Você também pode gostar
- Dqo - Satron VomDocumento2 páginasDqo - Satron VomCaroline SabraAinda não há avaliações
- Centrifugas de FermentoDocumento7 páginasCentrifugas de FermentoMágda Correia100% (2)
- Ebook - Leveduras Personalizadas para Produção de Etanol - Fermentec PDFDocumento42 páginasEbook - Leveduras Personalizadas para Produção de Etanol - Fermentec PDFRafaela PaimAinda não há avaliações
- Vinho Rosé - TRABALHO ESCRITODocumento27 páginasVinho Rosé - TRABALHO ESCRITOQualidade SegurançaAinda não há avaliações
- AULA 03 - Fermentação para Produção de CachaçaDocumento57 páginasAULA 03 - Fermentação para Produção de CachaçaPatrícia GalvãoAinda não há avaliações
- Produção de CervejaDocumento11 páginasProdução de CervejaMedson FrazaoAinda não há avaliações
- Manual de Boas Prativcas Na Fabricacao de VinhosDocumento18 páginasManual de Boas Prativcas Na Fabricacao de VinhosJesiel linoAinda não há avaliações
- Aula 11Documento36 páginasAula 11JoãoAinda não há avaliações
- ENOLOGIA. Analisadores para Vinho, Mosto e Outras BebidasDocumento8 páginasENOLOGIA. Analisadores para Vinho, Mosto e Outras BebidasIsaac AlvesAinda não há avaliações
- Treinamento Operador de Separadora de FermentoDocumento41 páginasTreinamento Operador de Separadora de FermentoJuarez Alves da SilvaAinda não há avaliações
- Divos 123 VM26 FT487-03Documento0 páginaDivos 123 VM26 FT487-03ChevronelleAinda não há avaliações
- Elaboração de Vinho PDFDocumento90 páginasElaboração de Vinho PDFAndré LuisAinda não há avaliações
- Processos Industriais FermentativosDocumento58 páginasProcessos Industriais FermentativosLuciano Costa100% (1)
- Vinho de LaranjaDocumento5 páginasVinho de LaranjaAN MarcosAinda não há avaliações
- Gehaka: Manual de OperaçãoDocumento19 páginasGehaka: Manual de OperaçãoVânia QueirozAinda não há avaliações
- Filtros, Vital para Funcionamento Do Seu Britador CónicoDocumento3 páginasFiltros, Vital para Funcionamento Do Seu Britador CóniconicolasAinda não há avaliações
- Bermo - Medição de TurbidezDocumento2 páginasBermo - Medição de TurbidezRamon gomesAinda não há avaliações
- GEA Na Usina 05Documento2 páginasGEA Na Usina 05rodrigonpimentelAinda não há avaliações
- FERMO R03 TDS PT 3281022 BEER BrazilDocumento2 páginasFERMO R03 TDS PT 3281022 BEER BrazilMario E. M. BitencourtAinda não há avaliações
- Blastosel Delta - FT 16 R04Documento2 páginasBlastosel Delta - FT 16 R04GersonLuísMainardiAinda não há avaliações
- 2473 DuvidDocumento2 páginas2473 DuvidEdmar CostaAinda não há avaliações
- VinhosDocumento9 páginasVinhosAndre SantanaAinda não há avaliações
- Apostila de Tratamento de Caldo PrimarioDocumento14 páginasApostila de Tratamento de Caldo Primarioalmeida2vicAinda não há avaliações
- Manual Aquacolor Cloro e PH Ip67 Rev03 12 2011Documento10 páginasManual Aquacolor Cloro e PH Ip67 Rev03 12 2011Saae SorocabaAinda não há avaliações
- Fermentacao - TeoriaDocumento4 páginasFermentacao - TeoriabrunostreitAinda não há avaliações
- Trabalho de BiologiaDocumento3 páginasTrabalho de BiologiaJs MaryeJobsonAinda não há avaliações
- Cervejas AyalaDocumento8 páginasCervejas AyalaAlexsandro gonçalvesAinda não há avaliações
- Catalogos de FitrosDocumento80 páginasCatalogos de FitrosStarsky UrblejoAinda não há avaliações
- Lista 3Documento2 páginasLista 3Tiago BezerraAinda não há avaliações
- HPLC - Ind - Refra 17 - 10 - 2016Documento34 páginasHPLC - Ind - Refra 17 - 10 - 2016Andre FerreiraAinda não há avaliações
- U1 - Parte 2 - ElaboraçãoDocumento10 páginasU1 - Parte 2 - ElaboraçãoShagrat All DurrAinda não há avaliações
- Lanxess General Velcorin Wine2010Documento43 páginasLanxess General Velcorin Wine2010squajonAinda não há avaliações
- DIAGRAMAS E FLUXOGRAMAS Cerveja ArtesanalDocumento7 páginasDIAGRAMAS E FLUXOGRAMAS Cerveja ArtesanalEduardo FerriAinda não há avaliações
