo produto da intensidade da radiao pelo tempo que o filme fica exposto.
evidente, portanto, quanto maior a exposio a que submetemos um filme, maior a densidade que esse filme atinge. Se submetemos
dois filmes diferentes a uma mesma exposio, notaremos que as densidades obtidas nos dois filmes sero diferentes. Ou seja, com
uma mesma exposio, um filme apresenta maior rapidez com que um filme atinge determinada densidade, quando comparado com
um outro filme. Portanto, um filme rpido necessita de menor tempo de exposio para atingir uma determinada densidade, que num
outro filme, mais lento. Ou ainda, se um filme rpido e um filme lento forem submetidos a uma exposio idntica, o filme rpido
atingir uma densidade maior.
A velocidade uma caracterstica prpria de cada filme. Ela depende, principalmente, do tamanho dos cristais de prata presentes na
emulso. Quanto maior o tamanho dos cristais mais rpido o filme. claro que uma imagem formada por gros de grandes
dimenses mais grosseira, ou seja, menos ntida, que uma imagem formada por gros menores. Portanto, quanto mais rpido o filme,
menos ntida ser a imagem formada por ele.
Os filmes de grande velocidade podem ser utilizados em radiografias de peas com grandes espessuras que exigiria um tempo de
exposio incompatvel com a produtividade, quando utilizado filmes mais lentos.
Classificao dos Filmes:
A grande variedade de condies e a heterogeneidade de materiais encontrados na radiografia industrial, levaram os fabricantes a
produzir vrias espcies de filmes. A velocidade de exposio funo logartmica da dose de radiao necessria para que o filme
atinja densidade ptica de 2,0.
Tipo 1 - Caractersticas: granulao extremamente fina e muito alto contraste. Esse tipo de filme deve ser usado quando se deseja
obter alta qualidade de imagem em componentes eletronicos, ligas levas. Pode ser usado em exposio direta ou com telas
intensificadas.
Tipo 2 - Caractersticas: granulao ultra fina alto contraste e qualidade. Deve ser usado em ensaios de metais leves ou pesados,
ou sees espessas, com radiao de alta energia. Sua granulao no fina como a dos filmes do tipo A, mas sua maior
velocidade torna-os de grande utilidade prtica . um filme ideal para ampliaes pticas.
Tipo 3 - Caractersticas: mdia velocidade ,alto contraste,
intensificadoras e com radiao de alta energia.
Tipo 4 - Caractersticas: Filme com granulao muito fina e com alta velocidade e alto contraste quando utilizado em conjunto
com telas intensificadoras de chumbo.
granulao extra fina. Podem ser usados com ou sem telas
Processamento do Filme Radiogrfico:
Preparao Inicial:
A preparao do filme e dos banhos para o processamento radiogrfico deve seguir algumas consideraes gerais, necessrias ao bom
desempenho desta tarefa.
Limpeza: mo manuseio do filme, a limpeza essencial. A cmara escura, bem como os acessrios e equipamentos, devem ser
mantidos rigorosamente limpos, e usados somente para o propsito aos quais eles se destinam. Qualquer lquido de fcil
volatilizao deve estar acondicionado em recipientes fechados, para no contaminar o ambiente. O termmetro e outros
acessrios que manuseados devem ser lavados em gua limpa imediatamente aps o uso, para evitar a contaminao das
solues. Os tanques devem estar limpos e preenchidos com solues frescas.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
13
Preparao dos banhos: a preparao dos banhos devem seguir a recomendao dos fabricantes, e preparados dentro dos tanques
que devem ser de ao inoxidvel ou da matria sinttica, sendo prefervel o primeiro material. importante providenciar
agitao dos banhos, utilizando ps de borracha dura ou ao inxidvel ou ainda de material que no absorva e nem reaja com as
solues do processamento. As ps devem ser separadas, uma para cada banho, para evitar a contaminao das solues.
Manuseio: aps a exposio do filme, o mesmo ainda se encontra dentro do porta-filmes plstico, e portanto dever ser retirado
na cmara escura, somente com a luz de segurana acinada. Nesta etapa os filmes devero ser fixados nas presilhas das
colgaduras de ao inxidvel para no pressionar o filme com o dedo, que poder manch-lo permanentemente.
Controle da temperatura e do tempo: os banhos de processamento e a revelao devem ser controlados, quanto a temperatura.
Normalmente devem estar de acordo com a recomendao do fabricante.
Processamento Manual:
A partir do momento que temos um filme exposto radiao e passamos ento ao processamento, o mesmo passar por uma srie de
banhos nos tanques de revelao, aps o descrito acima , dever ser feitas as seguintes etapas:
Revelao
Quando imergimos um filme exposto no tanque contendo o revelador, esta soluo age sobre os cristais de brometo de prata metlica,
por ao do revelador. Esta seletividade est na capacidade de discriminar os gros expostos dos no expostos. Devido a fatores
eletroqumicos as molculas dos agentes reveladores atingem os cristais, que ficam como que revestidos. Os cristais, que so
+
constitudos de ons, ganham eltrons do agente revelador, que se combinam com o on Ag , neutralizando-o, tornando Ag
metlica. Essa reao qumica provoca uma degradao progressiva do revelador que lentamente oxidado pelo uso e pelo meio
ambiente.
A visibilidade da imagem e consequentemente o contraste, a densidade de fundo e a definio, dependem do tipo de revelador usado,
do tempo de revelao e da temperatura do revelador. Desta forma, o controle tempo-temperatura de fundamental importncia para
se obter uma radiografia de boa qualidade.
O grau de revelao afetado pela temperatura da soluo: Quando a temperatura aumenta o grau de revelao tambm aumenta.
Desta forma, quando a temperatura do revelador baixa, a reao vagarosa e o tempo de revelao que fora recomendado para a
temperatura normal (200C), ser insuficiente resultando em uma sub-revelao. Quando a temperatura alta, a sobre-revelao.
Dentro de certos limites, estas mudanas no grau de revelao podem ser compensadas aumentando-se ou diminuindo-se o tempo de
revelao. So fornecidas, inclusive, tabelas tempo-temperatura, atravs das quais pode-se a correo de comparao.
A revelao deve ser feita com agitao permanente do filme no revelador, afim de que se obtenha uma distribuio homognea do
lquido em ambos os lados da emulso, evitando-se a sedimentao do brometo e outros sais que podem provocar manchas
susceptveis de mascarar possveis descontinuidades.
Em princpio, o revelador deveria somente reduzir os cristais de haletos de prata que sofrem exposio durante a formao da imagem
latente. Na realidade, os outros cristais, embora lentamente, tambm sofrem sofrem reduo.
Chama-se Vu de fundo o enegrecimento geral resultante , que deve ser sempre mnimo para otimizar a qualidade da imagem
radiogrfica.
Banho Interruptor ou Banho de Parada.
Quando o filme removido da soluo de revelao, uma parte revelador fica em contato com ambas as faces do filme, fazendo dessa
forma que a reao de revelao continue. O banho interruptor tem ento, a funo de interromper esta reao a partir da remoo do
revelador residual, evitando assim uma revelao desigual e prevenindo ainda a ocorrncia de manchas no filme.
Portanto, antes de se transferir o filme do tanque de revelao para o de fixao, deve-se usar o tanque do banho interruptor, agitandoo durante mais ou menos 40 segundos.
O banho interruptor pode ser composto, na sua mistura, de gua com cido actico ou cido glacial. Neste ltimo caso, deve-se ter
cuidado especial, prevendo-se uma ventilao adequada e evitando-se toc-lo com as mos. Quando se fizer a mistura com gua e no
ao contrrio, pois poder respingar sobre as mos e face causando queimaduras.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
14
O banho interruptor perde o seu efeito com o uso e deve ser sempre substitudo. Uma soluo nova do banho interruptor de cor
amarela e quando vista sob a luz de segurana quase incolor. Quando a cor se modifica para azul prpura que aparece escuro sob a
iluminao de segurana, a soluo deve ser trocada. Geralmente 20 litros, de banho de parada so suficientes para se revelar 400
filmes de 3 x 17 pol.
Fixao
Aps o banho interruptor, o filme colocado em um terceiro tanque, que contm uma soluo chamada de fixador. A funo da
fixao remover o brometo de prata das pores no expostas do filme, sem afetar os que foram expostos radiao. O fixador tem
tambm a funo de endurecer a emulso gelatinosa, permitindo a secagem ao ar aquecido.
O intervalo do tempo entre o incio da fixao at o desaparecimento da colorao amarelo-esbranquiada que se forma sobre o filme,
chamada de tempo de ajuste ou tempo de definio (clearing time). Durante este tempo o fixador estar dissolvendo o haleto de
prata no revelado. Este tempo, em geral o dobro do tempo de clareamento.
O tempo de fixao normalmente no deve exceder a 15 minutos. Os filmes devem ser agitados quando colocados no revelador
durante pelo menos 2 minutos, a fim de que tenhamos uma ao uniforme dos qumicos.
O fixador deve ser mantido a uma temperatura igual ao do revelador, ou seja, cerca de 20 graus Celsius. Os fixadores so
comercialmente fornecidos em forma de p ou lquido e a soluo formada atravs da adio de gua de acordo com as instrues
dos fornecedores.
Lavagem dos Filmes.
Aps a fixao, os filmes seguem para o processo de lavagem para remover o fixador da emulso. O filme imergido em gua
corrente de modo que toda superfcie fique em contato constante com a gua corrente. O tanque de lavagem deve ser suficientemente
grande para conter os filmes que passam pelo processo de revelao e fixao, sendo que devemos prever uma vazo de gua de de
maneira que o volume do tanque seja de 4 a 8 vezes renovado a cada hora. Cada filme deve ser lavado por um perido de
aproximadamente 30 minutos. Quando se imergem as colgaduras carregadas no banho de lavagem, deve ser adotado um procedimento
tal que se as mesmas sejam primeiramente colocadas prximas ao dreno de sada (gua mais suja) e sua posio v mudando o tempo
de lavagem de maneira que se termine o banho o mais prximo possvel da regio de entrada da gua, onde a mesma se encontra mais
limpa.
A temperatura da gua no tanque de lavagem um fator muito importante. Os melhores resultados so obtidos com a temperatura por
volta de 20 graus centgrados. Se tivermos altos valores para a mesma, poderemos causar efeitos danosos ao filme, assim como valores
baixos podero reduizir a eficincia.
Alm das etapas acima relatadas, aconselhvel, aps a lavagem passar os filmes durante mais ou menos 30 segundos, por um quinto
banho que tem a finalidade de quebrar a tenso superficial da gua, facilitando desta maneira, a secagem e evitando que pequenas
gotas de gua fiquem presas emulso, o que iria acarretar manchas nos filmes depois de secos.
Antes do filme ser colocado no secador, deve-se dependurar as colgaduras em um escorredor por cerca de 2 a 3 minutos.
Processamento Automtico:
Este sistema de processamento qumico e mecnico utilizado quando h grande volume de trabalho, pois s assim torna-se
econmico. O processamento inteiramente automtico sendo que a mo-de-obra s utilizada para carregamento e descarregamento
de filmes. O ciclo de processamento inferior a 15 minutos. Quando adequadamente mantido e operado, este equipamento produz
radiografia de alta qualidade.
A alta velocidade de processamento torna-se possvel pelo uso de solues qumicas especiais, contnua agitao dos filmes,
manuteno da temperatura das solues e secagem por jatos de ar aquecido.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
15
Processadora Automtica tpica para filmes radiogrficos.
(Foto extrada do catlogo da AGFA)
Telas Intensificadoras de Imagem
Telas de chumbo:
As telas de chumbo tambm chamados de telas intensificadoras possuem como finalidade diminuir o tempo de exposio em ensaios
radiogrficos industriais, usam-se finas folhas de metal (geralmente chumbo) com intensificadoras da radiao primria emitida pela
fonte. O fator de intensificao, alm de ser funo da natureza e da espessura da tela, depende do contato efetivo entre elas e o filme.
As telas intensificadoras de chumbo geralmente so colocadas sobre cartolina com espessura da ordem de 100 gramas por centmetro
quadrado. Essa cartolina deve ter espessura constantes para evitar que qualquer falta de homogeneidade prejudique a qualidade da
radiografia.
A tela intensificadora de chumbo precisa ter uma espessura ideal para determinada energia da radiao incidente, pois, caso contrrio,
a eficincia dela ser reduzida.
A atenuao da intensidade da radiao primria em uma tela intensificadora de chumbo ser insignificante, desde que esta tela tenha
a espessura ideal que deve ser igual ao alcance dos eltrons emitidos pela folha de chumbo. Os eltrons que so emitidos por uma face
devem atingir a face oposta e consequentemente o filme produzindo ionizao adicional na emulso fotogrfica. Quando se aumenta a
espessura da tela de chumbo, a radiao primria e os eltrons emitidos pela face oposta dessa tela sofrem atenuao, e em
consequncia o fator de intensificao diminui.
O grau de intensificao das telas de chumbo depende da natureza e espessura do material a ensaiar, da qualidade da fonte emissora
de radiao e do tipo de filme usado.
As funes das telas intensificadoras de chumbo em radiografia industrial devem ser as seguintes:
gerar eltrons por efeito fotoeltrico ou Compton, produzindo fluxo adicional de radiao e diminuindo o tempo de exposio;
absorver ou filtrar a radiao secundria espalhada que pode atingir o filme radiogrfico, borrando a imagem e empobrecendo a
definio.
Os Chassis Industriais
O chassis para armazenar o filme para a exposio fabricado na forma de um envelope plstico duplo reforado, flexvel para
acompanhar a curvatura ou irregularidades da pea a ser inspecionada. Os tamanhos padro so iguais aos dos filmes.
Dentro chassis inserido as telas intensificadoras de imagem e no meio o filme. O chassis fechado com fita adesiva para evitar a
entrada de luz. Identificaes de chumbo sobre o objeto que ser radiografado podem ser fixados sobre ele.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
16
Chassis plstico flexvel tpico industrial tamanho 4,5 x 8,5 polegadas
Parmetros Especficos do Ensaio Radiogrfico
Princpios Geomtricos:
Suponhamos uma fonte emissora de radiao com dimetro F, muito pequeno, que pode, para efeitos didticos, ser considerado um
ponto. Neste caso, colocando-se um objeto entre o foco puntiforme e um filme radiogrfico teramos uma imagem muito ntida. Se
aumentarmos o dimetro do foco para o valor F e o aproximarmos do objeto, obteremos uma imagem no filme (depois de revelado)
com uma zona de penumbra, perdendo essa imagem muito da sua nitidez (definio) .
Na prtica, deve-se levar em conta que a fonte radioativa possui dimenses compreendidas entre 1 mm e 7 mm de tamanho,
dependendo da natureza e atividade do radioistopo . Quando a distncia fonte-filme for muito pequena, para efeito de clculo de
penumbra, impossvel considera-la como um ponto. A ampliao problema de geometria ,e a nitidez ou definio funo da fonte
emissora de radiao e da posio do material situado entre a fonte e o filme. Quando a fonte possui dimetro considervel ou est
muito prxima do material, a sombra ou imagem no bem definida.
A forma de imagem poder ser diferente da que tem o material se o ngulo do plano do material variar em relao aos raios
incidentes, produzindo neste caso uma distoro da imagem.
Para obteno de imagens bem definidas ou prximas da fonte e tamanho do objeto, devemos ter:
o dimetro da fonte emissora de radiao deve ser o menor possvel;
a fonte emissora deve estar posicionada o mais afastado possvel do material a ensaiar;
o filme radiogrfico deve estar mais prximo do material;
o feixe de radiao deve se aproximar o mais possvel, da perpendicularidade em relao ao filme;
o plano do material e o plano do filme devem ser paralelos.
A distoro da imagem no pode ser totalmente eliminada em virtude dos formatos complicados das peas e dos ngulos de que se
dispem para a realizao do ensaio radiogrfico.
fonte
objeto
penumbra
Disposio Geomtrica entre fonte-filme-objeto.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
17
Clculo da Distncia Mnima Fonte-Objeto , Sobreposio entre Filmes:
A penumbra geomtrica pode ser calculada pela seguinte expresso:
D=
onde:
Fx t
---------Ug
Ug = penumbra geomtrica mxima aceitvel, ver tabela no ASME Art. 2 abaixo
F = dimenso do ponto focal
t = espessura do objeto
D = distncia da fonte ao objeto.
Tabela de Penumbra Mxima Aceitvel
Espessura do material
polegadas (mm)
Valor mx. da penumbra
polegadas (mm)
abaixo de 2 (51 mm)
0,020 (0,51 mm)
de 2 at 3 (75 mm)
0,030 (0,76 mm)
acima de 3 at 4 (100mm)
0,040 (1,02 mm)
maior que 4 (100 mm)
0,070 (1,78 mm)
Conf. ASME Sec. V Art. 2
A inspeo radiogrfica de objetos planos, tal como juntas soldadas de topo a serem radiografadas totalmente, requerem cuidados
especiais quanto a distncia fonte-filme, pois nesses casos se essa distncia for muito pequena sees da solda podero no ser
inspecionadas.
Sobreposio e Marcadores de Posio:
Quando o objeto radiografado for plano ou quando a distncia fonte-filme for menor que o raio de curvatura da pea, a sobreposio
dever ser calculada pela frmula:
Cxe
S = --------- + 6 mm
A sobreposio correta permite que o
Dff
volume de solda seja totalmente
inspecionado. Na prtica , a anlise da
onde:
S = Sobreposio (mm)
imagem dos marcadores de posio na
C = Comprimento do filme (mm)
radiografia , indica se este procedimento
e = Espessura da pea (mm)
foi adequado.
Dff =Distncia fonte-filme (mm)
Sobreposio entre filmes para a cobertura total.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
18
Controle da Sensibilidade Radiogrfica:
Indicadores da Qualidade da Imagem - IQI's (Penetrametros):
Para que possamos julgar a qualidade da imagem de uma certa radiografia so empregadas pequenas peas chamadas Indicadores de
Qualidade de Imagem (IQI), e que so colocadas sobre o objeto radiografado. Os IQIs so tambm chamados como Penetrametros.
O IQI uma pequena pea construda com um material radiograficamente similar ao material da pea ensaiada, com uma forma
geometricamente simples e que contem algumas variaes de forma bem definidas tais como furos ou entalhes.
IQI ASME e ASTM.
Os IQIs americanos mais comuns consistem em uma fina placa de metal contendo trs furos com dimetros calibrados. Os IQIs
adotados pela Normas ASME, Sec V e ASTM E-142, possuem trs furos cujos dimetros so 4T, 2T, e 1T, onde T corresponde
espessura do IQI. Nesses IQIs, a espessura igual a 2 % da espessura da pea a ser radiografada .
Para avaliar a tcnica radiogrfica empregada, faz-se a leitura do menor furo, que visto na radiografia. As classes de inspeo mais
rigorosas so aquelas que requerem a visualizao do menor furo do IQI. Dessa forma, possvel se determinar o nvel de inspeo,
ou seja, o nvel mnimo de qualidade especificado para o ensaio. O nvel de inspeo indicado por dois nmeros em que o primeiro
representa a espessura porcentual do IQI e o segundo o dimetro do furo que dever ser visvel na radiografia.
35
4T
1T
2T
T
IQI ASME ou ASTM tipo Furos
Esses IQI's devem ser colocados sobre a pea ensaiada, com a face voltada para a fonte e de modo que o plano do mesmo seja normal
ao feixe de radiao.
Quando a inspeo for feita em soldas, o IQI ser colocado no metal de base, paralelo solda e a uma distncia de 3 mm no mnimo.
No caso de inspeo de solda, importante lembrar que a seleo do IQI inclui o reforo, de ambos os lados da chapa.
Portanto, para igualar a espessura sob o IQI espessura da solda, devero ser colocados calos sob o IQI feitos de material
radiograficamente similar ao material inspecionado. Para efeito da determinao da rea de interesse no devem ser considerados os
anis ou tiras de cobre-junta caso existam.
Sempre que possvel, o IQI dever ser colocado no lado da pea, voltado para a fonte. Caso isso no seja possvel, o IQI poder ser
colocado no lado voltado para o filme, sendo nesse caso acompanhado de uma letra F, de chumbo.
Em radiografia de componentes cilndricos (tubos, por exemplo) em que so expostos mais de um filme por sua vez, dever ser
colocado um IQI por radiografia. Apenas no caso de exposies panormicas, em que todo o comprimento de uma junta circunferencial
radiografado com uma nica exposio, permitida a colocao de trs IQI igualmente espaados. A disposio em crculo de uma
srie de peas iguais, radiografadas simultneamente, no considerada como panormica para efeito de colocao de IQI, sendo
necessrio que a imagem do mesmo aparea em cada uma das radiografias.
R.Andreucci
Controle da Qualidade II
Ed.
19
Jul./2008
Quando pores de solda longitudinal forem radiografadas simultneamente com a solda circuferncial, IQI adicionais devem ser
colocados nas soldas longitudinais, em suas extremidades mais afastadas da fonte.
Para componentes esfricos, onde a fonte posicionada no centro do componente e mais de um filme exposto simultneamente
devero ser usados, pelo menos 3 IQIs, igualmente espaados, para cada 360 graus de solda circunferncial mais um IQI adicional
para cada outro cordo de solda inspecionado simultneamente.
Seleo do IQI ASME em funo da Espessura do Material
IQI Tipo Furos e Tipo Fios
Espessura do material
Lado Fonte
(mm)
(pol.)
6,4
Lado Filme
Furo
essencial
Arame
*
essencial
Furo
*
essencial
Arame
essencial
0.25
12
2T
10
2T
> 6,4
9,5
>0.25
0.375
15
2T
12
2T
>9,5
12,7
>0.375
0.50
17
2T
15
2T
>12,7
19,0
>0.50
0.75
20
2T
17
2T
>19,0
25,4
>0.75
1.00
25
2T
20
2T
>25,4
38,1
>1.00
1.50
30
2T
10
25
2T
>38,1
50,8
>1.50
2.00
35
2T
11
30
2T
10
>50,8
<
63,5
> 2,00
<
2,50
40
2T
12
35
2T
11
>63,5
<
101,6
>2,50
<
4,00
50
2T
13
40
2T
12
>101,6
<
152,4
>4,00
<
6,00
60
2T
14
50
2T
13
Fonte: Cdigo ASME Sec. V , Artigo 2 , Tab. T-276
IQI ASTM DE FIOS
A norma ASTM E- 747 descreve um tipo de IQI denominado tipo fios, que trata de um conjunto de 5 fios de material similar ao do
material a ser radiografado com dimetros diferentes , desde o mais fino at o mais grosso, selados em um envelope plstico
transparente, contendo identificaes e informaes sobre o IQI. O IQI deve ser colocado sobre a rea de interesse ,no caso de soldas
os fios devem estar aproximadamente perpendiculares ao cordo de solda. A seleo do IQI deve ser feita com base na espessura a ser
radiografada , verificando qual o fio essencial que dever ser visualizado na radiografia, conforme a tabela.
1 (0,0032)
2 (0,004)
A S T M
1 A
3 (0,005)
01
4 (0,0063)
6 (0,010)
6 (0,010)
5 (0,008)
7 (0,013)
A S T M
1 B
8 (0,016)
03
11 (0,032)
11 (0,032)
10 (0,025)
12 (0,040)
9 (0,020)
A S T M
1 C
13 (0,050)
10
16 (0,100)
15 (0,080)
14 (0,063)
Alguns tipos mais usados de IQI's ASME ou ASTM tipo fios, para ao carbono. Os nmeros indicam os dimetros dos fios em polegadas, as
letras "A", "B" e "C" identificam o conjunto de fios ou o prprio IQI
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
20
O IQI, sempre que possvel, deve ser colocado sobre a pea voltado para a fonte. Deve ser colocado sobre a solda de forma que os
arames estejam perpediculares linha da solda, e de forma que sua imagem aparea na zona central da radiografia.
linha de solda
Uso do IQI ASTM tipo fios, numa junta soldada com reforo esmerilhado
O nmero da qualidade de imagem o nmero do arame mais fino visvel na radiografia. O nmero de qualidade de imagem
requerido, dfinido para para cada faixa de espessura de material. A classe de qualidade de imagem funo do rigor com que a
inspeo deve ser feita e deve ser especificado pelo fabricante ou projetista do equipamento.
