Você também pode gostar
- Trabalho de Tecnologia MecanicaDocumento13 páginasTrabalho de Tecnologia MecanicaJuninho AnaniasAinda não há avaliações
- AnaisDocumento17 páginasAnaisLeonardo Campos100% (1)
- Novidades Do PMBOK Guide 6 EdDocumento5 páginasNovidades Do PMBOK Guide 6 EdIvan SaboiaAinda não há avaliações
- E-Book Técnico - 7 Passos Do Problem Solving em WCMDocumento46 páginasE-Book Técnico - 7 Passos Do Problem Solving em WCMalexandrelymaAinda não há avaliações
- World Class Manufacturing (WCM) Implementação Melhoria Processo Setor AutomovelDocumento12 páginasWorld Class Manufacturing (WCM) Implementação Melhoria Processo Setor Automovelarmando.bastosAinda não há avaliações
- Aula Dfma 2023 R0Documento55 páginasAula Dfma 2023 R0Leonardo EliasAinda não há avaliações
- Prevenção e Recuperação de FalhasDocumento26 páginasPrevenção e Recuperação de Falhascarlos Cavalcante100% (1)
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Livro Proprietário-Gerenciamento de ProjetosDocumento128 páginasLivro Proprietário-Gerenciamento de ProjetosmarceloAinda não há avaliações
- APQPDocumento13 páginasAPQPadalbertogouveaAinda não há avaliações
- ENP NotasDocumento4 páginasENP NotasEduardo Luiz RossiAinda não há avaliações
- CP e CPK AULADocumento16 páginasCP e CPK AULARaphael Mobile CardosoAinda não há avaliações
- Curso CQI 15Documento83 páginasCurso CQI 15luiz f TubinoAinda não há avaliações
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 páginasManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaAinda não há avaliações
- ApqpDocumento131 páginasApqpjc_barbosaAinda não há avaliações
- FMEA 4 Edição - MudançasDocumento9 páginasFMEA 4 Edição - MudançasIsmaël AlvësAinda não há avaliações
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDocumento41 páginasFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- VDA 6.3 Process Audit - BRDocumento2 páginasVDA 6.3 Process Audit - BRRodrigo Alexandre SouzaAinda não há avaliações
- WCW Voitto - Logística - V02Documento167 páginasWCW Voitto - Logística - V02DANRLLEY ROGER LIMA DE SOUSAAinda não há avaliações
- Abnt - NBR Iso Iec 17025 - 2006-2Documento37 páginasAbnt - NBR Iso Iec 17025 - 2006-2Maurício CarvalhoAinda não há avaliações
- DOE OVSMC-compactadoDocumento100 páginasDOE OVSMC-compactadoLívia RodriguesAinda não há avaliações
- Trabalho Sobre Conformação de ChapasDocumento6 páginasTrabalho Sobre Conformação de ChapasJair De Oliveira PereiraAinda não há avaliações
- UNICAMP Cap 8 Soldagem RobotizadaDocumento17 páginasUNICAMP Cap 8 Soldagem Robotizadatiagorichter1767Ainda não há avaliações
- Análise Comparativa ISO 9000 e VDA 6 - ArtigoDocumento10 páginasAnálise Comparativa ISO 9000 e VDA 6 - ArtigoAnderson SantiAinda não há avaliações
- Currículo Profissional Jean PereiraDocumento2 páginasCurrículo Profissional Jean PereiraJean César Barbosa PereiraAinda não há avaliações
- 870 Melhoramento SLACK Cap18Documento28 páginas870 Melhoramento SLACK Cap18Jander MaximoAinda não há avaliações
- Modelo Dmaic Na Operação de Uma Empresa Do SetoDocumento81 páginasModelo Dmaic Na Operação de Uma Empresa Do SetotaninhapAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Apostila DOE1Documento200 páginasApostila DOE1Gonzalo MazaAinda não há avaliações
- Harmonização Do Manual Do FMEA AIAGDocumento5 páginasHarmonização Do Manual Do FMEA AIAGNeco StanderAinda não há avaliações
