Você também pode gostar
- Acionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No ArduinoNo EverandAcionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No ArduinoAinda não há avaliações
- Projetos Em Clp Ladder Baseado Na Placa Arduino Uno Parte IxNo EverandProjetos Em Clp Ladder Baseado Na Placa Arduino Uno Parte IxAinda não há avaliações
- 0001 - p54 Go 2022 - Ss-2182-2022-Lc-001 - Plano de Infraestrutura Heftos - Rev 0Documento152 páginas0001 - p54 Go 2022 - Ss-2182-2022-Lc-001 - Plano de Infraestrutura Heftos - Rev 0Wanderson AnzolinAinda não há avaliações
- Óleo mineral isolante inibido para transformadoresDocumento1 páginaÓleo mineral isolante inibido para transformadoresLeonardo Marteleto BerniniAinda não há avaliações
- PRO-034179 - 01 - Anexo 07 - Manual de Mobilizações e Desmobilizações MEVDocumento39 páginasPRO-034179 - 01 - Anexo 07 - Manual de Mobilizações e Desmobilizações MEVLuane100% (1)
- Padrões de cores da PetrobrasDocumento1 páginaPadrões de cores da PetrobrasJhon JonesAinda não há avaliações
- Portifólio - P2a Engenharia e ConsultoriaDocumento11 páginasPortifólio - P2a Engenharia e ConsultoriaRafaOliveirAinda não há avaliações
- Requisitos Qualidade BensDocumento26 páginasRequisitos Qualidade BensEduardo DepiattiAinda não há avaliações
- PRO-034179 - 01 - Anexo 02 - Diretrizes para Treinamentos Específicos de SSMADocumento4 páginasPRO-034179 - 01 - Anexo 02 - Diretrizes para Treinamentos Específicos de SSMAOrlando Júnior BindaAinda não há avaliações
- Normas e regulamentos para instalações elétricasDocumento225 páginasNormas e regulamentos para instalações elétricasklaus.1Ainda não há avaliações
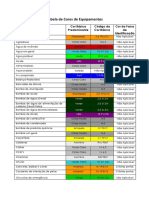
- Cores de Equipamentos IndustriaisDocumento4 páginasCores de Equipamentos IndustriaissrcattozziAinda não há avaliações
- NBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDocumento5 páginasNBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDaniel Rocha100% (1)
- NTC-003-06 - Proced - Diligência, Amostra e Inspeção de ProdutoDocumento12 páginasNTC-003-06 - Proced - Diligência, Amostra e Inspeção de ProdutoLeandro SilvaAinda não há avaliações
- ABC Da InspeçãoDocumento24 páginasABC Da InspeçãoIgor SampaioAinda não há avaliações
- N-0001 - EM VIGOR - REGRAS DE APRESENTACAO DE NORMA TECNICA PETROBRAS - CLASSIFICACAO - NP-1 - Rev P - Mai-13Documento32 páginasN-0001 - EM VIGOR - REGRAS DE APRESENTACAO DE NORMA TECNICA PETROBRAS - CLASSIFICACAO - NP-1 - Rev P - Mai-13Carlos SantosAinda não há avaliações
- N-0001 - Norma PetrobrasDocumento24 páginasN-0001 - Norma PetrobrasJoão Alves Dos SantosAinda não há avaliações
- Especificação técnica para tinta epóxi poliamida de alta espessuraDocumento19 páginasEspecificação técnica para tinta epóxi poliamida de alta espessuravmiachon2Ainda não há avaliações
- Cópia não autorizada de norma técnica sobre cupilhas para isoladores elétricosDocumento7 páginasCópia não autorizada de norma técnica sobre cupilhas para isoladores elétricosbrizamar.engAinda não há avaliações
- Requisito Geral v2Documento20 páginasRequisito Geral v2Rodrigo Barbosa100% (1)
- CSN folhas metálicasDocumento40 páginasCSN folhas metálicasAngelo BortoliniAinda não há avaliações
- Aplicação de tintas e requisitos técnicosDocumento18 páginasAplicação de tintas e requisitos técnicosdaniel100% (1)
- Análise microestrutural de juntas soldadas MIG/MAGDocumento41 páginasAnálise microestrutural de juntas soldadas MIG/MAGRival Coelho CoelhoAinda não há avaliações
- Amostragem 2Documento30 páginasAmostragem 2Eustaquio Silva JuniorAinda não há avaliações
