Você também pode gostar
- A Torre em Ruínas - D&D 5e PDFDocumento13 páginasA Torre em Ruínas - D&D 5e PDFMyth Drannor100% (1)
- Manual de Manutenção Mach 9Documento111 páginasManual de Manutenção Mach 9daniel_moraes100% (9)
- Como Referenciar Encoder Absoluto em CNC SiemensDocumento3 páginasComo Referenciar Encoder Absoluto em CNC SiemensValdir JuniorAinda não há avaliações
- Curso Manutençao BásicoDocumento166 páginasCurso Manutençao Básicopardalzinho75% (8)
- Procedimento de Reset Dos Dados de NC e PLC PDFDocumento6 páginasProcedimento de Reset Dos Dados de NC e PLC PDFTheo SouzaAinda não há avaliações
- Manual MT512EDocumento4 páginasManual MT512Exmacedox100% (1)
- Apostila de Manunteção PDFDocumento121 páginasApostila de Manunteção PDFPablo SoaresAinda não há avaliações
- Manual 21iMB Manutenção Portugues PDFDocumento151 páginasManual 21iMB Manutenção Portugues PDFAntonio Lucas88% (8)
- Energia Do Homem O Segredo Do Vigor Masculino Catia Damasceno 2020Documento2 páginasEnergia Do Homem O Segredo Do Vigor Masculino Catia Damasceno 2020Merlin BadassAinda não há avaliações
- 04 Operação Fanuc 21 IDocumento37 páginas04 Operação Fanuc 21 Ijoaquim100% (2)
- Curso FanucDocumento7 páginasCurso Fanucduartemr150% (2)
- CNC Ge Fanuc 63525 PortuguesDocumento152 páginasCNC Ge Fanuc 63525 PortuguesEduardo Bueno Lemes60% (5)
- Manual de Erros e Diagnosticos Fagor 8055Documento112 páginasManual de Erros e Diagnosticos Fagor 8055buenolemes100% (5)
- 046-08 - Ajuste Do Encoder Torre SauterDocumento2 páginas046-08 - Ajuste Do Encoder Torre SauterAndr100% (2)
- SINUMERIK 810-840D - Procedimento para A Transferência Do Backup de Dados Através Da Porta Serial Da PCU20 PDFDocumento8 páginasSINUMERIK 810-840D - Procedimento para A Transferência Do Backup de Dados Através Da Porta Serial Da PCU20 PDFeletropaulomococaAinda não há avaliações
- S47568-3 Torre Sauter 520Documento50 páginasS47568-3 Torre Sauter 520fbotini32100% (5)
- RomiDocumento23 páginasRomiManutenção Usinagem100% (1)
- Apostila Fagor 8035 TDocumento16 páginasApostila Fagor 8035 TRui HenriquesAinda não há avaliações
- Cancelar Encoder Medição Direta Spin FanucDocumento2 páginasCancelar Encoder Medição Direta Spin FanucLeonardo Ribeiro100% (1)
- 024-08 - Procedimento - para - Ajuste - Do - M19 - Discovery - FANUCDocumento6 páginas024-08 - Procedimento - para - Ajuste - Do - M19 - Discovery - FANUCCicero Mello100% (2)
- ROMI - Procedimento de Zeramento de Eixos Linha GLDocumento10 páginasROMI - Procedimento de Zeramento de Eixos Linha GLPiltzAinda não há avaliações
- Drives Ge-Fanuc PortuguesDocumento40 páginasDrives Ge-Fanuc PortuguesEduardo Bueno Lemes100% (3)
- R65224A-Instruções Técnicas M10Documento52 páginasR65224A-Instruções Técnicas M10Cicero Mello100% (2)
- Procedimento FANUCDocumento1 páginaProcedimento FANUCavalente112Ainda não há avaliações
- 338304541-Modulo-Duplomatic en PTDocumento38 páginas338304541-Modulo-Duplomatic en PTjocimar100% (2)
- Transferir Programa Pcin para DaewooDocumento7 páginasTransferir Programa Pcin para DaewoosolincolnAinda não há avaliações
- Parametros Serie D Port B-64310PO - 02Documento450 páginasParametros Serie D Port B-64310PO - 02Thiago Pires86% (7)
- Procedimento Zeramento Torre (Atualizado) - Mitsubishi M70Documento5 páginasProcedimento Zeramento Torre (Atualizado) - Mitsubishi M70GuiAinda não há avaliações
- 102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiDocumento4 páginas102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiPaulo Henrique ValérioAinda não há avaliações
