Você também pode gostar
- Historia Da FotografiaDocumento38 páginasHistoria Da FotografiaAna Santos100% (1)
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoNo EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoAinda não há avaliações
- Guia de Soldagem Hardox Wear Plate PT 103 V2 2020Documento24 páginasGuia de Soldagem Hardox Wear Plate PT 103 V2 2020Ricardo100% (2)
- Apresentação Soldagem Aperfeisoamento 40 HorasDocumento98 páginasApresentação Soldagem Aperfeisoamento 40 HorasDIVAINE FERREIRA DE ANDRADE100% (1)
- Planilha - Custos Da Soldagem (Comparativo) ESABDocumento8 páginasPlanilha - Custos Da Soldagem (Comparativo) ESABTecmecânicoAinda não há avaliações
- Custos Da SoldagemDocumento13 páginasCustos Da SoldagemLimbert Rodriguez PintoAinda não há avaliações
- Usi Sar 80t SoldagemDocumento3 páginasUsi Sar 80t SoldagembiancogallazziAinda não há avaliações
- Calculos GruaDocumento21 páginasCalculos GruaYago LorenziAinda não há avaliações
- Exercicios Soldagem-1Documento18 páginasExercicios Soldagem-1Daniel DeusdeteAinda não há avaliações
- A Atuação Da Fisioterapia No Pré e Pós-Operatório de CirurgiaDocumento15 páginasA Atuação Da Fisioterapia No Pré e Pós-Operatório de Cirurgiabacharelado2010Ainda não há avaliações
- Banco de Questões Matemáticas - 5º Ano Do Ensino Fundamental 1 - 2º CicloDocumento105 páginasBanco de Questões Matemáticas - 5º Ano Do Ensino Fundamental 1 - 2º CicloSamuel Alencar100% (1)
- Cálculo Rendimento SoldaduraDocumento4 páginasCálculo Rendimento SoldaduraVanessa GomesAinda não há avaliações
- Relatório Soldagem - Tipos de Soldagem e MetalografiaDocumento26 páginasRelatório Soldagem - Tipos de Soldagem e Metalografia'Fabricio BrandaoAinda não há avaliações
- Catalogo Seccionadoras - 2016 - PT PDFDocumento56 páginasCatalogo Seccionadoras - 2016 - PT PDFLUIS PAULO HAUSCHILDAinda não há avaliações
- P1 Soldagem - Maurício MarianoDocumento18 páginasP1 Soldagem - Maurício MarianoMaurício MarianoAinda não há avaliações
- Custos de Soldagem - Projeto (1) Exercíco ResolvidoDocumento13 páginasCustos de Soldagem - Projeto (1) Exercíco ResolvidoJoão Paulo AndradeAinda não há avaliações
- Revestimento Inconel Erwin v2Documento10 páginasRevestimento Inconel Erwin v2ervinteichmannAinda não há avaliações
- Aula 11Documento18 páginasAula 11gestaoufoAinda não há avaliações
- Exercicios SoldagemDocumento14 páginasExercicios SoldagemTorello PelegriniAinda não há avaliações
- Eps 22 - Aço 1045Documento11 páginasEps 22 - Aço 1045Eng_RochaAinda não há avaliações
- Apostila Soldagem de Condutos Forçados e Caixas EspiraisDocumento6 páginasApostila Soldagem de Condutos Forçados e Caixas EspiraisJoao DeVitoAinda não há avaliações
- Con10 1951Documento10 páginasCon10 1951Marcelo Lima CardosoAinda não há avaliações
- Prova e Gabarito 206Documento3 páginasProva e Gabarito 206Carla BritoAinda não há avaliações
- Relatório de SoldagemDocumento8 páginasRelatório de SoldagemFabrício SouzaAinda não há avaliações
- Relatório Custos de SoldagemDocumento6 páginasRelatório Custos de SoldagemDanilo BarbosaAinda não há avaliações
- Artigo TCC Tiago - Tiago GomesDocumento14 páginasArtigo TCC Tiago - Tiago GomesTiago GomesAinda não há avaliações
- Nota Tecnica Anvisa 2009 Importancia Dos Projetos de Sistemas de Climatizacao em Estabelecimentos Assistenciais de Saude Eas 000Documento6 páginasNota Tecnica Anvisa 2009 Importancia Dos Projetos de Sistemas de Climatizacao em Estabelecimentos Assistenciais de Saude Eas 000Renê HangaiAinda não há avaliações
- 14 Calculos de SoldaDocumento71 páginas14 Calculos de SoldacomercialengenhariahouseAinda não há avaliações
- SoldagemDocumento33 páginasSoldagemAriane MachadoAinda não há avaliações
- Eps 32Documento9 páginasEps 32Paulo CorreiaAinda não há avaliações
- Artigo Sobre Soldagem FCAWDocumento6 páginasArtigo Sobre Soldagem FCAWengetarcioAinda não há avaliações
