Você também pode gostar
- Carta de Intenção - ModeloDocumento2 páginasCarta de Intenção - ModeloLyca Ribeiro da Fonseca92% (39)
- Exercícios Da Unidade 3 LecDocumento3 páginasExercícios Da Unidade 3 LecOcimar Antonio Francisco100% (6)
- Relatorio Oficina Mecanica (Fresagem)Documento23 páginasRelatorio Oficina Mecanica (Fresagem)Paulo Venicio Alves VieiraAinda não há avaliações
- Apostila de Processo de FuracaoDocumento18 páginasApostila de Processo de FuracaoSamuel IbiapinoAinda não há avaliações
- BrochadeiraDocumento24 páginasBrochadeiraxavadaAinda não há avaliações
- Slide Fresadora TraDocumento26 páginasSlide Fresadora TrajuliermeribeiroAinda não há avaliações
- Tutorial Completo - Normas e Estilos Bibliográficos PDFDocumento64 páginasTutorial Completo - Normas e Estilos Bibliográficos PDFEduardoAinda não há avaliações
- Geografia - Ficha de Avaliação - 8ano - NEEDocumento5 páginasGeografia - Ficha de Avaliação - 8ano - NEERita Dimas33% (3)
- FuradeirasDocumento9 páginasFuradeiraspauloAinda não há avaliações
- Power Point Fresadora OkDocumento35 páginasPower Point Fresadora OkRicardo Almeida100% (1)
- 30 PF FuraçãoDocumento11 páginas30 PF FuraçãoClaudio Thayner Lopes100% (1)
- TecFab 4 Resumo (Toda Matéria)Documento4 páginasTecFab 4 Resumo (Toda Matéria)Thaís WestinAinda não há avaliações
- Lista P2 TECFAB IV (RESOLVIDA)Documento4 páginasLista P2 TECFAB IV (RESOLVIDA)Thaís WestinAinda não há avaliações
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto FerreiraAinda não há avaliações
- O GDocumento17 páginasO GFernando AlbertoAinda não há avaliações
- Fresadora e o Processo de FresamentoDocumento19 páginasFresadora e o Processo de FresamentoCassioEM100% (1)
- 01 - Fresagem Aula 01Documento71 páginas01 - Fresagem Aula 01NajuliaAinda não há avaliações
- 362977-Aula 3 - FresadorasDocumento63 páginas362977-Aula 3 - FresadorasGuilherme Schmidt Lopes100% (1)
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto Ferreira100% (1)
- Produção Mecânica IDocumento22 páginasProdução Mecânica Itim203Ainda não há avaliações
- ConceitoDocumento6 páginasConceitoRaony FonsecaAinda não há avaliações
- 29 PF FuraçãoDocumento11 páginas29 PF Furaçãoeloisa899889Ainda não há avaliações
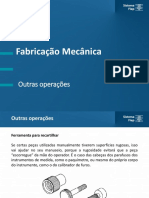
- Fabricação Mecânica - Aula 8 - Outras OperaçõesDocumento27 páginasFabricação Mecânica - Aula 8 - Outras OperaçõesTiago SouzaAinda não há avaliações
- Trabalho FresamentoDocumento16 páginasTrabalho FresamentorenanbarelaAinda não há avaliações
- Relatório MaquinagemDocumento7 páginasRelatório MaquinagemRaul FerreiraAinda não há avaliações
- Processos de Fabricação II - ApresentaçãoDocumento20 páginasProcessos de Fabricação II - ApresentaçãoMateus Suassuna MedradoAinda não há avaliações
- FuraçãoDocumento63 páginasFuraçãoLetícia Costa RibeiroAinda não há avaliações
- Classificacao Dos Tornos Mecanicos, Engenho de FurarDocumento19 páginasClassificacao Dos Tornos Mecanicos, Engenho de FurarEdson Daniel Farias100% (1)
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- Aula 30 - Roda Roda GiraDocumento8 páginasAula 30 - Roda Roda GiraLeandro Ks RogerioAinda não há avaliações
