Você também pode gostar
- Apostila Fresagem - Hudson Xavier PDFDocumento24 páginasApostila Fresagem - Hudson Xavier PDFvictorcalixtoAinda não há avaliações
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- Fresadora e o Processo de FresamentoDocumento19 páginasFresadora e o Processo de FresamentoCassioEM100% (1)
- Prova de Aptidão ProfissionalDocumento30 páginasProva de Aptidão ProfissionalTomas SousaAinda não há avaliações
- Relatório Fresamento PDFDocumento22 páginasRelatório Fresamento PDFTalita Villa BarbosaAinda não há avaliações
- Trabalho Completo - MadrilhadoraDocumento9 páginasTrabalho Completo - Madrilhadoratiago_mozart100% (1)
- Apresentação Fresadora 3TMDADocumento37 páginasApresentação Fresadora 3TMDAjucileimouraAinda não há avaliações
- Aula 8 FresamentoDocumento54 páginasAula 8 FresamentoPaulo Guilherme GodoyAinda não há avaliações
- Trabalho Sobre Mandriladora WordDocumento13 páginasTrabalho Sobre Mandriladora WordMilton HenriqueAinda não há avaliações
- FresaDocumento6 páginasFresaheder mendesAinda não há avaliações
- FRESADORASDocumento16 páginasFRESADORASJosé RiadroAinda não há avaliações
- Processos de Usinagem Por FresamentoDocumento47 páginasProcessos de Usinagem Por FresamentoturmacharliecfsdAinda não há avaliações
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto Ferreira100% (1)
- Relatorio Oficina Mecanica (Fresagem)Documento23 páginasRelatorio Oficina Mecanica (Fresagem)Paulo Venicio Alves VieiraAinda não há avaliações
- Movimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Documento12 páginasMovimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Árlei Huebra Póvoa100% (1)
- 34 PF TorneamentoDocumento14 páginas34 PF Torneamentolock3215Ainda não há avaliações
- Guia de Estudos Usinagem Parte IDocumento4 páginasGuia de Estudos Usinagem Parte IGeordano De Moura ValadaoAinda não há avaliações
- Trabalho FresamentoDocumento16 páginasTrabalho FresamentorenanbarelaAinda não há avaliações
- Trabalho TornoDocumento4 páginasTrabalho Tornowellynton29875Ainda não há avaliações
- Relatorio FresaDocumento10 páginasRelatorio FresaAdriano GhiggiAinda não há avaliações
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto FerreiraAinda não há avaliações
- Aula 9Documento11 páginasAula 9Ricardo Jorge Horta PequenoAinda não há avaliações
- 2-Grandezas Físicas em UsinagemDocumento20 páginas2-Grandezas Físicas em Usinagemar.paulossiAinda não há avaliações
- Azdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoDocumento14 páginasAzdoc - Tips Apostilas em PDF Do Senai 34 PF TorneamentoCarlos NogueiraAinda não há avaliações
- Telecurso 2000 - Processos de Fabricacao 1Documento122 páginasTelecurso 2000 - Processos de Fabricacao 1graziela paixaoAinda não há avaliações
- 30 PF FuraçãoDocumento11 páginas30 PF FuraçãoClaudio Thayner Lopes100% (1)
- 1.conceitos Gerais de Tratamento Dos Metais Por Corte1Documento27 páginas1.conceitos Gerais de Tratamento Dos Metais Por Corte1Liedson Abel S. ErnestoAinda não há avaliações
- Torno MecanicoDocumento14 páginasTorno MecanicoFernanda LuizAinda não há avaliações
- Aplainamento MecânicoDocumento8 páginasAplainamento MecânicoJosé João TorresAinda não há avaliações
- Trabalho Fresadora FinalDocumento44 páginasTrabalho Fresadora Finaljoubertporto50% (4)
- Classificacao Dos Tornos Mecanicos, Engenho de FurarDocumento19 páginasClassificacao Dos Tornos Mecanicos, Engenho de FurarEdson Daniel Farias100% (1)
- Introdução As Processos de Fabricação - FresagemDocumento21 páginasIntrodução As Processos de Fabricação - FresagemrehobscnAinda não há avaliações