- Fispq Óleo Mineral PetrobrasDocumento10 páginasFispq Óleo Mineral PetrobrasHenilson MachadoAinda não há avaliações
- Relatório de teste de vibração de motores e bombasDocumento1 páginaRelatório de teste de vibração de motores e bombasGabrieli BalãoAinda não há avaliações
- ASME BPVC SECTION IX Welding, Brazing, and Fusing Qualifications em Portugues V1.1S-2021Documento401 páginasASME BPVC SECTION IX Welding, Brazing, and Fusing Qualifications em Portugues V1.1S-2021Cristiano RochinhaAinda não há avaliações
- Telhas Isoeste (27!02!2018)Documento20 páginasTelhas Isoeste (27!02!2018)Renato César AndradeAinda não há avaliações
- Controle calibração instrumentosDocumento14 páginasControle calibração instrumentosLuciano PazAinda não há avaliações
- Arquivos executáveis e dependências do SmartClientDocumento1 páginaArquivos executáveis e dependências do SmartClientMarcos GarciaAinda não há avaliações
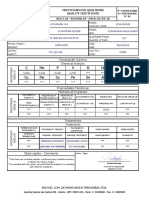
- Certificado de ParafusosDocumento1 páginaCertificado de ParafusosMauro CostaAinda não há avaliações
- Cercas e portões PETROBRASDocumento26 páginasCercas e portões PETROBRASdafespAinda não há avaliações
- Planilha OrçamentáriaDocumento9 páginasPlanilha OrçamentáriaGislaineAinda não há avaliações
- Metalografia e Microestruturas Do Zinco e Suas LigasDocumento14 páginasMetalografia e Microestruturas Do Zinco e Suas LigasregiAinda não há avaliações
- Estrutura - Projeto Final!Documento82 páginasEstrutura - Projeto Final!Kerolin AmaralAinda não há avaliações
- Fabricação e Montagem de Estruturas MetálicasDocumento38 páginasFabricação e Montagem de Estruturas MetálicasAbner MartinsAinda não há avaliações
- PECR - ESgas - 004 - Sondagem Rev.00Documento6 páginasPECR - ESgas - 004 - Sondagem Rev.00Jailson SamaritanoAinda não há avaliações
- DocTécnicosSoldagemDocumento41 páginasDocTécnicosSoldagemLuciano AlvesAinda não há avaliações
- Especificação técnica para transformadores de distribuiçãoDocumento18 páginasEspecificação técnica para transformadores de distribuiçãogio_cendes6243Ainda não há avaliações
- Procedimento de Controle de RoscasDocumento6 páginasProcedimento de Controle de RoscasAnderson MarimAinda não há avaliações
- Relatório dimensional bucha raceway ringDocumento8 páginasRelatório dimensional bucha raceway ringRival Coelho CoelhoAinda não há avaliações
- NBR7549 - Arquivo para ImpressãoDocumento32 páginasNBR7549 - Arquivo para ImpressãoengsergiomarquesAinda não há avaliações
- Soldagem - Eletrofusão Ou Termofusão - PEAD e PPDocumento4 páginasSoldagem - Eletrofusão Ou Termofusão - PEAD e PPEdimilson LanaAinda não há avaliações
- Equivalência MateriaisDocumento5 páginasEquivalência MateriaisGuilhermeDirksenAinda não há avaliações
- ET 3000.00 1000 500 PSE 002 Rev.C (Revest. para Regioes Criticas)Documento11 páginasET 3000.00 1000 500 PSE 002 Rev.C (Revest. para Regioes Criticas)Rodrigues SantosAinda não há avaliações
- Requisitos de qualidade para umbilicais submarinosDocumento16 páginasRequisitos de qualidade para umbilicais submarinosThiago Ribeiro da SilvaAinda não há avaliações
- N 2677 PDFDocumento24 páginasN 2677 PDFrcfrcf279Ainda não há avaliações
- Fabricação de Equipametos - NormaDocumento23 páginasFabricação de Equipametos - NormaPrEdinaldo SilvaAinda não há avaliações
- PSQ 024 Gerenciamento Da ManutencaoDocumento5 páginasPSQ 024 Gerenciamento Da ManutencaoMarcos Luiz MonichAinda não há avaliações
- Abnt 12236-1994 PDFDocumento18 páginasAbnt 12236-1994 PDFMurilo Carvalho ReisAinda não há avaliações