IQI TIPO FIOS CONFORME EN-462-1
O IQI fabricado conforme a norma EN-462 Part 1, constitudo por 7 arames, dispostos paralelamente, cujo material
radiograficamente similar ao material ensaiado.
A relao entre o dimetro do arame e seu nmero respectivo descrito na norma indicada. Os arames foram divididos em quatro
grupos, a saber: W1 a W7, W6 a W12 e W10 a W16 e W13 a W19. A letra "W" do ingls "wire", significa tipo fios. Quanto maior o
nmero, menor seu dimetro, o que determina os nveis de qualidade especificado na tabela 4.
Cada IQI se caracteriza pelas identificaes : Ex. 10 FE
EN (ver fig. ao lado)
- a norma EN 462-1
- o fio mais grosso - W10
- a abreviatura do material do arame, no exemplo- FE.
A identificao completa, como descrita acima, pode ser
abreviada como por exemplo: W 10 FE. O IQI EN-462 .
O IQI deve ser colocado sobre a solda ou rea de
interesse, com o fio essencial na mesma direo do eixo
principal de radiao, para garantir maior sensibilidade
possvel.
Em geral a projeo do fio essencial mais fino requer
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
21
IQI conforme a norma EN-462 Parte 1 (antiga DIN 54109 Part 1)
Clculo do tempo de Exposio do Filme Radiogrfico:
Curvas de exposio para gamagrafia.
O tipo mais comum de curva de exposio o que correlacona o fator de exposio com a atividade da fonte, tempo de exposio e
distncia fonte-filme. Numericamente, o fator de exposio representado pela formulao:
A.t
FE = --------2
d
onde:
FE = fator de exposio;
A = atividade da fonte em milicuries;
t = tempo de exposio em minutos;
d = distncia fonte-filme em centmetros.
(1)
(2)
Filme : Classe 1
Fonte: (1) Selelium -75
(2) Irdio-192
Densidade: 2,0
Ecrans: de Pb
Revelao: 8 min.
Fator de Exposio para Selenium-75 e Ir-192 , para aos
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
22
Exemplo de aplicao:
Suponhamos, que se realiza um ensaio, por gamagrafia, de uma chapa de ao, com 1,5 cm de espessura para obter uma densidade
radiogrfica de 2,0. Para este ensaio dispe-se de uma fonte de Ir-192 com atividade 20 Ci e filme Tipo 1.
Pelo grfico de exposio conclui-se que para 1,5 cm de espessura de ao, na densidade radiogrfica de 2,0, corresponde um fator de
exposio igual a 50. Lembrando que 20 Ci correspondem a 20.000 milicuries.
Tem-se:
20.000 x t
50 = -------------2
d
Observa-se que podemos fixar uma das duas variveis, tempo de exposio ou distncia fonte-filme.
Quando o tempo de exposio no muito importante, pode-se escolher uma distncia fonte-filme adequada, para melhorar a
qualidade radiogrfica. Supondo que a distncia fonte-filme 60 cm, tem-se:
20.000 x t
50 = -------------3600
t = 9,0 minutos
Existem outras formas de calcular o tempo de exposio para fontes radioativas, utilizando as curvas de exposio Curies-hora e
Espessura de Ao, nessas curvas figuram vrias retas representando diferentes densidades radiogrficas e elas s podem ser realmente
eficientes quando forem obedecidas as condies de revelao, de telas intensificadoras e tipo de filme.
Quando for muito pequena ou muito grande a distncia fonte-filme utilizada na construo da curva de exposio pode-se alter-la
levando em conta a lei do inverso do quadrado da distncia.
Para a determinao de um tempo de exposio necessrio, primeiramente a espessura da pea a ensaiar. A seguir, escolhe-se a
fonte radioativa e o filme mais apropriado para esse istopo.
Determina-se a atividade da fonte radioativa na hora do ensaio e fixa-se a distncia fonte-filme. A seguir, escolhe-se a densidade
radiogrfica e determina-se o tempo de exposio. Pode ocorrer, e na prtica de fato ocorre muitas vezes, que o tempo de exposio
calculado no adequado porque o fabricante mudou as caractersticas de seus filmes, ou porque elas variam de lote para outro. Em
qualquer desses casos, s a experincia prtica ensinar introduzir modificaes oporturnas.
Fator de Exposio para Co-60 , para aos
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
23
Curvas de exposio para Raios X.
O primeiro fator a ser determinado em uma exposio com Raios X, a voltagem (energia) a ser usada. Essa voltagem dever ser
suficiente para assegurar ao feixe de radiao energia suficiente para atravessar o material a ser inspecionado. Por outro lado, uma
energia muito alta ir causar uma diminuio no contraste do objeto, diminuindo a sensibilidade da radiografia. De forma a tornar
compatveis esses dois fatores, foram elaborados grficos que mostram a mxima voltagem a ser usada para cada espessura de um
dade material. muito imporante lembrar que, como materiais diferentes absorvem quantidades diferentes de radiao, existem
grficos para cada tipo de material a ser radiografado.
importante notar que cada grfico fixa uma srie de fatores como segue:
- material inspecionado
- tipo e espessura das telas
- densidade ptica do filme
- distncia do foco-filme
- tipo de filme usado
- tempo e temperatura de revelao do filme
Se qualquer um desses fatores for alterado, o grfico perder a sua validade, fornecendo resultados imprecisos. Outro fator importante,
que esses grficos s so vlidos, tambm, para um determinado aparelho.
Normalmente, os aparelhos de Raios X, so fornecidos com uma srie de grficos que permitem a sua utilizao em uma vasta gama
de situaes.A escolha da miliamperagem e ou do tempo de exposio, prende-se capacidade do aparelho, usando-se o que for mais
conveniente.
O clculo do tempo de exposio de filmes para aparelhos de Raios-X pode ser calculado com auxlio do grfico fornecido pelo
fabricante do aparelho ou do filme.
Curva de Exposio para Raios X , direcional, para aos carbono. A distncia fonte-filme fixada em 700 mm
(Extrado do catalogo da AGFA )
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
24
Avaliao da Qualidade da Imagem
Identificao do Filme:
Na identificao do filme deve conter informaes importantes tais como: data do ensaio, identificao dos soldadores, no caso de
juntas soldadas, identificao da pea e local examinado, nmero da radiografia, identificao do operador e da firma executante.
Todas essas informaes devem aparecer claramente no filme radiogrfico, para permitir a rastreabilidade do ensaio. Tais informaes
podero ser feitas a partir de letras e nmeros de chumbo dispostos sobre o porta-filmes
exposto juntamente com o filme registrando-o de modo permanente. Poder tambm ser utilizado o sistema de telas fluorescentes que
consiste em escrever no papel vegetal ou similiar toda a identificao do filme e o mesmo colocado junto a tela fluorescente. Este
conjunto montado previamente junto ao filme radiogrfico entre a tela trazeira, na cmara escura, e posteriormente exposto,
registrando de modo permanente no filme, toda a identificao.
Determinao da Densidade Radiogrfica:
A densidade ptica deve ser medida a partir de aparelhos eletrnicos (densitmetro), ou fitas densitomtricas calibradas,
especialmente feitas para esta tarefa. A densidade deve ser sempre medida sobre rea de interesse, por exemplo, sobre a imagem do
cordo de solda, no caso de juntas soldadas, e o valor numricamente normalmente recomendado uma faixa de 1,8 at 4,0 , sendo
que a faixa mais usual e aceitvel pelas principais normas e especificaes, de 2,0 a 3,5. Procedimentos para calibrao do
densitmetro e da fita densitomtrica devero ser previstos.
Anlise do IQI:
O indicador de qualidade da imagem ou IQI, deve aparecer na radiografia de maneira clara que permita verficar as seguintes
informaes: se o nmero do IQI est de acordo com a faixas de espessura radiografada, se o tipo de IQI est de acordo com a norma
de inspeo, se o furo ou arame essencial so visveis sobre a rea de interesse, se o posicionamento foi corretamente feito, e
finalmente em se tratando do IQI ASME ou ASTM, se a densidade no corpo do IQI est prxima a da rea de interesse.
Defeitos de Processamento do Filme:
O trabalho em cmara escura aps a exposio do filme corresponde a parte mais importante do processo radiogrfico, pois caso
ocorram falhas tcnicas durante o processamento do filme, todo o servio de preparao de exposio do filme ser perdido. Tais
falhas ocorrem na maioria dos casos por manuseio inadequado do filme nesta fase e podem resultar em:
Manchas
Geralmente aparecem em forma arredondada que no caso esteja sobre a rea de interesse poder mascarar descontinuidades
inaceitveis. Tais manchas decorrem de pequenas gotas de gua que visvel no filme somente contra a luz.
Riscos
Geralmente ocorrem por ao mecnica sobre a pelcula superficial do filme, decorrente da sua manipulao durante a preparao e
processamento. Tais riscos, visveis sobre filme contra a luz, confundem-se com trincas, sendo assim inaceitveis, devendo o filme ser
repetido.
Dobras
Assim como os riscos as dobras aparecem no filme como imagens escuras e bem pronunciadas, tambm decorrentes do manuseio do
filme antes e durante a exposio. Por exemplo podem ocorrer com frequncia em peas curvas, com raios pequenos, em que o
operador para manter o porta-filme junto a pea deve fora-lo a acompanhar a superfcie, resultando a uma dobra no filme que ser
observada aps seu processamento.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
25
Tcnicas de Exposio Radiogrfica:
As disposies e arranjos geomtricos entre a fonte de radiao, a pea, e o filme, devem seguir algumas tcnicas especiais tais que
permitam uma imagem radiogrfica de fcil interpretao e localizao das descontinuidades rejeitadas. Algumas destas tcnicas que
apresentamos a seguir so largamente utilizadas e recomendadas por normas e especificaes nacionais e internacionais.
Tcnica de Parede Simples (PSVS):
Essa tcnica assim chamada pois no arranjo entre a fonte de radiao, pea e filme, somente a seco da pea que est prxima ao
filme ser inspecionada e a projeo ser em apenas uma espessura do material. a principal tcnica utilizada na inspeo
radiogrfica, e a mais fcil de ser interpretada.
FILMES
Fonte
FONTE
(A)
FILME
FONTE
(B)
(C)
FILMES
Tcnica de exposio parede simples - vista simples
Exposio Panormica:
Esta tcnica constitui um caso particular da tcnica de parede simples vista simples descrita acima , mas que proporciona alta
produtividade em rapidez num exame de juntas soldadas circulares com acesso interno.
Na tcnica panormica a fonte de radiao deve ser centralizada no ponto geomtrico eqidistante das peas e dos filmes, ou no caso de
juntas soldadas circulares a fonte deve ser posicionada no centro da circunferncia. Com isso numa nica exposio da fonte, todos os
filmes dipostos a 360 graus sero igualmente irradiados, possibilitando assim o exame completo das peas ou das juntas.
Tcnica Radiogrfica Panormica
R.Andreucci
Controle da Qualidade II
Ed.
26
Jul./2008
Tcnica de Parede Dupla :
Tcnica de Parede Dupla Vista Simples (PDVS):
Nesta tcnica de parede dupla vista simples , o feixe de radiao, proveniente da fonte, atravessa duas espessuras da pea,
entretanto projeta no filme somente a seco da pea que est mais prxima ao mesmo .
Frequentemente esta tcnica utilizada em inspees de juntas soldadas, as quais no possuem acesso interno, por
exemplo tubulaes com dimetros maiores que 3. polegadas (89 mm), vasos fechados, e outros.
Fonte
Fonte
Tubo
Tubo
Tubo
Filme
Filme
(A)
( B)
Tcnica de exposio parede dupla-vista simples (A) e parede dupla-vista dupla (B)
Tcnica de Parede Dupla Vista Dupla (PDVD)
Neste caso o feixe de radiao proveniente da fonte, tambm atravessa duas espessuras, entretanto projetar no flme a imagem de
duas seces da pea, e sero objetos de interesse.
A tcnica de parede dupla e vista dupla (PDVD) frequentemente usada para inspeo de juntas soldadas em tubulaes com
dimetros menores que 3. polegadas.
Descontinuidades Internas em Juntas Soldadas.
Incluso Gasosas (Poros).
Durante a fuso da solda, pode haver o aprisionamento da mesma, devido a vrias razes como o tipo de eletrodo utilizado, m
regulagem do arco, deficincia na tcnica do operador, umidade etc. Estas incluses gasosas podem ter a forma esfrica ou cilndrica.
Sua aparncia radiogrfica sob a forma de pontos escuros com o contorno ntido. Algumas destas incluses gasosas assumem uma
forma alongada, cilindrica e sua imagem radiogrfica vai depender de uma orientao em relao ao feixe de radiao incidente. Outra
forma tpica de incluso aquela que tem a aparncia de um galho ramificado, chamada, tambm, de porosidade Vermiforme.
Radiografia de solda contendo porosidade e falta de fuso
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
27
Incluso de Escria.
So devidas ao aprisionamento de escria ou materiais estranhos durante o processo de soldagem. Elas apresentam-se com mais
frequncia em soldas de passes mltiplos, principalmente quando a limpeza no bem efetuada entre um passe o outro.
Aparncia radiogrfica de soldas contendo incluses de escria.
Incluso de Escria em Linha.
Incluses de Escria em Linha, ou Linha de Escria caso particular de incluso, que se manifesta radiograficamente sob a forma
de linhas contnuas ou intermitentes.
Elas so causadas por insuficiente limpeza das bordas de um determinado passe e so aprisionadas pelo passe seguinte.
Falta de Penetrao e Fuso.
Consideramos falta de penetrao, como sendo a falta de material depositado na raiz da solda, devido ao fato do material no ter
chegado at a raiz. No caso de no haver passe de raiz (selagem) a falta de penetrao pode ficar aparente. A aparncia radiogrfica
em ambos os casos uma linha escura, intermitente ou contnua, no centro do cordo.
Radiografia de solda contendo falta de fuso , incluses em linha
Trincas.
As trincas so descontinuidades produzidas por rupturas no metal como resultado de tenses produzidas no mesmo durante a
soldagem, sendo mais visvel na radiografia, quando o feixe de radiao incide sobre a pea numa direo sensivelmente paralela ao
plano que contm a trinca.
A trinca produz uma imagem radiogrfica na forma de uma linha escura com direo irregular. A largura desta linha depender da
largura da trinca. Se a direo do plano que contm a trinca coincide com feixe de radiao, sua imagem ser bem escura. De outra
forma, ela perder densidade, podendo at no aparecer. Devido ao fato das trincas serem o mais grave defeito de uma solda, devemos
ter uma ateno especial para a sua deteco. A imagem das trincas, epsecialmente em filmes de granulao grossa pode no ser muito
clara. No caso de dvidas por parte do inspetor, seria aconselhvel uma mudana na direo do feixe de radiao e a utilizao de
R.Andreucci
Controle da Qualidade II
Ed.
28
Jul./2008
filmes de granulao fina. Pode ocorrer, tambm, o fato das trincas no serem detectadas, principalmente quando radiografamos peas
de grande espessura.
Imagem de radiogrfica contendo trinca e poro (ver circulo)
Critrios de Aceitao para Ensaio Radiogrfico para Juntas Soldadas
O critrio de aceitao a seguir foi extrado do Cdigo ASME Sec.VIII Div.1 , sendo o mesmo aplicvel a juntas soldadas de topo ,
dividido em dois grupos: Soldas projetadas para ensaio radiogrfico total (pargrafo UW-51) e soldas projetadas para ensaio
radiogrfico Spot ( pargrafo UW-52) .
As juntas soldadas de topo , de um vaso de presso projetadas conforme o Cdigo ASME , com eficincia 1 , devem ser radiografadas
totalmente , mas smente aquelas principais , classificadas como categoria A e B , como por exemplo as soldas longitudinais do casco
e conexes e circulares do casco e emendas de fundos. Assim sendo, soldas circulares de conexes menores que 10 de dimetro ,
soldas entre conexes e casco , no esto sujeitas ao ensaio radiogrfico (ver UW-11 do referido Cdigo).
Categoria das Juntas Soldadas
( ASME. Sec.VIII Div.1 UW-33)
C
A
B
As juntas soldadas de topo , de um vaso , projetadas conforme o Cdigo ASME com eficincia 0,85 , devem ser radiografadas
conforme os critrios do ensaio Spot. Neste caso , o ensaio deve ser aplicado para cada soldador ou conjunto de soldadores que
participaram da soldagem do casco ou fundos do vaso. A extenso mnima destas soldas deve ser de 152 mm , na prtica utiliza-se
metade do comprimento do filme padro ( 8.1/2 ) que excede 152 mm. Portanto, antes de ser aplicado o ensaio Spot deve ser
verificado no vaso os soldadores que participaram das soldagens, para se estabelecer a quantidade de filmes necessrios.
Critrio de Aceitao para radiografia total (UW-51):
As soldas devero estar livres de:
(1) qualquer indicao caracterizada como trinca , zona de fuso ou penetrao incompleta ;
(2) qualquer outra indicao alongada na radiografia que tenha um comprimento maior que:
(a) pol. (6,0 mm) para t at pol. ;
(b) 1/3.t para t de pol. (19 mm) at 2.1/4 pol. (57 mm)
(c) pol. (19 mm) para t acima de 2./14 pol. (57 mm)
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
29
onde t a espessura da solda excluindo qualquer refro permitido. Para juntas de topo que tenham diferentes espessuras de
soldas , t a mais fina das dessas espessuras.
(3) qualquer grupo de indicaes alinhadas que tenham um comprimento agregado maior que t num comprimento de 12 .t exceto ,
quando a distncia entre duas imperfeies sucessivas exceder a 6.L onde L o comprimento da mais longa imperfeio no
grupo.
(4) indicaes arredondadas em excesso ao especificado no padro de aceitao do ASME Sec.VIII Div.1 Ap.4 , que reproduzimos
alguns exemplos como segue:
Critrio de Aceitao para radiografia Spot(UW-52):
As soldas devero estar livres de:
(1) qualquer indicao caracterizada como trinca , zona de fuso ou penetrao incompleta ;
(2) qualquer outra indicao alongada na radiografia que tenha um comprimento maior que:
2/3. t onde t a espessura da solda excluindo qualquer refro permitido. Para juntas de topo que tenham diferentes espessuras
de soldas , t a mais fina das dessas espessuras.
Qualquer grupo de indicaes alinhadas que tenham um comprimento agregado maior que t num comprimento de 16.t exceto ,
quando a distncia entre duas imperfeies sucessivas exceder a 3.L onde L o comprimento da mais longa imperfeio no
grupo (ver quadro abaixo).
6.t
cordo de solda
C
L1
L2
L3
Ln
C < 3 x o comprimento da maior indicao do grupo
l1 + l2 + l3 + .... + li < t ( espessura do metal base)
O mximo comprimento de uma indicao aceitvel deve ser de pol. (19 mm). Qualquer indicao menores que pol. (6 mm)
deve ser aceitvel para qualquer espessura da chapa.
(3) Indicaes arredondadas no fator para aceitabilidade de soldas.
(4) Caso a radiografia "spot" no apresentar os requisitos mnimos de qualidade requerida, dois "spots" adicionais devem ser
radiograficamente examinados no mesmo incremento de solda , localizado fora do local do "spot" original. Se os dois
"spots"adicionais examinados mostrarem que a solda est de acordo com os requisitos mnimos de qualidade, ento toda a solda
representada pelos trs "spots" deve ser aceitvel, aps a remoo dos defeitos mostrados no primeiro "spot" e reensaio da mesma
conforme este anexo.
Se pelo menos um dos dois "spots"adicionais mostrarem que a solda no apresenta os requisitos mnimos de qualidade, o
comprimento inteiro da solda representada pelas radiografias , dever ser rejeitada. A solda rejeitada , deve ser removida e a junta
resoldada, ou como opo, poder ser 100% radiografada, e reparada onde necessrio.
Novo ensaio dever ser efetuado , conforme as regras acima descritas.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
30
Padro de aceitao Conforme ASME Sec. IX QW-191.2
O exame radiogrfico, referente aos testes do desempenho de soldadores e operadores, deve ser julgado inaceitvel quando as
radiografias exibirem qualquer imperfeio que exceda os limites especificados abaixo:
(1)
Indicaes do tipo linear;
Qualquer tipo de trinca, ou zona de fuso incompleta, ou falta de penetrao;
(2) Qualquer incluso de escria alongada, que tenha um comprimento maior que:
3 mm para espessuras t at 10 mm, inclusive;
1/3 de t, para t acima de 10 mm e at 55 mm, inclusive;
20 mm para t acima de 55 mm.
Onde: t a espessura da solda excluindo qualquer reforo
(3) Qualquer grupo de incluses de escrias que estejam em alinhamento e que tenha um comprimento acumulado maior do que t
numa extenso igual a 12 t, exceto nos casos em que a distncia entre imperfeies sucessivas seja maior do que 6L, onde L o
comprimento da imperfeio mais alongada verificada no agrupamento.
(4) Indicaes de formato arredondado:
Indicaes arredondadas em excesso do especificado pelo padro de aceitao de porosidade descritas como segue:
A dimenso mxima permissvel para as imperfeies de formato arredondado 20% de t ou 3 mm, a que for menor.
Para as soldas de materiais com espessuras menores do que 3 mm, a quantidade mxima aceitvel de imperfeies de formato
arredondado no deve ser superior a 12 em um comprimento de solda de 150 mm. Para comprimentos de solda inferiores a 150 mm,
deve ser permitida uma quantidade de imperfeies proporcionalmente menor.
As imperfeies de formato arredondado menores do que 0,8 mm no devem ser consideradas no julgamento das radiografias, quando
da aprovao dos corpos de prova de soldadores e operadores nessas faixas de espessuras de materiais.
Exerccios para Estudo :
1) O Ensaio Radiogrfico foi desenvolvido para:
a) detectar descontinuidades superficiais.
b) inspecionar peas com grandes espessuras.
c) detectar defeitos em soldas
d) detectar descontinuidades internas em geral.
2) Quanto s propriedades das radiaes gama podemos afirmar que:
a) possuem grande poder de penetrao nos materiais leves.
b) so geradas no ncleo do tomo.
c) podem enegrecer chapas fotogrficas.
d) todas as alternativas acima so corretas.
3) Quanto ao poder de penetrao das radiaes, qual a mais penetrante?
a) os raios X possuem maior poder de penetrao que os raios gama
b) os raios X gama possuem maior poder de penetrao que os raios X.
c) a luz ultra-violeta tem mais poder de penetrao que os raios X
d) N.D.A
4) Quanto ao tamanho padronizado , dos filmes radiogrficos industriais temos:
a) 14" x 17" e 3.1/2" x 8.1/2".
b) 3.1/2" x 17" e 4.1/2" x 17"
c) 4.1/2" x 8.1/2"
d) 2 cm x 45 cm.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
31
5) Uma vantagem dos irradiadores gama em relao aos aparelhos de Raios-X :
a) Os irradiadores gama so mais leves e portteis que os aparelhos de Raios-X.
b) Os irradiadores gama produzem filmes com maior qualidade que os de Raios-X.
c) Os irradiadores gama so mais seguros que os de Raios-X.
d) Os irradiadores gama permitem executar filmes pela tcnica panormica.
