Você também pode gostar
- Coloides - ExerciciosDocumento3 páginasColoides - ExerciciosAdlley KaíqueAinda não há avaliações
- CETCB - Treinamento VarredeiraDocumento107 páginasCETCB - Treinamento VarredeiraCETCB100% (1)
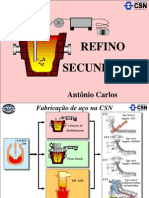
- Curso Refino Secundário 1Documento34 páginasCurso Refino Secundário 1Jeferson Alves100% (3)
- Fispq - (Cola de Contato - Sapateiro) Tilueno, HidrocarbonetosDocumento10 páginasFispq - (Cola de Contato - Sapateiro) Tilueno, HidrocarbonetosTiago Abe100% (2)
- Apostila de Solda OxiacetilenicaDocumento24 páginasApostila de Solda OxiacetilenicaClewerton BagnhukAinda não há avaliações
- Utfpr Apostila de Solda OxiacetilenicaDocumento24 páginasUtfpr Apostila de Solda OxiacetilenicaRodrigo Del Guerso SoaresAinda não há avaliações
- Soldagem Por Oxiacetileno - RelatórioDocumento13 páginasSoldagem Por Oxiacetileno - RelatórioJúlio A. Déborah F100% (3)
- Solda OxiacetilenoDocumento32 páginasSolda OxiacetilenoDimas Candido FerreiraAinda não há avaliações
- Soldagem OxiacetilênicaDocumento29 páginasSoldagem OxiacetilênicaIvanovik Gouveia MarxAinda não há avaliações
- Relatório Pratica AcetilenoDocumento7 páginasRelatório Pratica AcetilenoAlex De Lima Silva100% (1)
- Capítulo 2: Soldagem Por OxigásDocumento11 páginasCapítulo 2: Soldagem Por Oxigáslmlmla02Ainda não há avaliações
- Soldagem A GásDocumento18 páginasSoldagem A GásSilvio EduardoAinda não há avaliações
- CobreDocumento11 páginasCobreSalomão ChimangueAinda não há avaliações
- Relatorio Quali AcetilenoDocumento7 páginasRelatorio Quali AcetilenocandysuhAinda não há avaliações
- MAÇARICODocumento16 páginasMAÇARICOmateusviolante7815Ainda não há avaliações
- Cópia de AcetilenDocumento14 páginasCópia de AcetilenEnfoq TécnicoAinda não há avaliações
- SOLDAGEM Por OxigasDocumento10 páginasSOLDAGEM Por OxigasDionatas NascimentoAinda não há avaliações
- AcetilenoDocumento4 páginasAcetilenoMariana AguieirasAinda não há avaliações
- Resumo Gases IndustriaisDocumento7 páginasResumo Gases IndustriaisMoacir JuniorAinda não há avaliações
- Manual Sistema OxiDocumento14 páginasManual Sistema OxiEngenheiroBenevidesAinda não há avaliações
- 1.0 Soldagem Oxigás Processo de Soldagem 2022Documento61 páginas1.0 Soldagem Oxigás Processo de Soldagem 2022qgq8mkgxkxAinda não há avaliações
- SínteseDocumento9 páginasSínteseCarol RobainaAinda não há avaliações
- Trabalho Oxicorte - Elem TextualDocumento13 páginasTrabalho Oxicorte - Elem TextualdanigordilhoAinda não há avaliações
- Aula 9 - Soldagem - Oxigas e Corte A QuenteDocumento20 páginasAula 9 - Soldagem - Oxigas e Corte A QuentejoaoAinda não há avaliações
- Oxicorte SegurançaDocumento12 páginasOxicorte SegurançaWagner Rogerio Domingos100% (2)
- 4 - Produção e Destruição de Alcatrão-Rev3Documento31 páginas4 - Produção e Destruição de Alcatrão-Rev3dfiorilloAinda não há avaliações
- Relatório de OrgânicaDocumento12 páginasRelatório de OrgânicaMariana AguieirasAinda não há avaliações
- Apostila de MaçariqueiroDocumento15 páginasApostila de MaçariqueiroRafael AmorimAinda não há avaliações
- Relatório AcetilenoDocumento9 páginasRelatório AcetilenoCleybson Lima75% (4)
- Apostila QO ExpDocumento39 páginasApostila QO ExpAldenilo VieiraAinda não há avaliações