- Revestimento anticorrosivo de dutos e juntas de campoDocumento12 páginasRevestimento anticorrosivo de dutos e juntas de campoJailson SamaritanoAinda não há avaliações
- Codismon - Especificações Técnicas2Documento17 páginasCodismon - Especificações Técnicas2gorgon3001100% (1)
- ABNT NBR NM 216-Paquimetros e Paquimetros de Profundidade - Caracteristicas - 2000Documento15 páginasABNT NBR NM 216-Paquimetros e Paquimetros de Profundidade - Caracteristicas - 2000Francisco BritoAinda não há avaliações
- Rev. A 11 / 2013: ProcedimentoDocumento14 páginasRev. A 11 / 2013: ProcedimentoInácio Cunha100% (1)
- ABNT NBR14951-1 - 2018 Pintura Industrial - Defeitos e CorreçõesDocumento14 páginasABNT NBR14951-1 - 2018 Pintura Industrial - Defeitos e Correçõesmecapintura93100% (2)
- PR-E-255 Inspecao Estruturas MetalicasDocumento19 páginasPR-E-255 Inspecao Estruturas MetalicasMarília Othero100% (1)
- ES-G-402 Especificacao Servicos Inspecao Rev 4Documento19 páginasES-G-402 Especificacao Servicos Inspecao Rev 4Manoel CosmeAinda não há avaliações
- ES-C-407 Concreto Projetado Rev 3Documento15 páginasES-C-407 Concreto Projetado Rev 3daniellaAinda não há avaliações
- PR-E-255 Procedimento Inspecao Estruturas Metalicas Rev 2Documento23 páginasPR-E-255 Procedimento Inspecao Estruturas Metalicas Rev 2Marcos FernandesAinda não há avaliações
- PR-G-431 Atividades Sondagem Rev 6Documento21 páginasPR-G-431 Atividades Sondagem Rev 6Ana F. Fernandes Chiappetti100% (1)
- ET-M-627 - Vaso - Pressao - Rev - 3 - ComentadoDocumento17 páginasET-M-627 - Vaso - Pressao - Rev - 3 - ComentadoOpencae EngenhariaAinda não há avaliações
- PR-E-013 Ident Emissao Documentacao Engenharia Rev 12Documento17 páginasPR-E-013 Ident Emissao Documentacao Engenharia Rev 12Joao da SilvaAinda não há avaliações
- CP-B-504 Patios Estocagem Rev 0Documento23 páginasCP-B-504 Patios Estocagem Rev 0Joao da SilvaAinda não há avaliações
- Projeto Ferrovias InfraestruturaDocumento12 páginasProjeto Ferrovias InfraestruturaJoao da SilvaAinda não há avaliações
- PR-G-363 Procedimento Elaboracao Data Book Rev 2Documento12 páginasPR-G-363 Procedimento Elaboracao Data Book Rev 2Joao da SilvaAinda não há avaliações
- Orçamento - Reforma PETDocumento3 páginasOrçamento - Reforma PETJoao da SilvaAinda não há avaliações
- Et-R-502 Alimentador Placas Rev 0Documento13 páginasEt-R-502 Alimentador Placas Rev 0Joao da SilvaAinda não há avaliações
- 23.04 Gerenciamento de Escopo em Projetos GPR 07Documento79 páginas23.04 Gerenciamento de Escopo em Projetos GPR 07Joao da Silva100% (2)
- Trabalho Gerenciamento de CustosDocumento21 páginasTrabalho Gerenciamento de CustosJoao da SilvaAinda não há avaliações
- Et-R-504 Barramento Rev 0Documento8 páginasEt-R-504 Barramento Rev 0Joao da SilvaAinda não há avaliações
- Cemig 275 000001p2 PDFDocumento45 páginasCemig 275 000001p2 PDFJoao da Silva100% (1)
- Et-R-505 Bate Estaca Queda Livre Rev 0Documento11 páginasEt-R-505 Bate Estaca Queda Livre Rev 0Joao da SilvaAinda não há avaliações
- Et-R-506 Bomba Centrifuga Agua Rev 0 PDFDocumento11 páginasEt-R-506 Bomba Centrifuga Agua Rev 0 PDFJoao da SilvaAinda não há avaliações
- Et-R-503 Auto Linha Guindaste Rev 0Documento15 páginasEt-R-503 Auto Linha Guindaste Rev 0Joao da SilvaAinda não há avaliações
- Et-R-501 Alimentador Correia Rev 0Documento13 páginasEt-R-501 Alimentador Correia Rev 0Joao da SilvaAinda não há avaliações
- Cemig 301 000001p1 PDFDocumento31 páginasCemig 301 000001p1 PDFJoao da SilvaAinda não há avaliações
- Cronograma Gantt - MesesDocumento1 páginaCronograma Gantt - MesesJoao da Silva100% (1)
