Você também pode gostar
- Avaliação da erva-mate como biossorventeNo EverandAvaliação da erva-mate como biossorventeAinda não há avaliações
- UFPA - Tecnologia Metalúrgica - Introdução Ao Beneficiamento de MinériosDocumento22 páginasUFPA - Tecnologia Metalúrgica - Introdução Ao Beneficiamento de MinériosSamantha GilAinda não há avaliações
- Cristaloquímica 1Documento49 páginasCristaloquímica 1Marilia Gianezi100% (1)
- ICT 317 - Eletrometalurgia PDFDocumento39 páginasICT 317 - Eletrometalurgia PDFGabriel CezarAinda não há avaliações
- Introdução de Mineralogia. Aula 1. 202Documento47 páginasIntrodução de Mineralogia. Aula 1. 202Yubo JoseAinda não há avaliações
- Cristaloquimica e DefeitosDocumento32 páginasCristaloquimica e DefeitosgabrieltopanAinda não há avaliações
- Obtenção de Diferentes Tipos de Materiais para OurivesariaDocumento17 páginasObtenção de Diferentes Tipos de Materiais para OurivesariaDiana FilipaAinda não há avaliações
- Classificação Geoquímica Dos ElementosDocumento2 páginasClassificação Geoquímica Dos ElementosIngrid SantanaAinda não há avaliações
- Aula 1 Rochas Sedimentares ClásticasDocumento46 páginasAula 1 Rochas Sedimentares ClásticasdarvorinAinda não há avaliações
- Materiais CerâmicosDocumento6 páginasMateriais CerâmicosRafael Sales de Barros100% (2)
- BauxitaDocumento28 páginasBauxitaLuiz Miguel MeloAinda não há avaliações
- 12 - UstulaçãoDocumento37 páginas12 - UstulaçãoNicolas Mamede0% (1)
- Análise Microestrutural de Cerâmica TradicionalDocumento130 páginasAnálise Microestrutural de Cerâmica TradicionalDouglas Franco de SouzaAinda não há avaliações
- Aula 03c Mineralogia AplicadaDocumento8 páginasAula 03c Mineralogia AplicadaJoão Pedro DelveauxAinda não há avaliações
- Materiais CeramicosDocumento30 páginasMateriais CeramicosmateusscarlosAinda não há avaliações
- Estudo Dirigido - Grupo 15 e 16 Da Tabela PeriódicaDocumento14 páginasEstudo Dirigido - Grupo 15 e 16 Da Tabela PeriódicaJonatasAinda não há avaliações
- Apresentação1 Elementos NativosDocumento48 páginasApresentação1 Elementos NativosElisabeth Witt67% (3)
- Principais Familias de MateriaisDocumento16 páginasPrincipais Familias de MateriaismsilviacamaraoAinda não há avaliações
- Introdução A Mineralogia Ótica - UPorto 2019Documento42 páginasIntrodução A Mineralogia Ótica - UPorto 2019Amanda M. Freitas VidigalAinda não há avaliações
- Propriedades Físicas Dos PolímerosDocumento4 páginasPropriedades Físicas Dos PolímerosThays Costa100% (1)
- Classificação Dos Tipos de CorrosãoDocumento47 páginasClassificação Dos Tipos de CorrosãoDeysianeMartinsAinda não há avaliações
- Slides Meta. DM GrafiteDocumento15 páginasSlides Meta. DM GrafiteDercioAinda não há avaliações
- Aula 5 - Origem e Beneficiamento de Materiais CerâmicosDocumento83 páginasAula 5 - Origem e Beneficiamento de Materiais CerâmicosMateus MarquesAinda não há avaliações
- Para Entender A Terra - Cap 7Documento23 páginasPara Entender A Terra - Cap 7Hugo Pollok100% (1)
- Materiais Cerâmicos 22-1Documento98 páginasMateriais Cerâmicos 22-1Luisinho Luis CesarAinda não há avaliações
- Extração e Refino Do ZincoDocumento33 páginasExtração e Refino Do ZincoNosgam SilvaAinda não há avaliações
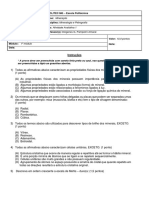
- Atividade Avaliativa 1 - Mineralogia e Petrografia - Min44 - 46Documento2 páginasAtividade Avaliativa 1 - Mineralogia e Petrografia - Min44 - 46Wanderley Ferreira de SouzaAinda não há avaliações
