Você também pode gostar
- Rompimento de Pele - ManutencaoDocumento58 páginasRompimento de Pele - ManutencaoHERBERT FERREIRA ALMEIDA FERRAZAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- LingotamentoDocumento13 páginasLingotamentoSara GomesAinda não há avaliações
- Aciaria - LD - MetaDocumento61 páginasAciaria - LD - MetaJoão Carlos C. AtaydeAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Conversor Ld-EngenhariaDocumento44 páginasConversor Ld-Engenhariamaxkakuesasaki001Ainda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Apostila - Sistema de Proteção AnticorrosivaDocumento91 páginasApostila - Sistema de Proteção AnticorrosivaPaulo Leonardo Jacobussi SemeghiniAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Lista de Exercícios - 01Documento6 páginasLista de Exercícios - 01Maike Marques da LuzAinda não há avaliações
- Metalurgia Do PóDocumento65 páginasMetalurgia Do Pócavalc105292100% (1)
- Siderurgia - Alto FornoDocumento25 páginasSiderurgia - Alto FornoCrismeire IsbaexAinda não há avaliações
- Forno Eletrico Por InduçaoDocumento24 páginasForno Eletrico Por InduçaoMarco Antonio Costa60% (5)
- Fundição Sob-PressãoDocumento65 páginasFundição Sob-Pressãoluizbek100% (1)
- 03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFDocumento222 páginas03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFAnselmo FabrisAinda não há avaliações
- 1 Aula Tratamento TermicoDocumento47 páginas1 Aula Tratamento TermicoCláudio DinizAinda não há avaliações
- Curso Básico de Alto-FornoDocumento14 páginasCurso Básico de Alto-FornoKim Almeida100% (1)
- 5 Recozimento e NormalizaçãoDocumento7 páginas5 Recozimento e NormalizaçãoeusouobrunoAinda não há avaliações
- Tipos de Tratamentos TérmicosDocumento6 páginasTipos de Tratamentos Térmicostry AGAINAinda não há avaliações
- Aula-Defeitos em SoldasDocumento92 páginasAula-Defeitos em SoldasDiego Sousa Silva100% (1)
- Tratamento TermicoDocumento7 páginasTratamento TermicoFabinho GarciaAinda não há avaliações
- Conformação PDFDocumento93 páginasConformação PDFRonaldo FerreiraAinda não há avaliações
- 2010-2 - Aula 2 - Fundicao - Moldes e ModelosDocumento32 páginas2010-2 - Aula 2 - Fundicao - Moldes e ModelosMatheus MathuchenkoAinda não há avaliações
- Aco InoxDocumento22 páginasAco InoxRodolfo ChagasAinda não há avaliações
- Elaboracao Refino To Do AcoDocumento106 páginasElaboracao Refino To Do AcoBruno Henrique100% (3)
- Diagrama de Equilibrio CM Aula 2Documento49 páginasDiagrama de Equilibrio CM Aula 2Nilton CadeteAinda não há avaliações
- Lista de Exercício para SoldagemDocumento16 páginasLista de Exercício para SoldagemFlávio Spindola100% (2)
- Metalúrgia e Processos de Fabricação Dos AçosDocumento29 páginasMetalúrgia e Processos de Fabricação Dos AçosJoão Paulo BastosAinda não há avaliações
- Des e Aplicações Dos Metais e LigasDocumento42 páginasDes e Aplicações Dos Metais e Ligassocramsilva100% (10)
- Forno PanelaDocumento19 páginasForno PanelaneblinadaserraAinda não há avaliações
- Tratamento Térmico e Ligas Metálicas - PetrobrasDocumento12 páginasTratamento Térmico e Ligas Metálicas - PetrobrasIgor Jefferson Cabral AraújoAinda não há avaliações
- EXTRUSÃODocumento49 páginasEXTRUSÃODonovan Gibbs100% (1)
- Tratamento Térmico Completo 2S 2021Documento315 páginasTratamento Térmico Completo 2S 2021Jorge Wellington SantosAinda não há avaliações
- Exercicos Sobre Ferro FundidoDocumento1 páginaExercicos Sobre Ferro FundidomarcusAinda não há avaliações
- Aços e Seus Tratamentos TérmicosDocumento90 páginasAços e Seus Tratamentos TérmicosAngelo LeãoAinda não há avaliações
- Aula Teórica Endurecimento SuperficialDocumento32 páginasAula Teórica Endurecimento SuperficialCarolai FabrisAinda não há avaliações
- Materiais de Construção MecânicaDocumento18 páginasMateriais de Construção MecânicaCosta Vagner100% (1)
- Tratamento TermicoDocumento6 páginasTratamento TermicoOberdan Oliveira Fonseca100% (1)
- Avaliação Diagrama Ferro CarbonoDocumento2 páginasAvaliação Diagrama Ferro CarbonoEnzo MarquesAinda não há avaliações
