Você também pode gostar
- Procedimento Zeramento Torre (Atualizado) - Mitsubishi M70Documento5 páginasProcedimento Zeramento Torre (Atualizado) - Mitsubishi M70GuiAinda não há avaliações
- Procedimento para Ativar e Desativar Régua Optica - Fanuc 31i MB5Documento1 páginaProcedimento para Ativar e Desativar Régua Optica - Fanuc 31i MB5Domite VianaAinda não há avaliações
- ROMI - Procedimento de Zeramento de Eixos Linha GLDocumento10 páginasROMI - Procedimento de Zeramento de Eixos Linha GLPiltzAinda não há avaliações
- Fanuc Alarme Servo Com TraduçãoDocumento7 páginasFanuc Alarme Servo Com TraduçãoMateus CorrêaAinda não há avaliações
- Procedimento para cancelamento de baterias em máquina CNCDocumento3 páginasProcedimento para cancelamento de baterias em máquina CNCCicero MelloAinda não há avaliações
- Desativar Segunda MedicaoDocumento3 páginasDesativar Segunda MedicaoAbimael LopesAinda não há avaliações
- CNC FANUC FONTE Alarmes Servos ALPHADocumento59 páginasCNC FANUC FONTE Alarmes Servos ALPHAfrancisco moura Moura macedo50% (2)
- DNC config Mitsubishi 60/60sDocumento4 páginasDNC config Mitsubishi 60/60sAdrianoAinda não há avaliações
- T38686B PDFDocumento148 páginasT38686B PDFRoger RochaAinda não há avaliações
- Manual de Alarmes e Parâmetros CNCDocumento305 páginasManual de Alarmes e Parâmetros CNCJulian Fernando FerrariAinda não há avaliações
- Cancelar Encoder Medição Direta Spin FanucDocumento2 páginasCancelar Encoder Medição Direta Spin FanucLeonardo Ribeiro100% (1)
- Cnc210 Manual Operacao PDFDocumento59 páginasCnc210 Manual Operacao PDFAlessandro CaetanoAinda não há avaliações
- 102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiDocumento4 páginas102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiPaulo Henrique ValérioAinda não há avaliações
- 015-08 Procedimento para Carga e BKP de Dados Siemens 802DDocumento9 páginas015-08 Procedimento para Carga e BKP de Dados Siemens 802DstivetjAinda não há avaliações
- Manual de Manutenção Máquina FerramentasDocumento146 páginasManual de Manutenção Máquina FerramentasRenoAinda não há avaliações
- Manual 21iMB Manutencao Portugues PDFDocumento151 páginasManual 21iMB Manutencao Portugues PDFFabricioAinda não há avaliações
- Procedimento para A Transferencia Do Backup de Dados Atraves Da Porta Serial Da PCU20 PDFDocumento8 páginasProcedimento para A Transferencia Do Backup de Dados Atraves Da Porta Serial Da PCU20 PDFEliane SouzaAinda não há avaliações
- Manual Manutenção 0i Mate DSPVDocumento228 páginasManual Manutenção 0i Mate DSPVAlexandre GodoiAinda não há avaliações
- Ajuste parada orientada eixo árvore M19Documento7 páginasAjuste parada orientada eixo árvore M19M&F Maximo0% (1)
- R65224A-Instruções Técnicas M10Documento52 páginasR65224A-Instruções Técnicas M10Cicero Mello100% (2)
- Manutenção preventiva em máquinas CNCDocumento91 páginasManutenção preventiva em máquinas CNCrodrigo100% (4)
- Ajuste da altura do ponto de troca (eixo z) na Discovery Siemens 810D V1.0Documento5 páginasAjuste da altura do ponto de troca (eixo z) na Discovery Siemens 810D V1.0GuiAinda não há avaliações