6) No Cdigo ASME Sec.VIII div.1,"Full radiography", isto significa que:
a) todas as soldas do vaso de presso deve ser radiografadas.
b) as radiografias do vaso devem abranger todos os soldadores que trabalharam no vaso de presso,numa extenso no mnimo de
150 mm.
c) o vaso deve ser 100% radiografado.
d) smente as soldas de topo ,principais do vaso devem ser examinadas
7) No Cdigo ASME Sec.VIII div.1 , quando especificado "Spot radiography" , isto significa que:
a) todas as soldas do vaso de presso deve ser radiografada.
b) as radiografias do vaso devem abranger todos os soldadores que trabalharam no vaso de presso,numa extenso no mnimo de
150 mm.
c) o vaso deve ser 100% radiografado.
d) somente as conexes devem ser radiografadas.
8) Se uma junta soldada foi projetada conforme o Cdigo ASME Sec.VIII Div.1 , com eficincia de solda igual a 1 , ento quanto
extenso do ensaio radiogrfico temos que:
a) a junta dever ser radiografada parcialmente , 10%
b) a junta dever ser radiografada conforme os critrios de UW-52
c) a junta dever ser radiografada conforme os critrios de UW-51
d) a junta no necessitar de ser radiografada
9) Ao se analisar um radiografia, qual o fator referente qualidade que dever ser verificado ?
a) existncia de manchas de manuseio do filme.
b) se a imagem do furo ou fio essencial do IQI, visvel.
c) se a densidade ptica est dentro da faixa permitida.
d) todas as alternativas acima so corretas.
10) Descreva em poucas linhas o que entendeu sobre o mecanismo de formao da imagem radiogrfica.
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
..............................................................................................................................................................................
11) A sobreposio dos filmes radiogrficos na inspeo de uma junta soldada , tem a finalidade de:
a) assegurar a deteco de falta de fuso.
b) assegurar a projeo da imagem dos marcadores de posio.
c) assegurar o alinhamento fonte-filme.
d) assegurar a total cobertura do volume de solda a inspecionar.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
32
12) Se um vaso de presso com 3000 mm de dimetro tem sua solda circular totalmente radiografada ,com sobreposio entre filmes
de 20 mm ,ento o nmero de filmes necessrios para este servio, ser:
a) 50 filmes , usando a tcnica panoramica
b) 25 filmes , usando a tcnica PD-VD
c) 10 filmes , usando a tcnica panormica
d) 25 filmes , usando a tcnica panormica
13) A tcnica radiogrfica que atravessa duas paredes do tubo,porm projeta somente uma espessura da solda ,no filme denomina-se:
a) PD-VD
b) PS-VD
c) VD-VS
d) PD-VS
14) A imagem radiogrfica de uma solda ,com espessura de 1/2" apresentou uma indicao de falta de fuso com comprimento de
apenas 1,5 mm. De acordo com o Cdigo ASME Sec.VIII div.1 , esta descontinuidade :
a) aprovada ,pois no relevante.
b) reprovada.
c) aprovada, se estiver de forma isolada.
d) aprovada , se um ensaio complementar comprovar seu comprimento.
15) O desenho abaixo representa a imagem de uma solda no filme radiogrfico , com espessura de 25 mm ,excluindo o reforo de 6
mm. Observe a descontinuidade nmero 3. Na sua opinio,trata-se de
a) Falta de fuso
b) Falta de Penetrao
c) Escria
d) Porosidade
16) Na figura da questo 15, a descontinuidade de nmero 2 ,trata-se de:
a) Falta de fuso
b) Falta de Penetrao
c) Escria
d) Porosidade
17) Na figura da questo 15 ,a descontinuidade nmero 1 , deve ser tratada ,segundo o critrio de aceitao ASME-Sec.VIII div.1,UW51, como:
a) indicao alongada maior que 6,0 mm , reprovada.
b) falta de penetrao, reprovada
c) indicao alongada , que excede 1/3.t , reprovada.
d) indicao alongada , que no excede 1/3.t , aprovada
18) Na figura de questo 15 , o IQI escolhido foi o correto ?
a) Sim
b) No
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
33
19) A imagem radiogrfica de uma solda ,radiografada conforme ASME Sec.VIII div.1,UW-52 , com espessura de 5 mm apresentou
uma indicao de escria isolada , com comprimento de 5,8 mm.
a) esta solda dever ser reprovada,devendo ser feita duas radiografias separadas, desta mesma junta.
b) esta indicao aceitvel.
c) esta solda dever ser totalmente reprovada e a junta soldada novamente.
d) esta indicao aceitvel,porm pelo bom senso devemos reprovar.
20) As fases principais e mais usuais no processamento do filme radiogrfico so:
a) Revelao ; banho de parada ; fixao ; secagem
b) Revelao ; banho de parada ; fixao ; lavagem ; secagem.
c) Revelao ; fixao ; lavagem e secagem.
d) Revelao ; fixao ; banho de parada ; lavagem e secagem.
21) A tcnica radiogrfica , aplicada para na inspeo de seces circulares de solda ; onde todos os filmes so expostos de uma s
vez ,denomina-se :
a) PD-VD
b) PD-VS
c) fluoroscopia
d) panormica
22) Numa junta soldada com espessura de 25 mm, o inspetor de radiografia observou uma imagem de um poro com dimetro de 0,5
mm. Neste caso, de acordo com ASME Sec. IX
a) o inspetor deve rejeitar a descontinuidade
b) o inspetor deve aprovar a descontinuidade.
c) o inspetor deve requerer ensaio complementar
d) o inspetor deve rejeitar a descontinuidade se esta for interna
23) Na radiografia da questo 15 , o IQI ASME que deveria ser observado na imagem do filme o de nmero:
a) 40 , do lado do filme
b) 25 , do lado da fonte
c) 30 , do lado da fonte
d) 25 , do lado do filme
24) Uma solda circular em um tubo de 2" de dimetro com espessura de parede de 3 mm , foi radiografado com Raios-X. Qual o IQI
que dever ser utilizado nesta radiografia ?
a) ASME 10 , do lado do filme.
b) ASME 12 , do lado do filme.
c) ASME 12 , do lado da fonte.
d) ASME 10 , do lado da fonte.
25)A densidade radiogrfica na rea de interesse , de acordo com a norma ASME Sec.V , deve ser de:
a) de 1,8 a 4,0 para Raios-X.
b) de 2,0 a 4,0 para Raios-gama.
c) de 2,0 a 3,5
d) as alternativas (a) e (b) so corretas.
26)Se na questo 15, o reforo da solda fosse totalmente eliminado,qual o nmero do IQI ASME que deveria ser utilizado?
a) 40 , do lado do filme
b) 25 , do lado da fonte
c) 30 , do lado da fonte
d) 25 , do lado do filme
27) Qual dos problemas abaixo numa radiografia pode ser aceitvel ?
a) riscos sobre a area de interesse devido a manuseio em camara escura
b) mancha de escorrimento do fixador sobre rea de interesse
c) a identificao do filme est errada
d) nenhuma das anteriores
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
34
28)Uma junta soldada com 3 mm de espessura dever ser radiografada. Qual dos equipamentos abaixo ser mais adequado ?
a) uma fonte de Ir-192 com 30 Ci
b) um aparelho de raios X de 200 kV
c) uma fonte de Co-60 com 15 Ci
d) um acelerador de 4 Mev
29)Quanto tempo ser necessrio para expor o filme radiogrfico referente a uma junta soldada com 65 mm de espessura, usando um
filme classe 2 , fonte de Co-60 com 10 Ci de atividade e distncia Fonte-Filme de 600 mm ?
.....................................................................................................................................................................................................
.....................................................................................................................................................................................................
30) No relatrio a seguir de um ensaio radiogrfico emitido por uma emprasa a seguir, apontar os erros cometidos pelo inspetor.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
35
CAPTULO 2
ENSAIO POR LQUIDOS PENETRANTES
2.1. Generalidades:
O ensaio por lquidos penetrantes um mtodo desenvolvido especialmente para a deteco de descontinuidades essencialmentes
superficiais, e ainda que estejam abertas na superfcie do material.
Este mtodo, se iniciou antes da primeira guerra mundial,principalmente pela indstria ferroviria na inspeo de eixos, porm tomou
impulso quando em 1942, nos EUA, foi desenvolvido o mtodo de penetrantes fluorescentes. Nesta poca, o ensaio foi adotado pelas
indstrias aeronuticas, que trabalhando com ligas no ferrosas, necessitavam um mtodo de deteco de defeitos superficiais
diferentes do ensaio por partculas magnticas (no aplicvel a materiais no magnticos). A partir da segunda guerra mundial, o
mtodo foi se desenvolvendo, atravs da pesquisa e o aprimoramento de novos produtos utilizados no ensaio, at seu estgio atual.
Finalidade do ensaio
O ensaio por lquidos penetrantes presta-se a detectar descontinuidades superficiais e que sejam abertas na superfcie, tais como
trincas, poros, dobras, etc..podendo ser aplicado em todos os materiais slidos e que no sejam porosos ou com superfcie muito
grosseira.
muito usado em materiais no magnticos como alumnio, magnsio, aos inoxidveis austenticos, ligas de titnio, bensio e
zircnio, alm dos materiais magnticos. tambm aplicado em cermica vitrificada, vidro e plsticos.
2.2. Princpios bsicos
O mtodo consiste em fazer penetrar na abertura da descontinuidade um lquido. Aps a remoo do excesso de lquido da superfcie ,
faz-se sair da descontinuidade o lquido retido atravs de um revelador. A imagem da descontinuidade fica ento desenhada sobre a
superfcie.
Podemos descrever o mtodo em seis etapas principais no ensaio , quais sejam:
a) Preparao da superfcie - Limpeza inicial:
Antes de se iniciar o ensaio, a superfcie deve ser limpa e seca. No devem existir gua, leo ou outro contaminante.
Contaminantes ou excesso de rugosidade, ferrugem, etc, tornam o ensaio no confivel.
A preparao da superfcie no incio
do ensaio fundamental para que as
demais etapas possam ser aplicadas
corretamente.
Preparao e Limpeza da Superfcie
b) Aplicao do Penetrante:
Consiste na aplicao de um lquido chamado penetrante, geralmente de cor vermelha, de tal maneira que forme um filme sobre a
superfcie e que por ao do fenmeno chamado capilaridade penetre na descontinuidade. Deve ser dado um certo tempo para que a
penetrao se complete.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
36
Tempo de penetrao do lquido na abertura
c) Remoo do excesso de penetrante.
Consiste na remoo do excesso do penetrante da superfcie, atravs de produtos adequados , condizentes com o tipo de lquido
penetrante aplicado , devendo a superfcie ficar isenta de qualquer resduo na superfcie.
Remoo do excesso de lquido da superfcie
d) Revelao.
Consiste na aplio de um filme uniforme de revelador sobre a superfcie. O revelador usualmente um p fino (talco) branco. Pode
ser aplicado seco ou em suspenso, em algum lquido. O revelador age absorvendo o penetrante das descontinuidades e revelando-as.
Deve ser previsto pelo procedimento tcnico de ensaio um certo tempo de revelao para sucesso e padronizao do ensaio.
Aplicao do revelador
e) Avaliao e Inspeo:
Aps a aplicao do revelador, as indicaes comeam a serem observadas, atravs da mancha causada pela absoro do penetrante
contido nas aberturas,, e que sero objetos de avaliao.
A inspeo deve ser feita sob boas condies de luminosidade, se o penetrante do tipo visvel (cor contrastante com o revelador) ou
sob luz negra, em rea escurecida, caso o penetrante seja fluorescente.
A interpretao dos resultados deve ser baseada em algum Cdigo de fabricao da pea ou norma aplicvel ou ainda ,na
especificao tcnica do cliente.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
37
Nesta etapa deve ser preparado um relatrio escrito que consta das condies de teste, tipo e identificao da pea ensaiada, resultado
da inspeo e condio de aprovao ou rejeio da pea.
Absoro do lquido,pelo revelador, de dentro da abertura
f) Limpeza ps ensaio.
A ltima etapa, geralmente obrigatria, a limpeza de todos os resduos de produtos, que podem prejudicar uma etapa posterior de
trabalho da pea (soldagem, usinagem, etc....).
2.3. Vantagens e limitaes do ensaio , em comparao com outros mtodos.
Vantagens.
Poderamos dizer que a principal vantagem do mtodo a sua simplicidade. fcil de fazer de interpretar os resultados. O
aprendizado simples, requer pouco tempo de treinamento do inspetor.
Como a indicao assemelha-se a uma fotografia do defeito, muito fcil de avaliar os resultados. Em contrapartida o inspetor deve
estar ciente dos cuidados bsicos a serem tomados (limpeza, tempo de penetrao, etc), pois a simplicidade pode se tornar uma faca de
dois gumes.
No h limitao para o tamanho e forma das peas a ensaiar, nem tipo de material; por outro lado, as peas devem ser susceptveis
limpeza e sua superfcie no pode ser muito rugosa e nem porosa.
O mtodo pode revelar descontinuidades (trincas) extremamente finas (da ordem de 0,001 mm de abertura ).
Limitaes.
S detecta descontinuidades abertas para a superfcie, j que o penetrante tem que entrar na descontinuidade para ser posteriormente
revelado. Por esta razo, a descontinuidade no deve estar preenchida com material estranho.
A superfcie do material no pode ser porosa ou absorvente j que no haveria possibilidade de remover totalmente o excesso de
penetrante, causando mascaramento de resultados.
A aplicao do penetrante deve ser feita numa determinada faixa de temperatura. Superfcies muito frias ( abaixo de 16 oC ) ou muito
quentes (acima de 52 oC) no so recomendveis ao ensaio.
Algumas aplicaes das peas em inspeo fazem com que a limpeza seja efetuada da maneira mais completa possvel aps o ensaio
(caso de maquinaria para indstria alimentcia, material a ser soldado posteriormente, etc). Este fato pode tornar-se limitativo ao
exame, especialmente quando esta limpeza for difcil de fazer.
2.4. Propriedades dos Produtos e Princpios Fsicos
Propriedades fsicas do penetrante.
O nome penetrantevem da propriedade essencial que este material deve ter , isto , sua habilidade de penetrar em aberturas finas.
Um produto penetrante com boas caractersticas, deve:
a) ter habilidade para rapidamente penetrar em aberturas finas;
b) ter habilidade de permanecer em aberturas relativamente grandes;
c) no evaporar ou secar rapidamente;
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
38
d) ser facilmente limpo da superfcie onde for aplicado;
e) ter habilidade em espalhar-se nas superfcies, formando camadas finas;
f) ter um forte brilho (cor ou fluorescente);
g) a cor ou a fluorescncia deve permanecer quando exposto ao calor, luz ou luz negra;
h) no reagir com sua embalagem nem com o material a ser testado;
i) no ser facilmente inflamvel;
j) ser estvel quando estocado ou em uso;
Para que o penetrante tenha as qualidades acima, necessrio que certas propriedades estejam presentes. Dentre elas destacam-se:
a) Viscosidade.
Esta propriedade por si s no define um bom ou mal penetrante (quando falamos em bom ou mal penetrante nos referimos a sua
habilidade em penetrar nas descontinuidades).
A intuio nos diz que um lquido menos viscoso seria melhor penetrante que um mais viscoso. Isto nem sempre verdadeiro, pois a
gua que tem baixa viscosidade no um bom penetrante. Todavia, a viscosidade tem efeito em alguns aspectos prticos do uso do
penetrante. Ele importante na velocidade com que o penetrante entra num defeito. Penetrantes mais viscosos demoram mais a entrar
nas descontinuidades. Penetrantes pouco viscosos tm a tendncia de no permanecerem muito tempo sobre a superfcie da pea, o
que pode ocasionar tempo insuficiente para penetrao. Em adio, lquidos de alta viscosidade tm a tendncia de serem retirados
dos defeitos quando se executa a limpeza do excesso.
b) Tenso superficial.
A tenso superficial de um lquido o resultado das foras de coeso entre as molculas que formam a superfcie do lquido.
Observem a figura abaixo, o lquido 1 possui menor tenso superficial que os outros dois , e o lquido 3 o que possui a mais alta
tenso superficial, lembrando o mercrio como exemplo.
O
Lquido 1
Lquido 2
Lquido 3
Comparao entre 3 lquidos com propriedades de tenso superficial diferentes.
Tubo capilar
h1
h2
Lquido 1
Lquido 2
Comparao entre dois lquidos com propriedade de capilaridade diferentes.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
39
A capilaridade funo da tenso superficial do lquido e de sua molhabilidade. A abertura da descontinuidade afetar a fora capilar
- menor a abertura (mais fina uma trinca) maior a fora.
Sensibilidade do penetrante.
Sensibilidade do penetrante sua capacidade de detectar descontinuidades. Podemos dizer que um penetrante mais sensvel que
outro quando, para aquelas descontinuidades em particular, o primeiro detecta melhor os defeitos que o segundo.
Os fatores que afetam a sensibilidade so:
a) Capacidade de penetrar na descontinuidade
b) Capacidade de ser removido da superfcie, mas no do defeito
c) Capacidade de ser absorvido pelo revelador
d) Capacidade de ser visualizado quando absorvido pelo revelador, mesmo em pequenas quantidades.
Algumas normas tcnicas classificam os lquidos penetrantes quanto visibilidade e tipo de remoo, conforme tabela 2.3, abaixo:
Tipos de Lquidos Penetrantes
Mtodo
Tipo de Remoo
quanto visibilidade
gua
Ps-Emulsificvel
Solvente
TIPO I
(Fluorescente)
TIPO II
D
A
(Luz normal)
Fonte: Cdigo ASME Sec.V SE-165
Os lquidos penetrantes devem se analisados quanto aos teores de contaminantes, tais como enxofre,flor e cloro quando sua aplicao
for efetuada em materiais inoxidveis austenticos,titnio e ligas a base de nquel. O procedimento e os limites acaitveis para estas
anlises, devem ser de acordo com a norma aplicvel de inspeo do material ensaiado.
Propriedades do revelador.
Um revelador com boas caractersticas , deve:
a) ter ao de absorver o penetrante da descontinuidade ;
b) servir com uma base por onde o penetrante se espalhe - granulao fina ;
c) servir para cobrir a superfcie evitando confuso com a imagem do defeito formando uma camada fina e uniforme;
d) deve ser facilmente removvel;
e) no deve conter elementos prejudiciais ao operador e ao material que esteja sendo inspecionado;
Classifica-se os reveladores conforme abaixo:
a) ps secos.
Foram os primeiros e continuam a ser usados com penetrantes fluorescentes. Os primeiros usados compunham-se de talco ou giz.
Atualmente os melhores reveladores consistem de uma combinao cuidadosamente selecionada de ps.
Os ps devem ser leves e fofos. Devem aderir em superfcies metlicas numa camada fina, se bem que no devem aderir em excesso,
j que seriam de difcil remoo. Por outro lado, no podem flutuar no ar, formando uma poeira.
Os cuidados devem ser tomados para proteger o operador. A falta de confiabilidade deste tipo de revelador, torna o seu uso restrito.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
40
b) Suspenso aquosa de ps.
Geralmente usado em inspeo pelo mtodo fluorescente. A suspenso aumenta a velocidade de aplicao quando pelo tamanho da
pea pode-se mergulha-la na suspenso. Aps aplicao a pea seca em estufa, o que diminui o tempo de secagem. um mtodo que
pode se aplicar quando usa-se inspeo automtica. A suspenso deve conter agentes dispersantes, inibidores de corroso, agentes que
facilitam a remoo posterior.
c) Soluo aquosa.
A soluo elimina os problemas que eventualmente possam exisitir com a suspenso (disperso, etc).
Porm, materiais solveis em gua geralmente no so bons reveladores.
Deve ser adicionado soluo inibidor de corroso e a concentrao deve ser controlada, pois h evaporao.
Sua aplicao , deve ser feita atravs de pulverizao.
d) Suspenso de ps em solvente.
um mtodo muito efetivo para se conseguir uma camada adequada (fina e uniforme) sobre a superfcie.
Como os solventes volatilizam rpidamente, existe pouca possibilidade de escorrimento do revelador at em superfcies em posio
vertical.Sua aplicao , deve ser feita atravs de pulverizao.
Os solventes devem ser secveis rapidamente e ajudarem a retirar o penetrante das descontinuidades dando mais mobilidade a ele.
Exemplos de solventes so: lcool, solventes clorados (no inflamveis). O p tem normalmente as mesmas caractersticas do mtodo
de p seco.
Os reveladores ,devem se analisados quanto aos teores de contaminantes, tais como enxofre,flor e cloro , quando sua aplicao for
efetuada em materiais inoxidveis austenticos,titnio e ligas a base de nquel. O procedimento e os limites aceitveis para estas
anlises, devem ser de acordo com a norma aplicvel de inspeo do material ensaiado.
2.5. Procedimento para Ensaio
Neste captulo em detalhes as etapas bsicas do ensaio, a influncia da temperatura, as correes de deficincias de execuo do
ensaio e a maneira de registrar os dados do mesmo. importante salientar , que a aplicao do mtodo de inspeo por lquidos
penetrantes deve sempre ser feita atravs de um procedimento prviamente elaborado e aprovado, contendo todos os parmetros
essenciais do ensaio , e por um inspetor qualificado
Preparao da superfcie:
A primeira etapa a ser seguida na realizao do ensaio verificao das condies superficiais da pea. Dever estar isenta de
resduos, sujeiras, leo,graxa e qualquer outro contaminante que possa obstruir as aberturas a serem detetadas.
Caso a superfcie seja lisa ,preparao prvia ser facilitada. o caso de peas usinadas, lixadas, etc.. Este fator inerente ao
processo de fabricao.
Superfcies excessivamente rugosas requerem uma preparao prvia mais eficaz, pois as irregularidades superficiais certamente
prejudicaro a perfeita aplicao do penetrante, a remoo do excesso e, portanto, o resultado final.
As irregularidades iro dificultar a remoo, principalmente no mtodo manual. Alm do mascaramento dos resultados, h a
possibilidade de que partes dos produtos de limpeza fiquem aderidas pea (fiapos de pano).
Numa operao de esmerilhamento, um cuidado adicional deve estar presente. Deve-se evitar causar, por exemplo, sulcos sobre a
pea, erro muito comum na preparao de soldas.
Mtodos de limpeza da superfcie:
O sucesso do mtodo depende dos defeitos estarem abertos superfcie.
A limpeza, portanto, de fundamental importncia. Todo produto de corroso, escria, pinturas,leo, graxa, etc... deve estar
removido da superfcie.
Pode-se utilizar o solvente que faz parte dos kits de ensaio ou solvente em galo, ou ainda outro produto qualificado.
Neste caso, deve-se dar suficiente tempo para que o solvente utilizado evapore-se das descontinuidades, pois sua presena pode
prejudicar o teste. Dependendo da temperatura ambiente e do mtodo utilizado, este tempo pode variar.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
41
Pode-se utilizar o desengraxamento por vapor, para remoo de leo, graxa ; ou ainda limpeza qumica,soluo cida ou alcalina,
escovamento maual ou rotativo, removedores de pintura, ultra-som, detergentes.
Peas limpas com produtos a base de gua, a secagem posterior muito importante. Cuidados tambm so importantes para evitar
corroso das superfcies (ao ao carbono ).
Os processos de jateamento, lixamento e aqueles que removem metal (esmerilhamento), devem ser evitados, pois tais processos
podem bloquear as aberturas da superfcie e impedir a penetrao do produto penetrante. Entretanto, tais mtodos de limpeza podem
em alguns processos de fabricao do material a ensaiar, serem inevitveis e inerentes a estes processos.
Temperatura da superfcie e do lquido penetrante:
Poderiamos dizer que a temperatura tima de aplicao do penetrante de 20 C e as superfcies no devem estar abaixo de 5 C.
