Você também pode gostar
- API - Exame Época Normal 14 de Junho 2019Documento4 páginasAPI - Exame Época Normal 14 de Junho 2019beatrizAinda não há avaliações
- Questões de AutomaçãoDocumento7 páginasQuestões de AutomaçãothadthAinda não há avaliações
- Estudo de Caso 4 - S7-300Documento3 páginasEstudo de Caso 4 - S7-300Joseanne MagalhaesAinda não há avaliações
- Listaexercicios CLPDocumento13 páginasListaexercicios CLPBruno KfouriAinda não há avaliações
- Automação PLCDocumento15 páginasAutomação PLCmiguelAinda não há avaliações
- Exercício de Comandos em Linguagem Ladder ETE V05Documento15 páginasExercício de Comandos em Linguagem Ladder ETE V05Sandra Andrade100% (1)
- Partida de Motor de Indução Trifásico Com Fase DivididaDocumento9 páginasPartida de Motor de Indução Trifásico Com Fase DivididaElton FlorentinoAinda não há avaliações
- Estudo de Caso de Processo de Manufatura Com S7300 Parte1Documento3 páginasEstudo de Caso de Processo de Manufatura Com S7300 Parte1kaduthewayAinda não há avaliações
- Lista CLP IiimodDocumento11 páginasLista CLP IiimodCleber SalesAinda não há avaliações
- Lista Bloco 2 CLP - PEA3413Documento3 páginasLista Bloco 2 CLP - PEA3413Thiago FrancoAinda não há avaliações
- Contadores DigitaisDocumento5 páginasContadores DigitaisRicardo AkermanAinda não há avaliações
- API - Exame Época Recurso 8 de Julho 2020Documento4 páginasAPI - Exame Época Recurso 8 de Julho 2020beatrizAinda não há avaliações
- Lista de Exercícios LadderDocumento10 páginasLista de Exercícios LadderTalita Ferreira GonçalvesAinda não há avaliações
- Relatório Contador Síncrono em AnelDocumento16 páginasRelatório Contador Síncrono em AnelFelix GabrielAinda não há avaliações
- Relatório 3.12Documento18 páginasRelatório 3.12Felix GabrielAinda não há avaliações
- Relatório 3Documento38 páginasRelatório 3Felix GabrielAinda não há avaliações
- Portico de Lavagem de CarrosDocumento5 páginasPortico de Lavagem de CarrosFilipe FerreiraAinda não há avaliações
- 1aListaExerc ciosPRONTA PDFDocumento12 páginas1aListaExerc ciosPRONTA PDFMatheusAinda não há avaliações
- Prática No - 03 - Sel384 - 2020Documento6 páginasPrática No - 03 - Sel384 - 2020Robert MaxelAinda não há avaliações
- AEDB Exercicio 23Documento6 páginasAEDB Exercicio 23Maria Eduarda da Silva SáAinda não há avaliações
- Automacao de Sistemas SequenciaisDocumento31 páginasAutomacao de Sistemas SequenciaisAna Vitória Galvão VieiraAinda não há avaliações
- WEG CP D Manual Portugues BRDocumento2 páginasWEG CP D Manual Portugues BRHudson CostaAinda não há avaliações
- Lista CLP PDFDocumento13 páginasLista CLP PDFIvanir Ferreira da SilvaAinda não há avaliações
- API - Exame Época Recurso 6 de Julho 2018 (1) - CópiaDocumento3 páginasAPI - Exame Época Recurso 6 de Julho 2018 (1) - CópiabeatrizAinda não há avaliações
- l3 - Circ Log Comb - 16 v4Documento3 páginasl3 - Circ Log Comb - 16 v4marcus correiaAinda não há avaliações
- Desenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoNo EverandDesenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoAinda não há avaliações
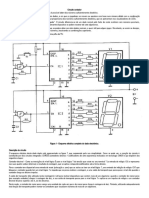
