Você também pode gostar
- Usinagem - Relatório 1Documento9 páginasUsinagem - Relatório 1Felipe GomesAinda não há avaliações
- Trabalho Final Tec MecDocumento27 páginasTrabalho Final Tec MecIsabel Castro100% (1)
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de Torneamentogande10Ainda não há avaliações
- Trabalho TornoDocumento4 páginasTrabalho Tornowellynton29875Ainda não há avaliações
- TORNEAMENTODocumento11 páginasTORNEAMENTOFernando AlbertoAinda não há avaliações
- Roscamento e MandrilamentoDocumento24 páginasRoscamento e Mandrilamentoeliasmiguel17Ainda não há avaliações
- BrochamentoDocumento32 páginasBrochamentoHélder SilvaAinda não há avaliações
- 3 Referencial TeóricoDocumento16 páginas3 Referencial TeóricomateusscarlosAinda não há avaliações
- TORNO - TrabalhoDocumento40 páginasTORNO - TrabalhoNesher SantosAinda não há avaliações
- MaquinaDocumento11 páginasMaquinaKholen Paulo BenjamimAinda não há avaliações
- Classificação Dos Processos de UsinagemDocumento125 páginasClassificação Dos Processos de Usinagemmarcos100% (1)
- Processos de Usinagem (Salvo Automaticamente)Documento38 páginasProcessos de Usinagem (Salvo Automaticamente)Luis AlvesAinda não há avaliações
- GuambitoDocumento18 páginasGuambitoNilso Cristóvão livele LiveleAinda não há avaliações
- Relatório TornoDocumento9 páginasRelatório Tornofurians jovemAinda não há avaliações
- Apostila - TORNEAMENTO - Apostila 1Documento64 páginasApostila - TORNEAMENTO - Apostila 1Radar T Radar T100% (1)
- Classificacao Dos Tornos Mecanicos, Engenho de FurarDocumento19 páginasClassificacao Dos Tornos Mecanicos, Engenho de FurarEdson Daniel Farias100% (1)
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de TorneamentoMayke SilvaAinda não há avaliações
- Trabalho BeatrizDocumento27 páginasTrabalho BeatrizIrmãos LanternasAinda não há avaliações
- Fresadora - Usinagem de EngrenagemDocumento16 páginasFresadora - Usinagem de EngrenagemAline EscobarAinda não há avaliações
- Lista de Exercícios - Usinagem Dos MetaisDocumento5 páginasLista de Exercícios - Usinagem Dos MetaisAldo BarbosaAinda não há avaliações
- Avaliaçao Oficina MecanicaDocumento7 páginasAvaliaçao Oficina MecanicaNael souzaAinda não há avaliações
- Fresamento e Roscas - DaniellaDocumento19 páginasFresamento e Roscas - DaniellaDaniella100% (2)
- Aula 1 - Introdução À Usinagem Por AbrasãoDocumento132 páginasAula 1 - Introdução À Usinagem Por AbrasãoJair ZorziAinda não há avaliações
- EXP MEC 3 Apostila PlainaDocumento10 páginasEXP MEC 3 Apostila PlainabelmeirelesAinda não há avaliações
- FuraçãoDocumento63 páginasFuraçãoLetícia Costa RibeiroAinda não há avaliações
- FresagemDocumento9 páginasFresagemVinicios SoaresAinda não há avaliações
- Fabricação Mecânica - Aula 8 - Outras OperaçõesDocumento27 páginasFabricação Mecânica - Aula 8 - Outras OperaçõesTiago SouzaAinda não há avaliações
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- 2013-2 Processos de Fabricação - Aula 12 - TorneamentoDocumento93 páginas2013-2 Processos de Fabricação - Aula 12 - TorneamentoKatielly LimaAinda não há avaliações
- Relatorio de Fresa, Torno e Fromação de CavacoDocumento13 páginasRelatorio de Fresa, Torno e Fromação de CavacoLuiz Henrique Torres CostaAinda não há avaliações
