Você também pode gostar
- 5 - Sistema KanbanDocumento35 páginas5 - Sistema KanbanKaren AssisAinda não há avaliações
- Cap 8 9 e 10 - Kanban JIT PERTDocumento62 páginasCap 8 9 e 10 - Kanban JIT PERTLuis FratariAinda não há avaliações
- Exos - CAP 8 - SMDocumento5 páginasExos - CAP 8 - SMGuillaume FalourdAinda não há avaliações
- KANBAN - Prof TubinoDocumento25 páginasKANBAN - Prof TubinoSamuel Simas Mazocolo100% (1)
- Tarefa 11 - Sistema KanbanDocumento6 páginasTarefa 11 - Sistema KanbanCarol Camargos PôrtoAinda não há avaliações
- Aula - Sistema KanbanDocumento61 páginasAula - Sistema Kanbanfeslopes100% (1)
- Atividade 7 - Paloma Monteiro BastosDocumento4 páginasAtividade 7 - Paloma Monteiro BastosAron Bastos HashimotoAinda não há avaliações
- O Sistema Kanban de ProduçãoDocumento3 páginasO Sistema Kanban de ProduçãoMarcelo KawakameAinda não há avaliações
- Produção Puxada - Lean Blog by TerzoniDocumento16 páginasProdução Puxada - Lean Blog by TerzoniTheo Dos Santos FaquimAinda não há avaliações
- Sistema Kanban de Planejamento Da ProduçãoDocumento3 páginasSistema Kanban de Planejamento Da ProduçãoBarbara BarbieriAinda não há avaliações
- Sistema Kanban de AbastecimentoDocumento21 páginasSistema Kanban de AbastecimentoluizbandeiraAinda não há avaliações
- Heijunka BoxDocumento8 páginasHeijunka BoxJean Carlos de OliveiraAinda não há avaliações
- (FM2S) Operacionalizando A Produção PuxadaDocumento20 páginas(FM2S) Operacionalizando A Produção Puxadaraoni.otimizandoAinda não há avaliações
- 7 - Sistema de Controle - KanbanDocumento14 páginas7 - Sistema de Controle - KanbanaafgaloAinda não há avaliações
- Kanban Versão Atualizada2Documento28 páginasKanban Versão Atualizada2moacyrcdfrezendehotmAinda não há avaliações
- Kanban - ResumoDocumento1 páginaKanban - ResumoJOSE JUNIORAinda não há avaliações
- 12 KanbanDocumento36 páginas12 KanbanGregory MendesAinda não há avaliações
- Kanban O MétodoDocumento4 páginasKanban O MétodoAlexandre RibeiroAinda não há avaliações
- O Que É KanbanDocumento5 páginasO Que É KanbanAlessandro MarquesAinda não há avaliações
- Sistema o Método KanbanDocumento4 páginasSistema o Método KanbanDaniel Jorge Da SilvaAinda não há avaliações
- Exercícios Resolvidos - KanbanDocumento3 páginasExercícios Resolvidos - KanbanLigia Oliveira0% (1)
- Aula 5 - Just in TimeDocumento31 páginasAula 5 - Just in Timedesenvolvimento2741Ainda não há avaliações
- Resumo KanbanDocumento1 páginaResumo KanbanCintia MartinsAinda não há avaliações
- A16 KanbanDocumento16 páginasA16 KanbandarksoulshueAinda não há avaliações
- Kaizen Kanban Lean ManufacturingDocumento31 páginasKaizen Kanban Lean ManufacturingquockhanhspktAinda não há avaliações
- Treinamento KanbanDocumento40 páginasTreinamento Kanbanvieirjos8323100% (1)
- KanbanDocumento43 páginasKanbanWillian MaguilaAinda não há avaliações
- Produção KanbanDocumento67 páginasProdução KanbanafmmarquesAinda não há avaliações
- KANBANDocumento24 páginasKANBANFernando CunhaAinda não há avaliações
- 08 Compreendendo o Kanban Um Ensino Interativo IlustradoDocumento14 páginas08 Compreendendo o Kanban Um Ensino Interativo IlustradoJefferson PorfírioAinda não há avaliações
- RE 0732 0946 01-KanbanDocumento4 páginasRE 0732 0946 01-KanbanAndrey ClayAinda não há avaliações
- Aula Produção PuxadaDocumento36 páginasAula Produção PuxadaAnselmo FelipeAinda não há avaliações
- Logica KambamDocumento13 páginasLogica KambamMarcelo Henrique PanteAinda não há avaliações
- Kaizen Kanban Lean ManufacturingDocumento31 páginasKaizen Kanban Lean ManufacturingAndreas Miguel Diesel100% (1)
