Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Manual Suspensão FuscaDocumento27 páginasManual Suspensão Fuscamckaneko100% (9)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Riscos Processos SoldagemDocumento32 páginasRiscos Processos SoldagemValdenir Dos SantosAinda não há avaliações
- Apostila Do Curso de Inspetor de Soldagem n2 ProminpDocumento68 páginasApostila Do Curso de Inspetor de Soldagem n2 ProminpPriscilla Kelly Freitas dos SantosAinda não há avaliações
- Aco InoxDocumento22 páginasAco InoxRodolfo ChagasAinda não há avaliações
- Aula Teórica Endurecimento SuperficialDocumento32 páginasAula Teórica Endurecimento SuperficialCarolai FabrisAinda não há avaliações
- Defeitos - Lingotamento de TarugosDocumento62 páginasDefeitos - Lingotamento de Tarugos-Ainda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Cromo Duro - Apostila Sobre Cromo Duro PDFDocumento6 páginasCromo Duro - Apostila Sobre Cromo Duro PDFSergio Melo BeckAinda não há avaliações
- Soldagem Ferro FundidoDocumento20 páginasSoldagem Ferro FundidoVladimir Soler100% (1)
- Florais Sistema Bach e Saint GermainDocumento66 páginasFlorais Sistema Bach e Saint GermainRejane Gomes100% (3)
- Tratamento de Superfícies - VALE PDFDocumento76 páginasTratamento de Superfícies - VALE PDFHeber Santos HeberAinda não há avaliações
- Análise de Quantidade de Graxa Mancal de RolamentoDocumento10 páginasAnálise de Quantidade de Graxa Mancal de RolamentoMateus Brener De SáAinda não há avaliações
- Masculinidade em Crise-WPS OfficeDocumento3 páginasMasculinidade em Crise-WPS OfficePastorNocivaldo CostaAinda não há avaliações
- Lean Inception - Como Alinhar Pe - Paulo Caroli PDFDocumento177 páginasLean Inception - Como Alinhar Pe - Paulo Caroli PDFLucas XimenesAinda não há avaliações
- Lubrificação IndustrialDocumento41 páginasLubrificação IndustrialSidnei Luiz SilvaAinda não há avaliações
- Aula 9 - Lingotamento ContínuoDocumento30 páginasAula 9 - Lingotamento ContínuoGabriel Roberto CampesanAinda não há avaliações
- ESAB - 1902600 Rev5 Consumiveisesab PTDocumento68 páginasESAB - 1902600 Rev5 Consumiveisesab PTlarofa79Ainda não há avaliações
- Motores, Preparação e DicasDocumento18 páginasMotores, Preparação e Dicasmmalex50% (2)
- Aço CarbonoDocumento9 páginasAço CarbonoJonasJesus100% (1)
- Tabela Pregos GerdauDocumento8 páginasTabela Pregos GerdauricboscoAinda não há avaliações
- Ensaio Por Líquido PenetranteDocumento32 páginasEnsaio Por Líquido PenetrantePriscila PereiraAinda não há avaliações
- Tipos de Aco para A CutelariaDocumento10 páginasTipos de Aco para A CutelariaAndersonDosSantosAinda não há avaliações
- Consumiveissoldagem PDFDocumento28 páginasConsumiveissoldagem PDFDavid Assumpção da SilvaAinda não há avaliações
- Fornos para Fundicao e RefratariosDocumento25 páginasFornos para Fundicao e RefratariosPablo MendezAinda não há avaliações
- Catalogo EletrodosDocumento14 páginasCatalogo EletrodosPaulo SantosAinda não há avaliações