- Curso Instalação 8055 PowerDocumento29 páginasCurso Instalação 8055 PowerGuilherme MirandaAinda não há avaliações
- Manual Operação Heller MC2000 - MC6000 - 840D - SLDocumento383 páginasManual Operação Heller MC2000 - MC6000 - 840D - SLRobson SantosAinda não há avaliações
- Manual de programação e operação da linha Centur CNC Siemens 802DDocumento134 páginasManual de programação e operação da linha Centur CNC Siemens 802DMichelgrandaoAinda não há avaliações
- Centur 30D V4.0 / Romi C 420 Diagrama Elétrico: Projeto: CNCDocumento4 páginasCentur 30D V4.0 / Romi C 420 Diagrama Elétrico: Projeto: CNCClaudio Almici0% (1)
- Ajuste da altura do ponto de troca de ferramentas em máquina FANUCDocumento7 páginasAjuste da altura do ponto de troca de ferramentas em máquina FANUCregis.nx4Ainda não há avaliações
- Fagor 8055 PDFDocumento246 páginasFagor 8055 PDFJéferson ParanhosAinda não há avaliações
- Instalação e manutenção CNC FagorDocumento59 páginasInstalação e manutenção CNC FagorRogério Pereira100% (3)
- Romi - Funções Miscelâneas Ou AuxiliaresDocumento5 páginasRomi - Funções Miscelâneas Ou AuxiliaresMatheus Lima de SouzaAinda não há avaliações
- Robodrill parâmetrosDocumento2 páginasRobodrill parâmetrosregis.nx4100% (1)
- MÁQUINA: D560 / D760: Corrente Tensão Corrente Qm1 Fator Ajuste Ajuste Qm1 Potência M1 Corrente M1 Potência Cabo EntradaDocumento162 páginasMÁQUINA: D560 / D760: Corrente Tensão Corrente Qm1 Fator Ajuste Ajuste Qm1 Potência M1 Corrente M1 Potência Cabo EntradaRoger RochaAinda não há avaliações
- 810 D SERVICE START-UPDocumento4 páginas810 D SERVICE START-UPLincoln Antonio100% (1)
- CNCProteo Manual MCSLink Instalacao e OperacaoDocumento53 páginasCNCProteo Manual MCSLink Instalacao e OperacaoRosemeire RamosAinda não há avaliações
- Configuração e operação da MCS Série 500Documento17 páginasConfiguração e operação da MCS Série 500Adelar Ferreira Souza0% (1)
- Transferir Programa Pcin para DaewooDocumento7 páginasTransferir Programa Pcin para DaewoosolincolnAinda não há avaliações
- Zeramento dos eixos máquina CNC DiscoveryDocumento3 páginasZeramento dos eixos máquina CNC DiscoveryRenan FurlanAinda não há avaliações
- Parte5 Fanuc OM DesbloqueadoDocumento17 páginasParte5 Fanuc OM DesbloqueadoFernando RockerAinda não há avaliações
- Procedimento Atualização de Dados MitsubishiDocumento8 páginasProcedimento Atualização de Dados MitsubishiGuiAinda não há avaliações
- GALAXY Centro de TorneamentoDocumento70 páginasGALAXY Centro de Torneamentoedercad100% (1)
- CNC GSK980TDa sistema de torneamentoDocumento20 páginasCNC GSK980TDa sistema de torneamentoRogerio Medeiros da SilvaAinda não há avaliações
- Sistemas de erro SiemensDocumento711 páginasSistemas de erro Siemenseduardoskycut100% (1)
- Fagor Comunicacao RS Rev 2.0Documento16 páginasFagor Comunicacao RS Rev 2.0jonathapmcAinda não há avaliações
- Procedimento para Configurar A Porta USB Na PCU50Documento2 páginasProcedimento para Configurar A Porta USB Na PCU50Sam eagle goodAinda não há avaliações
- Engenharia manutenção laboratório eletrônica relação cabosDocumento73 páginasEngenharia manutenção laboratório eletrônica relação cabossolincolnAinda não há avaliações