Temperaturas ambientes mais altas (por volta de 52 C) aumentam a evaporao dos constituintes volteis do penetrante, tornando-o
insuficiente. Acima de certo valor ( > 200 C) h o risco de inflamar.
A observao e controle da temperatura um fator de grande importncia, que deve estar claramente mencionado no procedimento de
ensaio.
Aplicao do penetrante.
O penetrante pode ser aplicado em spray, por pincelamento, com rolo de pintura ou mergulhando-se as peas em tanques. Este
ltimo processo vlido para pequenas. Neste caso as peas so colocadas em cestos. Deve-se escolher um processo de aplicao do
penetrante, condizente com as dimenses das peas e com o meio ambiente em que ser aplicado o ensaio. Por exemplo : peas
grandes,e ambientes fechados, em que o inspetor escolha o mtodo de aplicao do penetrante por pulverizao, certamente isto ser
um transtorno tanto para as pessoas que trabalhem prximo ao local, assim como para o prprio inspetor.
Tempo de Penetrao:
o tempo necessrio para que o penetrante entre dentro das descontinuidades. Este tempo varia em funo do tipo do penetrante,
material a ser ensaiado, temperatura, e deve estar de acordo com a norma aplicvel de inspeo do produto a ser ensaiado.
Os tempos de penetrao corretos devem ser de acordo com a norma aplicvel de fabricao/inspeo do material ensaiado ou
procedimento aprovado.
Aplicao do penetrante com pincel
Remoo do excesso de penetrante:
Os penetrantes no lavveis em gua so quase sempre utilizados para inspees locais e estes so melhor removidos com panos secos
ou umedecidos com solvente. Papel seco ou pano seco satisfatrio para superfcies lisas. A superfcie deve estar completamente livre
de penetrante, seno haver mascaramento dos resultados. Deve-se tomar o cuidado para no usar solvente em excesso, j que isto
pode causar a retirada do penetrante das descontinuidades.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
42
Geralmente uma limpeza grosseira com pano e papel levemente embebido em solvente, seguido de uma limpeza feita com pano ou
papel seco ou com pouco de solvente satisfatria.Quando as peas so inteiramente revestidas de solvente a limpeza manual
demorada e difcil. Neste caso pode-se mergulhar a pea em banho de solvente, com o inconveniente de que algum penetrante pode ser
removido das descontinuidades. Este mtodo s deve ser usado com muito cuidado e levendo-se em conta esta limitao.
Pode-se tambm usar a limpeza por vapor. Se a operao for rpida, este pode ser um bom mtodo.Quando se usa o tipo lavvel em
gua, a lavagem com jato de gua morna satisfatria. O jato deve ser grosso para aumentar sua eficincia (gotas ao invs de spray
fino). Aps lavagem com gua, a pea deve ser secada com, por exemplo, ar quente. A remoo por solvente no exige secagem
forada
Remoo do excesso de penetrante
Revelao.
A camada de revelador deve ser fina e uniforme. Pode ser aplicada com spray, no caso de inspeo manual. Peas que foram
totalmente inspecionadas com penetrante so mais difceis para se manter uma camada uniforme de revelador. O melhor mtodo
neste caso o spray. Em qualquer caso, a aplicao do revelador deve ser isenta de escorrimentos, excessos , contaminaes com
produtos estranhos ao processo ( gua, leo ..).
Revelao com embalagem aerosol
R.Andreucci
Controle da Qualidade II
Ed.
43
Jul./2008
Secagem e inspeo.
Deve ser dado um tempo suficiente para que a pea esteja seca antes de efetuar a inspeo. Logo aps o incio da secagem, deve-se
acompanhar a evoluo das indicaes no sentido de definir e caracterizar o tipo de descontinuidade e diferencia-las entre linear ou
arredondadas.
O tempo de revelao varivel de acordo com o tipo da pea, tipo de defeito a ser detectado e temperatura ambiente. As
descontinuidades finas e rasas, demoram mais tempo para serem observadas, ao contrrio daquelas maiores e que rapidamente
mancham o revelador.
O tamanho da indicao a ser avaliada, o tamanho da mancha observada no revelador, aps o tempo mximo de avaliao permitida
pelo procedimento .
Tempos mnimos de penetrao , apenas para referncia
ASME Sec. V Art. 6 - Tabela 672 e ASTM E-165
Tipo de Descontinuidade
Material
Forma
Alumnio, Magnsio,
ao, bronze, titanium,
altas ligas
Fundidos e Soldas
Plasticos
todas as formas
Vidros
Ceramicas
Tempo de Espera A
min.
Penetrante
Revelador
porosidade, trincas, (todas as
formas) falta de fuso, gota fria
5
10
trincas
10
todas as formas
trincas
10
todas as formas
trincas, porosidade
10
A - Para temperaturas de 10 a 52 oC Para temperaturas de 5 oC a 10 oC o tempo de penetrao deve ser o dobro do indicado acima.
Iluminao:
Como todos os exames dependem da avaliao visual do operador, o grau de iluminao utilizada extremamente importante.
Iluminao errada pode induzir a erro na interpretao. Alm disso, uma iluminao adequada diminui a fadiga do inspetor.
a) Iluminao com luz natural (branca):
A luz branca utilizada a convencional. Sua fonte pode ser: luz do sol, lmpada de filamento, lmpada fluorescente ou lmpada a
vapor.
O operador deve evitar dirigir a luz para partes que derem reflexos (sup. metlica por exemplo). Dirigindo a luz para a rea de
inspeo com o eixo da lmpada formando aproximadamente 90 em relao a ela a melhor alternativa. O fundo branco da camada
de revelador faz com que a indicao se torne escurecida.A intensidade da luz deve ser adequada ao tipo de indicao que se quer ver,
sendo em geral acima de 1000 Lux (conforme ASME Sec. V Art. 6).
b) Iluminao com Luz ultravioleta (negra):
Podemos definir a luz negra como aquela que tem comprimento de onda menor do que o menor comprimento de onda da luz vsivel.
Ela tem a propriedade de causar em certas substncias o fenmeno da fluorescncia. Esta radiao no vsivel. produzida por arco
eltrico que passa atravs de vapor de mercrio.
O material fluorescente contido no penetrante tem a propriedade de em absorvendo a luz negra emitir energia em comprimentos de
onda maiores, na regio de luz visvel.
So usados filtros que eliminam os comprimentos de onda desfavorveis (luz visvel e luz ultravioleta) permitindo somente aqueles de
comprimento de onda de 3500 a 4000 . A intensidade mnima recomendada da luz ultravioleta sobre a superfcie de 1000
W/cm2, verificada a cada 8 horas de trabalho ou a cada mudana de local de trabalho.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
44
Registro dos resultados
Limpeza final.
Aps completado o exame, necessrio na maioria dos casos executar-se uma limpeza final na pea, j que os resduos de teste
podem prejudicar o desempenho das peas. Uma limpeza final com solvente geralmente satisfatria. Para peas pequenas o
mergulhamento das peas em banho de detergente geralmente satisfatrio.
Sequencia do Ensaio
PREPARAO INICIAL DA SUPERFCIE ;
TEMPO DE SEGAGEM DOS PRODUTOS;
APLICAO DO PENETRANTE ;
TEMPO DE PENETRAO ;
REMOO DO EXCESSO DE PENETRANTE ;
TEMPO DE SECAGEM ;
APLICAO DO REVELADOR ;
TEMPO DE REVELAO / AVALIAO
LAUDO FINAL / REGISTROS
Resumo explicativo das fases sequenciais de aplicao do ensaio por Lquidos Penetrantes
2.6. Critrio de Aceitao das Indicaes:
O critrio de aceitao que segue abaixo , uma traduo livre do Cdigo ASME Sec. VIII Div.1 e 2, aplicvel para peas
inspecionadas por lquidos penetrantes, nesta norma.
Avaliao das indicaes:
Uma indicao uma evidncia de uma imperfeio mecnica. Somente indicaes com dimenses maiores que 1/16 pol. ( 1,5 mm)
deve ser considerada como relevante.
(a) Uma indicao linear aquela tendo um comprimento maior que trs vezes a largura.
(b) Uma indicao arredondada aquela na forma circular ou elptica com comprmento igual ou menor que trs vezes a largura.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
45
(c) Qualquer indicao questionvel ou duvidosa , deve ser reinspecionada para determinar se indicaes relevantes esto ou no
presentes.
Critrio de Aceitao:
Toda as superfcies devem estar livres de :
(a) indicaes relevantes lineares ;
(b) indicaes relevantes arredondadas maiores que 3/16 pol. (5,0 mm) ;
(c) quatro ou mais indicaes relevantes arredondadas em linha separadas por 1/16 pol. (1,5 mm) ou menos (de borda a borda) ;
(d) uma indicao de uma imperfeio pode ser maior que a imperfeio , entretanto , o tamanho da indicao a base para a
avaliao da aceitao .
Exerccios para Estudo :
1) Qual dos materiais abaixo no pode ser ensaiado por Lquidos Penetrantes ?
a) superfcie usinada de ao inoxidvel austentico
b) pea de ao fundido.
c) borracha
d) uma pea forjada.
2) O mtodo de inspeo por Lquidos Penetrantes, est baseado nas propriedades de :
a) dilatao trmica do lquidos e viscosidade.
b) ponto de fulgor e viscosidade.
c) capilaridade e tenso superficial.
d) tamanho das partculas do lquido , e ponto de fulgor.
3) Qual das seguintes descontinuidades ,no pode ser detectada pelo ensaio por lquidos penetrantes ?
a) uma trinca sub-superficial.
b) uma incluso interna numa solda.
c) uma falta de fuso entre passes numa solda.
d) todas as alternativas so verdadeiras.
4) Qual o mtodo mais recomendvel para preparao da superfcie antes do ensaio por lquidos penetrantes ?
a) jateamento com areia fina.
b) esmerilhamento.
c) escovamento manual ou rotativo.
d) limagem.
5) A primeira etapa para a inspeo por lquidos penetrantes , numa superfcie que se encontra pintada :
a) aplicar o penetrante com relativo cuidado na superfcie.
b) lavar minuciosamente a superfcie com detergente.
c) remover completamente a pintura.
d) escovar a superfcie at reduzir a camada de tinta metade.
6) Os tipos de lquidos penetrantes disponveis so:
a) lavveis com leo e os viscosos.
b) removveis com solvente e lavveis com gua.
c) removveis com vapor e os lavveis com solvente.
d) secagem natural
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
46
7) O tempo ao qual a superfcie da pea fica coberta com o lquido penetrante ,denomina-se :
a) tempo de espera.
b) tempo de avaliao
c) tempo de penetrao.
d) tempo de impregnao.
8) Uma junta soldada que foi inspecionada por lquidos penetrantes e aps, foi esmerilhada, podemos afirmar que:
a) um procedimento comum
b) o ensaio realizado foi invalidado
c) provavelmente se trata de um processo de reparo
d) os resultados do ensaio ainda continuam vlidos
9) Qual das tcnicas abaixo podem ser utilizadas para a aplicao do lquido penetrante?
a) mergulhando a pea em banho no penetrante.
b) pulverizando o penetrante sobre a pea.
c) atravs de rolo de pintura.
d) todas as tcnicas acima podem ser utilizadas.
10) Qual das tcnicas abaixo podem ser utilizadas para a aplicao do revelador ?
a) com pincel macio.
b) com rolo de pintura.
c) por pulverizao.
d) todas as tcnicas podem ser utilizadas.
11) O objetivo do revelador no ensaio por lquidos penetrantes :
a) promover a melhor penetrao do penetrante.
b) absorver o penetrante de dentro das descontinuidades.
c)produzir um fundo contrastante branco,para facilitar a observao das descontinuidades.
d) as alternativas (b) e (c) so corretas.
12) A remoo do excesso de penetrante removvel com solvente ,da superfcie , deve ser feita:
a) com pano limpo , sem fiapos , umidecido com solvente.
b) com pano limpo , e sco.
c) atravs da pulverizao do solvente sobre a superfcie, e aps remoo com pano limpo, sem fiapos.
d) banhando a pea com solvente apropriado, do mesmo fabricante do penetrante.
13)Uma vantagem do ensaio por lquidos penetrantes , em relao aos demais E.N.D , :
a) o mtodo pode ser aplicado em todos os materiais.
b) o mtodo no necessita de preparao da superfcie.
c) o ensaio pode detectar qualquer descontinuidade.
d) o mtodo mais simples , e de fcil interpretao dos resultados.
14)Os tipos de reveladores que dispomos para a inspeo por L.P ,so:
a) ps scos.
b) no aquosos
c) aquosos
d) todas as alternativas so corretas.
15)O croquis abaixo ,representa o resultado da inspeo por lquidos penetrante de uma solda acabada. De acordo com o ASME
Sec.VIII Div.1 , Ap.8 :
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
47
a) as indicaes lineares so reprovadas.
b) as indicaes (1) e (2) so aceitveis.
c) somente a indicao (3) aceitvel.
d) todas as indicaes so reprovadas
16)Os teores de cloro ,enxofre e fluor ,devem ser controlados quando o ensaio por L.P ocorrer:
a) em materiais porosos.
b) em aos carbono
c) em aos inoxidveis austenticos e ligas de nquel.
d) em materiais plsticos.
17)Peas rugosas, como fundidos brutos, que devam ser inspecionadas por lquidos penetrantes ,recomenda-se a utilizao de
produtos:
a) removveis com solvente.
b) fluorescentes.
c) com certificados de cloro,enxofre e flor.
d) lavveis com gua.
18) A avaliao dos resultados do ensaio por lquidos penetrantes , deve ser feita:
a)aps um perodo de 7 minutos , observando o tamanho real das descontinuidades.
b) aps um perodo de 15 minutos , observando o tamanho da mancha do lquido penetrante difundido no revelador.
c) imediatamente aps a aplicao do revelador, aplicando o critrio de aceitao estabelecido.
d) aps o tempo de revelao , descrito no procedimento aprovado, observando o tamanho da mancha difundido no revelador,e
comparando com os critrios de aceitao aplicveis.
19) O problema do reensaio de uma pea que j foi inspecionada por lquidos penetrantes , :
a) o penetrante pode perder o brilho de sua cor.
b) o resduo do penetrante sco deixado no interior das descontinuidades,pode no dissolver e o resteste pode
resultados poucos confiveis , ou perda de indicaes.
c) a limpeza prvia das superfcies geralmente mais difcil.
d) no existe problema no reensaio de uma pea j inspecionada por LP
20) A temperatura da superfcie ,na inspeo por lquidos penetrantes:
a) no tem qualquer interferncia.
b) deve estar acima de 5 graus.
c) deve estar abaixo de 52 graus
d) deve estar dentro da faixa permitida pelo procedimento de ensaio.
21) O tipo de penetrante classificado como "Tipo II - C" de acordo com ASME SEC.V trata-se de:
a) penetrante fluorescente ,lavvel com gua.
b) penetrante visvel com luz natural , lavvel com gua.
c) penetrante visvel com luz natural , removvel com solvente.
d) penetrante fluorescente , removvel com solvente.
22) O tipo de penetrante classificado como "Tipo I - A" de acordo com ASME SEC.V trata-se de :
a) penetrante fluorescente ,lavvel com gua.
b) penetrante visvel com luz natural , lavvel com gua.
c) penetrante visvel com luz natural , removvel com solvente.
d) penetrante fluorescente , removvel com solvente.
apresentar
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
48
23)Quanto iluminao ambiente para a inspeo por lquidos penetrantes visvel com luz natural :
a) no h nenhum requisito importante.
b) deve ser de no mnimo 2000 lux.
c) deve atender no mnimo de 1000 lux , sobre a superfcie.
d) a luz deve ser apenas branca.
24)A borda de um chanfro preparado para soldagem , foi cortado com o processo de oxi-corte. Neste caso na preparao da
superfcie para o ensaio por lquidos penetrantes pode ser feita:
a) usando-se apenas escova.
b) por jateamento
c) por limpeza com solvente e pano limpo.
d) por esmerilhamento
25) Ao se adquirir um lote de penetrante , devemos:
a) verificar se o produto est qualificado pelo procedimento aprovado
b) efetuar teste de sensibilidade numa amostra do lote, usando padro conhecido.
c) verificar a data de validade do lote.
d) todas as alternativas so aplicveis.
26) Uma junta soldada foi inspecionada por lquidos penetrantes. Aps o ensaio o reforo da solda foi eliminado. Nesse caso:
a) o inspetor deve anotar no relatrio do ensaio sobre o ocorrido
b) o ensaio deve ser considerado invlido
c) nada deve ser feito, pois o procedimento normal
d) o inspetor pode reaplicar o revelador, aps o esmerilamento do reforo, para verificar se existe alguma indicao
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
49
CAPTULO 3
ENSAIO POR ULTRA-SOM
3.1. Princpios Bsicos do Mtodo
Introduo:
Sons extremamente graves ou agudos, podem passar desapercebidos pelo aparelho auditivo humano, no por deficincia do mesmo,
mas por caracterizarem vibraes com frequncias muito baixas , at 20Hz (infra-som) ou com frequncias muito altas acima de 20
kHz (ultra-som), ambas inaudveis.
Como sabemos, os sons produzidos em um ambiente qualquer, refletem-se ou reverberam nas paredes que consistem o mesmo,
podendo ainda ser transmitidos a outros ambientes.
Fenmenos como este apesar de simples e serem frequentes em nossa vida cotidiana, constituem os fundamentos do ensaio ultrasonico de materiais.
No passado, testes de eixos ferrovirios, ou mesmos sinos, eram executados atravs de testes com martelo, em que o som produzido
pela pea, denunciava a presena de rachaduras ou trincas grosseiras pelo som caracterstico.
Assim como uma onda sonora, reflete ao incidir num anteparo qualquer, a vibrao ou onda ultra-snica ao percorrer um meio
elstico, refletir da mesma forma, ao incidir num anteparo qualquer, a vibrao ou onda ultra-snica ao percorrer um meio elstico,
refletir da mesma forma, ao incidir numa descontinuidade ou falha interna a este meio considerado. Atravs de aparelhos especiais,
detectamos as reflexes provenientes do interior da pea examinada, localizando e interpretando as descontinuidades.
Descontinuidade
Pea
Transdutor
1 Tela
5 do Aparelho
Descontinuidade
Princpio Bsico da Inspeo de Materiais por Ultra-Som
Finalidade do Ensaio
O ensaio por ultra-som, caracteriza-se num mtodo no destrutivo que tem por objetivo a deteco de defeitos ou descontinuidades
internas, presentes nos mais variados tipos ou forma de materiais ferrosos ou no ferrosos.
Tais defeitos so caracterizados pelo prprio processo de fabricao da pea ou componentes a ser examinada como por exemplo:
bolhas de gs fundidos, dupla laminao em laminados, micro-trincas em forjados, escorias em unies soldadas e muitos outros.
Portanto, o exame utra-snico, assim como todo exame no destrutivo, visa diminuir o grau de incerteza na utilizao de materiais ou
peas de responsabilidades.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
50
Inspeo por Ultra-Som em virabrequim
Campo de Aplicao
Em 1929 o cientista Sokolov, fazia as primeiras aplicaes da energia snica para atravessar materiais metlicos, enquanto que 1942
Firestone, utilizara o princpio da ecosonda ou ecobatmetro, para exames de materiais. Somente em l945 o ensaio ultra-snico iniciou
sua caminhada em escala industrial, impulsionado pelas necessidades e responsbilidades cada vez maiores.
Hoje, na moderna indstria, principalmente nas reas de caldeiraria e estruturas martimas, o exame ultra-snico, constitui uma
ferramenta indispensvel para garantia da qualidade de peas de grandes espessuras, geometria complexa de juntas soldadas, chapas.
Na maioria dos casos, os ensaios so aplicados em aos-carbonos, em menor porcentagem em aos inoxidveis. Materiais no
ferrosos so difceis de serem examinados, e requerem procedimentos especiais.
Limitaes em Comparao com outros Ensaios:
Assim como todo ensaio no-destrutivo, o ensaio ultra-snico, possui vantagens e limitaes nas aplicaes, como segue:
Vantagens em relao a outros ensaios:
O mtodo ultra-snico possui alta sensibilidade na decetabilidade de pequenas descontinuidades internas, por exemplo:
Trincas devido a tratamento trmico, fissuras e outros de difcil deteco por ensaio de radiaes penetrantes (radiografia ou
gamagrafia).
Para interpretao das indicaes, dispensa processos intermedirios, agilizando a inspeo.
No caso de radiografia ou gamagrafia, existe a necessidade do processo de revelao do filme, que via de regra demanda tempo do
informe de resultados.
Ao contrrio dos ensaios por radiaes penetrantes, o ensaio ultra-snico no requer planos especiais de segurana ou quaisquer
acessrios para sua aplicao.
A localizao, avaliao do tamanho e interpretao das descontinuidades encontradas so fatores intrnsicos ao exame ultra-snico,
enquanto que outros exames no definem tais fatores. Por exemplo, um defeito mostrado num filme radiogrfico define o tamanho mas
no sua profundidade e em muitos casos este um fator importante para proceder um reparo.
Limitaes em relao a outros ensaios.
- Requer grande conhecimento terico e experincia por parte do inspetor.
- O registro permanente do teste no facilmente obtido.
- Faixas de espessuras muito finas, constituem uma dificuldade para aplicao do mtodo.
- Requer o preparo da superfcie para sua aplicao. Em alguns casos de inspeo de solda, existe a necessidade da remoo total do
reforo da solda, que demanda tempo de fbrica.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
51
3.2. Vibraes Mecnicas
Tipos de Ondas:
Como j vimos, o teste ultra-snico de materiais feito com o uso de ondas mecnicas ou acsticas colocadas no meio em inspeo, ao
contrrio da tcnica radiogrfica, que usa ondas eletromagnticas. Qualquer onda mecnica composta de oscilaes de partculas
discretas no meio em que se propaga. A passagem de energia acstica no meio faz com que as partculas que compem o mesmo,
execute o movimento de oscilao em torno na posio de equilbrio, cuja amplitude do movimento ser diminuido com o tempo em
posio de equilbrio, cuja amplitude do movimento ser diminuido com o tempo em decorrncia da perda de energia adquirida pela
onda. Se assumirmos que o meio em estudo elstico, ou seja que as partculas que o compem rigidamente ligadas, mas que podem
oscilar em qualquer direo, ento podemos classificar as ondas acsticas em quatro tipos:
Ondas longitudinais (Ondas de compresso):
So ondas cujas partculas oscilam na direo de propagao da onda, podendo ser transmitidas a slidos, liqudos e gases.
Onda longitudinal
No desenho acima nota-se que o primeiro plano de partculas vibra e transfere sua energia cintica para os prximos planos de
partculas, e passam a oscilar. Desta maneira, todo o meio elstico vibra na mesma direo de propagao da onda (longitudinal), e
aparecer zonas de compresso e zonas diludas. As distncias entre duas zonas de compresso determinam o comprimento de
onda ().
Em decorrncia do processo de propagao, este tipo de onda possui uma alta velocidade de propagao, caracterstica do meio.
Tabela 3.1
Velocidades de Propagao das Ondas Longitudinais
Material
Ar
Aluminio
Cobre
Ouro
Ao
Ao inoxidvel
Nylon
leo(SAE30)
gua
Prata
Titnio
Nquel
Tungstnio
Velocidade m/s
330
6300
4700
3200
5900
5800
2600
1700
1480
3600
6100
5600
5200
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
52
Ondas transversais (ou ondas de cizalhamento):
Uma onda transversal definida, quando as partculas do meio vibram na direo perpendicular ao de propagao. Neste caso,
observamos que os planos de partculas, mantem-se na mesma distncia um do outro, movendo-se apenas verticalmente.