- Apostila Processo OxicorteDocumento10 páginasApostila Processo Oxicorteeverson martins de oliveiraAinda não há avaliações
- A Soldagem OxigásDocumento12 páginasA Soldagem Oxigásleonir costaAinda não há avaliações
- Produção Enxofre ResumoDocumento9 páginasProdução Enxofre ResumoDiogo HarduimAinda não há avaliações
- Acido NitricoDocumento13 páginasAcido NitricoJoão Daniel100% (1)
- Austempera PDFDocumento4 páginasAustempera PDFfilipercastro2736Ainda não há avaliações
- AmôniaDocumento18 páginasAmôniaJoao MarcosAinda não há avaliações
- Corte A QuenteDocumento40 páginasCorte A QuenteNeyde Meireles100% (1)
- Processos de Fabricação Do AçoDocumento5 páginasProcessos de Fabricação Do AçoJonasAinda não há avaliações
- Petroquímica - Gás de SínteseDocumento86 páginasPetroquímica - Gás de Síntesegabrielanogueira2304Ainda não há avaliações
- Trabalho OxigasDocumento88 páginasTrabalho Oxigasigorweb2388Ainda não há avaliações
- Processos de Soldagem - PPTX Atual - PPTX OXICORTE - PPTX NOVODocumento24 páginasProcessos de Soldagem - PPTX Atual - PPTX OXICORTE - PPTX NOVOROBERTOAinda não há avaliações
- Fuvest 2007 2fase QuiDocumento6 páginasFuvest 2007 2fase QuiDéh RodriguesAinda não há avaliações
- Condições Perigosas No Uso de Maçaricos1Documento3 páginasCondições Perigosas No Uso de Maçaricos1Carlos MachadoAinda não há avaliações
- Forno CubilôDocumento13 páginasForno Cubilôabelmil123Ainda não há avaliações
- Geral Calculos Estequiometricos Medio-1Documento11 páginasGeral Calculos Estequiometricos Medio-1giovanna andradeAinda não há avaliações
- Moto InjeçãoDocumento51 páginasMoto Injeçãoarlindo assisAinda não há avaliações
- 01 Conversores LDDocumento18 páginas01 Conversores LDGustavo NascimentoAinda não há avaliações
- E Book Solda OxiacetilenicaDocumento28 páginasE Book Solda OxiacetilenicaHugo SilvaAinda não há avaliações
- Como Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Documento51 páginasComo Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Nadson GomesAinda não há avaliações
- Soldagem OxiacetilenicaDocumento27 páginasSoldagem Oxiacetilenicapaulofarina0% (1)
- 2 Soldagem Oxiacetilênica 101008Documento28 páginas2 Soldagem Oxiacetilênica 101008Lucas RaithsAinda não há avaliações
- Trabalho de Progressão Parcial de QuímicaDocumento4 páginasTrabalho de Progressão Parcial de QuímicaLuc-iano VaderAinda não há avaliações
- Uso Do GLP em Substituicao Ao Acetileno em Equipamentos de Oxicorte MecanizadoDocumento13 páginasUso Do GLP em Substituicao Ao Acetileno em Equipamentos de Oxicorte MecanizadoPolizeroAinda não há avaliações
- Apresentação de Gas SinteseDocumento6 páginasApresentação de Gas SinteseEvandro CoelhoAinda não há avaliações
- Template PPT SENAIDocumento17 páginasTemplate PPT SENAIRobson AssisAinda não há avaliações
- Lista de Exercício Estequiometria TotalDocumento4 páginasLista de Exercício Estequiometria TotalAlice FelicioAinda não há avaliações
- 0001 Curso Combustao Atualizado IIDocumento51 páginas0001 Curso Combustao Atualizado IILuis BarboAinda não há avaliações
- Petroleo EntregarDocumento11 páginasPetroleo EntregareloisaconsensoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Projetos Com Esp8266 Programado Em Arduino - Parte XivNo EverandProjetos Com Esp8266 Programado Em Arduino - Parte XivAinda não há avaliações
