Você também pode gostar
- ÍndiceDocumento11 páginasÍndiceQuelton NgulubeAinda não há avaliações
- 4 - Introdução Ao TorneamentoDocumento23 páginas4 - Introdução Ao TorneamentoEdmarLimaAinda não há avaliações
- Tensão Normal PDFDocumento16 páginasTensão Normal PDFDiego Weber Rafaeli100% (1)
- FORJAMENTODocumento54 páginasFORJAMENTOMonize Garcia100% (2)
- Desenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowDocumento8 páginasDesenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowClaudia Beatriz BozzAinda não há avaliações
- Apresentação TorneamentoDocumento30 páginasApresentação TorneamentoangelzanelaAinda não há avaliações
- 03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFDocumento222 páginas03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFAnselmo FabrisAinda não há avaliações
- Ferramnetas de Corte-17-03 - 20140408144453Documento94 páginasFerramnetas de Corte-17-03 - 20140408144453michel vandresenAinda não há avaliações
- 9 - Exercícios Freios e EmbreagensDocumento1 página9 - Exercícios Freios e Embreagenskuririn Dbz100% (1)
- Determinacao Da Potencia de MotoresDocumento7 páginasDeterminacao Da Potencia de Motoresrogerio_defreitas100% (1)
- Melhoria Da Qualidade de Um Processo de Usinagem UtilizandoDocumento63 páginasMelhoria Da Qualidade de Um Processo de Usinagem UtilizandoBiancaAinda não há avaliações
- Trabalho de RugosidadeDocumento2 páginasTrabalho de RugosidadeMarcelo MontibellerAinda não há avaliações
- Dimensionamento MolasDocumento11 páginasDimensionamento MolasDaniel Belmiro PereiraAinda não há avaliações
- ElementosDocumento2 páginasElementosAlessandro Saia MorenoAinda não há avaliações
- Aplicação de Ferramentas Na ManutençãoDocumento63 páginasAplicação de Ferramentas Na ManutençãoLázaro AmorimAinda não há avaliações
- Exercicios Extras ConformacaoDocumento8 páginasExercicios Extras ConformacaoLeonardo ChiferiAinda não há avaliações
- Aula 7 - Exercícios - Elementos de Máquina - ChavetasDocumento4 páginasAula 7 - Exercícios - Elementos de Máquina - ChavetasEder CoserAinda não há avaliações
- Estampagem PDFDocumento27 páginasEstampagem PDFMatheus BarbosaAinda não há avaliações
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Elementos de Maquina Aula 04 SoldaDocumento50 páginasElementos de Maquina Aula 04 SoldaPaulino0% (1)
- Desgaste e Vida de Ferramenta para UsinagemDocumento37 páginasDesgaste e Vida de Ferramenta para UsinagemEmerson Borges SantanaAinda não há avaliações
- Relatorio - TIGDocumento4 páginasRelatorio - TIGIgor SouzaAinda não há avaliações
- Exercícios de Mecânica Da FraturaDocumento2 páginasExercícios de Mecânica Da FraturaFernando CarvalhoAinda não há avaliações
- Molas-Tratamentos TermicosDocumento3 páginasMolas-Tratamentos TermicosDiego OrtonAinda não há avaliações
- Tema 2 LimagemDocumento10 páginasTema 2 LimagemFernando HenriqueAinda não há avaliações
- Slides TermoformagemDocumento25 páginasSlides TermoformagemRafael Brito Solane100% (1)
- Seminário - Processos de Fabricação - Conformação Plastica - ChapasDocumento31 páginasSeminário - Processos de Fabricação - Conformação Plastica - ChapasNícoli GaloAinda não há avaliações