Onda transversal
As partculas oscilam na direo transversal a direo de propagao, podendo ser transmitidas somente a slidos. As ondas
transversais so praticamente incapazes de se propagarem nos lquidos e gases, pela caractersticas das ligaes entre partculas,
destes meios . O comprimento de onda a distncia entre dois vales ou dois picos.
Tabela 3.2
Velocidades de Propagao das Ondas Transversais
Material
Ar
Aluminio
Cobre
Ouro
Ao
Nylon
leo(SAE30)
gua
Prata
Titnio
Nquel
Velocidade m/s
3100
2300
1200
3200
1100
1600
3100
3000
3.3. Frequncia , Velocidade e Comprimento de Onda :
Frequncia:
As ondas acsticas ou som propriamente dito, so classificados de acordo com suas frequncias e medidos em ciclos por segundo, ou
seja o nmero de ondas que passam por segundo pelo nossos ouvidos. A unidade ciclos por segundos normalmente conhecido
por Hertz, abreviatura Hz.
Assim sendo se tivermos um som com 280 Hz, significa que por segundo passam 280 ciclos ou ondas por nossos ouvidos. Note que
frequncias acima de 20.000 Hz so inaudveis denominadas frequncia ultra-snica.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
53
Campo de Audibilidade do Som
Considera-se 20 kHz o limite superior audvel , denominando-se a partir desta, frequncia ultra-snica.
Velocidade de propagao.
Exitem vrias maneiras de uma onda snica se propagar, e cada uma com caractersticas particulares de vibraes diferentes.
Definimos Velocidade de propagao como sendo a distncia percorrida pela onda snica por unidade de tempo. importante
lembrar que a velocidade de propagao uma caracterstica do meio, sendo uma constante, independente da frequncia.
Comprimento de onda.
Quando atiramos uma pedra num lago de guas calmas, imediatamente criamos uma pertubao no ponto atingido e formando assim,
ondas superficiais circulares que se propagam sobre a gua. Neste simples exemplo, podemos imaginar o que definimos anteriormente
de frequncia como sendo o nmero de ondas que passam por um observador fixo, tambm podemos imaginar a velocidade de
propagao pela simples observao e ainda podemos estabelecer o comprimento entre dois picos de ondas consecutivos. A esta
medida denominamos comprimento de onda, e representaremos pela letra grega Lambda .
Relaes entre velocidade, comprimento de onda e frequncia.
Considerando uma onda snica se propagando num determinado material com velocidade V, frequncia f, e comprimento de onda
, podemos relacionar estes trs parmetros como segue:
V=.f
A relao acima, permite calcular o comprimento de onda pois a velocidade em geral conhecida e depende somente do modo de
vibrao e o material, por outro lado a frequncia depende somente da fonte emissora, que tambm conhecida.
Exemplo de aplicao:
Uma onda longitudinal ultra-snica, com frequncia 2 MHz utilizada para examinar uma pea de ao. Qual o comprimento de onda
gerado no material ?
Soluo:
Como vimos anteriormente, a faixa de frequncia normal utilizada para aplicaes industriais, compreende entre 1 MHz at 5 MHz.
No exemplo acima a frequncia de 2 MHz corresponde a 2 milhes de ciclos por segundos ou seja 2 x 106 Hz.
Teremos:
V= . f ou = V
f
sendo V = 5900 m/s vem que:
5900
= -------------- metros
2 x 106
R.Andreucci
Controle da Qualidade II
= 2950 x 106 m ou
Ed.
Jul./2008
54
= 2,95 mm
O conhecimento do comprimento de onda de significante importncia, pois relaciona-se diretamente com o tamanho do defeito a ser
detectado. Em geral , o menor dimetro de uma descontinuidade a ser detectada no material deve ser da ordem de /2. Assim se
inspecionarmos um material de velocidade de propagao de 5900 m/s com uma frequncia de 1 MHz , a mnima decontinuidade que
poderemos detectar ser de aproximadamente 2,95 mm de dimetro.
3.4. Definies de Bell e Decibell , Ganho
Nvel de Intensidade Sonora:
O Bellabreviado B uma grandeza que define o nvel de intensidade sonora (NIS) que compara as intensidades de dois sons
quaisquer, como segue:
N.I.S. = log I B
I0
Onde I e Io so duas intensidades sonoras medidas em Watts por centmetros quadrados (W/cm2).
Por outro lado, o decibell equivale a 1/10 do Bell e em geral normalmente utilizado para medidas de N.I.S., e portanto a equao
ser:
N.I.S. = 10 log
dB
I
I0
Entretanto, a teoria dos movimentos harmonicos na propagao ondulatria nos ensina que a intensidade de vibrao proporcional ao
quadrado da amplitude sonora , I = (A) 2 ,e portanto devemos reescrever na forma de N.A.S (nvel de amplitude sonora):
N.A.S. = 10log (A)2 dB (Nvel de amplitude sonora).
(A0)2
N.A.S. = 20 log A dB
A0
Esta relao pode ser entendida como sendo a comparao efetuada por um sistema eletrnico de duas amplitudes de sinais, emitida e
recebida pelo transdutor ultra-snico, ou simplesmente conhecido por Ganho.
Exemplo de aplicao:
Quais so os ganhos correspondentes a uma queda de 50 % e 20 % nas amplitudes de dois sinais na tela do aparelho de ultra-som ,
como mostrado na figura abaixo?
R.Andreucci
Controle da Qualidade II
a) para variao de 50%
G = 20 log 0,50 dB
G = - 6 dB
b) para variao de 20 %
G = 20 log 0,20 dB
G = -14 dB
Ed.
Jul./2008
55
A partir do exemplo acima, podemos verificar a calibrao vertical do aparelho de ultra-som, executando no controle de ganho as
variaes acima descritas , e verificando na tela do aparelho , as amplitudes dos ecos correspondentes. Algumas normas e
especificaes descrevem este procedimento com maiores detalhes. Caso a amplitude dos ecos no corresponderem ao esperado,
calculado matematicamente, deve-se concluir que o aparelho necessita de manuteno , e deve ser enviado assistncia tcnica
especializada.
3.5.
Propagao das Ondas Acsticas no Material
Atenuao Snica:
A onda snica ao percorrer um material qualquer sofre, em sua trajetria efeitos de disperso e absoro , resultando na reduo da
sua energia ao percorrer um material qualquer.
A disperso deve-se ao fato da matria no ser totalmente homognea, contendo interfaces naturais de sua prpria estrutura ou
processo de fabricao. Por exemplo fundidos, que apresentam gros de grafite e ferrita com propriedades elsticas distintas. Para esta
mudana das caractersticas elsticas de ponto num mesmo material denominamos anisotropia , que mais significativo quando o
tamanho de gro for 1/10 do comprimento de onda.
O fenmeno da absoro ocorre sempre que uma vibrao acstica percorre um meio elstico. a energia cedida pela onda para que
cada partcula do meio execute um movimento de oscilao , transmitindo a vibrao s outras partculas do prprio meio.
Portanto , o resultado dos efeitos de disperso e absoro quando somados resultam na atenuao snica. Na prtica, este fenmeno
poder ser visualizado, quando observamos na tela do aparelho de ultra-som, vrios ecos de reflexo de fundo provenientes de uma
pea com superfcies paralelas. As alturas dos ecos diminuem com a distncia percorrida pela onda.
O fenmeno da atenuao importante quando inspecionamos peas em que este fator pode inviabilizar o ensaio. o caso de soldas
em aos inoxidveis austenticos , peas forjadas em aos inoxidveis , que so exemplos clssicos desta dificuldade. O controle e
avaliao da atenuao nestes casos razo para justificar procedimentos de ensaio especiais.
A tabela abaixo , apresenta alguns valores de atenuao.
Material ao Cr-Ni
Forjados
Laminados
Fundidos
Tabela 3.3
Atenuao Snica em ( dB/mm)
0,009 a 0,010
0,018
0,040 a 0,080
3.6. Gerao das Ondas Ultra-Snicas
Efeito Piezeltrico:
As ondas ultra-snicas so geradas ou introduzidas no material atravs de um elemento emissor com uma determinada dimenso e que
vibra com uma certa frequncia. Este emissor pode se apresentar com determinadas formas (circular, retangular).Tanto o elemento
emissor e receptor, so denominados transdutores, tambm designados por cabeotes.
Diversos materiais (cristais) apresentam o efeito piezeltrico. Se tomarmos uma lmina de certo formato (placa) e aplicarmos uma
presso sobre o mesmo, surgem em sua superfcie cargas eltricas. O efeito inverso tambm verdadeiro: se aplicarmos dois eletrodos
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
56
sobre as faces opostas de uma placa de cristal piezeltrico, de maneira que possamos carregar as faces eltricamente, a placa
comporta-se como se estivesse sobre presso e diminui de espessura.
O cristal piezeltrico pode transformar a energia eltrica alternada em oscilao mecnica e transformar a energia mecnica em
eltrica .
contatos eltricos ~ 1000 V , AC
cristal piezoelctrico revestido
com prata metlica em ambos
os lados
cargas eltricas geradas
na superfcie do cristal
emisso de um pulso eltrico
gerando um sinal no aparelho
de ultra-som
+++++++++++++++
vibraes mecnicas
Figura mostrando a contrao e expanso do cristal quando submetido a uma alta tenso alternada na mesma frequncia ultra-snica
emitida pelo cristal. um processo de transformao da energia eltrica em energia mecnica
Tal fenmeno obtido aplicando-se eletrodos no cristal piezeltrico com tenso eltrica alternada (da ordem de 1000 V), de maneira
que o mesmo se contrai e se estende ciclicamente. Se tentarmos impedir esse movimento a placa transmite esforos de compresso as
zonas adjacentes, emitindo uma onda longitudinal, cuja forma depende da frequncia de excitao e das dimenses do cristal.
Tipos de Cristais:
Materiais piezeltricos so: o quartzo, o sulfato de ltio, o titanato de brio, o metaniobato de chumbo.
Quartzo um material piezeltrico mais antigo, translcido e duro como o vidro sendo cortado a partir de cristais originrios no
Brasil. Sulfato de Ltio um cristal sensvel a temperatura e pouco resistente. Titanato de Brio e metaniobato de chumbo so
materiais cermicos que recebem o efeito piezeltrico atravs de polarizao. Esses dois cristais so os melhores emissores,
produzindo impulsos ou ondas de grande energia, se comparadas com aquelas produzidas por cristais de quartzo. Para a inspeo
ultra-snica, interessa no s a potncia de emisso, mas tambm a sensibilidade da recepo (resoluo). A frequncia ultra-snica
gerada pelo cristal depender da sua espessura , cerca de 1 mm para 4 MHz e 2 mm para 2 MHz.
Os cristais acima mencionados so montados sobre uma base de suporte (bloco amortecedor) e junto com os eletrodos e a carcaa
externa constituem o transdutor ou cabeote propriamente dito. Existem trs tipos usuais de transdutores: Reto ou Normal , o angular
e o duplo - cristal.
Transdutores Normais ou Retos:
So assim chamados os cabeotes monocristal geradores de ondas longitudinais normal a superfcie de acoplamento.
Os trandutores normais so construdos a partira de uma cristal piezeltrico colado num bloco rgido denominado de amortecedor e sua
parte livre protegida ou uma membrana de borracha ou uma resina especial. O bloco amortecedor tem funo de servir de apoio para o
cristal e absorver as ondas emitidas pela face colada a ele.
O transdutor emite um impulso ultra-snico que atravessa o material a inspecionar e reflete nas interfaces, originando o que
chamamos ecos. Estes ecos retornam ao transdutor e gera, no mesmo, o sinal eltrico correspondente.
A face de contato do transdutor com a pea deve ser protegida contra desgastes mecnico podendo utilizar membranas de borracha
finas e resistentes ou camadas fixas de epoxi enriquecido com xido de alumnio.
Em geral os transdutores normais so circulares, com dimetro de 5 a 24 mm, com frequncia de 0,5 ; 1 ; 2 ; 2,5 4 ; 5 ; 6 MHz. Outros
dimetros e frequncias existem , porm para aplicaes especiais.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
57
Transdutor Normal ou Reto
Transdutores Angulares:
A rigor, diferem dos transdutores retos ou normais pelo fato do cristal formar um determinado ngulo com a superfcie do material. O
ngulo obtido, inserindo uma cunha de plstico entre o cristal piezeltrico e a superfcie. A cunha pode ser fixa, sendo ento
englobada pela carcaa ou intercambivel. Neste ltimo caso temos um transdutor normal que preso com parafusos que fixam a
cunha carcaa. Como na prtica operamosnormalmente com diversos ngulos (35, 45, 60, 70 e 80 graus) esta soluo mais
econmica j que um nico transdutor com vrias cunhas de custo inferior , porem necessitam de maiores cuidados no manuseio.
O ngulo nominal , sob o qual o feixe ultra-snico penetra no material vale somente para inspeo de peas em ao; se o material for
outro, deve-se calcular o ngulo real de penetrao utilizando a Lei de Snell. A mudana do ngulo deve-se mudana de velocidade
no meio.
O cristal piezeltrico somente recebe ondas ou impulsos ultra-snicos que penetram na cunha em uma direo paralela de emisso,
em sentido contrrio. A cunha de plstico funciona como amortecedor para o cristal piezeltrico, aps a emisso dos impulsos.
cristal
conector
carcaa
sapata de acrlico
Transdutor angular
Transdutores Duplo-Cristal ou SE
Existem problemas de inspeo que no podem ser resolvidos nem com transdutores retos nem com angulares.
Quando se trata de inspecionar ou medir materiais de reduzida espessura, ou quando se deseja detectar descontinuidades logo abaixo
da superfcie do material, a zona morta existente na tela do aparelho impede uma resposta clara. O cristal piezeltrico recebe uma
resposta num espao de tempo curto aps a emisso, no tendo suas vibraes sido amortecidas suficientemente.
Neste caso , somente um transdutor que separa a emisso da recepo pode ajudar. Para tanto, desenvolveu-se o transdutor de duplocristal, no qual dois cristais so incorporados na mesma carcaa, separados por um material acstico isolante e levemente inclinados
em relao superfcie de contato. Cada um deles funciona somente como emissor ou somente como receptor, sendo indiferente qual
deles exerce qual funo. So conectados ao aparelho de ultra-som por uma cabo duplo; o aparelho deve ser ajustado para trabalhar
agora com 2 cristais.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
58
Os cristais so montados sobre blocos de plstico especial de baixa atenuao. Devido a esta inclinao, os transdutores duplos no
podem ser usados para qualquer distncia (profundidade). Possuem sempre uma faixa de inspeo tima, que deve ser observada.
Fora desta zona a sensibilidade se reduz. Em certos casos estes transdutores duplos so utilizados com focalizao, isto , feixe
concentrado em uma determinada zona do material para a qual se deseja mxima sensibilidade.
O transdutor duplo-cristal o mais indicado e largamente utilizado nos procedimentos de medio de espessura por ultra-som.
Transdutor Duplo-Cristal ou SE
O TRANSDUTOR "PHASED ARRAY"
Os transdutores convencionais descritos acima, dispe de um nico cristal ou no mximo dois, em que o tempo de excitao do cristal
determinado pelo aparelho de ultra-som, sempre realizado de uma mesma forma. Com o avano da tecnologia dos computadores,
com processadores e circuitos mais rpidos, e principalmente de materiais piezocompostos para fabricao de novos cristais, desde os
anos 90 foi possvel o desenvolvimento de uma tecnologia especial em que num mesmo transdutor operam dezenas (de 10 a 256
elementos) de pequenos cristais, cada um ligado circuitos independentes capazes de controlar o tempo de excitao
independentemente um dos outros cristais. O resultado a modificao do comportamento do feixe sonico emitido pelo conjunto de
cristais ou pelo transdutor. Veja a figura abaixo do lado esquerdo, o conjunto de cristais esto operando em fase, isto , o aparelho de
ultra-som executa a excitao dos cristais todos no mesmo tempo, e o resultado um onda perpendicular ao plano da superfcie. A
figura do lado direito, mostra que o aparelho de ultra-som executa a exitao dos cristais de forma defasada, isto , o tempo em que
cada cristal exitado retardado no tempo, e o resultado uma frente de onda angular superfcie.
cristais com sinal em fase
cristais com sinal defasado no tempo
frente de onda resultante
frent
e de
onda
resu
ltant
e
Devido s particularidades dos transdutores phased-array, possvel numa nica varredura deste inspecionar o material com vrios
ngulos de refrao diferentes de uma s vez, j que a mudana do ngulo feita eletronicamente. Isso significa uma maior velocidade
de inspeo, principalmente em soldas, onde no mnimo recomendado dois ngulos diferentes.
As vantagens principais dos transdutores Phased Array so:
Variedade de pontos focais para um mesmo transdutor
Variedade de ngulos de incidncia para um mesmo transdutor
Varredura do material de forma eletronica do feixe snico
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
59
Variedade dos modos de inspeo
Maior flexibilidade para inspeo de juntas complexas
3.7 Acoplantes
Ao acoplarmos o transdutor sobre a pea a ser inspecionada , imediatamente estabelece uma camada de ar entre a sapata do transdutor
e a superfcie da pea. Esta camada ar impede que as vibraes mecnicas produzidas pelo transdutor se propague para a pea em
razo das caractersticas acsticas (impedncia acstica) muito diferente do material a inspecionar.
Por esta razo , deve-se usar um lquido que estabelea uma reduo desta diferena , e permita a passagem das vibraes para a pea.
Tais lquidos, denominados lquido acoplante so escolhidos em funo do acabamento superficial da pea, condies tcnicas , tipo
da pea. A tabela 3.4 abaixo descreve alguns acoplantes mais utilizados.
Tabela 3.4 - Alguns lquidos acoplantes
Acoplante
leo diesel
gua
Glicerina
leo SAE 20 ou 30
Carbox Metil Celulose (15g/l)
Densidade
( g/cm3 )
0,8
1,0
1,26
0,87
1,20
Velocidade da onda long.
(m/s)
1250
1483
1920
1740
2300
A impedncia acstica definida como sendo o produto da densidade do meio
pela velocidade de propagao neste meio , e representa a quantidade de
energia acstica que se reflete e transmite para o meio. Como exemplo
podemos citar que a interface gua e ao , apenas transmite 12% e reflete 88%
da energia ultra-snica.
3.8 Aparelhagem
Descrio dos Aparelhos Medidores de Espessura por Ultra-Som
Os medidores de espessura por ultra-som podem se apresentar com circuitos digitais ou analgicos, e so aparelhos simples que
medem o tempo do percurso snico no interior do material , atravs da espessura, registrando no display o espao percorrido ou seja a
prrpia espessura. Operam com transdutores duplo-cristal, e possuem exatido de dcimos ou at centsimos dependendo do modelo.
Medidor de Espessura Digital Ultra-snico
R.Andreucci
Controle da Qualidade II
Ed.
60
Jul./2008
So aparelhos bastante teis para medio de espessuras de chapas, tubos, taxas de corroso em equipamentos industriais, porm para
a obteno de bons resultados, necessrio sua calibrao antes do uso, usando blocos com espessuras calibradas e de mesmo material
a ser medido, com o ajuste correto da velocidade de propagao do som do aparelho.
Os aparelhos medidores modernos de espessura digitais , so dotados de circuitos de memria que podem armazenar centenas de
dados referente a espessuras medidas e aps , conectando na impressora , pode-se obter um relatrio completo das medidas efetuadas
e as condies usadas.
Descrio do Aparelho Bsico de Ultra-Som:
Basicamente, o aparelho de ultra-som contm circuitos eletrnicos especiais, que permitem transmitir ao cristal piezeltrico, atravs
do cabo coaxial, uma srie de pulsos eltricos controlados, transformados pelo mesmo em ondas ultra-snicas. Da mesma forma,
sinais captados no cristal so mostrados na tela do tubo de raios catdicos em forma de pulsos luminosos denominados ecos, que
podem ser regulados tanto na amplitude, como posio na tela graduada e se constituem no registro das descontinuidades encontradas
no interior do material
Em geral, os fabricantes oferecem vrios modelos de aparelhos com maiores ou menores recursos tcnicos, entretanto, alguns controles
e funes bsicas devem ter para ser possvel sua utilizao, que veremos a seguir.
controle da escala
controle da velocidade
controle de ganho
controle
monitor
supressor
de rudos
liga-desl.
ajuste da energia
e mtodo
zeragem
foco
entradas do cabo
coaxial
Aparelho Bsico de Ultra-Som
Controles Bsicos:
Escolha da funo:
Todo aparelho possui entradas de conectores dos tipos BNC (aparelhos de procedncia norte-americana) ou Lemo (aparelhos de
procedncia alem), para permitir de transdutores monocristale de duplo-cristal.
Potncia de emisso:
Est diretamente relacionado com a amplitude de oscilao do cristal ou tamanho do sinal transmitido. Em geral os aparelhos
apresentam nveis de potncia atravs de uma chave seletora em nmero de 2 at 5 posies.
Ganho:
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
61
Est relacionado com a amplitude do sinal na tela ou amplificao do sinal recebido pelo cristal. Os aparelhos apresentam um ajuste
fino e grosseiro, calibrado em dB, num mesmo controle ou separados.
Escala:
As graduaes na tela do aparelho podem ser modificadas conforme a necessidade, para tanto a chave vem calibrada em faixas fixas
(ex: 10, 50, 250 ou 1000mm).
Velocidade de propagao:
A velocidade de propagao ao ser alterada no aparelho nota-se claramente que o eco de reflexo produzido por uma interface, muda
de posio na tela do osciloscpio, permanecendo o eco original em sua posio inicial.
O aparelho de Ultra-Som basicamente ajustado para medir o tempo de percurso do som na pea ensaiada atravs da relao: S = v
x t onde o espao percorrido (S) proporcional do tempo (t) e a velocidade de propagao (n), no material, ajusta-se a leitura para
unidade de medida (cm, m, etc.).
Nos aparelhos analgicos, dependendo do modelo e fabricante, poder existir um controle da velocidade ou simplesmente um controle
que trabalha junto com o da escala do aparelho. No primeiro caso, existe uma graduao de velocidade (m/s) em relao aos diferentes
materiais de ensaio ultra-snico.
Aparelho de ultra-som digital marca Krautkramer , mod. USN-52.
Formato grande de leitura
na tela A-Scan
Ajuste do Ganho
Seleciona a variao fina do ganho
Indicador da bateria
Grupo de 4 funes para acesso rpido
Led para indicao de alarme
Eco com alto contraste
Seleciona o step do ganho
Referencia do eco da tela
Congela a tela
Linha de base de medio
Amplificador da porta (gate)
Grupo de funo ativa para
aumentar a tela A--Scan
Linha de operao do
instrumento (status)
Possibilidade de documantao
variada
Linha do menu e grupo
de funes
Trava para prevenir
ajustes acidentais
Liga/Desliga
Altera entre o grupo de funes principais
e as inferiores
Seleciona o menu
grupo de funes
Conectores dos transdutores
Seleciona a medio da leitura das
indicaes da tela A-Scan
Aparelho Digital marca Krautkramer Mod. USN-50/52
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
62
Aparelho tpico Phased Array da GE - Phasor XS
Varredura angular usando um transdutor phased array, tambm conhecido por S-Scan. A varredura efetuada sem movimento do
transdutor. O feixe sonico produzido angularmente pelo transdutor mostrando na tela a posio das indicaes a partir do centro do
transdutor.
Cuidados Referentes Calibrao:
No captulo a seguir ser discutido em detalhes, o significado e importncia da calibrao do aparelho de ultra-som. No entanto, o
operador dever proceder uma recalibrao dos instrumentos e acessrios sempre que:
Houver trocas de transdutores no decorrer de inspeo
O aparelho for desligado
Transcorrer 90 minutos com o aparelho ligado
Houver troca de operadores
Os aparelhos de ultra-som devem ter o ganho e escala calibrados conforme a norma BSI 4331 Part.1 ou ASME Sec.V.