- Classificação Dos Processos de UsinagemDocumento125 páginasClassificação Dos Processos de Usinagemmarcos100% (1)
- Principios Da Maquinagem - JPDavim PDFDocumento214 páginasPrincipios Da Maquinagem - JPDavim PDFJose RamalhoAinda não há avaliações
- (2016) Unidade 5 - FuraçãoDocumento149 páginas(2016) Unidade 5 - FuraçãopnlagosAinda não há avaliações
- Parâmetros de UsinagemDocumento18 páginasParâmetros de UsinagemAnonymous xEKsRmtjOAinda não há avaliações
- Torno 250Documento6 páginasTorno 250Romell CruzAinda não há avaliações
- UsinagemDocumento100 páginasUsinagemJoão Paulo BastosAinda não há avaliações
- Power Point Fresadora OkDocumento35 páginasPower Point Fresadora OkRicardo Almeida100% (1)
- TORNEAMENTODocumento11 páginasTORNEAMENTOFernando AlbertoAinda não há avaliações
- Trabalho PlainadoraDocumento11 páginasTrabalho PlainadoraMarcos AndréAinda não há avaliações
- 362977-Aula 3 - FresadorasDocumento63 páginas362977-Aula 3 - FresadorasGuilherme Schmidt Lopes100% (1)
- Avaliacao DimensionalDocumento51 páginasAvaliacao Dimensionalalan.campos3Ainda não há avaliações
- Aula 1Documento19 páginasAula 1Gabriel GuilhermeAinda não há avaliações
- Noções de TorneariaDocumento12 páginasNoções de TorneariaShueidy BragaAinda não há avaliações
- Apostila Processos de Usinagem 2005Documento87 páginasApostila Processos de Usinagem 2005Rafael Leal LimaAinda não há avaliações
- Relatório Da Prática de FRESAMENTO-ArianaDocumento23 páginasRelatório Da Prática de FRESAMENTO-ArianaAriana SilvaAinda não há avaliações
- Eixos TCCDocumento47 páginasEixos TCCluk34Ainda não há avaliações
- FRESAGEMDocumento50 páginasFRESAGEMFabíola NatallyAinda não há avaliações
- Apostila de TorneamentoDocumento47 páginasApostila de TorneamentoCristian DiegoAinda não há avaliações
- Respostas UsinagemDocumento4 páginasRespostas UsinagemLuiz Antonio Picco JuniorAinda não há avaliações
- C Grandezas Fisicas No Processo de CorteDocumento7 páginasC Grandezas Fisicas No Processo de CortekolarovicAinda não há avaliações
- FrezadoraDocumento23 páginasFrezadoraEtivaldoRodriguesCgAinda não há avaliações
- BrochadeiraDocumento24 páginasBrochadeiraxavadaAinda não há avaliações
- Modelo Da Máquina De Indução E Geração DistribuídaNo EverandModelo Da Máquina De Indução E Geração DistribuídaAinda não há avaliações
- Aula 1 Antropologia (Engenharia Mecânica) Cultura GeralDocumento20 páginasAula 1 Antropologia (Engenharia Mecânica) Cultura GeralZeca Boaventura NhachungueAinda não há avaliações
- Curriculum VitaeDocumento2 páginasCurriculum VitaeZeca Boaventura NhachungueAinda não há avaliações
- Furadeiras MecânicasDocumento8 páginasFuradeiras MecânicasZeca Boaventura NhachungueAinda não há avaliações
- Uma Definição Simples de TornosDocumento8 páginasUma Definição Simples de TornosZeca Boaventura NhachungueAinda não há avaliações
- Processamento de Aluminio (Processos de Fabricação)Documento19 páginasProcessamento de Aluminio (Processos de Fabricação)Zeca Boaventura NhachungueAinda não há avaliações
- Torno Mecânico (Engenheiro Zeca Boaventura Nhachungue)Documento12 páginasTorno Mecânico (Engenheiro Zeca Boaventura Nhachungue)Zeca Boaventura NhachungueAinda não há avaliações
- FresadoraDocumento11 páginasFresadoraZeca Boaventura NhachungueAinda não há avaliações
- FresadoraDocumento11 páginasFresadoraZeca Boaventura NhachungueAinda não há avaliações
- Torno Mecânico (Engenheiro Zeca Boaventura Nhachungue)Documento12 páginasTorno Mecânico (Engenheiro Zeca Boaventura Nhachungue)Zeca Boaventura NhachungueAinda não há avaliações
- Exercicio de Consolidacao (Processos de Fabricacao II)Documento3 páginasExercicio de Consolidacao (Processos de Fabricacao II)Zeca Boaventura NhachungueAinda não há avaliações