- Inventário Do Estoque de MercadoriasDocumento5 páginasInventário Do Estoque de MercadoriasRodrigo DriessenAinda não há avaliações
- Just in CaseDocumento4 páginasJust in CaseJonatas Alan SchwengberAinda não há avaliações
- Sistema Puxado Kanban e Logística LeanDocumento32 páginasSistema Puxado Kanban e Logística LeanUiara AntonagliaAinda não há avaliações
- Melhorias para Sistemas ERPDocumento3 páginasMelhorias para Sistemas ERPCarlos Eduardo Ventura GonçalvesAinda não há avaliações
- Módulo 9-Kanban e Sistemas Híbridos PCPDocumento28 páginasMódulo 9-Kanban e Sistemas Híbridos PCPAlessandro LemosAinda não há avaliações
- 2 - Estudando - Sistema Kanban - Prime CursosDocumento3 páginas2 - Estudando - Sistema Kanban - Prime CursosLUIS FABIANO PAIVAAinda não há avaliações
- KanbanDocumento21 páginasKanbanKlayton MartinsAinda não há avaliações
- Fluxo Sincronizado de MateriaisDocumento31 páginasFluxo Sincronizado de MateriaisCris RochaAinda não há avaliações
- Estudando: Sistema Kanban: Algumas Recomendações ImportantesDocumento2 páginasEstudando: Sistema Kanban: Algumas Recomendações Importanteschiquim6Ainda não há avaliações
- Jic X JitDocumento2 páginasJic X JitAngela BrasilAinda não há avaliações
- Sistema de Inventário PermanenteDocumento2 páginasSistema de Inventário PermanenteTC Nelinho CandidoAinda não há avaliações
- Respostas Dos Exercícios - Gestão Da Qualidade - 1ed - Cod-3172Documento8 páginasRespostas Dos Exercícios - Gestão Da Qualidade - 1ed - Cod-3172Osmar MartinsAinda não há avaliações
- Manual de Métodos e Rotinas para AlmoxarifadoDocumento12 páginasManual de Métodos e Rotinas para AlmoxarifadoJuceliane GonçalvesAinda não há avaliações
- 8147 - Processos de Preparação de EncomendasDocumento16 páginas8147 - Processos de Preparação de EncomendasSérgio Nogueira75% (4)
- Ricardo Estudo de Caso - Banca Da Pra-C3-A7aDocumento5 páginasRicardo Estudo de Caso - Banca Da Pra-C3-A7aPatricia Athayde De Souza DiasAinda não há avaliações
- B1 90 TB1000 03 05 PortugueseDocumento21 páginasB1 90 TB1000 03 05 PortugueseEMT EBRAinda não há avaliações
- KanbanDocumento12 páginasKanbanAndrey ClayAinda não há avaliações
- KanbanDocumento9 páginasKanbanLetícia BuenoAinda não há avaliações
- Produção Puxada X Produção EmpurradaDocumento2 páginasProdução Puxada X Produção EmpurradaAna Maria DiasAinda não há avaliações
- Just TimeDocumento62 páginasJust TimeSara SoaresAinda não há avaliações
- Apresentacao Kanban.Documento35 páginasApresentacao Kanban.Moisés SilvaAinda não há avaliações
- Controle De Estoques Para Análise Fundamental EmpresarialNo EverandControle De Estoques Para Análise Fundamental EmpresarialAinda não há avaliações
- Logística eficiente – um guia prático em busca da excelência operacionalNo EverandLogística eficiente – um guia prático em busca da excelência operacionalAinda não há avaliações
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No PythonNo EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No PythonAinda não há avaliações
- Controle de Processos Industriais - Vol. 2: Estratégias modernasNo EverandControle de Processos Industriais - Vol. 2: Estratégias modernasNota: 5 de 5 estrelas5/5 (1)
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Apostila Curso Tec Inf e Man Cetam (Prof Gleyner)Documento50 páginasApostila Curso Tec Inf e Man Cetam (Prof Gleyner)JackeliniResendeAinda não há avaliações
- Estudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICADocumento4 páginasEstudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICAluizbandeiraAinda não há avaliações
