Você também pode gostar
- 11 Selecao MateriaisDocumento21 páginas11 Selecao MateriaisMarcos Antonio MafraAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- 11 - Selecao MateriaisDocumento19 páginas11 - Selecao MateriaisEmerson AgostinhoAinda não há avaliações
- Arames EletrodosDocumento12 páginasArames EletrodosCarlos Alberto BarbosaAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Catalogo EletrodosDocumento14 páginasCatalogo EletrodosPaulo SantosAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Tubos de Aco Carbono ASTM A106 para Conducao de Fluidos Altas TemperaturasDocumento20 páginasTubos de Aco Carbono ASTM A106 para Conducao de Fluidos Altas TemperaturasMauro CostaAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Consumíveis de Soldagem para Aços CarbonoDocumento20 páginasConsumíveis de Soldagem para Aços CarbonoGilney PalharesAinda não há avaliações
- Ligas Metálicas - Aço (Introdução A Química - 1S )Documento4 páginasLigas Metálicas - Aço (Introdução A Química - 1S )rodrigosilva1320Ainda não há avaliações
- Processo de Soldagem MMA - SMAW - Eletrodo RevestidoDocumento4 páginasProcesso de Soldagem MMA - SMAW - Eletrodo RevestidoRuy PontesAinda não há avaliações
- Introdução A Elementos Metálicos - ResumoDocumento10 páginasIntrodução A Elementos Metálicos - ResumoCaio KuribayashiAinda não há avaliações
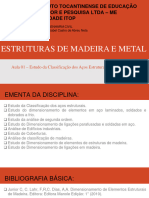
- Aula 01 - Estudo Da Classificação Dos Aços EstruturaisDocumento87 páginasAula 01 - Estudo Da Classificação Dos Aços EstruturaisIzabel CastroAinda não há avaliações
- Metalurgia básica para ourives e designers: Do metal à joiaNo EverandMetalurgia básica para ourives e designers: Do metal à joiaAinda não há avaliações
- ESAB-Catalogo Eletrodos PTDocumento12 páginasESAB-Catalogo Eletrodos PTgraci2828100% (5)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Eletrodos EsabDocumento12 páginasEletrodos EsabmmalexAinda não há avaliações
- ESAB - 1902600 Rev5 Consumiveisesab PTDocumento68 páginasESAB - 1902600 Rev5 Consumiveisesab PTlarofa79Ainda não há avaliações
- Ficha Tecnica HM 28Documento1 páginaFicha Tecnica HM 28feltofsnakeAinda não há avaliações
- Catálogo de Arames Sólidos ESABDocumento32 páginasCatálogo de Arames Sólidos ESABclaudehackerAinda não há avaliações
- Estruturas de AçoDocumento43 páginasEstruturas de AçozhsbztrvnrAinda não há avaliações
- 1.2 Elementos de Liga Res.17.2Documento82 páginas1.2 Elementos de Liga Res.17.2gaborinAinda não há avaliações
- 3 - Aços Ligados DaviDocumento53 páginas3 - Aços Ligados DaviguilhermeAinda não há avaliações
- Acos InoxidaveisDocumento42 páginasAcos InoxidaveisThiago SouzaAinda não há avaliações
- CatalogoGeral Rev4 PT Web PDFDocumento220 páginasCatalogoGeral Rev4 PT Web PDFDaniel LlorenteAinda não há avaliações
- Ligas de Cobre, Niquel, SuperLigasDocumento19 páginasLigas de Cobre, Niquel, SuperLigasKauan CruzAinda não há avaliações
- Soldabilidade Do Aço InoxidávelDocumento13 páginasSoldabilidade Do Aço InoxidávelailtonsfAinda não há avaliações
- Aula - 11 - Microestrutura de Metais Não FerrososDocumento47 páginasAula - 11 - Microestrutura de Metais Não FerrososCarlos FrancioniAinda não há avaliações
- Xyron 22-24Documento2 páginasXyron 22-24Robson PereiraAinda não há avaliações
- Xyron 22-24-1Documento2 páginasXyron 22-24-1Robson PereiraAinda não há avaliações
- Relatório 1 - Soldagem - Eletrodos RevestidosDocumento6 páginasRelatório 1 - Soldagem - Eletrodos RevestidosFelipe MeirelesAinda não há avaliações
- 03 Materiais Não FerrososDocumento4 páginas03 Materiais Não FerrososRafael George gomes dos santosAinda não há avaliações
- Eletrodo Ni-Fe-Cl UTP 86 FNDocumento1 páginaEletrodo Ni-Fe-Cl UTP 86 FNRobson PereiraAinda não há avaliações
- Selecao de Consumiveis de SoldagemDocumento127 páginasSelecao de Consumiveis de SoldagemHeygleson Henrique de MirandaAinda não há avaliações