- Sinumerik 840D/810D/FM-NCDocumento517 páginasSinumerik 840D/810D/FM-NCAntonio Lara Muñoz100% (1)
- Discovery 1250Documento12 páginasDiscovery 1250reginaldo170% (1)
- Procedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 20 FerramentasDocumento8 páginasProcedimento Zeramento Dos Eixos - Linha D Fanuc V2.0 - Com 20 FerramentasMateus de AlmeidaAinda não há avaliações
- Ajuste ponto de troca e posição M19 máquina D V3.0 Siemens 828Documento5 páginasAjuste ponto de troca e posição M19 máquina D V3.0 Siemens 828Adeilma Barboza100% (1)
- Manual de Treinamento Fagor - TornoDocumento67 páginasManual de Treinamento Fagor - TornoJair AguiarAinda não há avaliações
- s47568 3 Torre Sauter 520Documento50 páginass47568 3 Torre Sauter 520Robson Palma100% (1)
- Acessar Windows PCU50Documento3 páginasAcessar Windows PCU50Sam eagle goodAinda não há avaliações
- Curso FanucDocumento7 páginasCurso Fanucduartemr150% (2)
- Manual Manutencao d2000 U24949Documento145 páginasManual Manutencao d2000 U24949AdrianoMantovaniAinda não há avaliações
- Pressões da transmissão - Teste e ajusteDocumento13 páginasPressões da transmissão - Teste e ajustetom souzaAinda não há avaliações
- Manual Booster Oil LevelDocumento5 páginasManual Booster Oil LevelRubens Claro AntonioAinda não há avaliações
- Códigos de Defeito: Montadora Sistema Nome VW Injeção Motronic ME 7.1.1Documento4 páginasCódigos de Defeito: Montadora Sistema Nome VW Injeção Motronic ME 7.1.1gustavo silvaAinda não há avaliações
- 6008 Lista de Códigos de FALHA 621 D PDFDocumento50 páginas6008 Lista de Códigos de FALHA 621 D PDFEdnilson dos Santos74% (54)
- Manuale NGV - PT2 SW01.15R0.2 PDFDocumento29 páginasManuale NGV - PT2 SW01.15R0.2 PDFtiagosubtil7422Ainda não há avaliações
- Instalar e cancelar 4o eixo em máquina FanucDocumento8 páginasInstalar e cancelar 4o eixo em máquina FanucDolvando Ferreira Alves FilhoAinda não há avaliações
- 201612091725190.memórias Do Desenvolvimento 5Documento568 páginas201612091725190.memórias Do Desenvolvimento 5Dolvando Ferreira Alves FilhoAinda não há avaliações
- Curso Alan Matematica - Financeira 1Documento46 páginasCurso Alan Matematica - Financeira 1Dolvando Ferreira Alves FilhoAinda não há avaliações
- Deus em Davos - EBOOKDocumento7 páginasDeus em Davos - EBOOKDolvando Ferreira Alves FilhoAinda não há avaliações
- Relatório infra elétrica externa 2018 BHDocumento31 páginasRelatório infra elétrica externa 2018 BHLeonardo Rocha TeixeiraAinda não há avaliações
- Relatório Máquinas e EquipamentosDocumento29 páginasRelatório Máquinas e EquipamentosFábio LopesAinda não há avaliações
- Dados Tecnicos MBB Accelo 815 Plataforma 4 X 2Documento2 páginasDados Tecnicos MBB Accelo 815 Plataforma 4 X 2Rogério Caiado MachadoAinda não há avaliações
- Manual de Instruções DH-65/65L S2Documento166 páginasManual de Instruções DH-65/65L S2Sergio Gonzalez Guzman100% (1)
- Lavadora industrial J75/15 220V 60HzDocumento12 páginasLavadora industrial J75/15 220V 60HzDionei SchwadeAinda não há avaliações
- Práticas aprendizagem Eletricista Manutenção EletroeletrônicaDocumento2 páginasPráticas aprendizagem Eletricista Manutenção EletroeletrônicaGilcimar CardosoAinda não há avaliações