- Catalogo Flanges NBR 7675 DINDocumento3 páginasCatalogo Flanges NBR 7675 DINIago QuirinoAinda não há avaliações
- Novos Olhares para Os Antigos PDFDocumento464 páginasNovos Olhares para Os Antigos PDFsilasrm100% (1)
- Soldagem Na Industria Do PetroleoDocumento902 páginasSoldagem Na Industria Do Petroleonk16251732Ainda não há avaliações
- ESAB-Catalogo Eletrodos PTDocumento12 páginasESAB-Catalogo Eletrodos PTgraci2828100% (5)
- ELECTRODOSDocumento8 páginasELECTRODOSElzidio RodriguesAinda não há avaliações
- KSB Megacpk ManualDocumento32 páginasKSB Megacpk ManualAlisson GoriaAinda não há avaliações
- FornoDocumento147 páginasFornoCláudio FortesAinda não há avaliações
- 8 EvaporadoresDocumento15 páginas8 Evaporadorespaulobaran0% (1)
- Soldagem UFMGDocumento298 páginasSoldagem UFMGjoaoAinda não há avaliações
- Soldabilidade de Acos Carbono e ARBL PDFDocumento10 páginasSoldabilidade de Acos Carbono e ARBL PDFFabricio TarulloAinda não há avaliações
- Seminário - Ensaio de DurezaDocumento31 páginasSeminário - Ensaio de DurezaHenrique SperottoAinda não há avaliações
- SN200 PDFDocumento82 páginasSN200 PDFRafael MeciasAinda não há avaliações
- Gestao Do Tempo e Do Stress - M FormadorDocumento91 páginasGestao Do Tempo e Do Stress - M FormadorNatercia RodriguesAinda não há avaliações
- Tipos de Aço e Sua ClassificaçãoDocumento12 páginasTipos de Aço e Sua ClassificaçãoAlvin Badoo AlvinOriginal BadooAinda não há avaliações
- Rompimento de Pele - ManutencaoDocumento58 páginasRompimento de Pele - ManutencaoHERBERT FERREIRA ALMEIDA FERRAZAinda não há avaliações
- Procedimento de Medição em Durômetro de BancadaDocumento6 páginasProcedimento de Medição em Durômetro de Bancadafedox67% (3)
- Esab Apostila Solda Eletrodos RevestidosDocumento66 páginasEsab Apostila Solda Eletrodos RevestidosMarcelo Fagundes100% (2)
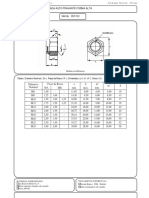
- DIN 982 - Porca Sextavada Auto-Travante - Métrica - AltaDocumento1 páginaDIN 982 - Porca Sextavada Auto-Travante - Métrica - AltaFelipe Soares100% (1)
- Eletrica Corcel 2Documento6 páginasEletrica Corcel 2Roberto Radespiel Junior100% (1)
- 2006 Mitsubishi Pajero Tr4 104482Documento185 páginas2006 Mitsubishi Pajero Tr4 104482Wescley Oliveira100% (1)
- Classes Resistencia ParafusosDocumento10 páginasClasses Resistencia ParafusosGabriel Del RosarioAinda não há avaliações
- Performance, Happening e Body ArtDocumento13 páginasPerformance, Happening e Body ArtScott SummersAinda não há avaliações
- Inspeção Visual de SuperfícieDocumento47 páginasInspeção Visual de SuperfícieJarbas Moraes100% (1)
- Catalogo ESABDocumento208 páginasCatalogo ESABMaicon Alberto Ferraz EvilásioAinda não há avaliações
- Af Ledurit 60 (CRCW)Documento1 páginaAf Ledurit 60 (CRCW)mathius_onellAinda não há avaliações
- Utp 6020 PDFDocumento1 páginaUtp 6020 PDFJPJFAinda não há avaliações
- Soldagem - Consumiveis - Eletrodos Revestidos - TabelaDocumento1 páginaSoldagem - Consumiveis - Eletrodos Revestidos - TabelaMarcelo Kleber FelisbertoAinda não há avaliações