- Nucleação e Crescimento de Nanopartículas em Solução - NOVA VERSÃODocumento5 páginasNucleação e Crescimento de Nanopartículas em Solução - NOVA VERSÃOAlana Gabrieli100% (1)
- Metalurgia Extrativa Do OuroDocumento46 páginasMetalurgia Extrativa Do OuroCorinne MartinAinda não há avaliações
- 2018 Dez - Metalurgia ZincoDocumento36 páginas2018 Dez - Metalurgia ZincoRamonRLeiteAinda não há avaliações
- PMT5838-Termodinâmica para Metalurgia e MateiraisDocumento2 páginasPMT5838-Termodinâmica para Metalurgia e MateiraisClaudioTRodriguesAinda não há avaliações
- SILICATOS ApostilinhaDocumento15 páginasSILICATOS ApostilinhaMônica de Paula100% (1)
- Minerais e Rochas Eng 2018-2Documento63 páginasMinerais e Rochas Eng 2018-2SamuelMachadoAinda não há avaliações
- POLÍMEROS - ReginaDocumento29 páginasPOLÍMEROS - Reginazeco3Ainda não há avaliações
- Guia Microscopia de MineraisDocumento134 páginasGuia Microscopia de MineraisTiago FelipeAinda não há avaliações
- A Sílica e Suas Propriedades.Documento22 páginasA Sílica e Suas Propriedades.Sandro AzevedoAinda não há avaliações
- XRFDocumento18 páginasXRFFernando Cesar BuenoAinda não há avaliações
- Aula2-Diagrama Ferro CarbonoDocumento57 páginasAula2-Diagrama Ferro CarbonoPaulo Leonardo Jacobussi Semeghini0% (1)
- 3 - Equilíbrio Químico No Metamorfismo - Regra Das FasesDocumento13 páginas3 - Equilíbrio Químico No Metamorfismo - Regra Das FasesRafael SantanaAinda não há avaliações
- Estrutura Dos SilicatosDocumento14 páginasEstrutura Dos SilicatosYuichiro NakataAinda não há avaliações
- Pilhas de Corrosao AulaDocumento285 páginasPilhas de Corrosao AulaTarcio SantanaAinda não há avaliações
- Geoquímica, Um Introdução (2011) - Cap07 - AguáDocumento28 páginasGeoquímica, Um Introdução (2011) - Cap07 - AguáAurélio FagundesAinda não há avaliações
- Aula 1 PDFDocumento43 páginasAula 1 PDFdiasdemeloAinda não há avaliações
- Roteiro Trabalhos Genese Depositos MineraisDocumento2 páginasRoteiro Trabalhos Genese Depositos MineraisGg GAinda não há avaliações
- Aula 06 Petrografia ApresentaçãoDocumento62 páginasAula 06 Petrografia ApresentaçãoPaula OliveiraAinda não há avaliações
- Seminário - Processamento de Materiais CerâmicosDocumento30 páginasSeminário - Processamento de Materiais CerâmicosalmeidaciscoAinda não há avaliações
- Mineralogia Óptica de Cristais Transparentes - Parte PráticaDocumento124 páginasMineralogia Óptica de Cristais Transparentes - Parte PráticaMaMooreAinda não há avaliações
- Aula 1.introdução A Mineralogia.Documento43 páginasAula 1.introdução A Mineralogia.Dickson MarceloAinda não há avaliações
- Aula CM5 PDFDocumento36 páginasAula CM5 PDFThaynara Mariany100% (1)
- Introdução Clássica À Química GeralDocumento14 páginasIntrodução Clássica À Química Geraltchequimica100% (6)
- Heterogeneidade Responsáveis Por CorrosãoDocumento16 páginasHeterogeneidade Responsáveis Por CorrosãoElias0% (1)
- Petrologia SedimentarDocumento6 páginasPetrologia SedimentarBrunoBarretoAinda não há avaliações
- Silicatos 1Documento17 páginasSilicatos 1Vinicius TorresAinda não há avaliações
- 2 Lista de Exercícios 2 2022 Ciencias Dos MateriaisDocumento12 páginas2 Lista de Exercícios 2 2022 Ciencias Dos MateriaisTalita AraujoAinda não há avaliações
- TESTESP1Documento6 páginasTESTESP1mylle_mestra100% (1)
- Conformação Plástica - Sanguinetti PDFDocumento124 páginasConformação Plástica - Sanguinetti PDFAndreCandidoJr100% (2)
- 4 - Geologia - Minerais e Rochas PDFDocumento31 páginas4 - Geologia - Minerais e Rochas PDFJoao SNAinda não há avaliações