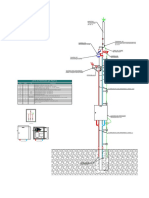
- Detalhe SPDA PosteDocumento1 páginaDetalhe SPDA PosteJosi MirandaAinda não há avaliações
- 1145 e 1155Documento165 páginas1145 e 1155Matheus AugustoAinda não há avaliações
- Guindaste TkaDocumento12 páginasGuindaste TkaMACHINERY101GEAR100% (1)
- Mi TV Stick Xiaomi a partir R$251, conheça outros streamings baratosDocumento5 páginasMi TV Stick Xiaomi a partir R$251, conheça outros streamings baratosPaulocesarmedAinda não há avaliações
- Splitvent Sicflux Renovador de Ar Bivolt Filtros G4 E M5 ÚnicoDocumento6 páginasSplitvent Sicflux Renovador de Ar Bivolt Filtros G4 E M5 ÚnicoTúlioSoutoMaiorAinda não há avaliações
- Cubo Traseiro 4CXDocumento2 páginasCubo Traseiro 4CXTatiano BrolloAinda não há avaliações
- Modulação PWM Com LM555Documento4 páginasModulação PWM Com LM555Leonardo VerçozaAinda não há avaliações
- Infolev Ifl 750Documento54 páginasInfolev Ifl 750Junior Braga100% (1)
- Manual de peças de empilhadeiraDocumento46 páginasManual de peças de empilhadeiraValmir Diny KelyAinda não há avaliações
- SSH5 Sensor Hall para segurançaDocumento1 páginaSSH5 Sensor Hall para segurançaFelipe GodinhoAinda não há avaliações
- Pedido Compras ControleDocumento36 páginasPedido Compras ControlepbcanhaAinda não há avaliações
- Meritor Catálogo Cruzetas Dados CadastroDocumento2 páginasMeritor Catálogo Cruzetas Dados CadastroLEODECIO BELO DE OLIVEIRA100% (3)
- Lista 2Documento4 páginasLista 2Marcus ViniciusAinda não há avaliações
- Aula03 - So (Modo de Compatibilidade)Documento28 páginasAula03 - So (Modo de Compatibilidade)IsaacMedeirosAinda não há avaliações
- Instalações básicas para construção de redes de distribuição urbanasDocumento194 páginasInstalações básicas para construção de redes de distribuição urbanasHelder NascimentoAinda não há avaliações
- Manual Tecnico de Instalacao Pro 4.54 Dy - Rev.00.1481029157Documento2 páginasManual Tecnico de Instalacao Pro 4.54 Dy - Rev.00.1481029157Eder LopesAinda não há avaliações
- Redes e Protocolos Multimédia - Hardware, Software e Dispositivos de ArmazenamentoDocumento37 páginasRedes e Protocolos Multimédia - Hardware, Software e Dispositivos de ArmazenamentoNanda F. FozAinda não há avaliações
- Contatores, Relés Térmicos e Relés TemporizadoresDocumento7 páginasContatores, Relés Térmicos e Relés TemporizadoresJosé CadeteAinda não há avaliações
- Manual Reno 30kDocumento26 páginasManual Reno 30kHedlund Erik100% (1)
- Arduino UNO - Conheça o Hardware Da Placa Arduino em DetalhesDocumento23 páginasArduino UNO - Conheça o Hardware Da Placa Arduino em DetalhesJudáAmorimAinda não há avaliações
- Guia Rápido Veichi AC10 v1.7Documento20 páginasGuia Rápido Veichi AC10 v1.7ktecnologAinda não há avaliações
- Compactador multifuncional BMP 8500Documento2 páginasCompactador multifuncional BMP 8500ArturoAinda não há avaliações
- Curso de Microcontroladores PIC 16F84ADocumento25 páginasCurso de Microcontroladores PIC 16F84AVITOR HUGOAinda não há avaliações
- Catálogo Luminária Anti-Explosão GMDocumento2 páginasCatálogo Luminária Anti-Explosão GMleandro0309Ainda não há avaliações