- Características Econômicas Dos Eletrodos Revestidos-Pratica1Documento3 páginasCaracterísticas Econômicas Dos Eletrodos Revestidos-Pratica1Kauan WillianAinda não há avaliações
- Rodrigo Marge Pagnozzi PRH09 UFSC GDocumento29 páginasRodrigo Marge Pagnozzi PRH09 UFSC GengenheiromateriaisAinda não há avaliações
- Taxa de Deposição de Soldagem PDFDocumento10 páginasTaxa de Deposição de Soldagem PDFMauro Lúcio DiasAinda não há avaliações
- GLT 07Documento11 páginasGLT 07Marcelo ProtzAinda não há avaliações
- Carbono Equivalente Parte2Documento11 páginasCarbono Equivalente Parte2Tiago reisAinda não há avaliações
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Lista 01 de Exercícios - Soldagem PDFDocumento2 páginasLista 01 de Exercícios - Soldagem PDFJohnnyAntunesAinda não há avaliações
- Capitulo 02 Fluxo de Calor Durante SoldagemDocumento24 páginasCapitulo 02 Fluxo de Calor Durante SoldagemEdilson Nunes PollnowAinda não há avaliações
- 08 AULA TEAMS - Método Bell-DelawareDocumento8 páginas08 AULA TEAMS - Método Bell-DelawarecharlesAinda não há avaliações
- (Lido) Influência Da Energia de Soldagem No Desgaste Abrasivo de Revestimento Duro Aplicados Pelo Processo FcawDocumento7 páginas(Lido) Influência Da Energia de Soldagem No Desgaste Abrasivo de Revestimento Duro Aplicados Pelo Processo FcawMarcelo Lima CardosoAinda não há avaliações
- TS - Aula 03 MIG-MAG Rev 2020Documento28 páginasTS - Aula 03 MIG-MAG Rev 2020William SilvaAinda não há avaliações
- Victor Müller - Resenha Crítica - GMAW PDFDocumento2 páginasVictor Müller - Resenha Crítica - GMAW PDFVictor MüllerAinda não há avaliações
- Caderno 28 - Engenheiro de Sistemas Mecanicos Jr-20180423-173111Documento56 páginasCaderno 28 - Engenheiro de Sistemas Mecanicos Jr-20180423-173111yfsantosAinda não há avaliações
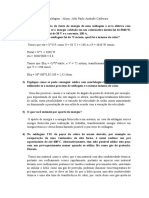
- Atividade Metalurgia Da Soldagem - Aluno - João Paulo Andrade CalderaroDocumento4 páginasAtividade Metalurgia Da Soldagem - Aluno - João Paulo Andrade CalderaroJoão Paulo AndradeAinda não há avaliações
- R6 - F2 - Ponte de FioDocumento6 páginasR6 - F2 - Ponte de FiojeffoarleyAinda não há avaliações
- PT 34Documento3 páginasPT 34Robson LimeiraAinda não há avaliações
- Soldagem A Plasma - PAWDocumento17 páginasSoldagem A Plasma - PAWElieser JúnioAinda não há avaliações
- Catálogo Aço 8550Documento2 páginasCatálogo Aço 8550Marcos Verissimo Juca de PaulaAinda não há avaliações
- Arco Eletrico TigDocumento158 páginasArco Eletrico TigluispmatosAinda não há avaliações
- Influência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasDocumento11 páginasInfluência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasVictor Hugo FarnesiAinda não há avaliações
- Avaliação Proficiência - Engenharia Mecânica - QuestõesDocumento4 páginasAvaliação Proficiência - Engenharia Mecânica - QuestõeskikotiAinda não há avaliações
- IMAGENS GASES DE PROTEÇÃOvvvDocumento4 páginasIMAGENS GASES DE PROTEÇÃOvvvJessica AssuncaoAinda não há avaliações
- EXERCÍCIOS SOBRE CONTROLE DE DEFORMAÇÕES N1 de SoldaDocumento6 páginasEXERCÍCIOS SOBRE CONTROLE DE DEFORMAÇÕES N1 de Soldalucasqsms04Ainda não há avaliações
- Uso de Meteriais Cerâmicos para Blindagem e Selagem Térmica de Motores Foguete A Propelente SólidoDocumento8 páginasUso de Meteriais Cerâmicos para Blindagem e Selagem Térmica de Motores Foguete A Propelente SólidoAiderson Oliveira Muniz BarretoAinda não há avaliações
- (20170302130851) Exercícios de GMAW E GTAWDocumento6 páginas(20170302130851) Exercícios de GMAW E GTAWRodolfo Aventino GomesAinda não há avaliações
- ConversorPush-PullBoost Parte 2Documento57 páginasConversorPush-PullBoost Parte 2maurilioctbaAinda não há avaliações
- 05 Consumiveis 46 Questoes FinalDocumento18 páginas05 Consumiveis 46 Questoes FinalJeffersonCorreia100% (1)
- TS - Aula 03 MIG-MAGDocumento37 páginasTS - Aula 03 MIG-MAGjoaoAinda não há avaliações
- Apêndice Do Kern (Português)Documento57 páginasApêndice Do Kern (Português)Sheyla MarquesAinda não há avaliações