- Bico de BunsenDocumento8 páginasBico de BunsenFernanda TomalAinda não há avaliações
- Motores A Reação-PCDocumento134 páginasMotores A Reação-PCWanderson Clayton100% (1)
- Trabalho FeitoDocumento9 páginasTrabalho FeitodianaAinda não há avaliações
- Questoes de EstequiometriaDocumento3 páginasQuestoes de EstequiometriaHypséa SuassunaAinda não há avaliações
- NR 20Documento125 páginasNR 20Valmir PassosAinda não há avaliações
- Artigo Velas IgnitionDocumento7 páginasArtigo Velas IgnitionSergioAinda não há avaliações
- Resumo Sistemas Termicos Prova 2Documento4 páginasResumo Sistemas Termicos Prova 2Rúbia Cristina FavrettoAinda não há avaliações
- Agricultura e Sequestro de Carbono Samira Alvim de SiqueiraDocumento4 páginasAgricultura e Sequestro de Carbono Samira Alvim de SiqueiraSamira Alvim de SiqueiraAinda não há avaliações
- Unifev 2015 Prova II - 2o Semestre - MedicinaDocumento28 páginasUnifev 2015 Prova II - 2o Semestre - MedicinaMafezinha PirolaAinda não há avaliações
- Guia Combustiveis Adai - CeifDocumento40 páginasGuia Combustiveis Adai - CeifRafael AbreuAinda não há avaliações
- Unama 2012 0 Prova Completa C GabaritoDocumento20 páginasUnama 2012 0 Prova Completa C Gabaritoanon_250642785Ainda não há avaliações
- Manual Arica 2019Documento194 páginasManual Arica 2019André MendesAinda não há avaliações
- Modelo Etiqueta Diamante HommelDocumento2 páginasModelo Etiqueta Diamante Hommel16504950% (2)
- IEC 60050 Equipamentos Eletricos para Atmosferas Explosivas Terminologia PDFDocumento22 páginasIEC 60050 Equipamentos Eletricos para Atmosferas Explosivas Terminologia PDFlagm54Ainda não há avaliações
- Tratamento de Efluentes GasososDocumento17 páginasTratamento de Efluentes GasososJoseane SantosAinda não há avaliações
- Esquentadores A Gás: W 125 - 4 K..B.. W 275 - 4 K..B.. W 350 - 4 K..B.. W 400 - 4 K..B.Documento16 páginasEsquentadores A Gás: W 125 - 4 K..B.. W 275 - 4 K..B.. W 350 - 4 K..B.. W 400 - 4 K..B.jomicostagomesAinda não há avaliações
- Forno CadinhoDocumento18 páginasForno CadinhoFrancisco MatamboAinda não há avaliações
- Mobilith SHC 220 Msds 2017Documento10 páginasMobilith SHC 220 Msds 2017Anderson NascimentoAinda não há avaliações
- Teste de Chama, Densidade e SolubilidadeDocumento17 páginasTeste de Chama, Densidade e SolubilidadeliviablAinda não há avaliações
- Injeção EletrônicaDocumento26 páginasInjeção EletrônicaIzaura Silvanhina LealAinda não há avaliações
- Gabarito Comentado 2fase Colegio NavalDocumento14 páginasGabarito Comentado 2fase Colegio NavalRobson Ana Paula BertoldoAinda não há avaliações
- Descritivo OperacionalDocumento86 páginasDescritivo OperacionalCristianoAlvesAinda não há avaliações
- Inventário de Emissões Por Veículos Rodoviários - 2013 - MMADocumento114 páginasInventário de Emissões Por Veículos Rodoviários - 2013 - MMAAlysonPWAinda não há avaliações
- Ciencias Do AmbienteDocumento45 páginasCiencias Do AmbienteFernando ChagasAinda não há avaliações
- Metanol 4Documento13 páginasMetanol 4Christian CorreiaAinda não há avaliações
- Questões de Biologia - CDDocumento1.255 páginasQuestões de Biologia - CDfrancocostagondim100% (1)
- Trabalho Bimestral de Química - 2º BimestreDocumento3 páginasTrabalho Bimestral de Química - 2º BimestreJéssicaAinda não há avaliações