- BASICO de Eletronica IndustrialDocumento47 páginasBASICO de Eletronica IndustrialluizbandeiraAinda não há avaliações
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Dispositivos Semicondutores Diodos e TransistoresDocumento205 páginasDispositivos Semicondutores Diodos e TransistoresluizbandeiraAinda não há avaliações
- Texto Teorico Arranjo FisicoDocumento8 páginasTexto Teorico Arranjo FisicoluizbandeiraAinda não há avaliações
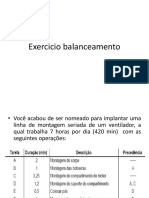
- Exercicio Balanceamento LINHA DE PRODUÇÃO PUXADADocumento10 páginasExercicio Balanceamento LINHA DE PRODUÇÃO PUXADAluizbandeiraAinda não há avaliações
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Instrumentação Nomenclatura Apostila PDFDocumento35 páginasInstrumentação Nomenclatura Apostila PDFluizbandeiraAinda não há avaliações
- Interpretação Do Custo Reduzido (Reduced Cost)Documento37 páginasInterpretação Do Custo Reduzido (Reduced Cost)luizbandeiraAinda não há avaliações
- Confiabilidade Na Manutencao IndustrialDocumento20 páginasConfiabilidade Na Manutencao IndustrialThiago GirardAinda não há avaliações
- GABARITO Exercicios de Avaliação Dualidade PDFDocumento16 páginasGABARITO Exercicios de Avaliação Dualidade PDFluizbandeiraAinda não há avaliações
- Poka Yoke e JidokaDocumento13 páginasPoka Yoke e Jidokaluizbandeira50% (2)
- Mapeamento Do Fluxo de Valor - Um Estudo de CasoDocumento9 páginasMapeamento Do Fluxo de Valor - Um Estudo de CasoSandro CantidioAinda não há avaliações
- Fatores Internos e Externos Influenciam o Clima OrganizacionalDocumento18 páginasFatores Internos e Externos Influenciam o Clima OrganizacionalluizbandeiraAinda não há avaliações
- Classificação Dos Sistemas de ProduçãoDocumento130 páginasClassificação Dos Sistemas de ProduçãoluizbandeiraAinda não há avaliações
- Passo A Passo Entendendo Um Projeto de Instalação Elétrica ResidencialDocumento21 páginasPasso A Passo Entendendo Um Projeto de Instalação Elétrica Residencialluizbandeira100% (1)
- Escolha Do Processo Cap 4 Manufacturing Strategy Terry HillDocumento17 páginasEscolha Do Processo Cap 4 Manufacturing Strategy Terry HillluizbandeiraAinda não há avaliações
- Mapeamento Fluxo de Valor 12470608 PDFDocumento29 páginasMapeamento Fluxo de Valor 12470608 PDFluizbandeira0% (1)
- Sistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproDocumento12 páginasSistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproluizbandeiraAinda não há avaliações
- NBR 5410 2004 Corrigida 2008Documento217 páginasNBR 5410 2004 Corrigida 2008sgrinev100% (8)
- Análise RAM - Reliability, Availability, MaintainabilityDocumento2 páginasAnálise RAM - Reliability, Availability, MaintainabilityluizbandeiraAinda não há avaliações
- Programação Da Produção Intermitente 12465944Documento26 páginasProgramação Da Produção Intermitente 12465944luizbandeiraAinda não há avaliações
- Aumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoDocumento12 páginasAumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoluizbandeiraAinda não há avaliações
- OeeDocumento6 páginasOeeluizbandeiraAinda não há avaliações
- CONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFDocumento57 páginasCONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFluizbandeiraAinda não há avaliações
- Estudo Dirigido Ergonomia - ManejosDocumento6 páginasEstudo Dirigido Ergonomia - ManejosluizbandeiraAinda não há avaliações
- Oee - Eficiencia GlobalDocumento10 páginasOee - Eficiencia GlobalconmarcosAinda não há avaliações
- Estudo Dirigido Ergonomia - ManejosDocumento6 páginasEstudo Dirigido Ergonomia - ManejosluizbandeiraAinda não há avaliações