- Furadeiras MecânicasDocumento8 páginasFuradeiras MecânicasZeca Boaventura NhachungueAinda não há avaliações
- Roscar, A - Vocação - Do TornoDocumento15 páginasRoscar, A - Vocação - Do TornoHenrique OliveiraAinda não há avaliações
- Aula 5 - Furadeiras - BrocasDocumento58 páginasAula 5 - Furadeiras - BrocasEvandro LuisAinda não há avaliações
- UsinagemDocumento100 páginasUsinagemJoão Paulo BastosAinda não há avaliações
- Processo de Fabricação - Vol. 02 - Cap. 39Documento12 páginasProcesso de Fabricação - Vol. 02 - Cap. 39Roberto De OliveiraAinda não há avaliações
- Furação EscritoDocumento24 páginasFuração EscritorobsonAinda não há avaliações
- Trabalho TornoDocumento4 páginasTrabalho Tornowellynton29875Ainda não há avaliações
- Relatório - Aula Prática de UsinagemDocumento14 páginasRelatório - Aula Prática de UsinagemVanessa SampaioAinda não há avaliações
- Respostas UsinagemDocumento4 páginasRespostas UsinagemLuiz Antonio Picco JuniorAinda não há avaliações
- FuradeiraDocumento35 páginasFuradeiraDaiane Cenali0% (1)
- Aula 8 FresamentoDocumento54 páginasAula 8 FresamentoPaulo Guilherme GodoyAinda não há avaliações
- Elementos de Maquinas Parafusos e RoscasDocumento26 páginasElementos de Maquinas Parafusos e RoscasJOSEAinda não há avaliações
- Fresamento e Roscas - DaniellaDocumento19 páginasFresamento e Roscas - DaniellaDaniella100% (2)
- Torneamento ConvencionalDocumento13 páginasTorneamento ConvencionalJessica NovelliAinda não há avaliações
- RetificacaoDocumento11 páginasRetificacaoelsonAinda não há avaliações
- Aula 41 - FresagemDocumento10 páginasAula 41 - FresagemDouglas Gomes88% (8)
- Apostila Prof Jos+® Hamilton - SerramentoDocumento13 páginasApostila Prof Jos+® Hamilton - SerramentoallanffsAinda não há avaliações
- Torno Limador, Brochamento e BronimentoDocumento24 páginasTorno Limador, Brochamento e BronimentoMariana PinttoAinda não há avaliações
- Azdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoDocumento14 páginasAzdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoCarlos NogueiraAinda não há avaliações
- Telecurso 2000 - Processos de Fabricacao 1Documento122 páginasTelecurso 2000 - Processos de Fabricacao 1graziela paixaoAinda não há avaliações
- Apostila Fresagem - Hudson Xavier PDFDocumento24 páginasApostila Fresagem - Hudson Xavier PDFvictorcalixtoAinda não há avaliações
- BrochamentoDocumento32 páginasBrochamentoHélder SilvaAinda não há avaliações
- FresadoraDocumento5 páginasFresadoraCarp21Ainda não há avaliações
- 3 BrocasDocumento19 páginas3 Brocaslauraduartsantos28Ainda não há avaliações
- 03 - SerramentoDocumento75 páginas03 - SerramentoVinicius CunhaAinda não há avaliações
- FRESAGEMDocumento50 páginasFRESAGEMFabíola NatallyAinda não há avaliações
- AAR - G1 - ResumoDocumento47 páginasAAR - G1 - ResumoRicardo Jorge Horta PequenoAinda não há avaliações
- Aula 7Documento10 páginasAula 7Ricardo Jorge Horta PequenoAinda não há avaliações
- a56b2e17ae4d4103a13e2ae9398fe3deDocumento83 páginasa56b2e17ae4d4103a13e2ae9398fe3deRicardo Jorge Horta Pequeno100% (1)
- Hyper Cluster Da Economia Do MarDocumento480 páginasHyper Cluster Da Economia Do MarJose AzevedoAinda não há avaliações