- Cópia de Circuito ContadorDocumento5 páginasCópia de Circuito ContadorRonaldo RochaAinda não há avaliações
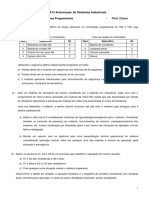
- 1º Lista Automação IndustrialDocumento5 páginas1º Lista Automação IndustrialMaria Carolina TonelliAinda não há avaliações
- pcpt3 pcpt3tDocumento17 páginaspcpt3 pcpt3tLuciano DominguesAinda não há avaliações
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte XxvNo EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte XxvAinda não há avaliações
- Lista Automação 2017 2 PDFDocumento6 páginasLista Automação 2017 2 PDFmarceloAinda não há avaliações
- Aula2 - Unidade Lógica e AritméticaDocumento32 páginasAula2 - Unidade Lógica e AritméticaJESSICA ANDRADE FURTADO DE LIMAAinda não há avaliações
- Projetos Com Esp8266 Programado Em Arduino - Parte XxvNo EverandProjetos Com Esp8266 Programado Em Arduino - Parte XxvAinda não há avaliações
- Relatório 3.1Documento30 páginasRelatório 3.1Felix GabrielAinda não há avaliações
- Desenvolvendo Um Display Indicador De Atendimento Com ArduinoNo EverandDesenvolvendo Um Display Indicador De Atendimento Com ArduinoAinda não há avaliações
- Exercícios 01Documento5 páginasExercícios 01zeaniltonAinda não há avaliações
- Estudo de Caso de Processo de Manufatura Com S71200 Parte1Documento4 páginasEstudo de Caso de Processo de Manufatura Com S71200 Parte1Carlos SoaresAinda não há avaliações
- A3 Sistemas Digitais-3Documento11 páginasA3 Sistemas Digitais-3diegoml132453Ainda não há avaliações
- Relatório 6Documento9 páginasRelatório 6lucianoAinda não há avaliações
- Manual ArcticDocumento5 páginasManual ArcticYONAAinda não há avaliações
- Simulado Saep 2016Documento111 páginasSimulado Saep 2016Anonymous SNL5tr3aAinda não há avaliações
- Manual Tecnico Forno TT - CamaraDocumento15 páginasManual Tecnico Forno TT - CamaraademilsonviotoAinda não há avaliações
- Curso CLP - Siemens - Pratica PDFDocumento61 páginasCurso CLP - Siemens - Pratica PDFGilvan Alves VelosoAinda não há avaliações
- Projetos Com Esp32 Programado Em Arduino - Parte XxvNo EverandProjetos Com Esp32 Programado Em Arduino - Parte XxvAinda não há avaliações
- Controle de Nível Icos Com ArduínoDocumento14 páginasControle de Nível Icos Com ArduínoIcos Sensores para LíquidosAinda não há avaliações
- Wlad's Review 2 ENEM LTP 2021Documento10 páginasWlad's Review 2 ENEM LTP 2021Kaueny BernardinoAinda não há avaliações
- TCC Apresentaçao - Drywall - Guilherme Candido FerreiraDocumento9 páginasTCC Apresentaçao - Drywall - Guilherme Candido FerreiraGustavo SilvaAinda não há avaliações
- Levitador Magnetico Utilizando o MicrocoDocumento6 páginasLevitador Magnetico Utilizando o MicrocoeveraldoAinda não há avaliações
- Manual Misturador e AmplificadorDocumento8 páginasManual Misturador e AmplificadorHungria EngenhariaAinda não há avaliações
- Lista de Exercícios F de ICM DIFRAÇÃODocumento2 páginasLista de Exercícios F de ICM DIFRAÇÃORicardo FelixAinda não há avaliações
- Astronomia Indígena BrasileiraDocumento37 páginasAstronomia Indígena BrasileiraMARIA JUCICLÉIA DA SILVAAinda não há avaliações
- Quatro Dinâmicas Rápidas de GrupoDocumento3 páginasQuatro Dinâmicas Rápidas de GrupoPriscila KollerAinda não há avaliações