- Propriedades Carbono e SilicioDocumento7 páginasPropriedades Carbono e SilicioMario MonteiroAinda não há avaliações
- AguapeDocumento8 páginasAguapeYullo Costa BomfimAinda não há avaliações
- FISPQ Adesivo para Junta de MotoresDocumento13 páginasFISPQ Adesivo para Junta de MotoresGustavo AmaralAinda não há avaliações
- Exercícios Calc Num (251007)Documento2 páginasExercícios Calc Num (251007)api-3738636Ainda não há avaliações
- Apostila Instrumentação - Ifpa-CmiDocumento94 páginasApostila Instrumentação - Ifpa-CmiMikéias KbralAinda não há avaliações
- Modelo EpsDocumento10 páginasModelo EpsCelso BritoAinda não há avaliações
- 24 PF TraçagemDocumento12 páginas24 PF TraçagemJobson GomesAinda não há avaliações
- 2020 Ligacao Quimica 11aDocumento13 páginas2020 Ligacao Quimica 11aIsac ManuelAinda não há avaliações
- Apostila de SerigrafiaDocumento10 páginasApostila de Serigrafianetto2011Ainda não há avaliações
- Giovanni Vasconcelos - Relatório 7 - EC6P06 - GiovanniDocumento2 páginasGiovanni Vasconcelos - Relatório 7 - EC6P06 - GiovanniElisabeth HengleAinda não há avaliações
- Palio FireDocumento172 páginasPalio FireJuliana PaduaAinda não há avaliações
- Relatório de FQ Exp. DIFUSÃO DE GASESDocumento10 páginasRelatório de FQ Exp. DIFUSÃO DE GASESLeonardo AndradeAinda não há avaliações
- Simulado Quimica Atomistica Quimica GeralDocumento10 páginasSimulado Quimica Atomistica Quimica Geralgiovanna andradeAinda não há avaliações
- Hidrocarbonetos Ramificado. Lista de ExercíciosDocumento10 páginasHidrocarbonetos Ramificado. Lista de ExercíciosDenis Claudio Silva BarrosAinda não há avaliações
- Apostila Fatores Dos Orixás 2Documento15 páginasApostila Fatores Dos Orixás 2c52mcsh97fAinda não há avaliações
- Guia 9 Do IBP Inspeção em Tanques Atmosféricos e de Baixa PressãoDocumento44 páginasGuia 9 Do IBP Inspeção em Tanques Atmosféricos e de Baixa PressãoZene WestAinda não há avaliações
- NIE Dimel 6 - 06Documento13 páginasNIE Dimel 6 - 06Gabriel Alan Gehm MarquesAinda não há avaliações
- Relatório de Eletroanalitica Eletrodo de VidroDocumento7 páginasRelatório de Eletroanalitica Eletrodo de VidroGabrielle CristineAinda não há avaliações
- Relatório PectinasesDocumento5 páginasRelatório PectinasesPatríciaPradoAinda não há avaliações
- Tubos Com Aço PatinávelDocumento8 páginasTubos Com Aço PatinávelBludo LuccianoAinda não há avaliações
- Concreto 2 DesformaantecipadaDocumento12 páginasConcreto 2 DesformaantecipadaWalter Garanhani MathiasAinda não há avaliações
- Apresentação de Casing para Marinização e Ar CondicionadosDocumento3 páginasApresentação de Casing para Marinização e Ar CondicionadosTenda Dos MarujosAinda não há avaliações
- Apol 1 - Aspectos BiologicosDocumento5 páginasApol 1 - Aspectos BiologicosJefersonmax DamataAinda não há avaliações
- Quimica Cinetica Quimica ExerciciosDocumento34 páginasQuimica Cinetica Quimica Exercicioslucas diz quintanaAinda não há avaliações
- Trinitrotolueno - TNT - FIS 03Documento7 páginasTrinitrotolueno - TNT - FIS 03Gorrdinho da Silva100% (2)
- Ejercicios de EulerDocumento8 páginasEjercicios de EulerVictoria K. VillamarAinda não há avaliações
- 5eaafa806e818FT.13009.01 ISOVIT-REV-FINO MEDIODocumento3 páginas5eaafa806e818FT.13009.01 ISOVIT-REV-FINO MEDIOCarlos AlvesAinda não há avaliações
- Vulcões e SismosDocumento24 páginasVulcões e SismosFrancisco FernandesAinda não há avaliações
- TamisaçãoDocumento12 páginasTamisaçãoDaniela BatistaAinda não há avaliações
- Segunda Lista de Exercicios1Documento3 páginasSegunda Lista de Exercicios1CamilaAinda não há avaliações