Calibrao e Blocos Padro:
O termo calibrao deve ser analisado no seu sentido mais amplo entendendo o leitor como sendo o perfeito ajuste de todos os
controles do aparelho de ultra-som, para uma inspeo especfica segundo um procedimento escrito e aprovado pelo cliente /
fabricante.
Os ajustes do ganho, energia, supressor de rudos, normalmente so efetuados baseado em procedimentos especficos, entretanto a
calibrao da escala pode ser feita, previamente independente de outros fatores. Calibrar a escala, significa mediante a utilizao de
blocos especiais denominados Blocos Padres, onde todas as dimenses e formas so conhecidas e calibradas, permitindo ajustar os
controles de velocidade e zeragem, concomitantemente at que os ecos de reflexo permaneam em posies definidas na tela do
aparelho, correspondentes ao caminho do som no bloco padro.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
63
Tais blocos so construdos de materiais que permitem o exame ultra-snico em ao carbono no ligado ou de baixa liga, com
velocidade snica de 5920 +/- 30 m/s para ondas longitudinais e 3255 +/- 15 m/s para ondas transversais.
R100
Bloco de calibrao IIW Tipo 1
R25
R50
Bloco de calibrao IIW Tipo 2
Procedimentos Especficos de Inspeo
Procedimento para Inspeo de Soldas:
A inspeo de soldas por ultra-som ,consiste em um mtodo que se reveste de grande importncia na inspeo industrial de materiais
sendo uma ferramenta indispensvel para o controle da qualidade do produto final acabado , principalmente em juntas soldadas em
que a radiografia industrial no consegue boa sensibilidade de imagem , como por exemplo juntas de conexes , ou mesmo juntas de
topo com grandes espessuras.
Os procedimentos para inspeo de soldas descritos pelas Normas ou Cdigos de fabricao variam em funo dos ajustes de
sensibilidade do ensaio , dimensionamento das indicaes , critrios de aceitao das descontinuidades encontradas , e outras
particularidades tcnicas. Portanto , descrevemos a seguir a tcnica bsica para inspeo de soldas por ultra-som , entretanto o
inspetor deve consultar o procedimento aprovado de sua empresa para o ensaio especfico, ou ainda na falta deste , elabora-lo segundo
a norma aplicvel ao produto a ser ensaiado.
Preparao das Superfcies de Varredura:
A inspeo da solda se processar atravs da superfcie do metal base adjacente solda , numa rea que se estender paralelamente ao
cordo de solda , que denominamos rea ou superfcie de varredura .
O resultado do ensaio por ultra-som dependente da preparao das superfcies, assim devemos remover carepas, tintas, xidos, p,
graxa e tudo que possa mascarar, ou impedir a penetrao do feixe snico na pea a ensaiar. Limitao de temperatura da pea deve
ser levado em conta e est associado ao modelo e tipo do transdutor , pois altas temperaturas ( acima de 60 oC ) podem danificar os
transdutores.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
64
Tcnica geral para inspeo de soldas de topo , por ultra-som
Calibrao do Aparelho
A escala do aparelho deve ser calibrada atravs dos blocos padres calibrados mencionados.
A sensibilidade do aparelho deve ser calibrada atravs de um bloco com espessuras e furos de referncia calibrados e de material
acusticamente similar pea ser ensaiada. Caso a calibrao do aparelho seja feita em bloco e pea de materiais dissimilares, isto
afetar a preciso das medidas efetuadas.
A figura abaixo descreve o bloco de calibrao recomendado pela norma ASME Boiler and Pressure Vessel Code Sec.V Artigo 4 *
usado para estabelecer a sensibilidade do ensaio pelo ajuste do controle de ganho do aparelho , que deve ser fabricado com mesmo
acabamento superficial da rea de varredura.
Bloco Bsico de Calibrao da Sensibilidade do Ensaio de Soldas
Tabela 3.5- Seleo do Bloco ASME
Espessura da solda t (mm)
Espessura T do bloco
(mm) *
19 ou t
38 ou t
75 ou t
Dimetro D do furo de
referncia (mm)
2,5
3,0
5,0
at 25
acima de 25 at 50
de 50 at 100
Fonte: Cdigo ASME Sec.V Art. 4
* Bloco de calibrao vlido para superfcies planas ou com curvaturas maiores que 20 polegadas de dimetro.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
65
A frequncia e ngulo do transdutor selecionado pode ser significativo, dependendo da estrutura metalrgica do material ensaiado e
espessura. Em geral utiliza-se 4 MHz de frequncia e ngulos de 60 e 70 graus para espessuras do metal base at 15 mm ; 45 e 60
graus para espessuras de metal base acima de 15 mm
A curva de sensibilidade estabelecida de acordo com o procedimento descrito , atravs do posicionamento do transdutor angular
(pos.1,2 ,3 e 4) de modo a detectar o furo de referncia do bloco nas quatro posies indicadas. O controle de ganho do aparelho deve
ser ajustado a partir da pos.1 da figura abaixo, onde o controle ajustado at que o eco correspondente reflexo do furo tenha uma
altura de 80% da tela do aparelho.
A partir deste procedimento deve ser registrado o ganho do aparelho , que dever ser mantido at o final da inspeo , porem
verificado periodicamente ou quando houver troca de operadores. Caso haja uma diferena de acabamento superficial acentuada entre
o bloco e a pea a ser inspecionada , procedimento de transferncia de ganho do bloco para a pea dever ser aplicado, para
restabelecer o nvel de sensibilidade original.
Estabelecimento da Curva de Sensibilidade do Ensaio
Realizao da Inspeo
Para garantir a passagem do feixe snico para a pea necessrio usar um lquido acoplante que se adapte situao. Em geral, leo,
gua, ou solues de metil-celulose, podem ser utilizadas para esta finalidade. recomendado efetuar algumas medidas no mesmo
local , pois variaes de acabamento superficial, presso do transdutor sobre a superfcie e outros, podem variar os resultados.
O transdutor deve ser deslizado sobre a superfcie de varredura com o feixe ultra-snico voltado perpendicularmente solda , de modo
que as ondas atravessem totalmente o volume da solda . Caso houver alguma descontinuidade no volume de solda , haver reflexo
nesta interface , retornando ao transdutor parte da energia ultra-snica , e consequentemente a indicao na tela do aparelho em forma
de eco ou pulso.
Atravs da anlise da posio do eco na tela do aparelho , o inspetor poder localizar a descontinuidade no volume de solda , assim
como avaliar sua dimenso e comparar com os critrios de aceitao aplicveis.
Delimitao da descontinuidade:
A delimitao da extenso da descontinuidade pode ser feita utilizando a tcnica da queda do eco em 6 dB , ou seja o transdutor deve
ser posicionado no centro geomtrico da descontinuidade , de forma a maximizar a altura do eco de reflexo. Aps , o transdutor
deslocado para a esquerda e para a direita at que se observe a altura do eco na tela do aparelho reduzir pela metade (- 6dB). Sobre a
superfcie da pea , deve ser marcado estes pontos, e o tamanho da descontinuidade ser a linha que uni os dois pontos (para a
esquerda e para a direita)
Outros mtodos , podem ser utilizados para pequenas indicaes (menores que 10 mm) , ou mesmo a tcnica da queda do eco em
20dB , que se assemelha tcnica descrita acima.
*ASME American Society of Mechanical Engineers
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
66
Delimitao da extenso do defeito pelo mtodo da queda de 6 dB
Delimitao de defeito na solda circular de emenda de um tubo
Avaliao e Critrios de Aceitao:
O julgamento da descontinuidade encontrada deve ser feita de acordo com o procedimento escrito , norma aplicvel , especificao do
cliente , ou por outro documento da Qualidade aplicvel.
Em geral, as descontinuidades so julgadas pelo seu comprimento , e amplitude do eco de reflexo , que so quantidades mensurveis
pelo inspetor de ultra-som. Entretanto , algumas normas , estabelecem que o tipo da descontinuidade encontrada tambm deve ser
avaliada e decisiva na aceitao ou rejeio da junta soldada.Por exemplo: se o inspetor interpretou uma indicao como trinca, falta
de fuso ou falta de penetrao, a junta soldada deve ser rejeitada, independente do seu comprimento ou amplitude de eco na tela do
aparelho , de acordo com o Cdigo ASME Sec.VIII Div.1 UW-53. Mas nem sempre a identificao do tipo da descontinuidade fcil
ou possvel de ser avaliada , pois isto depender da complexidade da junta , experincia e conhecimento do inspetor.
Critrio de Aceitao de Juntas Soldadas , conforme Cdigo ASME Sec. VIII Div.1 Ap.12.
(Traduo livre)
Imperfeies as quais produzirem uma resposta maior que 20% do nvel de referncia deve ser investigada a extenso para que o
operador possa determinar a forma, identificar, e localizar tais indicaes e avaliar as mesmas em termos do padro de aceitao dado
em (a) e (b) abaixo.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
67
(a) Indicaes caracterizadas como trincas , falta de fuso ou penetrao incompleta so inaceitveis independente do comprimento ;
(b) Outras imperfeies so inaceitveis se indicaes excedem o em amplitude o nvel de referncia e tenha um comprimento que
exceda:
1. pol. ( 6 mm) para t at pol. (19 mm) ;
2. 1/3.t para t de ( 19 mm ) at 2.1/4 (57 mm) ;
3. pol.(19 mm) para t acima de 2.1/4 pol. (57 mm)
onde t a espessura da solda excluindo qualquer reforo permitido. Para juntas soldadas de topo onde dois membros tendo
diferentes espessuras de solda , t a mais fina dessas duas espessuras. Se uma solda de penetrao total inclue uma solda de
filete , a espessura da garganta do filete deve ser includa em t .
Exerccios para Estudo:
1. Uma onda mecnica produzida por um transdutor ultra-sonico com frequncia de 12 kHz , se propagando no ar (v=330m/s) , ter
um comprimento de onda de:
a) 2,27 mm
b) 27,5 mm
c) 27,5 m
d) 36,3 mm
2. Defini-se frequncia de uma onda sonora como sendo:
a) o nmero de ondas acsticas que passam por segundo por um ponto de referncia.
b) a amplitude mxima que uma onda acstica atinge um ponto de referncia.
c) a potncia com que uma onda acstica emitida.
d) o comprimento entre dois pontos de mesma fase.
3. A faixa de frequncia considerada infra-som :
a) acima de 20 kHz
b) abaixo de 45 Hz
c) abaixo de 20000 Hz
d) Abaixo de 20 Hz
4. Se um som de grande intensidade for produzido na frequncia de 23 kHz , ento:
a) uma pessoa poder ficar surda, caso estiver prxima da fonte sonora.
b) o som produzido no ser ouvido por ningum,pois a frequncia ultra-sonica.
c) o som produzido ser muito agudo, comparvel a um apito.
d) qualquer pessoa ouvir normalmente este som.
5. Qual dos materiais abaixo possui maior velocidade de propagao do som:
a) ao
b) gua
c) alumnio
d) chumbo
6. Para permitir o acoplamento acstico do transdutor ultra-sonico , na pea sob ensaio devemos:
a) usinar a superfcie de ensaio
b) pressionar o transdutor sobre a pea ,para completo acoplamento.
c) utilizar o lquido acoplante.
d) preparar adequadamente a superfcie de ensaio.
7. O tipo de onda longitudinal gerado por transdutores:
a) angulares
b) normais
c) bi-focais
d) de banda larga
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
68
8. O cristal responsvel pela gerao e recepo das ondas ultra-snicas ,possui a propriedade:
a) magntica
b) magnetoestrico
c) piezoeletricidade
d) supercondutora
9. A velocidade das ondas acsticas longitudinais no ao aproximadamente:
a) o dobro das transversais.
b) 5900 m/s
c) 1500 m/s
d) as alternativas (a) e (b) so corretas
10. O fenmeno da perda de energia na propagao ondulatria , pelos efeitos de espalhamento, e vibrao das partculas que
formam o meio de propagao , denominado:
a) atenuao snica
b) perda por transferncia.
c) interferncia ondulatria
d) divergncia
11. Na inspeo ultra-snica , a superfcie limite , entre o metal base e uma descontinuidade,forma:
a) uma interface
b) um eco esprio
c) um eco de reflexo
d) as alternativas (a) e (c) so possveis.
12. Na inspeo de fundidos por ultra-som , recomendado o uso de transdutores:
a) com maior dimetro possvel
b) com maior frequncia possvel
c) com menor dimetro
d) com menor frequncia
13. O transdutor ultra-snico que possui dois cristais , um que emite as ondas ultra-sonicas e outro que as recebe , denomina-se
comumente:
a) normal
b) transversal
c) emissor-receptor
d) duplo-cristal
14. Um eco com amplitude de 100% da tela do aparelho de ultra-som , reduz para 50% de altura. A variao do ganho do aparelho
em "dB"ser de:
a) -6
b) -12
c) -14
d) -20
15. Tericamente ,do ponto de vista das propriedades acsticas, qual dos acoplantes abaixo seria melhor, para inspeo de aos
laminados:
a) leo diesel
b) glicerina
c) metil celulose
d) gua
16.O comprimento de onda de uma vibrao mecnica ,pode ser calculado:
a) pelo produto da frequncia e a velocidade de propagao
b) pela razo entre a frequncia e a velocidade de propagao.
c) pela razo entre a velocidade de propagao e a frequncia.
d) pelo produto da densidade e a velocidade de propagao.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
69
17. O uso de jateamento ou esmerilhamento para a operao de preparao das superfcies ,para ensaio ultra-snico :
a) no recomendvel
b) pode ser aplicado,dependendo do acabamento superficial do material.
c) pode ser aplicado desde que seja feita uma pr-usinagem
d) no recomendvel apenas quando for utilizado transdutores com alta frequncia.
18. Se medirmos a intensidade sonora ao longo do eixo central do transdutor ultra-snico , verificamos que a mesma diminui
conforme nos afastamos do cristal. Isto se deve a:
a) atenuao snica
b) anisotropia do material
c) interferncia ondulatria
d) n.d.a
19. Os transdutores ultra-snicos angulares , geram ondas ultra-snicas com ngulos:
a) iguais ao valor gravado no transdutor.
b) iguais ao valor gravado no transdutor , vlidos para o ao.
c) menores que 90 graus , para qualquer material.
d) as alternativas (a) e (c) so corretas.
20.Qual o dimetro do furo de referencia para calibrao da sensibilidade do ensaio de uma solda com 38 mm de espessura ?
a) 2,5 mm
b) 3,0 mm.
c) 4,0 mm
d) 10% da espessura
21. Quais dos seguintes fatores , podero produzir falsas indicaes ,no ensaio por ultra-som em soldas ?
a) alta atenuao snica.
b) espalhamento
c) alta perda por transferncia.
d) mudana do modo de converso.
22. A dificuldade na obteno e interpretao de registros no ensaio ultra-snico , representa uma
a) desvantagem na aplicao deste mtodo em relao ao outros mtodos de END.
b) inverdade , que no se aplica ao ensaio ultra-snico.
c) caracterstica smente aplicvel em obras de campo.
d) nenhuma das alternativas anteriores
Fig.1 Bloco Tipo 1
23. Observe a fig.1 , ao acoplarmos o transdutor na posio "A" , obteremos na tela do aparelho de ultra-som :
a) ecos mltiplos referente a 200 mm
b) um eco de reflexo correspondente a 100 mm , se a escala estiver ajustada para 100 mm.
c) dois ecos de reflexo , na posio 100 e 200 mm,se a escala estiver ajustada para 200 mm
d) as alternativas (b) e (c) esto corretas.
24. A espessura do bloco Tipo 1 mostrado na fig.1 de:
a) 50 mm
b) 25 mm
c) 15 mm
d) 20 mm
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
70
25.O bloco de calibrao Tipo 2 usado para :
a) verificar a qualidade do transdutor
b) calibrar a escala do aparelho cokm transdutores angulares
c) calibrar a escala do aparelho com trasdutores normais
d) verificar a sensibilidade do ensaio em soldas
26.O critrio de aceitao do ensaio por ultra-som de uma pea , deve estar:
a) baseado no furo padro de referncia ,em que o aparelho foi calibrado.
b) baseado no bom senso do inspetor ,ao analisar as indicaes produzidas na tela do aparelho.
c) baseado no procedimento de ensaio ,norma ou projeto de contruo da pea ensaiada.
d) as alternativas (b) e (c) so corretas.
27.A inspeo por ultra-som de soldas em materiais inoxidveis austenticos , ...........................
a) deve ser evitada ,pois a grande atenuao snica neste material fator de no confiabilidade.
b) pode ser feita da mesma forma que em aos carbono.
c) pode ser feita da mesma forma que aos carbono , porm acrescentando um ganho de 6 dB como fator de segurana
d) deve ser evitada,pois a impedncia acstica neste material muito alta,dificultando o ensaio.
29.Qual a principal funo do cristal piezoeltrico do transdutor ?
a) converter energia eltrica em mecanica e vice versa
b) converter energia mecnica em eltrica
c) converter energia eltrica em mecnica
d) converter energia cintica em energia eltrica
30.De acordo com o Cdigo ASME Sec. VIII Div. 1 UW-11, em que condio possvel substituir o ensaio radiogrfico por ultrasom ?
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
...............................................................................................................................................................................................
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
71
CAPTULO 4
ENSAIO POR PARTCULAS MAGNTICAS
4.1 Generalidades
Descrio e Aplicabilidade do Mtodo:.
O ensaio por partculas magnticas utilizado na localizao de descontinuidades superficiais e sub-superficiais em materiais
ferromagnticos. Pode ser aplicado tanto em peas acabadas quanto semi-acabadas e durante as etapas de fabricao.
O processo consiste em submeter a pea, ou parte desta, a um campo magntico. Na regio magnetizada da pea, as descontinuidades
existentes,ou seja a falta de continuidade das propriedades magnticas do material, iro causar um campo de fuga do fluxo magntico.
Com a aplicao das partculas ferromagnticas, ocorrer a aglomerao destas nos campos de fuga, uma vez que sero por eles
atradas devido ao surgimento de plos magnticos. A aglomerao indicar o contorno do campo de fuga, fornecendo a visualizao
do formato e da extenso da extenso da descontinuidade.
Magnetismo:
Todos ns conhecemos os ims e dizemos que um material ferromagntico nas proximidades de um im por este atrado. O
magnetismo um fenmeno de atrao que existe entre esses materiais. Nota-se que por vezes o fenmeno pode ser de repulso ou de
atrao. Os ims podem ser naturais,conhecidos como pedras-ims e os artificiais, fabricados a partir de aos com propriedades
magnticas especficas para esse fim.
campo magntico
N
S
Im Permanente
Polos Magnticos:
Quando estudamos uma barra imantada, verificamos que as caractersticas magnticas da barra no so iguais ao longo da mesma,
porm verificamos que ocorre uma concentrao da fora magntica de atrao ou repulso nas extremidades.A estes pontos onde se
manifestam a atrao com maior intensidade damos o nome de polos magnticos.
Se dispusermos de duas barras imantadas e colocarmos uma prxima da outra, deixando uma fixa e a outra livre, verificaremos que
ocorrer uma fora de atrao entre as barras de modo a fazer com que se unam. No entanto, se separarmos as barras e girarmos a
barra mvel de 180 e novamente aproximarmos, verificaremos que ao invs de ocorrer a atrao, ocorrer a fora de repulso,o que
nos leva a concluir que temos duas espcies de plos. Uma que promove a atrao e o outro que promove a repulso. Isto , numa
mesma barra os plos no so iguais. por isso que se diz que plos iguais se repelem e plos diferentes se atraem.
Permeabilidade Magntica:
A permeabilidade magntica definida como sendo a facilidade com que um material pode ser magnetizado, e representado pela
letra . um nmero adimensional, isto , no possui unidade, pois uma relao entre duas grandezas. A permeabilidade
magntica de um material a relao entre a condutividade magntica do material e a condutividade magntica do ar , ou ainda , a
relao entre o magnetismo adquirido pelo material pela presena de um magnetismo externo e a fora de magnetizao externa.
importante salientar que a permeabilidade magntica de um material no constante e depende da fora externa de magnetizao.
Porm , o material tornar-se- saturado, quando a magnetizao externa for intensa.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
72
Classificao Magntica dos Materiais:
De acordo com a permeabilidade magntica podemos classificar os materiais em trs grandes grupos:
a) Ferromagnticos: > 1.
So assim definidos os materiais que so fortemente atrados por um im exemplo: ferro, cobalto e quase todos os tipos de ao. So
ideais para inspeo por partculas magnticas.
b) Paramagnticos: = 1.
So os materiais que so levemente atrados por um im. Exemplo: platina,alumnio,cromo,estanho,potssio. No so recomendados
para inspeo por partculas magnticas.
c) Diamagnticos: < 1.
So os materiais que so levemente repelidos por um im. Exemplo: prata, chumbo, cobre, mercrio. O ensaio por partculas
magnticas no aplicvel a estes materiais.
O Campo Magntico:
definido como sendo a regio do espao na qual magneto ou material ferromagntico experimenta uma fora. Assim quando
aproximarmos uma barra imantada de uma pilha de alfinetes, nestes agem uma fora de atrao. O campo magntico representado
por um conjunto de linhas de fluxo, tambm denominamos de linhas de fora, cujo nmero e forma dependem de fonte geradora.
Campo de Fuga:
A interrupo das linhas de fora d origem a novos plos, provocando a disperso das linhas de fluxo magntico que do origem ao
Campo de Fuga. A figura demonstra como as linhas de fora so pertubadas pela presena de uma descontinuidade dando origem ao
campo de fuga.
Campo de Fuga
Campo
Magntico
Material Ferromagntico
Pea contendo uma trinca superficial, dando origem ao campo de fuga
No ensaio por partculas magnticas, ao aplicarmos um p ferromagntico, constitudo de partculas finamente divididas, as quais
denominadas de p magntico, no local onde surgir um campo de fuga, devido formao de um dipolo magntico, provocar o
agrupamento das partculas, ou seja, as partculas se acumulam em todo contorno de um campo de fuga. Desta forma, poderimos
dizer que o ensaio por partculas magnticas um detector de campos de fuga, que so revelados pela presena de acmulos de
partculas.
Verificamos na prtica que, para ocorrer um campo de fuga adequado na regio das descontinuidades, a intensidade de campo, deve
atingir valores adequados e as linhas de fora devem ser o mais perpendicular possvel ao plano da descontinuidade, caso contrrio
no ser possvel o acmulo das partculas de forma ntida
Enfatizamos que necessrio que haja, na regio inspecionada, intensidade de campo suficiente e que as linhas de fora do campo
magnticos estejam o mais perpendicular possvel em relao ao plano formado pelos contornos da descontinuidade para que ocorra a
deteco. Caso contrrio, isso no ser possvel.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
73
4.2 Mtodos e Tcnicas de Magnetizao
Magnetizao Longitudinal:
assim denominado o mtodo de magnetizao que produz um campo magntico longitudinal da pea e fechando o circuito atravs do
ar. Portanto, recomendamos para a deteco de descontinuidades transversais na pea A magnetizao longitudinal obtida por
induo de campo por bobinas ou eletroims.
Bobina indutora
Campo
Magntico
corrente
eltrica
corrente
eltrica
Mtodo para magnetizao longitudinal, por bobina indutora
Magnetizao Circular:
Neste mtodo, que pode ser tanto por induo quanto por passagem de corrente eltrica atravs da pea , as linhas de fora que
formam o campo magntico circulam atravs da pea em circuito fechado, no fazendo uma ponte atravs do ar. usada para a
deteco de descontinuidades longitudinais.