- Teoria Da Origem, Evolução e Natureza Da VidaDocumento131 páginasTeoria Da Origem, Evolução e Natureza Da VidaAloísio Sacura Moraes Oliveira DirsonAinda não há avaliações
- Gabarito - Ae3 - Matemática - 8º Ano PDFDocumento8 páginasGabarito - Ae3 - Matemática - 8º Ano PDFAntonio CorreiaAinda não há avaliações
- 6ano Matematica Avaliacao DiagnosticaDocumento4 páginas6ano Matematica Avaliacao DiagnosticaPaula CatroAinda não há avaliações
- Padrão para Escadas Segundo IT-08 Do CBM-MG, ISO 14122, NR-12 e NBR 9077Documento1 páginaPadrão para Escadas Segundo IT-08 Do CBM-MG, ISO 14122, NR-12 e NBR 9077patricschurhaus100% (6)
- Algumas Nocoes de Logica (Antonio Anibal Padrao)Documento7 páginasAlgumas Nocoes de Logica (Antonio Anibal Padrao)Paola Rezende SchettertAinda não há avaliações
- Prova Sesc DFDocumento8 páginasProva Sesc DFAmanda Gonçalves RibeiroAinda não há avaliações
- Cálculo IQADocumento34 páginasCálculo IQAbenvindo_junior100% (1)
- Ponto Eletronico Protheus 12Documento74 páginasPonto Eletronico Protheus 12Hitler Antonio de Almeida0% (1)
- 1º Atividade Engenharia AlunosDocumento3 páginas1º Atividade Engenharia AlunosEzequiel BorgesAinda não há avaliações
- Lista Exercicios Cap1Documento2 páginasLista Exercicios Cap1tonbass67% (3)
- Apostila AutoCAD Com ObjetividadeDocumento83 páginasApostila AutoCAD Com ObjetividadeThiago Cheib100% (1)
- Cálculo I Resumo P3.1Documento37 páginasCálculo I Resumo P3.1oieboyswAinda não há avaliações
- Mat BDocumento4 páginasMat BdanrobsonAinda não há avaliações
- Apostila de Matemática Financeira - 2020Documento46 páginasApostila de Matemática Financeira - 2020Carlos André JesusAinda não há avaliações
- Apostila 08 Estruturas de Decisão em Java Documento PDFDocumento5 páginasApostila 08 Estruturas de Decisão em Java Documento PDFAnderson Marques NetoAinda não há avaliações
- Calculo 3 Aula 2 - Funções de Varias Variáveis (Revisão)Documento11 páginasCalculo 3 Aula 2 - Funções de Varias Variáveis (Revisão)Paulo SampaioAinda não há avaliações
- Trigonometria Primeiro AnoDocumento8 páginasTrigonometria Primeiro AnoTHIAGO MILLER CASTELO BRANCO DE OLIVEIRAAinda não há avaliações
- Lista de Termologia PDFDocumento14 páginasLista de Termologia PDFEmanuel VicenteAinda não há avaliações
- Aula - Loop WhileDocumento10 páginasAula - Loop WhileNilton LuizAinda não há avaliações
- 5-Exercícios de Fixação de Derivadas - Etapa 1Documento6 páginas5-Exercícios de Fixação de Derivadas - Etapa 1Rodrigo PereiraAinda não há avaliações
- Termodinamica Q Geral-Parte1aDocumento48 páginasTermodinamica Q Geral-Parte1avito xxxAinda não há avaliações
- 1 Prova 6º AnoDocumento3 páginas1 Prova 6º AnoGabryelly MachadoAinda não há avaliações
- Revisao 8 Ano - Raiz e PotenciaDocumento2 páginasRevisao 8 Ano - Raiz e PotenciaPablo José50% (2)
- Questão 1Documento2 páginasQuestão 1Lucas MateusAinda não há avaliações
- Resumo GrossDocumento22 páginasResumo GrossMaycomAinda não há avaliações
- ICF1 AD1 GABA 2018 1 - v2Documento10 páginasICF1 AD1 GABA 2018 1 - v2Wagner MoreiraAinda não há avaliações
- Lista Avaliativa Atividade Extra 3UA - 1º ANO Disciplina: MATEMÁTICA Professor: Cauê HakaDocumento3 páginasLista Avaliativa Atividade Extra 3UA - 1º ANO Disciplina: MATEMÁTICA Professor: Cauê HakavincenzoAinda não há avaliações
- Projetos MinervaDocumento390 páginasProjetos MinervaHISTÓRIA DA EDUCAÇÃO MATEMÁTICA EM PESQUISA100% (2)
- Semana 05 Derivadas Direcionais 01 ATUALIZADODocumento6 páginasSemana 05 Derivadas Direcionais 01 ATUALIZADOLucas MotaAinda não há avaliações
- Aula 20-08-2021Documento164 páginasAula 20-08-2021tspaesAinda não há avaliações