- Introdução À Metalurgia Da SoldagemDocumento79 páginasIntrodução À Metalurgia Da SoldagemrenatobevAinda não há avaliações
- Mancais SNTDocumento24 páginasMancais SNTDiogenes CostaAinda não há avaliações
- FornoDocumento147 páginasFornoCláudio FortesAinda não há avaliações
- Seminario GalvanizaçãoDocumento21 páginasSeminario GalvanizaçãoAndriéllyRembowskiAinda não há avaliações
- Lista de Exercicios - FadigaDocumento3 páginasLista de Exercicios - FadigaVithor Hugo CostaAinda não há avaliações
- História Da Solda Com Eletrodos RevestidosDocumento4 páginasHistória Da Solda Com Eletrodos RevestidosClodnir CanheteAinda não há avaliações
- Tipos de Falhas ApresentaçãoDocumento43 páginasTipos de Falhas ApresentaçãoNatália CunhaAinda não há avaliações
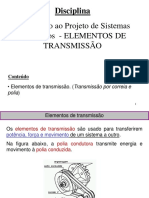
- Aula 10 - Correias e PoliasDocumento82 páginasAula 10 - Correias e Poliasackman00Ainda não há avaliações
- 2 - Aços 2 Propriedades MecânicasDocumento19 páginas2 - Aços 2 Propriedades MecânicasGilson LopesAinda não há avaliações
- Corrosao Fundamentos PDFDocumento89 páginasCorrosao Fundamentos PDFFabio Okamoto100% (1)
- METAIS (Aços, Fundidos e Ligas de Aço)Documento7 páginasMETAIS (Aços, Fundidos e Ligas de Aço)joaojeroAinda não há avaliações
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- TCC Tribologia Analise de FalhasDocumento136 páginasTCC Tribologia Analise de FalhasJMOACIRAinda não há avaliações
- Forno ElétricoDocumento30 páginasForno ElétriconeblinadaserraAinda não há avaliações
- Aula 7 Aciaria ElétricaDocumento36 páginasAula 7 Aciaria ElétricaRomulo Oliveira Lino AlmeidaAinda não há avaliações
- Tipos de Corrosão - Inox PDFDocumento5 páginasTipos de Corrosão - Inox PDFkdvc18Ainda não há avaliações
- Tratamento TermicoDocumento7 páginasTratamento TermicoBruna FreitasAinda não há avaliações
- Fundamentos e Aplicações Do AluminioDocumento35 páginasFundamentos e Aplicações Do Aluminiooaktree2009100% (1)
- Apostila Soldagem Mig Mag ESABDocumento68 páginasApostila Soldagem Mig Mag ESABAnderson FestugatoAinda não há avaliações
- Minhocário em Túnel BaixoDocumento5 páginasMinhocário em Túnel BaixoRoger DoutraxAinda não há avaliações
- Infraestrutura e Projeto de RedesDocumento1 páginaInfraestrutura e Projeto de RedesRone MottaAinda não há avaliações
- Catálogo Empalux 2019 BaixaDocumento24 páginasCatálogo Empalux 2019 BaixaJunior GonçalvesAinda não há avaliações
- (Apostila) Sistemas Realimentados - UFSCDocumento43 páginas(Apostila) Sistemas Realimentados - UFSCEduardo BandeiraAinda não há avaliações
- Gestão Da Qualidade Através Da Metodologia QRQCDocumento7 páginasGestão Da Qualidade Através Da Metodologia QRQCsassi147Ainda não há avaliações
- Registro 003357 - 2020 - Avaliação Da ConformidadeDocumento2 páginasRegistro 003357 - 2020 - Avaliação Da ConformidadePedro AlvesAinda não há avaliações
- Afiliados PDFDocumento48 páginasAfiliados PDFbolinhaicmAinda não há avaliações
- Relatório de Estagio Novo - Ponte RolanteDocumento21 páginasRelatório de Estagio Novo - Ponte RolanteAdriano BrazAinda não há avaliações
- Planner Modelo 2Documento14 páginasPlanner Modelo 2Roberta SilvaAinda não há avaliações
- Perguntas Teste Escrito TAPDocumento3 páginasPerguntas Teste Escrito TAPEduardo Almeida SilvaAinda não há avaliações
- Formulário Check List Oficina Bau Oficina 2020Documento2 páginasFormulário Check List Oficina Bau Oficina 2020Higor RobertoAinda não há avaliações
- A Era Do HipertextoDocumento320 páginasA Era Do HipertextoClaudiene Diniz100% (2)
- Typewriter-Facit 9403 9405 9412 9414Documento43 páginasTypewriter-Facit 9403 9405 9412 9414mplennaAinda não há avaliações
- RepRapBR - Grupo de EstudoDocumento76 páginasRepRapBR - Grupo de Estudolyllen santosAinda não há avaliações
- Caso Prático - Eco 1 FdulDocumento2 páginasCaso Prático - Eco 1 FdulInês MartinsAinda não há avaliações
- Como Instalar Esp32 ArduinoIDE WinDocumento11 páginasComo Instalar Esp32 ArduinoIDE WinFernando Santos100% (1)