Campo Magntico
condutor
Mtodo de magnetizao circular, por passagem de corrente eltrica.
Magnetizao Multidirecional:
Tambm conhecida como combinada ou vetorial, um mtodo em que simultaneamente so aplicados na pea dois campos
magnticos: um pelo mtodo longitudinal e o outro pelo mtodo circular. portanto a combinao de duas tcnicas que produzem um
vetor rotativo, que permite observar, de uma s vez, as descontinuidades com diversas orientaes.
As vantagens dessa tcnica so:
Na inspeo de componentes seriados onde se reduz substancialmente o tempo de inspeo;
Economia de partculas magnticas;
Cada pea ou componente manuseado apenas uma vez;
Menor possibilidade de erros por parte do inspetor, uma vez que, observa-se ao mesmo tempo, tanto as decontinuidades
longitudinais quanto as transversais.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
74
As desvantagens, entre outras, so:
Seu emprego um tanto quanto restrito a peas de geometria simples;
A detectabilidade de defeitos menor do que quando os campos so aplicados sequencialmente;
No fcil fazer o equilbrio magntico entre os campos longitudinal e circular;
No possvel utilizar corrente continua para dois campos;
No possvel efetuar a inspeo pelo mtodo residual.
Podemos concluir que a magnetizao simultnea possibilita menor tempo de execuo trazendo como benefcio maior produo.
Contudo, limitada pelo ajuste da intensidade dos campos magnticos que necessrio para obteno de uma resultante capaz de
detectar adequadamente as descontinuidades nas duas direes da pea em ensaio, descontinuidades longitudinais e transversais. Na
prtica este ajuste conseguido realizando testes com peas ou corpos de prova contendo defeitos conhecidos. No entanto, ressaltamos
que a magnetizao simultnea apresenta resultados mais confiveis na deteco de descontinuidades de diferentes direes. A sua
desvantagem que aumenta mais uma etapa no ensaio.
Tabela 4.1 - Resumo dos Mtodos e Tcnicas de Magnetizao
MTODO
Longitudinal
Circular
Multidirecional
TCNICAS DE MAGNETIZAO
Induo de Campo
Bobina (solenide)
Yoke
Im permanente
Passagens de Corrente
Eletrodos (pontas)
eltrica
Contato Direto (placas)
Induo de Campo
Condutor central
Barra
Cabo Enrolado
Induo e/ou passagem de Combinao das Tcnicas de campo
Corrente eltrica
Longitudinal com o Circular
4.2 Tcnicas de Magnetizao:
Mencionamos que podemos obter campos magnticos por diversas tcnicas, contudo, o processo de magnetizao s obtido atravs
de induo de campo magntico ou por induo de corrente eltrica. Dizemos que h induo de campo quando o campo magntico
gerado na pea induzido externamente. J no processo de magnetizao por passagem de corrente, a pea em inspeo faz parte do
circuito eltrico do equipamento de magnetizao, isto , a corrente de magnetizao, circula pela prpria pea. por esta razo que
recomenda-se bastante cuidado na utilizao da tcnica de magnetizao por passagem de corrente, pois poder ocorrer a abertura de
um arco eltrico nos pontos de entrada e sada de corrente, queimando a pea nesta regio,o que, em se tratando de pea acabada,
pode ser inaceitvel, ou mesmo poder representar risco de exploso ou incndio se no ambiente houver gases ou vapores
inflamveis.
Tipos de Corrente Eltrica Utilizada:
As correntes eltricas utilizadas na magnetizao para inspeo por partculas magnticas podero ser das mais variadas fontes
existentes, como segue:
corrente contnua (CC): smente obtida atravs de baterias, e que na prtica no aplicvel em processos industriais ;
corrente alternada (AC): usada para deteco de descontinuidades superficiais.A corrente alternada , devido ao ciclo alternado da
corrente, promove maior mobilidade s partculas, tem pouca penetrao, as linhas de fora so mais concentradas na superfcie e
portanto mais recomendada para a deteco de descontinuidades superficiais;
corrente alternada retificada (meia onda ou onda completa) (CA): usada para deteco de descontinuidades sub-superficiais , o que
na prtica representa at 4 mm de profundidade.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
75
As correntes eltricas alternadas, acima mencionadas, podero ser ainda obtida na forma monofsica ou trifsica o que representa
diferenas no rendimento do sistema de inspeo.
Magnetizao por Passagem de Corrente Eltrica pela Pea:
a tcnica de magnetizao, em que a corrente circula pela pea, onde temos as tcnicas de eletrodos e de contato direto.
Tcnica dos Eletrodos
a tcnica de magnetizao pela utilizao de eletrodos, tambm conhecidas como pontas que quando apoiadas na superfcie da pea,
permitem a passagem de corrente eletrca pela pea. O campo magntico criado circular. Esta tcnica geralmente aplicada em
peas brutas fundidas, em soldas, nas indstrias de siderurgia, calderaria e outros.
d
+
campo magntico
circular
Corrente
eltrica
solda
Tcnica de inspeo por Eletrodos
A tcnica dos eletrodos induz um campo magntico que dependente da distncia entre os eletrodos e a corrente eltrica que circula
por eles. Em geral estes valores so tabelados e disponveis nas normas tcnicas de inspeo aplicveis ao produto ensaiado.
Aparelho tpico para magnetizao por
passagem
de
corrente
eltrica
denominada tcnica de eletrodos. Estes
equipamentos so portteis, permitindo
atingir at 1500 Ampres utilizando
corrente contnua ou alternada. Cuidados
devem ser tomados quanto ao meio
ambiente
de
operao
destes
equipamentos pois estes produzem
fascas eltricas que podem causar
exploses na presena de gases ou
produtos inflamveis.
Tcnica de Contato Direto:
Tambm conhecida como magnetizao por placas ou cabeotes de contato. Devido sua aplicao maior ser atravs de mquinas
estacionrias definida como sendo a tcnica de magnetizao pela passagem de corrente eltrica de extremidade a extremidade da
pea. O campo magntico formado circular.
Esta tcnica se difere da tcnica por eletrodos descrita ,pois aplicvel em sistemas de inspeo automticos ou semi-automticos,
para inspecionar barras, eixos, principalmente nas indstrias automobilsticas ou em fabricas de produtor seriados de pequeno porte.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
76
Pea
Campo Magntico
Circular
Polos de contato
Corrente eltrica
Tcnica de inspeo por Contato Direto
Tcnicas de Magnetizao por Induo de Campo Magntico:
Tcnica da Bobina:
Nessa tcnica a pea colocada no interior de uma bobina ou solenide. Pode ocorrer tambm que a bobina gerado, por induo
magntica, um campo longitudinal na pea.
bobina se desloca
ao longo da pea.
pea
defeito
detectvel
direo do campo magntico
Tcnica de inspeo por Bobina ou Solenide
Conjunto da
Bobina e sistema
de spray de gua
contendo p
magntico.
Ensaio de um virabrequim pela tcnica da bobina
Tcnica do Ioque ou Ioke
a tcnica de magnetizao pela induo em campo magntico, gerado por um eletroim, em forma de U invertido, que apoiado na
pea a ser examinado. Pelo eletroim circula a corrente eltrica alternada ou contnua. gerada na pea um campo magntico paralelo
a linha imaginria que une as duas pernas do Yoke .
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
77
Bobina
Campo Magntico
Longitudinal
Solda
Tcnica de inspeo por Yoke eletromagntico.
Os ioques produzem campo magntico longitudinal, podendo ser de pernas fixas ou os de pernas articulveis, conhecidos como Ioques
de pernas articuladas. Os de pernas articulveis so mais eficientes por permitirem uma srie de posies de trabalho com garantia de
um bom acoplamento dos plos magnticos. A sua vantagem est em no aquecer os pontos de contato, j que a tcnica usa corrente
eltrica magnetizante que flui pelo enrolamento da bobina do Ioque, e no pela pea.
A recomendao bsica de algumas normas para calibrao deste equipamento que o campo magntico formado na regio de
interesse definida como rea til, esteja entre os valores de 17 a 65 A/cm. Para simplificar e permitir a comprovao peridica da
intensidade do campo magntico durante os trabalhos de campo estabelecido nas normas, que a verificao da fora de magnetizao
do Ioque pode ser comprovada atravs de sua capacidade mnima de levantamento de massa equivalente a 4,5 kg de ao, no mximo
espaamento entre os plos a ser utilizado em corrente alternada e de 18,1 kg em corrente eltrica contnua.
Tcnica do Condutor Central:
A tcnica do condutor central caracterizada pela passagem de um fio condutor ou conjunto de cabos condutores pelo centro da pea a
inspecionar. A passagem da corrente eltrica atravs do condutor, permitir induzir um campo magntico circular na superfcie interna
da pea Assim sendo, a pea a ser inspecionada por este processo, deve ter geometria circular ,tais como: flanges, anis , porcas, e
outras.
Campo Magntico
Circular
Pea
Corrente
eltrica
Condutor
Tcnica de inspeo por Condutor Central
4.3 Desmagnetizao:
Verificamos que alguns materiais, devido as suas propriedades magnticas, so capazes de reter parte do magnetismo aps a
interrupo da fora magnetizante. Conforme a aplicao subsequente destes materiais, o magnetismo residual ou remanente poder
criar problemas, sendo necessrio a desmagnetizao da pea.
Podemos resumir as razes para desmagnetizao de uma pea como a seguir.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
78
Interferncia nos processos de Usinagem:
Uma pea com magnetismo residual poder interferir nos processos futuros de usinagem, pois o magnetismo da pea induzir a
magnetizao das ferramentas de corte afetando o acabamento da pea.
A reteno de limalhas e partculas contribuir para a perda do fio de corte da ferramenta.
Interferncia nos processos de Soldagem:
A interferncia em operao de soldagem se faz sentir com a deflexo do arco eltrico, desviando-o da regio de soldagem,
interferncia conhecida como sopro magntico, que prejudicar em muito o rendimento e a qualidade da solda.
Interferncia com Instrumentos de Medio:
O mecanismo residual interfere com insstrumentos sensveis de medio ou navegao, colocando em risco a operao dos
equipamentos uma vez que, as leituras obtidas no correspondem realidade. H registros de acidentes areos por interferncias de
campos magnticos detrens de pouso nos instrumentos de navegao da aeronave.
A desmagnetizao dispensvel quando:
a) Os materiais possuem baixa retentividade;
b) As peas forem submetidas a tratamento trmico. As peas de ao que estiverem magnetizadas, ao atingir a temperatura de 750 C,
chamado ponte Curie, perdem a magnetizao;
c) As peas forem novamente magnetizadas.
Tcnicas de Desmagnetizao:
So vrias as tcnicas de desmagnetizao sendo que todas so baseadas no princpio de que, submetendo a pea a um campo
magntico que continuamente invertido e gradualmente reduzindo a zero, aps um determinado perodo e um nmero de ciclos, a
pea ser desmagnetizada.
4.4 Mtodos de Ensaio e Tipos de Partculas
Mtodos de Ensaio:
As partculas magnticas podem ser fornecidas na forma de p, em pasta ou dispersas em lquido. Em todos os casos, as partculas se
contituem de um p ferromagntico de dimenses, forma, densidades e cor adequados ao exame.
Denominamos de via ou veculo , o meio no qual a partcula est sendo aplicada:
Via Seca:
Dizemos que as partculas so para via seca, como o prprio nome indica, quando aplicadas a seco. Neste caso comum dizer que o
veculo que sutenta a partcula at a sua acomodao o ar.
Na aplicao por via seca usamos aplicadores de p manuais ou bombas aspersoras que pulverizam as partculas na regio do ensaio,
na forma de jato de p.
As partculas para via seca devem ser guardadas em lugares secos e ventilados para no se aglomerarem. muito importante que
sejam de granulometria adequada para serem aplicadas uniformemente sobre a regio a ser inspecionada.
Comparando com o mtodo por via mida, as partculas por via seca so mais sensveis na deteco de descontinuidades prximas a
superfcie, mas no so mais sensveis para pequenas descontinuidades superficiais. Tambm, para uma mesma rea ou regio
examinada, o consumo maior. Por outro lado, possvel a reutilizao das partculas , caso o local de trabalho permitir e que seja
isenta de contaminao.
Via mida:
mtodo de ensaio pela qual as partculas encontram-se em disperso em um lquido,denominado de veculo. Este lquido pode ser a
gua, querosene ou leo leve .
No mtodo por via mida as partculas possuem granulometria muito fina, sendo possvel detectar descontinuidades muito pequenas,
como trincas de fadiga.
Devemos ressaltar que neste mtodo de ensaio, as partculas que esto em disperso, mesmo na presena do campo magntico, tem
maior mobilidade do que na via seca, e podem percorrer maiores distncias enquanto se acomodam ou at serem aprisionadas por um
campo de fuga. Da mesma forma, nas superfcies inclinadas ou verticais requerem menor esforo para remoo do excesso.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
79
Os aplicadores por via mida so na forma de chuveiros de baixa presso no caso de mquinas estacionrias ou manuais, tipo
borrifadores, que produzem uma nvoa sobre a regio em exame. Contudo, nada impede que na aplicao manual, a suspenso seja
derramada sobre a pea. A escolha do aplicador tipo borrifo tem finalidades econmicas e de execuo do ensaio, visto que a
quantidade aplicada menor, e para o inspetor a visualizao imediata das indicaes, enquanto ocorre a acomodao das partculas e
pouco excesso para remoo.
Embora j exista no mercado suspenses em forma de spray, a aplicao mais usual a que preparada pelo prprio inspetor.
O mtodo por via mida exige uma constante agitao da suspenso para garantir a homogeneidade das partculas na regio de exame.
Essa agitao automtica nas mquinas estacionrias. Na aplicao manual, o prprio inspetor dever faz-la, agitando o aplicador
antes de cada etapa de aplicao.
Preparao das Partculas Via mida:
As partculas para serem aplicadas pelo mtodo por via seca no requerem preparao e so retiradas diretamente das embalagens
para os aplicadores de p. J as partculas para via mida requerem a preparao da suspenso ou banho. Estas partculas podem estar
na forma de p ou pasta.
A preparao da suspenso por via mida muito importante para garantia da homogeneizao do banho e disperso das partculas na
regio em ensaio, aps aplicao. Os fabricantes indicam nas prprias embalagens os valores de concentrao adequada para a
suspenso. Algumas partculas so utilizadas tanto em querosene quanto em gua, fazendo com que o banho tenha uma composio
homognea, evitar a formao de espuma e a oxidao da superfcie da pea logo aps o ensaio.
Deve-se salientar que no preparo da suspenso a partcula, que um p muito fino, tem dificuldade de se misturar no lquido caso seja
adicionada a este de um nica vez. Na prtica, o que faz o inverso: o veculo da suspenso adicionado aos poucos a um copo
contendo o p e no incio em pouquissma quantidade, com objetivo de permitir que seja bem misturadas todas as partculas. S
depois que o inspetor conseguir quebrar bem a aglomerao das partculas, formando um mingau, que se adiciona aos poucos o
restante do veculo at completar um litro, sem deixar de mexer ou agitar toda suspenso.
A verificao da concentrao realizada usando-se um tubo decantador padronizado graduado, que tem a forma de pra. Como ele ,
so retirados da suspenso pronta 100 ml, e aguarda-se 30 minutos. Aps esse tempo, verifica-se na base do tubo, a quantidade
tambm em ml de partculas decantadas, que se estiverem dentro da faixa recomendada pelas normas, indicam que a suspenso est
pronta para uso. Os valores recomendados so de 1,2 a 2,4 ml para a inspeo por via mida de partculas observadas sob luz branca
ou natural, e de 0,1 a 0,7 ml para as partculas fluorescentes, que so observadas sob luz ultravioleta ( ou luz negra ).
VIA SCA
VIA MIDA
FLUORESCENTE
P
magntico
LUZ NATURAL
* Querozene
* gua
* leo
Tipos de Partculas ferromagnticos
Escolha do Tipo das Partculas Magnticas
A escolha da cor das partculas fica associada ou definida em funo da cor de fundo, cor da superfcie da pea em exame. E
procuramos usar uma partcula cuja cor produza com a superfcie o melhor contraste possvel, garantido-se dessa forma maior
sensibilidade visual.
A cor da partcula uma pigmentao que tem tambm a finalidade de promover um balanceamento das condies de densidade da
mesma. No caso das partculas para aplicao pelo mtodo de via mida importante que a pigmentao ou recobrimento da partcula
acumulada nas indicaes sem cor que produza contraste suficiente com a superfcie em exame.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
80
No mercado podemos encontrar partculas a serem aplicadas por via seca nas cores: branca, cinza, amarela, vermelha e preta,
conhecidas como partculas para observao sob luz negra ou ultravioleta. Tambm sob as mesmas condies de luz, as partculas por
via mida nas cores, preto, vermelho e fluorescente. As fluorescentes podem, de acordo com o fabricante, apresentaram-se nas cores
amarelo-esverdeado ou alaranjado.
Com a finalidade de promover melhor visualizao das partculas, foram desenvolvidos mais recentemente os lquidos de contraste,
que uma tinta branca em embalagem spray que aplicada de forma uniforme sobre a superfcie de teste, garantindo um fundo
uniforme que vai contrastar com a cor da partcula, aumentando-se a sensibilidade da visualizao. A tinta de contraste aplicada de
maneira a criar um fundo branco sem no entanto interferir na mobilidade das partculas ou mesmo na intensidadde dos campos de
fuga. A espessura do filme de tinta aps seco da ordem de 15 m .
4.5 Procedimento para Ensaio
Sequncia Bsica para Aplicao do Ensaio:
Preparao da Superfcie:
De acordo com a sequncia de execuo do ensaio, o ensaio por Partculas Magnticas, comea pela limpeza e/ou preparao da
superfcie.
O mtodo de preparao da superfcie depende do tipo de pea, tamanho e quantidade. So mtodos de limpeza:
Jato de areia ou granalha,
Escova de ao,
Solvente e panos umedecidos em soventes ou secos;
Limpeza qumica ;
Vapor desengraxante;
Esmerilhamento.
O objetivo desses mtodos de limpeza de retirar da superfcie em exame toda a sujeira, oxidao, carepas, respingos ou incluses
superficiais que prejudiquem o ensaio com a formao de campos de fuga falsos, ou que, contaminem a suspenso, caso o ensaio seja
executado com via mida , ou ainda que dificultem a mobilidade das partculas sbre a superfcie.
O jato de areia ou granalha comumente utilizados na preparao de peas automotivas ou componentes de mquinas, que, so
colocados em cabines para jateamento ou por tamboreamento.
Escovas de ao que tanto podem ser rotativas, ou manuais so mais utilizadas na preparao de peas soldadas.
O solvente empregado como uma complementao aos mtodos de limpeza anteriores, com o objetivo de promover na regio a ser
inspecionada uma superfcie isenta de graxas, leo ou outro tipo de contaminante que impea ou prejudique o ensaio, mascarando os
resultados.
necessrio garantir uma boa mobilidade das partculas. Caso as partculas sejam aplicadas dispersas em gua, a superfcie deve estar
isenta de leo ou graxa, caso contrrio a pea no ficar molhada
Seleo do Equipamento para Magnetizao e das Partculas Magnticas:
Como vimos,a escolha do equipamento para magnetizao e do tipo de partculas magnticas, depender da forma da pea a ser
ensaiada, do local para execuo do ensaio, do acabamento superficial da pea, e da especificao tcnica para inspeo. O ensaio por
partculas magnticas deve ser sempre executado com base a um procedimento qualificado e aprovado, com finalidade de estabelecer e
fixar as variveis essenciais do ensaio. Assim, a tcnica de magnetizao, o mtodo de ensaio, e outros, no necessitam serem
determinadas pelo inspetor responsvel, no momento do ensaio.
A recomendao bsica de todo sistema de garantia da qualidade, que todos os instrumentos de ensaio precisam estar calibrados.
Para os equipamentos que incorporam miliampermetros, estes devem estar calibrados ; por outro lado os Yokes devem ser calibrados
com o teste de elevao de carga.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
81
Inspeo por Partculas Magnticas pela Tcnica do Yoke , de uma abertura de reparo preparada
para soldagem ,em uma P tipo Francis fundida em ao carbono,para usina hidroeltrica.
Planejamento do Ensaio e Magnetizao da Pea:
Escolhida a tcnica de magnetizao a ser empregada ou disponvel para o ensaio, importante que o Inspetor procure visualizar ou
esquematizar a pea, como ser o campo magntico formado, se longitudinal ou circular. Essa visualizao importante pois como no
conhecemos a orientao das descontinuidades vamos comear a fazer o ensaio por um ponto e, para garantirmos que a inspeo foi
adequada, capaz de detectar qualquer descontinuidade em qualquer orientao, preciso que, de acordo com a tcnica de
magnetizao utilizada, uma outra varredura, defasada de mais ou menos 90 do eixo da anterior, seja realizada na mesma regio.
A tcnica de varredura descrita anteriormente empregada na inspeo de peas ultilizando-se de um Ioque ou atravs da tcnica de
eletrodos, onde recomenda-se, para garantir uma varredura perfeita e com sobreposio adequada entre uma e outra varredura, que o
inspetor trace com giz de cera na pea os pontos onde sero apoiadas as pernas do Ioque ou eletrodos, obtendo-se assim, uma
varredura sequncial e com garantia de inspeo em 100% da regio de interesse, a posio dos polos de contato 1-1 e 4-4 ou 2-2 e 33.
J nas mquinas estacionrias, onde as peas a serem inspecionadas, como por exemplo: pinos, bielas, engrenagens, disco,
virabreguins, so submetidas, na maioria das vezes, a dois campos magnticos aplicados simultneamente, sendo um por corrente
alternada - CA e outro, por corrente alternada retificada, ou ambos por correntes alternadas defasadas, necessrio garantir a
varredura de toda a pea ou de uma regio de interesse.
Nesse caso, importante verficar se a intensidade do campo adequada para se fazer a inspeo de toda a pea de uma vez s. Caso
isso no seja possvel, necessrio inspecionar pea em partes, ou sees. Portanto, de acordo com o equipamento disponvel, em
funo de seus recursos e capacidade, fazemos os ajustes nos campos de modo a obter um balanceamento timo. Notar
descontinuidade que podemos e devemos trabalhar ora com um campo ora com outro para perfeita deteco e descontinuidade
transversais ou longitudinais.
A varredura insuficiente ou inadequada torna o ensaio sem confiabilidade.
sentido do
ensaio
polos de contato
Esquema sequencial de ensaio de soldas, pela tcnica de Eletrodos e Yoke.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
82
Aplicao das Partculas e Observao das Indicaes:
A aplicao das partculas ferromagnticas deve ser feita de forma que seja coberta toda a rea de interesse, quer seja por via seca ou
mida. A remoo do excesso de partculas sobre a superfcie deve ser feita de modo a no eliminar as indicaes que se formam. Se
as partculas forem por via seca, um leve sopro deve ser aplicado.Se as partculas forem via mida, o prprio veculo promove o
arrasto do excesso das partculas.
A observao das indicaes se dar pela visualizao dos pontos de acmulo do p ferromagntico. Esta fase no to fcil, pois o
inspetor pode confundir um acmulo de p devido a uma ranhura ou mordedura , com uma descontinuidade, levando a erros no
julgamento dos resultados.