- Brochure Tips and Tricks BAT PT-BR 12-12-19Documento52 páginasBrochure Tips and Tricks BAT PT-BR 12-12-19rpbeneAinda não há avaliações
- Vinificacoes EspeciaisDocumento41 páginasVinificacoes EspeciaisSilvino SilAinda não há avaliações
- Trabalho APPCC SucodeUvaDocumento18 páginasTrabalho APPCC SucodeUvaAnna Luiza LopesAinda não há avaliações
- Faq Cervejeiro Brasil 2017 30 Questoes Reg MapaDocumento10 páginasFaq Cervejeiro Brasil 2017 30 Questoes Reg MapaThales De Souza FariaAinda não há avaliações
- Automação Micro Cervejaria Artesanal Utilizando LógicaDocumento9 páginasAutomação Micro Cervejaria Artesanal Utilizando LógicaFelipe BaronyAinda não há avaliações
- Autoclave X EstufaDocumento4 páginasAutoclave X EstufaVigilância SanitáriaAinda não há avaliações
- Slide 3 - Tipos de Processos FermentativosDocumento20 páginasSlide 3 - Tipos de Processos FermentativosRodrigo PérisséAinda não há avaliações
- Apostila Tratamento de CaldoDocumento22 páginasApostila Tratamento de CaldoAlexandre Brusin Bezerra100% (2)
- Preparação Dos Agentes de ColagemDocumento2 páginasPreparação Dos Agentes de ColagemJorge LopesAinda não há avaliações
- Apostila Monitoramento MicrobiologicoDocumento34 páginasApostila Monitoramento MicrobiologicomhenningAinda não há avaliações
- Relatório de Visitas MetabissulfitoDocumento6 páginasRelatório de Visitas MetabissulfitoFlavio Jorge Miranda PimentelAinda não há avaliações
- Produção de EtanolDocumento52 páginasProdução de EtanolFrancisco OliveiraAinda não há avaliações
- Maquina Da Loiça Siemens Se24m258eu PDF2 PDFDocumento2 páginasMaquina Da Loiça Siemens Se24m258eu PDF2 PDFAugusto CamposAinda não há avaliações
- Catalogo SpringwayDocumento80 páginasCatalogo SpringwayannefecAinda não há avaliações
- Aula 02 - Métodos de Produção - VinhoDocumento21 páginasAula 02 - Métodos de Produção - VinhoÍtalo PradoAinda não há avaliações
- Projeto Tratamento Aguas Residuárias CervejariasDocumento8 páginasProjeto Tratamento Aguas Residuárias CervejariasGabriel alvesAinda não há avaliações
- Fermentação A Alma e o Sabor Das CervejasDocumento36 páginasFermentação A Alma e o Sabor Das CervejasCarlos FloresAinda não há avaliações
- Nota Tecnica - Açucares TotaisDocumento26 páginasNota Tecnica - Açucares TotaisdaianeelisAinda não há avaliações
- Metodo Da Fermentação Aplicada A Produção de VinhosDocumento8 páginasMetodo Da Fermentação Aplicada A Produção de VinhosVictória Luiza BassoAinda não há avaliações
- Desenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoNo EverandDesenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoAinda não há avaliações
- Monitorando Phmetro No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Phmetro No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Monitorando Um Phmetro Com O Pic E Android Programado No App InventorNo EverandMonitorando Um Phmetro Com O Pic E Android Programado No App InventorAinda não há avaliações
- Gasboard B3200 +: Analisador de Biogas PortátilDocumento6 páginasGasboard B3200 +: Analisador de Biogas PortátilCaroline SabraAinda não há avaliações
- Gasboard 3200L Manual - EngezerDocumento16 páginasGasboard 3200L Manual - EngezerCaroline SabraAinda não há avaliações
- Presentation Syngas On Line Analyzers NewDocumento9 páginasPresentation Syngas On Line Analyzers NewCaroline SabraAinda não há avaliações
- Engezer Biogas SistemaDocumento2 páginasEngezer Biogas SistemaCaroline SabraAinda não há avaliações
- Aplicações em Fábricas de Cimento.Documento53 páginasAplicações em Fábricas de Cimento.marketing engezerAinda não há avaliações
- Folder Eletronico 2018Documento33 páginasFolder Eletronico 2018Caroline SabraAinda não há avaliações
- Zero Smoke - Opacimetro VeicularDocumento1 páginaZero Smoke - Opacimetro VeicularCaroline SabraAinda não há avaliações
- Zero Smoke - Opacimetro VeicularDocumento1 páginaZero Smoke - Opacimetro VeicularCaroline SabraAinda não há avaliações