- Apostila Adams PDFDocumento8 páginasApostila Adams PDFMadirley PimentaAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- ANSYS EstruturalDocumento4 páginasANSYS EstruturalYung ZuAinda não há avaliações
- ECONOMIADocumento4 páginasECONOMIAYung ZuAinda não há avaliações
- VIbration - FluidDocumento5 páginasVIbration - FluidYung ZuAinda não há avaliações
- Elemento de Maquinas Atividade Bonus 2Documento8 páginasElemento de Maquinas Atividade Bonus 2Yung ZuAinda não há avaliações
- 3 - Estatica - Conceitos e Principios FundamentaisDocumento12 páginas3 - Estatica - Conceitos e Principios FundamentaisJhonatan Espinoza RubinaAinda não há avaliações
- 1 - Aula 2 Quim Organica PDFDocumento121 páginas1 - Aula 2 Quim Organica PDFLindalva AlvesAinda não há avaliações
- SINTERIZAÇÃODocumento50 páginasSINTERIZAÇÃOCLESIANE DOS SANTOSAinda não há avaliações
- Exercicios de Revisao 1 - Termo 2o Sem 2017 EcivDocumento4 páginasExercicios de Revisao 1 - Termo 2o Sem 2017 EcivKlederson WillianAinda não há avaliações
- Ficha de Revisão 10º Ano - Energia e MovimentosDocumento3 páginasFicha de Revisão 10º Ano - Energia e MovimentosMariquitosAinda não há avaliações
- E-Folio BDocumento5 páginasE-Folio BMarco RibeiroAinda não há avaliações
- Trabalho - Manual de Normas e Rotinas - Centro Cirurgico e CMEDocumento161 páginasTrabalho - Manual de Normas e Rotinas - Centro Cirurgico e CMEGlaucya Markus100% (6)
- Relatorio Quimica Medidas de VolumeDocumento3 páginasRelatorio Quimica Medidas de VolumeDANRLLEY ROGER LIMA DE SOUSAAinda não há avaliações
- 05escolas e Condicionantes TracadoDocumento5 páginas05escolas e Condicionantes TracadoEduardoAinda não há avaliações
- Fisica Livro2 Parte1 Capitulo1Documento16 páginasFisica Livro2 Parte1 Capitulo1pedrohps10Ainda não há avaliações
- O Mago Da Física e Da Astronomia: Atividade 3Documento2 páginasO Mago Da Física e Da Astronomia: Atividade 3Themmis MartinianoAinda não há avaliações
- Cálculo Vetorial No PlanoDocumento4 páginasCálculo Vetorial No PlanoAlexandreAinda não há avaliações
- COLETANEA - DE.TEXTOS SPINK Peter para - Alem.da - Psicologia.Organizacional - Nove.textos - EscolhidosDocumento112 páginasCOLETANEA - DE.TEXTOS SPINK Peter para - Alem.da - Psicologia.Organizacional - Nove.textos - EscolhidosrgeconomiaAinda não há avaliações
- Ácidos e Bases Na Natureza - A Chuva e A Chuva ÁcidaDocumento10 páginasÁcidos e Bases Na Natureza - A Chuva e A Chuva ÁcidafilipaAinda não há avaliações
- Enunciado - ERG-014 - T25 - AVALIAÇÃO FINAL - Junho de 2023Documento5 páginasEnunciado - ERG-014 - T25 - AVALIAÇÃO FINAL - Junho de 2023AgeuCrispim0% (1)
- Construção de PavimentosDocumento64 páginasConstrução de PavimentosLuanna PegorettiAinda não há avaliações
- Energia Elétrica - Wikipédia, A Enciclopédia LivreDocumento3 páginasEnergia Elétrica - Wikipédia, A Enciclopédia LivredanieldacasAinda não há avaliações
- TCC - Rodrigo SalinasDocumento180 páginasTCC - Rodrigo SalinasGustavo GregórioAinda não há avaliações
- Exercícios de TermologiaDocumento25 páginasExercícios de TermologiaEdvaldo ReisAinda não há avaliações
- 3 - Elementos de Hidraulica Fluvial IIIDocumento122 páginas3 - Elementos de Hidraulica Fluvial IIIDavide SimasAinda não há avaliações
- Apresentação ProjetoDocumento23 páginasApresentação ProjetoCaroline MarquesAinda não há avaliações
- Ligação Iônica-Cvalente-MetálicaDocumento7 páginasLigação Iônica-Cvalente-MetálicaleonardgonalvesAinda não há avaliações
- Apostila Projeto Instalações Elétricas 2Documento10 páginasApostila Projeto Instalações Elétricas 2walterAinda não há avaliações
- Fen Fis 04Documento97 páginasFen Fis 04Daniel XavierAinda não há avaliações
- Catalogo Policarbonato 2003 B PDFDocumento7 páginasCatalogo Policarbonato 2003 B PDFcherandinhoAinda não há avaliações
- Aula 3 - Espectroscopia de FRXDocumento55 páginasAula 3 - Espectroscopia de FRXJeferson Matias MartinsAinda não há avaliações