Avaliao e Registro dos Resultados:
Como um ensaio por partculas magnticas um tanto quanto subjetivo, torna-se necessrio que, mesmo seguidos os critrio e
requisitos recomendados para o ensaio com base nas normas aplicveis, os resultados obtidos no ensaio na mesma pea sob as
mesmas condies. Para tal, alm de ser seguido um procedimento especfico para cada tipo de trabalho que se fez, torna-se necessrio
implementar uma correlao entre o mapa de registro dos resultados e os relatrios emitidos, bem como a localizao fsica da pea ou
equipamento submetido ao ensaio. Como orientao, sugerimos que seja elaborado um relatrio detalhando todas as caractersticas e
parmetros do ensaio, tais como:
Pea ensaiada ,desenho, posio , etc.. ;
rea de interesse ;
Norma de aceitao;
Aparelho de magnetizao;
Tipo e intensidade da corrente eltrica utilizada ;
Tipo de p magntico usado;
Veculo, se aplicvel
Concentrao das partculas , se aplicvel;
Croquis da pea e das indicaes observadas;
Assinatura e identificao do inspetor responsvel.
Uma das formas adequadas de registro das descontinuidades no caso de soldas, a de desenh-las em fita crepe ou, se dispuser de
maiores recursos utilizar-se de fotografias.
Conforme j mencionado, desde que todos os requisitos do ensaio, forem cumpridos, torna-se fcil avaliao das indicaes. O
inspetor dever, naturalmente, estar familiarizado com os requisitos ou critrios de aceitao recomendados pela norma aplicvel.
A observao e avaliao das indicaes processada imediatamente aps a aplicao da suspenso ou do p e durante a remoo do
excesso, uma vez que o comportamento da mobilidade das partculas, distribuio, contraste, etc., indicar a necessidade ou no de
reinspeo da rea. Notar que muitas vezes podero surgir indicaes falsas ou no relevantes, sendo recomendado ao inspetor muito
cuidado na perfeita avaliao dos resultados obtidos. As condies de iluminao so essenciais para xito desta etapa.
4.6. Critrio de Aceitao das Indicaes:
O critrio de aceitao que segue abaixo , uma traduo do Cdigo ASME Sec. VIII Div.1 Apndice 6 , aplicvel para soldas
inspecionadas por partculas magnticas
Avaliao das indicaes:
Uma indicao uma evidncia de uma imperfeio mecnica. Somente indicaes com dimenses maiores que 1/16 pol. ( 1,5 mm)
deve ser considerada como relevante.
(a) Uma indicao linear aquela tendo um comprimento maior que trs vezes a largura.
(b) Uma indicao arredondada aquela na forma circular ou elptica com comprmento igual ou menor que trs vezes a largura.
(c) Qualquer indicao questionvel ou duvidosa , deve ser reinspecionada para determinar se indicaes relevantes esto ou no
presentes.
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
83
Critrio de Aceitao:
Toda as superfcies devem estar livres de :
(a) indicaes relevantes lineares ;
(b) indicaes relevantes arredondadas maiores que 3/16 pol. (5,0 mm) ;
(c) quatro ou mais indicaes relevantes arredondadas em linha separadas por 1/16 pol. (1,5 mm) ou menos (de borda a borda) ;
(d) uma indicao de uma imperfeio pode ser maior que a imperfeio , entretanto , o tamanho da indicao a base para a
avaliao da aceitao .
Exerccios de Reviso
1) A inspeo por partculas magnticas aplicvel em materiais:
a) paramagnticos
b) diamagnticos
c) inoxidveis austenticos
d) ferromagnticos
2) Os tipos de ps magnticos utilizados no ensaio por PM so:
a) ps aplicados por via sca
b) ps aplicados por via mida
c) ps fluorescentes
d) todas as alternativas so corretas.
3) As indicaes observadas no ensaio por PM , so causadas quando as partcula ferromagnticas se aglomeram , no seguinte
caso:
a) na existncia de um desvio das linhas de campo magntico,na regio da descontinuidade superficial ou sub-superficial.
b) na existncia de uma descontinuidade interna
c) na existncia de descontinuidades abertas para a superfcie.
d) todas as alternativas so corretas
4) Dos materiais abaixo,quais os que no podem ser inspecionados por PM ?
a) aos inoxidveis austenticos
b) aos carbono
c) aos fundidos
d) as alternativas (b) e (c) so corretas
5) Um aparelho muito utilizado para magnetizao que baseado num eletroim , denomina-se :
a) eletrodos
b) Yoke
c) bobina
d) magnetrmetro
6) Os campos de magnetizao utilizados para a inspeo por PM so:
a) campo longitudinal e transversal
b) campo circular e transversal
c) campo longitudinal e circular
d) campo alternado e residual
7) Os aparelhos que operam injetando corrente eltrica na pea,produzem um campo do tipo:
a) longitudinal
b) circular
c) transversal
d) residual
R.Andreucci
Controle da Qualidade II
Ed.
84
Jul./2008
8)Aps a inspeo por partculas magnticas,h necessidade de_________________a pea principalmente
subsequentes de soldagem ou usinagem forem previstas.
a) desmagnetizar
b) esmerilhar
c) reinspecionar com lquidos penetrantes
d) lavar com cido
se
operaes
9) A condio superficial de uma pea ser ensaiada por PM , importante pois:
a) a mobilidade das partculas sobre a superfcie pode ser dificultada
b) a presena de carepas ou sujeira pode mascarar os resultados.
c) a presena de graxa ou leo pode impedir a mobilidade das partculas magnticas.
d) todas as alternativas so corretas.
10)Uma vantagem do ensaio por partculas magnticas sbre os lquidos penetrantes que:
a) O lquido penetrante s deteta descontinuidades abertas para as superfcies e as partculas magnticas detecta aquelas
subsuperficiais.
b) O ensaio por PM no necessita de preparao de superfcie.
c) O ensaio por PM pode detetar descontinuidades internas em geral.
d) O ensaio por PM no requer limpeza ps ensaio.
11)As etapas no processo de inspeo contnua por PM via sca so:
a) aplicao do p magntico;magnetizao ;remoo do excesso de p ; observao das indicaes.
b) preparao da superfcie; aplicao do p magntico ; magnetizao ; remoo do excesso de p observao das indicaes.
c) preparao da superfcie ; magnetizao ; observao das indicaes
d) preparao da superfcie ; magnetizao; aplicao do p magntico; remoo do excesso de p magntico ; observao das
indicaes.
12)Os sistemas existentes para magnetizao da pea para o ensaio por PM so:
a) bobina ; eletrodos
b) eletrodos ; bobina e Yoke
c) eletrodos ; bobina ; condutor central e Yoke
d) eletrodos ; bobina ; condutor central ; placas paralelas; Yoke ; ponteiras.
13)Qual das alternativas verdadeira ?
a) o ensaio por partculas magnticas pode ser aplicada em altas temperaturas at 300 C .
b) o ensaio por partculas magnticas de aplicao mais rpida que por lquidos penetrantes.
c) o ensaio por partculas magnticas de fcil automatizao.
d) todas as alternativas so verdadeiras.
14)Qual dos mtodos abaixo corresponde ao de maior sensibilidade para a deteo de descontinuidades por partculas magnticas
?
a) via sca , com p magntico visvel com luz natural.
b) via mida , com p magntico visvel com luz negra.
c) via mida , com p magntico visvel com luz natural.
d) via sca , com p magntico visvel com luz negra.
15)Os veculos que podem ser usados para a aplicao dos ps magnticos so
a) gua
b) querozene
c) leo
d) todas as alternativas so corretas
16)Os tipos de ps magnticos encontrados no mercado so:
a) fluorescentes
b) via sca
c) via mida
d) todas as alternativas so corretas
R.Andreucci
Controle da Qualidade II
Ed.
Jul./2008
85
17)O aparelho de magnetizao Yoke , deve ser aferido atravs da elevao de carga com peso de:
a) 4,5 kg com C.A
b) 18 kg com C.C
c) 4,5 kg com C.C
d) as alternativas (a) e (b) sso corretas.
18)Um dos problemas em se magnetizar uma pea atravs do uso dos eletrodos que:
a) existe uma dificuldade em se aplicar o p magntico
b) os pontos de contato podem danificar a superfcie da pea
c) difcil a preparao da superfcie nesta tcnica
d) o campo magntico produzido insuficiente
19)A magnetizao longitudinal pode ser obtida atravs:
a) injetando corrente eltrica na pea.
b) do uso dos Yokes
c) do uso de espeiras envolventes na pea
d) as alternativas (b) e (c) so corretas
20)Num reparo com solda numa chapa de ao carbono, onde o material depositado no magntico a inspeo por partculas
mgnticas neste local ir:
a) causar uma magnetizao com alta retentividade na regio de solda.
b) causar falsas indicaes na regio de transio entre metal base e metal depositado.
c) provavelmente detectar fissuras na regio de transio.
d) todas as alternativas podem ocorrer
21)Na prtica,um dos problemas da aplicao da inspeo por partculas magnticas em comparao com lquidos penetrantes
que:
a) a partcula magntica um mtodo menos sensvel que o penetrante.
b) a visualizao das indicaes produzidas por partculas magnticas mais difcil de serem visualizadas que por lquidos
penetrantes.
c) o mtodo por partculas magnticas necessita de maior cuidado na preparao das superfcies.
d) o mtodo por partculas mgnticas mais perigoso que o penetrante.
OBRAS CONSULTADAS
1.
American Society of Mechanical Engineers - ASME Boiler and Pressure Vessel Code , Section V ,
2. Leite, Paulo G.P , Curso de Ensaios No Destrutivos , 8a. edio , Associao Brasileira de Metais-ABM, 1966 ;
3. Krautkramer , Ultrasonic Testing of Materials second edition ;
4. Andreucci,Ricardo Ensaio No Destrutivo - Ultra-Som , Associao Brasileira de Ensaios No Destrutivos- ABENDE , Set./2006
5. Eastman Kodak Company , Radiography in Modern Industry , 4a Edition , 1980
6. Agfa Gevaert , Radiografia Industrial, NV 1989
7. American Society of Mechanical Engineers - ASME Boiler and Pressure Vessel Code , Section VIII Div.1
Você também pode gostar
- Parte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNo EverandParte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNota: 5 de 5 estrelas5/5 (3)
- Livro Posicionamento RadiográficoDocumento162 páginasLivro Posicionamento RadiográficoThatha Silva100% (1)
- CC2 Aula 14 Desenho Urbano e Custos de UrbanizaçãoDocumento6 páginasCC2 Aula 14 Desenho Urbano e Custos de UrbanizaçãoKáritta OliveiraAinda não há avaliações
- 068.08 - PCH Arvoredo - Produção Antecipada de ProvasDocumento7 páginas068.08 - PCH Arvoredo - Produção Antecipada de ProvaseduardosensAinda não há avaliações
- Tecnologia em SoldagemDocumento83 páginasTecnologia em SoldagemIvanAinda não há avaliações
- Arquivo 6 - Ensaios No Destrutivos - Raios X e GamagrafiaDocumento19 páginasArquivo 6 - Ensaios No Destrutivos - Raios X e GamagrafiaCamila dos Reis PereiraAinda não há avaliações
- Aula de Rad. IndDocumento65 páginasAula de Rad. IndLidiane Lima0% (1)
- Controle de Qualidade Radiologia IndustrialDocumento102 páginasControle de Qualidade Radiologia IndustrialMax T. JuniorAinda não há avaliações
- 05 - Radiografia, Ultrassom e AcústicaDocumento10 páginas05 - Radiografia, Ultrassom e AcústicaRafael SimbaAinda não há avaliações
- Telecurso 2000 Mecânica Ensaios de Materiais 23 Radiografia IndustrialDocumento8 páginasTelecurso 2000 Mecânica Ensaios de Materiais 23 Radiografia IndustrialWagner Carretta CazottoAinda não há avaliações
- Aula03 Radiologiaconvencionaleformaorx 150808054026 Lva1 App6891Documento74 páginasAula03 Radiologiaconvencionaleformaorx 150808054026 Lva1 App6891LUANA LETICIA VILA DONADELAinda não há avaliações
- Unidade 4 - Equipamentos e Fontes para RadiacaoDocumento15 páginasUnidade 4 - Equipamentos e Fontes para RadiacaoJosé Mendry JuniorAinda não há avaliações
- Slide Aula - Introdução A Física Das Radiações Aplicada A ImagenologiaDocumento46 páginasSlide Aula - Introdução A Física Das Radiações Aplicada A Imagenologiadaniloakell2000Ainda não há avaliações
- Apostila Raios XDocumento16 páginasApostila Raios XCristiane HaddadAinda não há avaliações
- FotodetectoresDocumento12 páginasFotodetectoressunshine_sky100% (1)
- PRINCÍPIOS DE FORMAÇÃO RXDocumento28 páginasPRINCÍPIOS DE FORMAÇÃO RXmetalhearthAinda não há avaliações
- Radiologia Digital e Processamento de Imagem Un1Documento30 páginasRadiologia Digital e Processamento de Imagem Un1Luciano ContiAinda não há avaliações
- END - RadiologiaDocumento5 páginasEND - RadiologiaEduardo CamposAinda não há avaliações
- Radiologia Industrial: Alan CostaDocumento25 páginasRadiologia Industrial: Alan Costamadalena martinsAinda não há avaliações
- Trabalho de Raio XDocumento9 páginasTrabalho de Raio XAlisson CasadoAinda não há avaliações
- 11 - Ensaio RadiografiaDocumento14 páginas11 - Ensaio RadiografiaFernando Santos LeiteAinda não há avaliações
- 2-Nova Ensaio Não DestrutivoDocumento52 páginas2-Nova Ensaio Não DestrutivoWilames SantosAinda não há avaliações
- 17 - Ensaio Nao Destrutivo - Radiografia (Extra)Documento10 páginas17 - Ensaio Nao Destrutivo - Radiografia (Extra)Bhertrand GomesAinda não há avaliações
- Apostila Radiologia IDocumento48 páginasApostila Radiologia ILuiz Gustavo Mandei100% (1)
- Física Das Radiações e Equipamentos Emissores de Radiação Ionizante.Documento19 páginasFísica Das Radiações e Equipamentos Emissores de Radiação Ionizante.kaloliveiraurAinda não há avaliações
- A Física Dos Raios X - Por Luciano Santa RitaDocumento7 páginasA Física Dos Raios X - Por Luciano Santa Ritahugoflima91Ainda não há avaliações
- Componentes Do Equip de Raios XDocumento7 páginasComponentes Do Equip de Raios XALEXPAULATAVARES0% (1)
- 2 MEE - ImagemDocumento178 páginas2 MEE - ImagemEdgard OliveiraAinda não há avaliações
- Fundamentos em WordDocumento6 páginasFundamentos em WordAdriana GalvaoAinda não há avaliações
- Slide Aula - Física Da Formação Da Imagem RadiográficaDocumento44 páginasSlide Aula - Física Da Formação Da Imagem RadiográficaJoel Lucas MartinsAinda não há avaliações
- Ensaio Radio XDocumento21 páginasEnsaio Radio XLucas CoelhoAinda não há avaliações
- Resumo de Tecnicas de Manutenção Industrial - Alessandro Wagner Pereira GomesDocumento8 páginasResumo de Tecnicas de Manutenção Industrial - Alessandro Wagner Pereira Gomesalex gomesAinda não há avaliações
- Raio XDocumento11 páginasRaio XCarlos JorgeAinda não há avaliações
- Historico e Produção de Raios XDocumento68 páginasHistorico e Produção de Raios XAndressa F. AndradeAinda não há avaliações
- Radiologia IndustrialDocumento145 páginasRadiologia IndustrialPaulinha MarcondesAinda não há avaliações
- Apresentação Física Do Raio XDocumento134 páginasApresentação Física Do Raio XPatrick Jove100% (1)
- Projeto RaioxDocumento16 páginasProjeto RaioxMirella CostaAinda não há avaliações
- Ensa25, Ensaio Por Raios Gama PDFDocumento10 páginasEnsa25, Ensaio Por Raios Gama PDFThete E MarcoAinda não há avaliações
- Auladefr 160426130722Documento19 páginasAuladefr 160426130722Rosana RodriguesAinda não há avaliações
- Geração e Aplicação Dos Raios-XDocumento54 páginasGeração e Aplicação Dos Raios-XMeiry Vieira100% (1)
- Princípios de Física em Radiodiagnóstico V PeriodoDocumento22 páginasPrincípios de Física em Radiodiagnóstico V Periodolaura solettiAinda não há avaliações
- Aula 6 - Ensaio RadiográficoDocumento86 páginasAula 6 - Ensaio RadiográficoMarcos MaiaAinda não há avaliações
- A Capacidade Do OsciloscopioDocumento41 páginasA Capacidade Do OsciloscopioadrianoconsultorAinda não há avaliações
- Oscilosc PioDocumento34 páginasOscilosc PioMarcelo Araujo RodriguesAinda não há avaliações
- Formacao Fotons PDFDocumento47 páginasFormacao Fotons PDFJuan DiegoAinda não há avaliações
- Física Das Radiações (v1.0)Documento14 páginasFísica Das Radiações (v1.0)Lais GadelhaAinda não há avaliações
- Trabalho Diodo Tunel e TermistorDocumento11 páginasTrabalho Diodo Tunel e TermistorMúcio Filho100% (2)
- Radioatividade e Fisica NuclearDocumento29 páginasRadioatividade e Fisica NuclearEverton FlachAinda não há avaliações
- Histórico, Natureza e Propriedade Do Raio XDocumento7 páginasHistórico, Natureza e Propriedade Do Raio XJulyanne AndradeAinda não há avaliações
- Aula 9Documento11 páginasAula 9ets2girlasmrAinda não há avaliações
- Raios CatódicosDocumento3 páginasRaios Catódicosmarllon1988Ainda não há avaliações
- Radiologia Industrial - 231022 - 194839Documento46 páginasRadiologia Industrial - 231022 - 194839Adan MyllerAinda não há avaliações
- Apostila de Química e Física AplicadaDocumento38 páginasApostila de Química e Física AplicadaMax T. Junior100% (1)
- Produção Dos Raios X - Aula PrincipalDocumento29 páginasProdução Dos Raios X - Aula PrincipalAtalaha Barcellos RiquettaAinda não há avaliações
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Contador Geiger Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Contador Geiger Com PicAinda não há avaliações
- Desenvolvendo Um Datalogger Para Medir Contador Geiger Com PicNo EverandDesenvolvendo Um Datalogger Para Medir Contador Geiger Com PicAinda não há avaliações
- A Classificação Do PetróleoDocumento4 páginasA Classificação Do PetróleoFabinho GarciaAinda não há avaliações
- Lubrax Gear 680Documento1 páginaLubrax Gear 680Fabinho GarciaAinda não há avaliações
- Machsystem Coletor de Oleo Oil Skimmer Tipo Disco Osd Oil Skimmer Machsystem Catalogo 940215Documento2 páginasMachsystem Coletor de Oleo Oil Skimmer Tipo Disco Osd Oil Skimmer Machsystem Catalogo 940215Fabinho GarciaAinda não há avaliações
- MOLYKOTE TP 42 - Placa de TornoDocumento1 páginaMOLYKOTE TP 42 - Placa de TornoFabinho GarciaAinda não há avaliações
- Roteiro de AuditoriaDocumento16 páginasRoteiro de AuditoriaFabinho GarciaAinda não há avaliações
- Bombas IMBIL Linha BMI PDFDocumento25 páginasBombas IMBIL Linha BMI PDFFabinho Garcia100% (1)
- (Espiritismo) - Parabola Do Filho ProdigoDocumento3 páginas(Espiritismo) - Parabola Do Filho ProdigoFabinho Garcia100% (1)
- Eletrodutos STubosDocumento1 páginaEletrodutos STubosFabinho GarciaAinda não há avaliações
- V 22 OspreyDocumento7 páginasV 22 OspreyFabinho GarciaAinda não há avaliações
- 518Documento15 páginas518wAinda não há avaliações
- Catalogo KlingerDocumento12 páginasCatalogo KlingerMarcos RamassottiAinda não há avaliações
- Apostila Curso Eficiencia EnergeticaDocumento148 páginasApostila Curso Eficiencia EnergeticaSamuel Fernandes NunesAinda não há avaliações
- Apostila IrrigaçãoDocumento71 páginasApostila IrrigaçãoHenrique GanemAinda não há avaliações
- 1-Solucoes Fichas Q10pdfDocumento4 páginas1-Solucoes Fichas Q10pdfVânia FariaAinda não há avaliações
- Como Retirar Os ImplamtesDocumento15 páginasComo Retirar Os ImplamtesMob Luiz Flavio100% (1)
- Apostila Comandos Parte 5Documento14 páginasApostila Comandos Parte 5Kepler TiburcioAinda não há avaliações
- Questões Do Simulado - FísicaDocumento3 páginasQuestões Do Simulado - FísicaAndreza GorgônioAinda não há avaliações
- Mecanica Do Fluidos RelatorioDocumento10 páginasMecanica Do Fluidos RelatorioAlice Almeida Rios100% (1)
- Lista Energia - 1 AnoDocumento3 páginasLista Energia - 1 AnoPedro0% (1)
- ApoloDocumento10 páginasApoloCris MariathAinda não há avaliações
- Roda de CuraDocumento9 páginasRoda de CuraDan FerreiraAinda não há avaliações
- Violino Do Caos - Alma KarmaDocumento3 páginasViolino Do Caos - Alma KarmaLucas Rainier LoboAinda não há avaliações
- 550-Texto Do Artigo-1518-1-10-20130829Documento369 páginas550-Texto Do Artigo-1518-1-10-20130829Fabíola SouzaAinda não há avaliações
- Ensinamentos Livres - Integração CosmicaDocumento93 páginasEnsinamentos Livres - Integração CosmicaJesh Wah-De100% (1)
- Lista de Circuitos I - HDocumento9 páginasLista de Circuitos I - HGeraldine Katherine Mantilla MontalvoAinda não há avaliações
- (E-BOOK 3) - Comandos Elétricos 3Documento27 páginas(E-BOOK 3) - Comandos Elétricos 3Eduardo Germano100% (1)
- Manual de Baterias Automotiva BoshDocumento26 páginasManual de Baterias Automotiva Bosheltonrdo100% (1)
- IIGeracao II - Geracao Termoeletrica PDFDocumento40 páginasIIGeracao II - Geracao Termoeletrica PDFSergio GurgelAinda não há avaliações
- 26 - ART402-07 (Analise e Medicoes de Harmonicos) PDFDocumento7 páginas26 - ART402-07 (Analise e Medicoes de Harmonicos) PDFdanAinda não há avaliações
- Leis e Efeitos Elétricos Na NR-10Documento3 páginasLeis e Efeitos Elétricos Na NR-10JosenildoAinda não há avaliações
- Lista de Exercícios ExatasDocumento7 páginasLista de Exercícios Exataspujin esmagadoAinda não há avaliações
- Energia SolarDocumento19 páginasEnergia Solarmanoel dias melhor filho100% (5)
- VELUX Tabela de Precos (Abril 2014)Documento20 páginasVELUX Tabela de Precos (Abril 2014)Paulo DiasAinda não há avaliações
- Manual Colormaq Centrifuga de RoupasDocumento2 páginasManual Colormaq Centrifuga de RoupasTarcisio JuniorAinda não há avaliações
- 10ano F 2 2 Corrente Continua e Corrente AlternadaDocumento6 páginas10ano F 2 2 Corrente Continua e Corrente AlternadaAndré AlvesAinda não há avaliações
- B 761401 Manual Técnico NSys SERIE I Rack Online 6kVA 10kVA V01Documento16 páginasB 761401 Manual Técnico NSys SERIE I Rack Online 6kVA 10kVA V01Fabio CavalcanteAinda não há avaliações
- SA1 D1 Desafio v2Documento6 páginasSA1 D1 Desafio v2Mailson MalaquiasAinda não há avaliações
- Compex Energy PT BRDocumento53 páginasCompex Energy PT BRNelson VilhenaAinda não há avaliações
- Aula 06-STA - TransporteDocumento25 páginasAula 06-STA - TransporteCosta NetoAinda não há avaliações