- Mo Sprint 407 TceDocumento211 páginasMo Sprint 407 Tceleaokamikaze100% (15)
- Apostila de SolidworksDocumento18 páginasApostila de SolidworksMarcos SaldanhaAinda não há avaliações
- Padaria Ficha TécnicaDocumento9 páginasPadaria Ficha Técnicagilsonfreire50% (2)
- AVB Carbono Zero PDF-02.02-1Documento1 páginaAVB Carbono Zero PDF-02.02-1Matheus LopesAinda não há avaliações
- Eram Os Deuses Realmente Astronautas?Documento17 páginasEram Os Deuses Realmente Astronautas?Mariangela Ghirotti100% (1)
- Cálculo de Impostos-Rev-9Documento6 páginasCálculo de Impostos-Rev-9Gualberto Pablo SousaAinda não há avaliações
- Permutador de PlacasDocumento9 páginasPermutador de PlacasCristina KrisAinda não há avaliações
- Ged 22Documento42 páginasGed 22Mateus HenriqueAinda não há avaliações
- PainelDocumento4 páginasPainelpaulojfeitoza100% (1)
- Roteador Tl-wr941nd v5 Qig 7106504622 BRDocumento2 páginasRoteador Tl-wr941nd v5 Qig 7106504622 BRkateborghiAinda não há avaliações
- Checklist - 21 Passos para Adaptar A Sua Empresa Ao RGPDDocumento1 páginaChecklist - 21 Passos para Adaptar A Sua Empresa Ao RGPDOrlando MonteiroAinda não há avaliações
- NR 18 - Tetos Falsos e Placas de GessoDocumento2 páginasNR 18 - Tetos Falsos e Placas de GessoCPSSTAinda não há avaliações
- Desabilitando o Touchpad e Habilitando Trackpoint Do X1 e T430sDocumento11 páginasDesabilitando o Touchpad e Habilitando Trackpoint Do X1 e T430salexandre.oneill2479Ainda não há avaliações
- Philippe Quéau - A Quem Pertence o Conhecimento - ConhecimentoDocumento5 páginasPhilippe Quéau - A Quem Pertence o Conhecimento - ConhecimentoJoseph ShafanAinda não há avaliações
- QAI, COV, Poluição e Nano TiO2: estudo de fotodegradação de benzeno por nano TiO2 em revestimento cerâmico comercial e assistida por radiação ultravioletaNo EverandQAI, COV, Poluição e Nano TiO2: estudo de fotodegradação de benzeno por nano TiO2 em revestimento cerâmico comercial e assistida por radiação ultravioletaAinda não há avaliações
- Química da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaNo EverandQuímica da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaAinda não há avaliações
- Aprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioNo EverandAprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioAinda não há avaliações
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)
- Simetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaNo EverandSimetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaAinda não há avaliações
- Projetos Eletrônicos Educacionais com Energia AlternativaNo EverandProjetos Eletrônicos Educacionais com Energia AlternativaAinda não há avaliações
- Detetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseNo EverandDetetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseAinda não há avaliações
- Uma breve história da química: Da alquimia às ciências moleculares modernasNo EverandUma breve história da química: Da alquimia às ciências moleculares modernasAinda não há avaliações
- Introdução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNo EverandIntrodução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNota: 5 de 5 estrelas5/5 (2)
- Problemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)No EverandProblemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)Ainda não há avaliações
- Uso do Policloreto de Alumínio (PAC): vantagens sobre o Sulfato de Alumínio em sistema de tratamento de águaNo EverandUso do Policloreto de Alumínio (PAC): vantagens sobre o Sulfato de Alumínio em sistema de tratamento de águaAinda não há avaliações
- Físico-química de Blendas e Compósitos PoliméricosNo EverandFísico-química de Blendas e Compósitos PoliméricosNota: 1 de 5 estrelas1/5 (1)
- Para Gostar de Química: Introdução à Química GeralNo EverandPara Gostar de Química: Introdução à Química GeralAinda não há avaliações
- Química na Educação Básica: Ferramentas teóricas e práticasNo EverandQuímica na Educação Básica: Ferramentas teóricas e práticasNota: 4 de 5 estrelas4/5 (1)