- Catalogo - Aclopamentos AntaresDocumento20 páginasCatalogo - Aclopamentos AntaresRodger SenaAinda não há avaliações
- Guia Prático de SoldagemDocumento3 páginasGuia Prático de Soldagemrrsousa.samAinda não há avaliações
- Catalogo Chapa Grossa PDFDocumento17 páginasCatalogo Chapa Grossa PDFNádia Paim Duarte100% (1)
- Tabela Dimensões Centrifugas - KSBDocumento21 páginasTabela Dimensões Centrifugas - KSBMarcos CarvalhoAinda não há avaliações
- Lingotamento Contínuo e Defeitos de Laminação v2013Documento94 páginasLingotamento Contínuo e Defeitos de Laminação v2013Diego Pinheiro100% (1)
- Conversões de Newton-Metro para Libra-PéDocumento2 páginasConversões de Newton-Metro para Libra-PéHarry Wart WartAinda não há avaliações
- Apostila - Sistema de Proteção AnticorrosivaDocumento91 páginasApostila - Sistema de Proteção AnticorrosivaPaulo Leonardo Jacobussi SemeghiniAinda não há avaliações
- NBR 5906 de 042008 - Bobinas e Chapas Laminadas A Quente de Aço-Carbono para Estampagem - EspecificaçãoDocumento8 páginasNBR 5906 de 042008 - Bobinas e Chapas Laminadas A Quente de Aço-Carbono para Estampagem - EspecificaçãoTiago Lima CarrijoAinda não há avaliações
- Apostila - Introdução A Brasagem e Solda Branda PDFDocumento47 páginasApostila - Introdução A Brasagem e Solda Branda PDFIcaro DiasAinda não há avaliações
- Pino ElasticoDocumento8 páginasPino ElasticoAntonio Carlos Gaspar JuniorAinda não há avaliações
- Tabela de Equivalência de Dureza para Aços PDFDocumento3 páginasTabela de Equivalência de Dureza para Aços PDFbilly_koAinda não há avaliações
- Apostila Soldagem Mig Mag ESABDocumento68 páginasApostila Soldagem Mig Mag ESABAnderson FestugatoAinda não há avaliações
- CatalogoGeral Rev4 PT Web PDFDocumento220 páginasCatalogoGeral Rev4 PT Web PDFDaniel LlorenteAinda não há avaliações
- Catalogo Soldagem Eletrodos ESABDocumento40 páginasCatalogo Soldagem Eletrodos ESABmateus_anjos123100% (1)
- Revi PlantaDocumento1 páginaRevi PlantammalexAinda não há avaliações
- EP Injeção Eletrônica - Descrição Do Botão Do Farol de Milha - Neblina Do SpacefoxDocumento7 páginasEP Injeção Eletrônica - Descrição Do Botão Do Farol de Milha - Neblina Do SpacefoxmmalexAinda não há avaliações
- Representacao de Projeto PDFDocumento42 páginasRepresentacao de Projeto PDFFabiana RabeloAinda não há avaliações
- Catalogo Predial 2014-FINAL-WEB PDFDocumento270 páginasCatalogo Predial 2014-FINAL-WEB PDFrobertwsc_arqAinda não há avaliações
- SCARM - Projeto Ferrovia Tesye 2Documento1 páginaSCARM - Projeto Ferrovia Tesye 2mmalexAinda não há avaliações
- Construção Civil Sistema de FôrmasDocumento19 páginasConstrução Civil Sistema de FôrmasmmalexAinda não há avaliações
- NBR 9050Documento105 páginasNBR 9050Ana Laura Almeida GarciaAinda não há avaliações
- Calculo EstruturalDocumento32 páginasCalculo EstruturalMarcus ViniciusAinda não há avaliações
- Importancia-Daclassificacao BIMDocumento12 páginasImportancia-Daclassificacao BIMGleidson de SousaAinda não há avaliações