- Calculo Elevação Fuso TrapezoidalDocumento2 páginasCalculo Elevação Fuso TrapezoidalJuliano Reis PereiraAinda não há avaliações
- Estampagem A - Exercicios Pag 23 em DianteDocumento35 páginasEstampagem A - Exercicios Pag 23 em DianteLeonardo Branco50% (2)
- 1 Lista de exercícios-USIN-2020Documento2 páginas1 Lista de exercícios-USIN-2020Anselmo FabrisAinda não há avaliações
- ProcFabr Cap10 FresamentoDocumento6 páginasProcFabr Cap10 FresamentoMariana SantanaAinda não há avaliações
- Atividade Avaliativa 4 - Ensaios de Conformação MecânicaDocumento5 páginasAtividade Avaliativa 4 - Ensaios de Conformação MecânicaSandraLeiloAndrade100% (1)
- Processo de FabricaÇÃo Por Usinagem IntroduÇÃo ADocumento27 páginasProcesso de FabricaÇÃo Por Usinagem IntroduÇÃo Acarlacvb3406100% (1)
- Cap 7 - DobramentoDocumento38 páginasCap 7 - DobramentoneralregoneAinda não há avaliações
- Resmat 1 ADocumento12 páginasResmat 1 AlucasrsilvaAinda não há avaliações
- 1 - Cefsa - Cam - Ferramentas de Corte PDFDocumento114 páginas1 - Cefsa - Cam - Ferramentas de Corte PDFReginato Rezende MoschenAinda não há avaliações
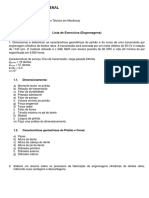
- Lista de Exercícios - EngrenagensDocumento2 páginasLista de Exercícios - EngrenagensLeonardo MeloAinda não há avaliações
- Relatorio Sobre Praticas de Soldadura UNISAVE - MAXIXEDocumento7 páginasRelatorio Sobre Praticas de Soldadura UNISAVE - MAXIXEWalter Guity100% (2)
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- Tecnologia Mec. II - Estampagem ProfundaDocumento15 páginasTecnologia Mec. II - Estampagem ProfundaCarlos André AquinoAinda não há avaliações
- Aula 14 - EstampagemDocumento40 páginasAula 14 - Estampagemg5045086Ainda não há avaliações
- Exercicios Soldagem-1Documento18 páginasExercicios Soldagem-1Daniel DeusdeteAinda não há avaliações
- It - Apostila - Unidade 4b - Moldes de Injecao 2007Documento18 páginasIt - Apostila - Unidade 4b - Moldes de Injecao 2007Jerônimo Cauduro100% (1)
- Aula de Ensaio de ImpactoDocumento40 páginasAula de Ensaio de ImpactoSua Vida BrilhaAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- Teste Projetista MecânicoDocumento9 páginasTeste Projetista MecânicoJardel SilvaAinda não há avaliações
- Strings No ArduinoDocumento6 páginasStrings No ArduinowilliamolyverAinda não há avaliações
- Relatório 1 - Ensaio de Tração - Ensaios MecânicosDocumento9 páginasRelatório 1 - Ensaio de Tração - Ensaios MecânicosEllen Bringel AraujoAinda não há avaliações
- EnergiaDocumento2 páginasEnergiaadenilza silva100% (1)
- Res MatDocumento13 páginasRes MatAlefe De SouzaAinda não há avaliações
- Manual de Operação Silber Cutter - REV04 (23-08-2013)Documento19 páginasManual de Operação Silber Cutter - REV04 (23-08-2013)Engenharia EHS Inspeções TécnicasAinda não há avaliações
- Acionamentos ElétricosDocumento12 páginasAcionamentos ElétricosMaikon Lucian LenzAinda não há avaliações
- Forjamento Por PrensagemDocumento20 páginasForjamento Por PrensagemBruno OliveiraAinda não há avaliações
- Projeto MecatronicoDocumento134 páginasProjeto MecatronicojesusedsonAinda não há avaliações
- Soldagem TIGDocumento4 páginasSoldagem TIGDaniel Oliveira da SilvaAinda não há avaliações
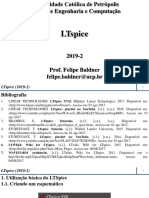