- Manual 21iMB Manutencao Portugues PDFDocumento151 páginasManual 21iMB Manutencao Portugues PDFFabricioAinda não há avaliações
- Na Força Do Louvor - PartsDocumento6 páginasNa Força Do Louvor - PartsEverton Machado100% (2)
- 3793 - Manual P926 InclinometroDocumento27 páginas3793 - Manual P926 InclinometroRonald Lira100% (1)
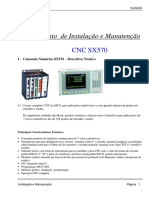
- Man Instsx570Documento47 páginasMan Instsx570Antonio LucasAinda não há avaliações
- Procedimento Atualização de Dados MitsubishiDocumento8 páginasProcedimento Atualização de Dados MitsubishiGuiAinda não há avaliações
- Manual MAZAK - Operação QTS 200Documento92 páginasManual MAZAK - Operação QTS 200Amy Griffin67% (3)
- Matriz de Teste de PsicogêneseDocumento4 páginasMatriz de Teste de PsicogêneseAna Paula Almeida de Matos100% (2)
- Man Dpc650Documento16 páginasMan Dpc650Pedro Ohana100% (5)
- 022-08 - Procedimento - para - Ajuste - Da - Altura - Do - Ponto - de - Troca - Eixo - Z - Discovery - Siemens - 810DDocumento5 páginas022-08 - Procedimento - para - Ajuste - Da - Altura - Do - Ponto - de - Troca - Eixo - Z - Discovery - Siemens - 810DGuiAinda não há avaliações
- 081-10 Auto Ajuste Da Torre Duplomatic GLM V2.0 Fanuc 0iTDDocumento6 páginas081-10 Auto Ajuste Da Torre Duplomatic GLM V2.0 Fanuc 0iTDDouglas Rogério de Castro100% (2)
- Manual Siemens 802 D RomiDocumento116 páginasManual Siemens 802 D RomiMarcos AroAinda não há avaliações
- s47568 3 Torre Sauter 520Documento50 páginass47568 3 Torre Sauter 520Robson Palma100% (1)
- 083-10 Ajuste Da Parada Orientada e Ponto de Troca Da Linha D V3 Siemens 828 (ClienteDocumento5 páginas083-10 Ajuste Da Parada Orientada e Ponto de Troca Da Linha D V3 Siemens 828 (ClienteAdeilma Barboza100% (1)
- CNC FANUC FONTE Alarmes Servos ALPHADocumento59 páginasCNC FANUC FONTE Alarmes Servos ALPHAfrancisco moura Moura macedo50% (2)
- Desativar Segunda MedicaoDocumento3 páginasDesativar Segunda MedicaoAbimael LopesAinda não há avaliações
- 025-08 - Ajuste - Do - M19 - Discovery - Siemens - V1.0Documento7 páginas025-08 - Ajuste - Do - M19 - Discovery - Siemens - V1.0M&F Maximo0% (1)
- 005-08 Zeramento Eixos Linha D FanucDocumento3 páginas005-08 Zeramento Eixos Linha D FanucCicero Mello100% (1)
- Diagrama Elétrico Centur 50 - V3Documento38 páginasDiagrama Elétrico Centur 50 - V3Douglas Rogério de Castro75% (4)
- Mach 9aDocumento91 páginasMach 9arodrigo100% (4)
- M60 MANUAL DE ALARMES E PARAMETROS, BNP-B2201B (Por)Documento305 páginasM60 MANUAL DE ALARMES E PARAMETROS, BNP-B2201B (Por)Julian Fernando FerrariAinda não há avaliações
- Reset Sinumerik 810dDocumento1 páginaReset Sinumerik 810dJéferson Paranhos100% (2)
- Manual de Instruções - MGR230Documento17 páginasManual de Instruções - MGR230Dolvando Ferreira Alves Filho100% (1)
- Curso Instalação 8055 Power V14Documento59 páginasCurso Instalação 8055 Power V14Rogério Pereira100% (3)
- Manual de Manutenção: Voltar Ao MenuDocumento146 páginasManual de Manutenção: Voltar Ao MenuRenoAinda não há avaliações
- GALAXY Centro de TorneamentoDocumento70 páginasGALAXY Centro de Torneamentoedercad100% (1)
- Dicas - Parâmetros FANUCDocumento2 páginasDicas - Parâmetros FANUCregis.nx4100% (1)
- Morgado (Gabarito)Documento147 páginasMorgado (Gabarito)AndroTecAinda não há avaliações
- Apostila de Xadrez. Da Iniciação Ao Nível IntermediárioDocumento63 páginasApostila de Xadrez. Da Iniciação Ao Nível Intermediáriosonaulo100% (1)
- 029-08 - Habilitar Cancelar Quarto Eixo Discovery FANUCDocumento8 páginas029-08 - Habilitar Cancelar Quarto Eixo Discovery FANUCDolvando Ferreira Alves FilhoAinda não há avaliações
- Procedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 20 FerramentasDocumento8 páginasProcedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 20 FerramentasMateus de AlmeidaAinda não há avaliações
- 016-08 Cancelamento Das Baterias Ref EixosDocumento3 páginas016-08 Cancelamento Das Baterias Ref EixosCicero MelloAinda não há avaliações
- Alarmes Siemens 840DDocumento711 páginasAlarmes Siemens 840Deduardoskycut100% (1)
- Manual de Programacao Do GSK980TDa Traduzido Cap 1 PDFDocumento20 páginasManual de Programacao Do GSK980TDa Traduzido Cap 1 PDFRogerio Medeiros da Silva100% (1)
- Discovery 1250Documento12 páginasDiscovery 1250reginaldo170% (1)
- Formação Fagor PLC 8055Documento71 páginasFormação Fagor PLC 8055joaopedrosousa100% (2)
- El Yoga de Los Suenos Tenzin Wangyal RinpocheDocumento112 páginasEl Yoga de Los Suenos Tenzin Wangyal RinpocheamadizAinda não há avaliações
- Procedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 30 FerramentasDocumento9 páginasProcedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 30 FerramentaspcbmengAinda não há avaliações
- Manual YaskawaDocumento27 páginasManual YaskawaGleisonGomesAinda não há avaliações
- Livre CifrasDocumento1 páginaLivre CifrasEdvan PereiraAinda não há avaliações
- Regras JogosDocumento7 páginasRegras JogosPaulo HenriqueAinda não há avaliações
- Cartola - Peito VazioDocumento2 páginasCartola - Peito VazioDarcio RundvaltAinda não há avaliações
- Cara A Cara Dos PoliedrosDocumento4 páginasCara A Cara Dos PoliedrosSonia Cristina Verissimo Pinto100% (1)
- Tópico FrasalDocumento19 páginasTópico FrasalÉric SantosAinda não há avaliações
- Solo Sempre Mais - Oficina G3Documento2 páginasSolo Sempre Mais - Oficina G3DaviRocha100% (1)
- Guia Basico de Terra MysticaDocumento18 páginasGuia Basico de Terra MysticaKleber FilhoAinda não há avaliações
- 1 - Correção Da Avaliação - 6º AnoDocumento3 páginas1 - Correção Da Avaliação - 6º AnoLorena SouzaAinda não há avaliações
- Agenda UniversitariaDocumento5 páginasAgenda Universitariaprifodisseitre1973Ainda não há avaliações
- Apostila Semeadora Quadra Venta 10.000Documento50 páginasApostila Semeadora Quadra Venta 10.000RODRIGO RIBEIROAinda não há avaliações
- Lista de Materiais Ed Física-2Documento2 páginasLista de Materiais Ed Física-2Gilson Souza FariasAinda não há avaliações
- (Worksheet) Bulatan (Form 3 - 4)Documento5 páginas(Worksheet) Bulatan (Form 3 - 4)sanjanAinda não há avaliações
- Dialogo Basico FrancesDocumento9 páginasDialogo Basico Francesjunior soaresAinda não há avaliações
- Atividade MatemáticaDocumento26 páginasAtividade MatemáticaBromaSpazi0% (1)
- Ficha Formativa N.º1Documento3 páginasFicha Formativa N.º1GuNaAinda não há avaliações
- 6 - Divisão ProporcionalDocumento4 páginas6 - Divisão Proporcionalkelly.criiscorreaAinda não há avaliações
- Pedacinho Do Ceu PartDocumento2 páginasPedacinho Do Ceu PartRony VegaAinda não há avaliações
- Projeto Xadrezdamas Na Escola 110310044505 Phpapp02Documento5 páginasProjeto Xadrezdamas Na Escola 110310044505 Phpapp02Dirlei Rodrigo FerrariAinda não há avaliações
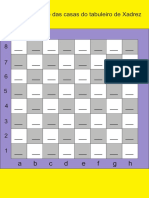
- Casas Do TabuleiroDocumento1 páginaCasas Do TabuleirojulioAinda não há avaliações
- TCC Part1 PDFDocumento19 páginasTCC Part1 PDFLuiz HenriqueAinda não há avaliações
- Cara A Cara MatematicoDocumento6 páginasCara A Cara MatematicoTattiana FrozzaAinda não há avaliações
- Apostila de BateriaDocumento4 páginasApostila de BateriaGabriel_AbalAinda não há avaliações
- Viagem Ao Centro Da Terra - Formulários GoogleDocumento5 páginasViagem Ao Centro Da Terra - Formulários Googlecarlao1234555555555Ainda não há avaliações