- Usinagem Introdução DiaDocumento33 páginasUsinagem Introdução DiaBruno Grebin GasparottoAinda não há avaliações
- FuradeirasDocumento9 páginasFuradeiraspauloAinda não há avaliações
- BrochamentoDocumento27 páginasBrochamentoRelosiAinda não há avaliações
- Aplainamento e FuraçãoDocumento10 páginasAplainamento e FuraçãoSuellen AlcântaraAinda não há avaliações
- Processo de FresamentoDocumento33 páginasProcesso de Fresamentoteku33Ainda não há avaliações
- Ferramentas de CorteDocumento16 páginasFerramentas de CorteJ. GirotoAinda não há avaliações
- Apresentação Processos de UsinagemDocumento65 páginasApresentação Processos de UsinagemDiego AzevedoAinda não há avaliações
- Apostila de Fundamentos de Usinagem - 344 PDocumento344 páginasApostila de Fundamentos de Usinagem - 344 Pronesalves3100% (1)
- Aplainamento Com Plaina LimadoraDocumento16 páginasAplainamento Com Plaina Limadoraelcio garciaAinda não há avaliações
- Máquinas Operatrizes Prof AriellyDocumento33 páginasMáquinas Operatrizes Prof AriellyIvana MacedoAinda não há avaliações
- Trabalho de Talha - 114655Documento17 páginasTrabalho de Talha - 114655André MiudoAinda não há avaliações
- 2.0 PRI - Usinagem - Principais ProcessosDocumento64 páginas2.0 PRI - Usinagem - Principais ProcessosArk VadoAinda não há avaliações
- Relatório (Torno Mecânico - Texto)Documento6 páginasRelatório (Torno Mecânico - Texto)Edson_Oliveira_Jr0% (1)
- Relatório - FRESADocumento10 páginasRelatório - FRESAThiago TrovaoAinda não há avaliações
- Torno 250Documento6 páginasTorno 250Romell CruzAinda não há avaliações
- Laboratório de UsinagemDocumento5 páginasLaboratório de UsinagemLavinia RosaAinda não há avaliações
- Apostila - Usinagem ConvencionalDocumento104 páginasApostila - Usinagem ConvencionaleinsteinmobiAinda não há avaliações
- Resumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFDocumento41 páginasResumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFTamires RossiAinda não há avaliações
- Usinagem - Aula 6Documento89 páginasUsinagem - Aula 6Cris NunesAinda não há avaliações
- AlcindDocumento20 páginasAlcindNilso Cristóvão livele LiveleAinda não há avaliações
- 38 PF Recartilhar PerfilDocumento11 páginas38 PF Recartilhar Perfileloisa899889100% (1)
- Plain AsDocumento49 páginasPlain AsAlcione GalvãoAinda não há avaliações
- Usinagem MecanicaDocumento31 páginasUsinagem MecanicaEngemarinha0% (1)
- Reflexao 5837 e 5805 - Maquinação Ferramentas de Corte e Lubrificação e Maquinação Introdução PDFDocumento3 páginasReflexao 5837 e 5805 - Maquinação Ferramentas de Corte e Lubrificação e Maquinação Introdução PDFprofcmAinda não há avaliações
- Algo NovoDocumento45 páginasAlgo NovoSajane MassadaAinda não há avaliações
- Relatório - Aula PráticaDocumento9 páginasRelatório - Aula PráticaVanessa SampaioAinda não há avaliações
- Aula Prática - MOTORES DE COMBUSTÃODocumento17 páginasAula Prática - MOTORES DE COMBUSTÃOVanessa SampaioAinda não há avaliações
- Engenharia MecânicaDocumento21 páginasEngenharia MecânicaVanessa Sampaio100% (1)
- Reciclagem de Latas de AluminioDocumento39 páginasReciclagem de Latas de AluminioVanessa SampaioAinda não há avaliações
- PortfólioDocumento14 páginasPortfólioVanessa SampaioAinda não há avaliações
- Noção Intuitiva de LimitesDocumento14 páginasNoção Intuitiva de LimitesThayla CastroAinda não há avaliações