- LT SpiceDocumento95 páginasLT SpiceRuan PéricoAinda não há avaliações
- Cabos Edp - Edpdma C33 201NDocumento10 páginasCabos Edp - Edpdma C33 201NHerminio CerqueiraAinda não há avaliações
- Volumetria de Oxirreduçao - Cloro em AlvejanteDocumento12 páginasVolumetria de Oxirreduçao - Cloro em AlvejanteLuiz Fernando F. De AndradeAinda não há avaliações
- Concreto ArmadoDocumento65 páginasConcreto ArmadoVICTOR HUGOAinda não há avaliações
- Planejamento de Fármacos Baseado Na Estrutura Do LiganteDocumento62 páginasPlanejamento de Fármacos Baseado Na Estrutura Do LiganteRoberto Oliveira BarretoAinda não há avaliações
- Poder de ResoluçãoDocumento9 páginasPoder de ResoluçãoKlaudio MagalhãesAinda não há avaliações
- Aula 6 Titulometria de Precipitação QUI094 2012.1Documento29 páginasAula 6 Titulometria de Precipitação QUI094 2012.1Izaias AiresAinda não há avaliações
- ColorimetriaDocumento8 páginasColorimetriaJéssica MarianeAinda não há avaliações
- Cores Primárias PDFDocumento2 páginasCores Primárias PDFMárcia SiqueiraAinda não há avaliações
- Junta Rotativa SMC PDFDocumento12 páginasJunta Rotativa SMC PDFGabriel CantoAinda não há avaliações
- QUIMICADocumento3 páginasQUIMICApotrinho_mancoAinda não há avaliações
- Slides WorkshopDocumento16 páginasSlides WorkshopRaquel MoraisAinda não há avaliações
- 1 - BromoetanoDocumento8 páginas1 - BromoetanoNatashamspereiraAinda não há avaliações
- Ação Dos Ventos em Postes - (Calculos)Documento4 páginasAção Dos Ventos em Postes - (Calculos)italohouse2008100% (1)
- Apostila Completa de MadeiraDocumento287 páginasApostila Completa de MadeiraHector Barsotti75% (4)
- Projeto - ETADocumento50 páginasProjeto - ETAana_guedes_7100% (1)
- Teste Modulo A4 - v3Documento3 páginasTeste Modulo A4 - v3Vanessa SoraiaAinda não há avaliações
- N2.1 - Simulado 1 - ProdutosNotáveis - Com SoluçõesDocumento1 páginaN2.1 - Simulado 1 - ProdutosNotáveis - Com SoluçõesGustavo PassinatoAinda não há avaliações
- Industrialização e Processo de FabricaçãoDocumento7 páginasIndustrialização e Processo de FabricaçãoDouglas Gomes100% (6)
- TermodinamicaDocumento48 páginasTermodinamicaAlcivone ColetAinda não há avaliações
- Psaen 1999-MatDocumento4 páginasPsaen 1999-MatvitorracaAinda não há avaliações
- Função Modular UEPA - 1 MATV (Salvo Automaticamente) PDFDocumento2 páginasFunção Modular UEPA - 1 MATV (Salvo Automaticamente) PDFmarkonniiAinda não há avaliações
- Chumbadores Como Fixar CorretamenteDocumento42 páginasChumbadores Como Fixar CorretamenteRafa LuisAinda não há avaliações
- Definição Escovas e Rotor AnomaliasDocumento8 páginasDefinição Escovas e Rotor AnomaliasSamuel AraujoAinda não há avaliações
- TSVA v303 PSVA v304 r05Documento23 páginasTSVA v303 PSVA v304 r05Fabio LiraAinda não há avaliações
- DEC - Sistemas IncêndioDocumento81 páginasDEC - Sistemas IncêndioAlexandre Cesar Viana de AlmeidaAinda não há avaliações
- ProgFis1 Asp 2017Documento16 páginasProgFis1 Asp 2017Vinicius Barros AssisAinda não há avaliações
- HalogenaçãoDocumento8 páginasHalogenaçãoFernando SimoniAinda não há avaliações
- AULA PRATICA 06 - Identificacao de HidrocarbonetosDocumento5 páginasAULA PRATICA 06 - Identificacao de HidrocarbonetosCamila CorrêaAinda não há avaliações