- Ergonomia Caderno 010Documento15 páginasErgonomia Caderno 010Jair Rufino da SilvaAinda não há avaliações
- Historias Da Fundacao de Piracicaba PDFDocumento222 páginasHistorias Da Fundacao de Piracicaba PDFrenatohalenAinda não há avaliações
- Perguntas para at NamoradeDocumento15 páginasPerguntas para at NamoradeGabriel FontouraAinda não há avaliações
- Dner Es 173 86-1Documento13 páginasDner Es 173 86-1Daniel Beserra CostaAinda não há avaliações
- Máximas DélficasDocumento12 páginasMáximas Délficasnandopinto100% (1)
- Manual AprovisionamentoDocumento25 páginasManual Aprovisionamentovinte vicente100% (2)
- 2016 - AltaciCorrêaRubim - Cooficialização Do Kokama PDFDocumento324 páginas2016 - AltaciCorrêaRubim - Cooficialização Do Kokama PDFDiego Ken OsoegawaAinda não há avaliações
- Bombeiros GO Soldado - Mapeando AOCP - Claiton Natal - 22.08Documento19 páginasBombeiros GO Soldado - Mapeando AOCP - Claiton Natal - 22.08EduardoAinda não há avaliações
- Manual Central Endereçavel IntelbrasDocumento48 páginasManual Central Endereçavel IntelbrasCésar Henrique SchoenAinda não há avaliações
- Fuso Trapezoidal - Desloc. de Carro 1600kgDocumento5 páginasFuso Trapezoidal - Desloc. de Carro 1600kgAnonymous 4qOJHpuD0EAinda não há avaliações
- A Tecnologia Da Informação Na Administração PúblicaDocumento4 páginasA Tecnologia Da Informação Na Administração PúblicaMartins_Delphi100% (1)
- Análise - O Clube Do ImperadorDocumento3 páginasAnálise - O Clube Do ImperadorJadson Tavares100% (1)
- Relações Entre Índices de Percepção de Corrupção e Outros Indicadores em Onze Países Da América LatinaDocumento10 páginasRelações Entre Índices de Percepção de Corrupção e Outros Indicadores em Onze Países Da América LatinaLívia RodriguesAinda não há avaliações
- Gestao Por ProcessosDocumento26 páginasGestao Por ProcessosFrancisco Neto100% (2)
- Tempo Na LiteraturaDocumento2 páginasTempo Na LiteraturawerbsoncalinAinda não há avaliações
- Relatório de Estágio - Gabrielle MarquesDocumento123 páginasRelatório de Estágio - Gabrielle MarquesGabrielle MarquesAinda não há avaliações
- Processo Seletivo de Reopção de Diploma de Graduação No Segundo Semestre de 2017Documento15 páginasProcesso Seletivo de Reopção de Diploma de Graduação No Segundo Semestre de 2017MeesterTavaresAinda não há avaliações
- Rubrica de Apresentação OralDocumento2 páginasRubrica de Apresentação OralJoão MendesAinda não há avaliações
- Trabalho de Antropologia - Clifford GeertzDocumento4 páginasTrabalho de Antropologia - Clifford GeertzLucasTiboAinda não há avaliações
- Prova2010 OcmjDocumento64 páginasProva2010 OcmjmorascojuniorAinda não há avaliações
- AlfaconDocumento3 páginasAlfaconAdam HenriqueAinda não há avaliações
- AREA 51 - Existência OcultaDocumento5 páginasAREA 51 - Existência OcultaPaulo DA SILVA PINHOAinda não há avaliações
- Piaget SínteseDocumento4 páginasPiaget SínteseMegAinda não há avaliações
- Inseticidas - Classes QuímicasDocumento34 páginasInseticidas - Classes Químicaslubonamigo0% (1)
- A Lei Da Atração E A BíbliaDocumento10 páginasA Lei Da Atração E A BíbliaTotal Body Depilação a LaserAinda não há avaliações
- Problemas MQDocumento6 páginasProblemas MQAfonso RaposoAinda não há avaliações