- Anatomia Do Esqueleto ApendicularDocumento45 páginasAnatomia Do Esqueleto ApendicularVanessa VitoriaAinda não há avaliações
- Check List BPFDocumento11 páginasCheck List BPFcassilda_carvalho@hotmail.comAinda não há avaliações
- Termodinâmica - 3Documento46 páginasTermodinâmica - 3moises20caAinda não há avaliações
- Ficha Rakan (ATUAL)Documento3 páginasFicha Rakan (ATUAL)Fiky ColdAinda não há avaliações
- Guia Local v1810 - CE Crateus - 06-11-2018Documento22 páginasGuia Local v1810 - CE Crateus - 06-11-2018Marcelo ClaroAinda não há avaliações
- Apresentação TCC TamboreadorDocumento39 páginasApresentação TCC TamboreadorAllery SamAinda não há avaliações
- Permissão de TrabalhoDocumento5 páginasPermissão de TrabalhoFRANCISCO PEREIRAAinda não há avaliações
- Regência Nominal Na Construção Do Texto.Documento25 páginasRegência Nominal Na Construção Do Texto.carlosjanssenrs100% (1)
- Vasos de BarroDocumento5 páginasVasos de BarroDaniel Sipriano NetoAinda não há avaliações
- A Perdida Arte Da DatilografiaDocumento4 páginasA Perdida Arte Da DatilografiaPatricia GomesAinda não há avaliações
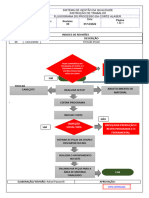
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- 02 - Princípios Da RadioterapiaDocumento6 páginas02 - Princípios Da RadioterapiaForwomenAinda não há avaliações
- Micro2 MincustoDocumento28 páginasMicro2 MincustoOrlando Francisco NhamussunaAinda não há avaliações
- BudaKamakura PDFDocumento16 páginasBudaKamakura PDFjuniorterapiaAinda não há avaliações
- ANIM-012 - Manual Tosa Cocker SpanielDocumento15 páginasANIM-012 - Manual Tosa Cocker SpanielMarcos CelestinoAinda não há avaliações
- Programação Semic Xxxiv SemicDocumento111 páginasProgramação Semic Xxxiv SemicRitaAinda não há avaliações
- TJMG Portaria N 6.180PR2023-AnexoDocumento2 páginasTJMG Portaria N 6.180PR2023-AnexoRegiane RoskowinskiAinda não há avaliações
- F10 Hfen11 em Guia Prof Resumo Al 10anoDocumento3 páginasF10 Hfen11 em Guia Prof Resumo Al 10anoCatarina StelmashchukAinda não há avaliações
- Requisição de PessoalDocumento2 páginasRequisição de PessoalComa Bem RefeiçõesAinda não há avaliações
- Estrutura Remuneratoria Senai (74131)Documento7 páginasEstrutura Remuneratoria Senai (74131)Lucimari SuzukiAinda não há avaliações
- Desenvolvimento Da Radiologia IntervencionistaDocumento3 páginasDesenvolvimento Da Radiologia IntervencionistaProf-Alexsandro FerreiraAinda não há avaliações
- Prova Teorica NR 06Documento2 páginasProva Teorica NR 06Lih AssisAinda não há avaliações
- Guia de Identificação Das Pastagens Nativas Do Pantanal (2019)Documento223 páginasGuia de Identificação Das Pastagens Nativas Do Pantanal (2019)Andreia CostaAinda não há avaliações
- Apostila Projeção Da Consciência - Waldo VieiraDocumento12 páginasApostila Projeção Da Consciência - Waldo VieiraRanilson Angelo100% (1)
- Extensao Counitaria IDocumento17 páginasExtensao Counitaria Idércio nevesAinda não há avaliações
- Sas2018 4Documento17 páginasSas2018 4jgabrielcdaviAinda não há avaliações
- EmpreenderismoDocumento16 páginasEmpreenderismoLúcia Silva Silva100% (1)
- 002 - Criminologia AMBIENTALDocumento19 páginas002 - Criminologia AMBIENTALf_f_claudio100% (2)
- Geometria ÁtomoDocumento4 páginasGeometria Átomoemarchesi2012Ainda não há avaliações