- Metais Nao FerrososDocumento6 páginasMetais Nao FerrososBrunoF82Ainda não há avaliações
- CatalogoGeral Rev3 PT WebDocumento208 páginasCatalogoGeral Rev3 PT WebbernardohbgAinda não há avaliações
- Aço FerramentaDocumento4 páginasAço FerramentaCRAIG1979Ainda não há avaliações
- Gabarito Lista de SoldagemDocumento7 páginasGabarito Lista de SoldagemRuanLukasPinheiroRicardoAinda não há avaliações
- Unidade 6 - Aços Comuns e Aços LigadosDocumento42 páginasUnidade 6 - Aços Comuns e Aços LigadosJoão Victor BertoldoAinda não há avaliações
- Manual Soldagem CobreDocumento19 páginasManual Soldagem CobreDaniel VargasAinda não há avaliações
- Tubulação IndustrialDocumento282 páginasTubulação IndustrialLuis Eduardo Sousa VianaAinda não há avaliações
- Processo de Soldagem MMADocumento6 páginasProcesso de Soldagem MMA778706Ainda não há avaliações
- Classificação Dos Aços e Tratamentos SuperficiaisDocumento29 páginasClassificação Dos Aços e Tratamentos SuperficiaisWenderson FerreiraAinda não há avaliações
- Armaduras Norma 084140Documento21 páginasArmaduras Norma 084140pedrofelixy662Ainda não há avaliações
- Elementos de Liga No AçoDocumento25 páginasElementos de Liga No AçoRicardo AjonasAinda não há avaliações
- Metais Ferrosos e Não Ferrosos Vol.2 2020Documento83 páginasMetais Ferrosos e Não Ferrosos Vol.2 2020Guilherme FernandesAinda não há avaliações
- Tubulações Industriais - ECID - Módulo IVDocumento84 páginasTubulações Industriais - ECID - Módulo IVRoberto NicolatoAinda não há avaliações
- Tabela Eletrodos WaldyrDocumento10 páginasTabela Eletrodos WaldyrRScarlateAinda não há avaliações
- Arames Tubulares KestraDocumento16 páginasArames Tubulares KestraRonan Moreira0% (1)
- Liga Austenitica 316Documento1 páginaLiga Austenitica 316augusto vincensiAinda não há avaliações
- Classificação de Aço 1Documento38 páginasClassificação de Aço 1Claudio Marco Planas de AlmeidaAinda não há avaliações
- IntroduçãoDocumento43 páginasIntroduçãofagner ribeiroAinda não há avaliações
- Catalogo Tecnico ArcelorDocumento12 páginasCatalogo Tecnico ArcelorCarlos SantosAinda não há avaliações
- Capitulo 3 PerfuracaoDocumento64 páginasCapitulo 3 PerfuracaoDavid Pedro100% (1)
- Cunha 2010Documento110 páginasCunha 2010Bruno RodriguesAinda não há avaliações
- TCC CEMENTAÇÃO LÍQUIDA e GASOSA No AÇO 18CrMoDocumento69 páginasTCC CEMENTAÇÃO LÍQUIDA e GASOSA No AÇO 18CrMoAbinadab Dos Santos Araújo100% (2)
- Erosões Nas Estruturas de Concreto Das GaleriasDocumento11 páginasErosões Nas Estruturas de Concreto Das Galeriasandersonline1854100% (1)
- Manual Still ERX (Empilhadeiras Manuais)Documento44 páginasManual Still ERX (Empilhadeiras Manuais)vinicius_mo100% (1)
- Tde IiDocumento6 páginasTde IiPaulaAinda não há avaliações
- Refratários para Forno PanelaDocumento17 páginasRefratários para Forno Panelamarcotulio12350% (2)
- Aula 4 - Viadutos e Ferrovias - Dormentes em Aco e TrilhosDocumento60 páginasAula 4 - Viadutos e Ferrovias - Dormentes em Aco e TrilhosLarissa OliveiraAinda não há avaliações
- Materiais de Construcao Civil - Materiais CeramicosDocumento96 páginasMateriais de Construcao Civil - Materiais CeramicosLuiz FernandoAinda não há avaliações
- Bosch AC Zubehoerkatalog Segmentkatalog 6 Edition 2 PTPTDocumento196 páginasBosch AC Zubehoerkatalog Segmentkatalog 6 Edition 2 PTPTnelson_santosAinda não há avaliações
- Motivos para Falhas em MotoresDocumento5 páginasMotivos para Falhas em MotoresMarcos ReisAinda não há avaliações
- Seminário GM - RolamentosDocumento12 páginasSeminário GM - RolamentosGutemberg Rodrigues PinheiroAinda não há avaliações
- Avaria Do MotoresDocumento8 páginasAvaria Do MotoresËnesson VicenteAinda não há avaliações
- Jaguar BombasDocumento28 páginasJaguar BombasTiago MoutinhoAinda não há avaliações
- Ybr 125 Manual de Serviço 5hh-F8197-PoDocumento268 páginasYbr 125 Manual de Serviço 5hh-F8197-PoAlexandre Reis100% (1)