- 3P - Processo de Preparação Da ProduçãoDocumento4 páginas3P - Processo de Preparação Da ProduçãoangelamrogerioAinda não há avaliações
- Manual de Instruções para Fornecedores - Novembro-20Documento21 páginasManual de Instruções para Fornecedores - Novembro-20Leonardo FerreiraAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- NBR NM ISO 2144 - Papel Cartao E Pastas Celulosicas - Determinacao Do Residuo (Cinza) Da IncineraDocumento12 páginasNBR NM ISO 2144 - Papel Cartao E Pastas Celulosicas - Determinacao Do Residuo (Cinza) Da IncineraCamille BakerAinda não há avaliações
- Aula 5 - Tipos de ManutençãoDocumento92 páginasAula 5 - Tipos de ManutençãoRoberto Souza67% (3)
- 04 - Fmea PDFDocumento17 páginas04 - Fmea PDFDanilo Santos CunhaAinda não há avaliações
- Poka YokeDocumento50 páginasPoka YokeLeandro FerreiraAinda não há avaliações
- Plan PPAPDocumento46 páginasPlan PPAPdiegoAinda não há avaliações
- Poka YokeDocumento90 páginasPoka YokePricila FradeAinda não há avaliações
- Construção, Mensuração e Fomento de Indicadores de DesempenhoDocumento9 páginasConstrução, Mensuração e Fomento de Indicadores de DesempenhoHudson EduardoAinda não há avaliações
- Aula 7 - Pontos e Canais de Injeção-2Documento33 páginasAula 7 - Pontos e Canais de Injeção-2rodri_bgAinda não há avaliações
- Avaliação Desempenho Parada - IMPVC-2022 REV1Documento5 páginasAvaliação Desempenho Parada - IMPVC-2022 REV1Átila Rafael CarvalhoAinda não há avaliações
- 3 CSR VW Rev13a - Fórmula Q Capacidade 9 EdiçãoDocumento36 páginas3 CSR VW Rev13a - Fórmula Q Capacidade 9 Ediçãoandte costaAinda não há avaliações
- NIT Dicor 24 - 13 PDFDocumento13 páginasNIT Dicor 24 - 13 PDFNelsonAinda não há avaliações
- ASTM E2500 - Uma Nova Abordagem Aos Projetos de ValidaçãoDocumento9 páginasASTM E2500 - Uma Nova Abordagem Aos Projetos de ValidaçãoLuciano André TavaresAinda não há avaliações
- Artigo 22 Analise de Pareto Passo A PassoDocumento2 páginasArtigo 22 Analise de Pareto Passo A PassoalexfreitasAinda não há avaliações
- ApqpDocumento14 páginasApqpAdilsonDoboszAinda não há avaliações
- Parecer TécnicoDocumento4 páginasParecer TécnicoDeise Tatiana ArgoloAinda não há avaliações
- Proposta de um método de gestão de manufatura sustentável por meio da integração de práticas Lean e Green ManufacturingNo EverandProposta de um método de gestão de manufatura sustentável por meio da integração de práticas Lean e Green ManufacturingAinda não há avaliações
- 2019 - TCC - Refinador Grao LatãoDocumento45 páginas2019 - TCC - Refinador Grao LatãoMarcelo Kramel100% (1)
- E-Book Técnico - 45 Ideias para Reduzir Os Custos - de - ProduçãoDocumento38 páginasE-Book Técnico - 45 Ideias para Reduzir Os Custos - de - ProduçãoalexandrelymaAinda não há avaliações
- Medidas de PosiçãoDocumento24 páginasMedidas de PosiçãoGordo OtakuAinda não há avaliações
- Fmea EbookDocumento37 páginasFmea EbookBianca Bertolli100% (1)
- Icones LIB para MFVDocumento2 páginasIcones LIB para MFVRafael SchroerAinda não há avaliações
- Estudo Sobre Fixação de Peças Plásticas Por Meio de Snapfit - Zorzeto-jr-eduardo-VerginioDocumento175 páginasEstudo Sobre Fixação de Peças Plásticas Por Meio de Snapfit - Zorzeto-jr-eduardo-Verginiojuscelino_santos_13100% (1)
- Iso TS 16949Documento10 páginasIso TS 16949pett2012Ainda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Manual de Elaboracao de Projetos Viarios para o Municipio de BH - Publicação 17-11-11Documento175 páginasManual de Elaboracao de Projetos Viarios para o Municipio de BH - Publicação 17-11-11cranfiAinda não há avaliações