- TCC Clube Vida PetDocumento117 páginasTCC Clube Vida PetJoao da SilvaAinda não há avaliações
- Teorema de NortonDocumento7 páginasTeorema de NortonBruno SantosAinda não há avaliações
- Monografia DOnaldo 2023print 3Documento72 páginasMonografia DOnaldo 2023print 3DonaldoAinda não há avaliações
- Formas Farmacêuticas Líquidas - Soluções Orais, Xaropes e ElixiresDocumento61 páginasFormas Farmacêuticas Líquidas - Soluções Orais, Xaropes e ElixiresNathália PaixãoAinda não há avaliações
- REGRAS PARA A DETERMINAÇÃO DO NoxDocumento5 páginasREGRAS PARA A DETERMINAÇÃO DO NoxDanielly GuimarãesAinda não há avaliações
- Zinco e Suas LigasDocumento8 páginasZinco e Suas LigasIvan Tuma100% (1)
- Conceitos básicos de eletricidadeDocumento54 páginasConceitos básicos de eletricidadedougllasw crosser150Ainda não há avaliações
- Avaliação On-Line 1 (AOL 1) - Tratamentos Termoquímicos e SuperficiaisDocumento12 páginasAvaliação On-Line 1 (AOL 1) - Tratamentos Termoquímicos e SuperficiaisFabio RicardoAinda não há avaliações
- Tubos de aço galvanizadosDocumento1 páginaTubos de aço galvanizadosThomas Sinnhofer IzzoAinda não há avaliações
- Prova Escrita de Físic1Documento5 páginasProva Escrita de Físic1Maria Correia Lima100% (1)
- Características físico-químicas de óleos lubrificantesDocumento27 páginasCaracterísticas físico-químicas de óleos lubrificantesRodrigo BarbosaAinda não há avaliações
- PBQPH d3817Documento35 páginasPBQPH d3817Lucas TwardowskyAinda não há avaliações
- Decapagem QuimicaDocumento4 páginasDecapagem QuimicaLuis Carlos Mayer Pereira0% (1)
- Resumo PASTA ZINCOENÓLICADocumento2 páginasResumo PASTA ZINCOENÓLICAmsousa886Ainda não há avaliações
- 03 EstruturaDocumento22 páginas03 EstruturaMariana GuedesAinda não há avaliações
- Identificação de MineraisDocumento2 páginasIdentificação de MineraisSusana Lopes50% (2)
- Refrigerantes e suas propriedades ideaisDocumento14 páginasRefrigerantes e suas propriedades ideaisLuis CoutinhoAinda não há avaliações
- Apostila SolidworksDocumento15 páginasApostila SolidworksBarros ElenildoAinda não há avaliações
- Materiais de Moldagem - DefinitivoDocumento44 páginasMateriais de Moldagem - DefinitivoAthus Michel100% (1)
- NR 20 - Bright Fispq Bti-0013 - PrataDocumento4 páginasNR 20 - Bright Fispq Bti-0013 - PrataCPSSTAinda não há avaliações
- RecristalizaçãoDocumento3 páginasRecristalizaçãoJucelia Luz BarrosAinda não há avaliações
- Kurita B 1120Documento6 páginasKurita B 1120hjdsofp]aAinda não há avaliações
- Teoria cinética gasesDocumento10 páginasTeoria cinética gasesjoao juniorAinda não há avaliações
- Superbianco Na 60X60 3Documento3 páginasSuperbianco Na 60X60 3Leontina ConstanciaAinda não há avaliações
- Desenvolvimento Histórico da Indústria de PolímerosDocumento13 páginasDesenvolvimento Histórico da Indústria de PolímerosGabriel FerreiraAinda não há avaliações
- Atividades - Distribuição EletrônicaDocumento2 páginasAtividades - Distribuição Eletrônicamaadu0407Ainda não há avaliações
- Gases 1Documento195 páginasGases 1DavidAinda não há avaliações
- 1a Lei da TermodinâmicaDocumento12 páginas1a Lei da TermodinâmicaÉrica RamosAinda não há avaliações
- Espessura Dos Cordões de SoldaDocumento15 páginasEspessura Dos Cordões de SoldaDouglas RamosAinda não há avaliações
- Construções e Instalações Rurais - Aula 01Documento84 páginasConstruções e Instalações Rurais - Aula 01HenriqueCCG100% (1)
- Aula 1: Introdução à EletroquímicaDocumento36 páginasAula 1: Introdução à EletroquímicaRafaelRodriguesAinda não há avaliações