- Ventiladores - Diagnóstico de Defeitos - Higrotec - 11033101Documento3 páginasVentiladores - Diagnóstico de Defeitos - Higrotec - 11033101Luiz Alberto MagriAinda não há avaliações
- Manual Carroceria Basculante MineraleDocumento52 páginasManual Carroceria Basculante MineralefamilyzuculaAinda não há avaliações
- Aula 3Documento79 páginasAula 3Luis Felipe DinizAinda não há avaliações
- Treinamento EngelubDocumento63 páginasTreinamento EngelubRafael Martins LucasAinda não há avaliações
- 04 Apostila de Análise Dos 5 Porquês QualidadeDocumento30 páginas04 Apostila de Análise Dos 5 Porquês Qualidadee50zaratin100% (1)
- Manual Motor Mercury 115 HP Pro XSDocumento116 páginasManual Motor Mercury 115 HP Pro XSFábio Maia100% (1)
- Apos3 Manutenção IndustrialDocumento24 páginasApos3 Manutenção IndustrialPaulo HenriqueAinda não há avaliações
- Belzona - Soluções para EquipamentosDocumento16 páginasBelzona - Soluções para EquipamentosAndré TrevizanAinda não há avaliações
- Data Book Da Peneira SH 8x20 DD - #De Série 20033435 - OS4034735 - OM202103593666 - Objeto 11523039Documento85 páginasData Book Da Peneira SH 8x20 DD - #De Série 20033435 - OS4034735 - OM202103593666 - Objeto 11523039Renato luzAinda não há avaliações
- 4401Documento2 páginas4401PabloAinda não há avaliações
- ALS HB350B RN09 (Full Version) 2Documento78 páginasALS HB350B RN09 (Full Version) 2Givago HorstAinda não há avaliações
- CMC - Apostila CompletaDocumento251 páginasCMC - Apostila CompletaKarine GössAinda não há avaliações
- Manual Técnico de Diagnóstico 6145J. 6165J. 6180JDocumento2.258 páginasManual Técnico de Diagnóstico 6145J. 6165J. 6180JPaulo C100% (3)
- Manuais Kurzweil PC3-PC3KDocumento425 páginasManuais Kurzweil PC3-PC3KMarcio PelizárioAinda não há avaliações
- Informatização de Dados Solda - REV01Documento30 páginasInformatização de Dados Solda - REV01Jarielson SantanaAinda não há avaliações
- Técnicas Proibidas de Manipulação Mental e PersuasãoNo EverandTécnicas Proibidas de Manipulação Mental e PersuasãoNota: 5 de 5 estrelas5/5 (3)
- Elaboração de programas de ensino: material autoinstrutivoNo EverandElaboração de programas de ensino: material autoinstrutivoAinda não há avaliações
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoNo EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoNota: 4.5 de 5 estrelas4.5/5 (53)
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoNo EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoNota: 4 de 5 estrelas4/5 (93)
- Treinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)No EverandTreinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)Nota: 4.5 de 5 estrelas4.5/5 (29)
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeNo EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeNota: 5 de 5 estrelas5/5 (3)
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNo Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNota: 5 de 5 estrelas5/5 (3)
- Técnicas De Terapia Cognitivo-comportamental (tcc)No EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Ainda não há avaliações
- Focar: Elimine distrações, perfeccionismo e faça maisNo EverandFocar: Elimine distrações, perfeccionismo e faça maisNota: 5 de 5 estrelas5/5 (21)
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilNo EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Encontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaNo EverandEncontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaNota: 5 de 5 estrelas5/5 (9)
- Intervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaNo EverandIntervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaNota: 5 de 5 estrelas5/5 (1)
- Diálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNo EverandDiálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNota: 5 de 5 estrelas5/5 (1)
- Psicanálise de boteco: O inconsciente na vida cotidianaNo EverandPsicanálise de boteco: O inconsciente na vida cotidianaNota: 3.5 de 5 estrelas3.5/5 (3)