- Introdução Ao Pensamento Filosófico by Karl JaspersDocumento112 páginasIntrodução Ao Pensamento Filosófico by Karl JaspersPaulo Costa BastosAinda não há avaliações
- Lista de Aprendizado de QuimicaDocumento8 páginasLista de Aprendizado de QuimicamarieAinda não há avaliações
- Exercícios Métodos EspectroscópicosDocumento2 páginasExercícios Métodos EspectroscópicosWelyson Henrique AndreoAinda não há avaliações
- Fispq Ácido Clorídrico 33%Documento5 páginasFispq Ácido Clorídrico 33%Danton GuesserAinda não há avaliações
- All Chem Fispq Detergente NeutroDocumento5 páginasAll Chem Fispq Detergente NeutroLuiz Rodrigues AlvesAinda não há avaliações
- Manejo Ecológico Do SoloDocumento18 páginasManejo Ecológico Do SoloSemíramis LuzAinda não há avaliações
- Materiais Dentario - 08 de SetembroDocumento5 páginasMateriais Dentario - 08 de SetembroCarolAinda não há avaliações
- Destilacao OperacoesunitariasDocumento45 páginasDestilacao OperacoesunitariasJoãoPedroAinda não há avaliações
- Fispq Do Desengraxante SolupanDocumento4 páginasFispq Do Desengraxante SolupanFabiano Gislaine FranciscoAinda não há avaliações
- ProgramaDocumento3 páginasProgramaVanessaRodriguesAinda não há avaliações
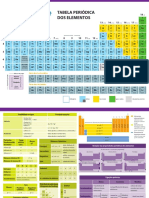
- Tabela Periodica PortalDocumento2 páginasTabela Periodica PortalAlexandro FeitosaAinda não há avaliações
- Atividades de FixaçãoDocumento1 páginaAtividades de FixaçãoDaiana MedeirosAinda não há avaliações
- Operação HeimerDocumento46 páginasOperação HeimerAriadny Coelho100% (4)
- MC-BAUCHEMIE - MC-DUR 1209 TX Adesivo Tixotrópico para Reforço Estrutural Com Manta de Fibra de CarbonoDocumento2 páginasMC-BAUCHEMIE - MC-DUR 1209 TX Adesivo Tixotrópico para Reforço Estrutural Com Manta de Fibra de CarbonoTomaz TurcarelliAinda não há avaliações
- Capítulo 6 - TermoterapiaDocumento18 páginasCapítulo 6 - TermoterapiaPriscila Araújo0% (1)
- Vidros Óxidos de Metais Pesados Contendo Nanopartículas de Metais de Transição, para Aplicações em FotônicaDocumento115 páginasVidros Óxidos de Metais Pesados Contendo Nanopartículas de Metais de Transição, para Aplicações em FotônicaKéziaBarretoAinda não há avaliações
- Distribuições EletrónicasDocumento28 páginasDistribuições EletrónicasAlexandre PereiraAinda não há avaliações
- DosesDocumento2 páginasDosesCão GatoAinda não há avaliações
- Cronograma Estratégico Enem & Fuvest 2023Documento54 páginasCronograma Estratégico Enem & Fuvest 2023YanAinda não há avaliações
- ISO 10545-14 de 11.2017 - Placas Cerâmicas - Parte 14 Determinação Da Resistência Ao ManchamentoDocumento14 páginasISO 10545-14 de 11.2017 - Placas Cerâmicas - Parte 14 Determinação Da Resistência Ao Manchamentohugotaquio100% (1)
- EXERCÍCIO DE TCO Com RespostasDocumento3 páginasEXERCÍCIO DE TCO Com RespostasVini Macruz100% (1)
- Prova Processo Seletivo Ipfp2015 Cursos SuperioresDocumento16 páginasProva Processo Seletivo Ipfp2015 Cursos SuperioresAdriano ZelAinda não há avaliações
- Calculo Estruturas VidroDocumento20 páginasCalculo Estruturas VidroWalter RigolinoAinda não há avaliações
- UntitledDocumento2 páginasUntitledrenato1234Ainda não há avaliações
- Caderno de Laboratório - Yasmin SaidDocumento12 páginasCaderno de Laboratório - Yasmin SaidYasmin SaidAinda não há avaliações
- Gás de PurgaDocumento4 páginasGás de PurgagjjermannAinda não há avaliações
- Quantificação de Proteínas Por EspetrofotometriaDocumento5 páginasQuantificação de Proteínas Por EspetrofotometriaAlexandra MarquesAinda não há avaliações
- Provas CPFL FisicaDocumento2 páginasProvas CPFL FisicaThiago RodrigoAinda não há avaliações
- Livro Texto - Unidade I PDFDocumento59 páginasLivro Texto - Unidade I PDFCamila SampaioAinda não há avaliações
- Execução de Tanque Séptico e de Filtro BiológicoDocumento16 páginasExecução de Tanque Séptico e de Filtro BiológicoRodrigo Catafesta FranciscoAinda não há avaliações