- CLP 98Documento91 páginasCLP 98mmalexAinda não há avaliações
- Apostila #02Documento30 páginasApostila #02GUSTAVO MENEZESAinda não há avaliações
- Tradusaun Expropriasaun Biling Lei N 8 2017Documento36 páginasTradusaun Expropriasaun Biling Lei N 8 2017zequiel fernandesAinda não há avaliações
- CIEM1 - Introducao Ao Estudo Dos Instrumentos MusicaisDocumento15 páginasCIEM1 - Introducao Ao Estudo Dos Instrumentos MusicaisToni Carlos MiguelAinda não há avaliações
- Integral Indefinida - 2018.2-1Documento15 páginasIntegral Indefinida - 2018.2-1Pablo BorgesAinda não há avaliações
- Apresentacao Jose Neves Michelin PDFDocumento9 páginasApresentacao Jose Neves Michelin PDFMauricio Costa De MouraAinda não há avaliações
- PETIÇÃO DE ALTERAÇÃO DE GUARDA COMPARTILHADA C/C REGULAMENTAÇÃO DO DIREITO DE VISITAS.Documento37 páginasPETIÇÃO DE ALTERAÇÃO DE GUARDA COMPARTILHADA C/C REGULAMENTAÇÃO DO DIREITO DE VISITAS.COMISSÃO DE JUSTIÇA E CIDADANIA JUSTIÇA ArbitralAinda não há avaliações
- Sermões Vol. 5.2Documento106 páginasSermões Vol. 5.2api-19731043Ainda não há avaliações
- Lei Complementar #97, de 3 de Setembro de 2.010Documento32 páginasLei Complementar #97, de 3 de Setembro de 2.010Gabo747Ainda não há avaliações
- Instalações Elétricas Industriais: AulaDocumento16 páginasInstalações Elétricas Industriais: AulaBenites PatrickAinda não há avaliações
- Comentários Sobre SquinnerDocumento7 páginasComentários Sobre SquinnerANSELMOAinda não há avaliações
- Curriculum AdrianoDocumento3 páginasCurriculum AdrianoMarcio Adriano Nepomuceno SilvaAinda não há avaliações
- 25-Silaba e Sua ClassificacaoDocumento2 páginas25-Silaba e Sua ClassificacaoFagner VelosoAinda não há avaliações
- Nutricão e Dietética Avaliando Aprendizado 1 e 2Documento7 páginasNutricão e Dietética Avaliando Aprendizado 1 e 2Elenilma BarrosAinda não há avaliações
- Calendario 2021Documento3 páginasCalendario 2021JOSE OLIVEIRAAinda não há avaliações
- Currículum - Engenheiro Agrônomo Douglas AlbrechtDocumento2 páginasCurrículum - Engenheiro Agrônomo Douglas AlbrechtDouglasAlbrechtAinda não há avaliações
- Estrelas Tortas TrabalhoDocumento3 páginasEstrelas Tortas TrabalhoBreno Mattos100% (3)
- Livro Desenho e AnimaçãoDocumento236 páginasLivro Desenho e AnimaçãoGilmar SilvaAinda não há avaliações
- Trabalho Termodinamica PDFDocumento5 páginasTrabalho Termodinamica PDFliviaaugustoAinda não há avaliações
- Catálogo VaporizadoresDocumento20 páginasCatálogo VaporizadoresFagner CargneluttiAinda não há avaliações
- Projeto de Pesquisa - TC1 - REVISÃO SISTEMÁTICA DA LITERATURADocumento32 páginasProjeto de Pesquisa - TC1 - REVISÃO SISTEMÁTICA DA LITERATURAWeder Fernando Nazari100% (1)
- Slide EducaçãoDocumento9 páginasSlide EducaçãoLeonardo LeoAinda não há avaliações
- Instalacao LimpaDocumento5 páginasInstalacao LimparonaldoumbelinoAinda não há avaliações
- Estudo DirigidoDocumento3 páginasEstudo DirigidoJudilson LimaAinda não há avaliações