- Dias de Carvalho, Método Prático para Falar A Língua Da Lunda, Lisboa, 1890.Documento442 páginasDias de Carvalho, Método Prático para Falar A Língua Da Lunda, Lisboa, 1890.Danilo Santos67% (3)
- Reabilitação Oral Com Protocolo Conceito All-On-four Relato de Caso Clinico PDFDocumento30 páginasReabilitação Oral Com Protocolo Conceito All-On-four Relato de Caso Clinico PDFGabriel MonteiroAinda não há avaliações
- Relatório Da Visita Ao LixãoDocumento12 páginasRelatório Da Visita Ao LixãoAyrton SantosAinda não há avaliações
- Atividades PreposiçãoDocumento3 páginasAtividades PreposiçãoAmmonAinda não há avaliações
- TZN4S Manual PortuguesDocumento4 páginasTZN4S Manual PortuguesAline Souza100% (1)
- Plano de Estudos UfcDocumento6 páginasPlano de Estudos UfcBella Duarte100% (1)
- Recuperação Paralela 3º AnoDocumento5 páginasRecuperação Paralela 3º AnoCAROLINA MARIA ABREU MACIELAinda não há avaliações
- 2 AAP 2021 - Material de Apoio - 2° AnoDocumento43 páginas2 AAP 2021 - Material de Apoio - 2° AnoMÁRCIA SILVA CRUZAinda não há avaliações
- Catalogo PRYSUN - CompletoDocumento6 páginasCatalogo PRYSUN - CompletoEverton Borges de SouzaAinda não há avaliações
- Módulo 1 - FluxogramaDocumento15 páginasMódulo 1 - FluxogramaAlessandro FranciscoAinda não há avaliações
- Aula 06 Pmae PDFDocumento23 páginasAula 06 Pmae PDFGuilherme HerminioAinda não há avaliações
- Workbook 1Documento5 páginasWorkbook 1Jéssica PatrícioAinda não há avaliações
- Lista Magias D&D 5e BruxoDocumento11 páginasLista Magias D&D 5e BruxoPedro Faria XavierAinda não há avaliações
- Aula 1 Introdução À Biotecnologia PDFDocumento51 páginasAula 1 Introdução À Biotecnologia PDFMar67143100% (1)
- Teste 9 .º A Palavra MágicaDocumento6 páginasTeste 9 .º A Palavra MágicaAlexandre Valdez FerreiraAinda não há avaliações
- Portugues Conjuncao e CraseDocumento112 páginasPortugues Conjuncao e CraseSocorro do PCAinda não há avaliações
- 212 Panorama Da Aquicultura Coletanea de Informacoes Aplicadas Ao Cultivo Do Tambaqui Do Pacu e de Outros Peixes Redondos Parte 1Documento9 páginas212 Panorama Da Aquicultura Coletanea de Informacoes Aplicadas Ao Cultivo Do Tambaqui Do Pacu e de Outros Peixes Redondos Parte 1k-us8263Ainda não há avaliações
- Isbn 978-85-7499-278-5Documento219 páginasIsbn 978-85-7499-278-5geneAinda não há avaliações
- Exame de Bioestatística - Versão D: Min Max F IMC F IMC F IMC Imc) F IMC Imc)Documento16 páginasExame de Bioestatística - Versão D: Min Max F IMC F IMC F IMC Imc) F IMC Imc)Matilde PiteiraAinda não há avaliações
- Ernesto Guimino Júnior. Tese 19 - Versao Final (Revista)Documento449 páginasErnesto Guimino Júnior. Tese 19 - Versao Final (Revista)Constancio Zefanias CumbaAinda não há avaliações
- Lista de Exercícios - 01Documento4 páginasLista de Exercícios - 01Juliana MeloAinda não há avaliações
- Regra de Três Simples e Composta IIIDocumento6 páginasRegra de Três Simples e Composta IIISheilaAinda não há avaliações
- Quais São Os Principais Tipos de Sinistro e Quais Suas DiferençasDocumento2 páginasQuais São Os Principais Tipos de Sinistro e Quais Suas DiferençasJoao valterAinda não há avaliações