- Manual Alarme Ma 250 Moto-AlarmeDocumento10 páginasManual Alarme Ma 250 Moto-AlarmeJuliano smaAinda não há avaliações
- Resultado Final Da Prova de TituloDocumento39 páginasResultado Final Da Prova de TituloCarlos Alexandre Ataide dos SantosAinda não há avaliações
- Antena Plano Terra 1 - 4 OndaDocumento3 páginasAntena Plano Terra 1 - 4 OndaAntonio MadrugaAinda não há avaliações
- Modelo Envio Discente - Atividade ContextualizadaDocumento1 páginaModelo Envio Discente - Atividade ContextualizadaAmanda NascimentoAinda não há avaliações
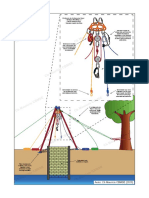
- Resgate em PoçoDocumento1 páginaResgate em PoçoCarlos BenicioAinda não há avaliações
- Apostila Informatica BasicaDocumento137 páginasApostila Informatica BasicaEdinéia RibeiroAinda não há avaliações
- Folha PRATICA 4Documento5 páginasFolha PRATICA 4Cleto67% (3)
- Simbologia PneumáticaDocumento2 páginasSimbologia Pneumáticadanielfortal67% (9)
- DENSODocumento33 páginasDENSONilson BarbosaAinda não há avaliações
- Transporte Público Urbano... Perte 07. IntegraçãoDocumento7 páginasTransporte Público Urbano... Perte 07. IntegraçãoGabriel Thiago CarvalhoAinda não há avaliações
- 206-05 - Freio de Estacionamento PDFDocumento18 páginas206-05 - Freio de Estacionamento PDFJean TiepoAinda não há avaliações
- Caixa II - PeE - 18 - 02 - 16Documento2 páginasCaixa II - PeE - 18 - 02 - 16Gelson Fernandes FernandesAinda não há avaliações
- Econometria Series FinanceirasDocumento55 páginasEconometria Series FinanceirasVede Teus Berna Manberna100% (1)
- Faseamento Das Redes de DistribuiçãoDocumento8 páginasFaseamento Das Redes de DistribuiçãoAlex Barbosa CamiloAinda não há avaliações
- AW139 MANUAL DE EMERGÊNCIA em Português RevisadoDocumento195 páginasAW139 MANUAL DE EMERGÊNCIA em Português RevisadoMATHEUS MOURAAinda não há avaliações
- Estrutura de Relatório de Trabalho de CampoDocumento2 páginasEstrutura de Relatório de Trabalho de CampoFlávia Regina CavalcanteAinda não há avaliações
- Guia 2016Documento105 páginasGuia 2016Pedro XavierAinda não há avaliações
- Gerador de EnergiaDocumento2 páginasGerador de EnergiaLucas Cardoso PinheiroAinda não há avaliações
- Piper - PA-31 I II II XL e T1040 Cheyenne PT-BRDocumento261 páginasPiper - PA-31 I II II XL e T1040 Cheyenne PT-BRTatiane Sillva100% (2)
- Licenciamento Actividade Estabelecimento Apoio SocialDocumento15 páginasLicenciamento Actividade Estabelecimento Apoio SocialManuel DiasAinda não há avaliações
- Aulas LajesDocumento11 páginasAulas LajesitalokaiqueAinda não há avaliações
- RotativasDocumento6 páginasRotativasAnderson AntunesAinda não há avaliações
- ORDEM DE SERVIÇO - SoldadorDocumento3 páginasORDEM DE SERVIÇO - SoldadorRafael Moreira Cassiano75% (20)
- VPN MikrotikDocumento3 páginasVPN MikrotikJesus AntonioAinda não há avaliações
- NBR 12142Documento3 páginasNBR 12142Carlos MaiaAinda não há avaliações
- Catálogos Operadoras de TelecartofiliaDocumento1.859 páginasCatálogos Operadoras de TelecartofiliamarceloprcAinda não há avaliações
- Play Planif Anual 5 AnoDocumento6 páginasPlay Planif Anual 5 Anopipinha33Ainda não há avaliações
- LAMINA SubDrive Inline 1100Documento2 páginasLAMINA SubDrive Inline 1100Marcos RighettoAinda não há avaliações
- Tabela ASCIIDocumento4 páginasTabela ASCIILeonardo Zanzotte CalvelheAinda não há avaliações