- Preparação Das Misturas para Moldes e Macho (Salvo Automaticamente)Documento16 páginasPreparação Das Misturas para Moldes e Macho (Salvo Automaticamente)Zeca Boaventura NhachungueAinda não há avaliações
- Manual Vitale Plus VPNDocumento38 páginasManual Vitale Plus VPNGustavo Bium DonadonAinda não há avaliações
- Regência Nominal Na Construção Do Texto.Documento25 páginasRegência Nominal Na Construção Do Texto.carlosjanssenrs100% (1)
- Curso Técnico de RestauraçãoDocumento2 páginasCurso Técnico de RestauraçãoVítorFernandoMarquesCoitoAinda não há avaliações
- Apreciação CríticaDocumento1 páginaApreciação CríticaSílvia OliveiraAinda não há avaliações
- Programa de Hipertrofia Feminina GRATIS Nivel 1 MescladoDocumento11 páginasPrograma de Hipertrofia Feminina GRATIS Nivel 1 MescladoCasa na VilaAinda não há avaliações
- 002 - Criminologia AMBIENTALDocumento19 páginas002 - Criminologia AMBIENTALf_f_claudio100% (2)
- Ramos de Uma Grande Arvore PDFDocumento145 páginasRamos de Uma Grande Arvore PDFRafael OliveiraAinda não há avaliações
- Lista 1 MruvDocumento5 páginasLista 1 MruvCamilla BuçardAinda não há avaliações
- Guia Local v1810 - CE Crateus - 06-11-2018Documento22 páginasGuia Local v1810 - CE Crateus - 06-11-2018Marcelo ClaroAinda não há avaliações
- BOVINOCULTURADocumento85 páginasBOVINOCULTURAJuliana MouraAinda não há avaliações
- Óquio: Istema Etro ErroviárioDocumento96 páginasÓquio: Istema Etro ErroviárioJLAinda não há avaliações
- Check List BPFDocumento11 páginasCheck List BPFcassilda_carvalho@hotmail.comAinda não há avaliações
- Etapas Do Projeto de PesquisaDocumento2 páginasEtapas Do Projeto de Pesquisajoao vitorAinda não há avaliações
- Apostila Projeção Da Consciência - Waldo VieiraDocumento12 páginasApostila Projeção Da Consciência - Waldo VieiraRanilson Angelo100% (1)
- Programação Semic Xxxiv SemicDocumento111 páginasProgramação Semic Xxxiv SemicRitaAinda não há avaliações
- Permissão de TrabalhoDocumento5 páginasPermissão de TrabalhoFRANCISCO PEREIRAAinda não há avaliações
- Termodinâmica - 3Documento46 páginasTermodinâmica - 3moises20caAinda não há avaliações
- 3258 Boletim Tecnico Eucatex SiliconeDocumento3 páginas3258 Boletim Tecnico Eucatex Siliconeedgar m paivaAinda não há avaliações
- A Perdida Arte Da DatilografiaDocumento4 páginasA Perdida Arte Da DatilografiaPatricia GomesAinda não há avaliações
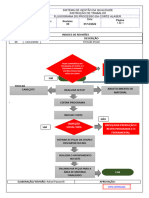
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- Noção Intuitiva de LimitesDocumento14 páginasNoção Intuitiva de LimitesThayla CastroAinda não há avaliações
- Registro Na Jucesp de Armazém GeralDocumento3 páginasRegistro Na Jucesp de Armazém Geralabertura de empresaAinda não há avaliações
- Equações DiferenciaisDocumento45 páginasEquações DiferenciaisDarkArkangel2Ainda não há avaliações
- Micro2 MincustoDocumento28 páginasMicro2 MincustoOrlando Francisco NhamussunaAinda não há avaliações
- Esquema Geral Cursos EfaDocumento50 páginasEsquema Geral Cursos EfaJose GalasAinda não há avaliações
- Relatorio Analise OrganicaDocumento17 páginasRelatorio Analise Organicavilmar konageski jr100% (4)
- Requisição de PessoalDocumento2 páginasRequisição de PessoalComa Bem RefeiçõesAinda não há avaliações
- Estrutura Remuneratoria Senai (74131)Documento7 páginasEstrutura Remuneratoria Senai (74131)Lucimari SuzukiAinda não há avaliações
- QuestionarioDocumento3 páginasQuestionarioDhandara LucymillaAinda não há avaliações
- 02 - Princípios Da RadioterapiaDocumento6 páginas02 - Princípios Da RadioterapiaForwomenAinda não há avaliações