Você também pode gostar
- Xxii Snptee Silves SVCDocumento9 páginasXxii Snptee Silves SVCCRISTIANO JOSE SANTOS SILVAAinda não há avaliações
- Metodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteDocumento8 páginasMetodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteNilsonAinda não há avaliações
- RMI 46-21.REV00 - 6 TCs SobressalentesDocumento14 páginasRMI 46-21.REV00 - 6 TCs SobressalentesLeonardo Rodrigo de MeloAinda não há avaliações
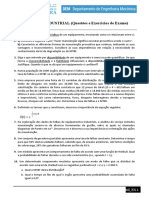
- Questões e ExercíciosDocumento7 páginasQuestões e ExercíciosJoão SilvaAinda não há avaliações
- NBR 11770 EB 1961 - Reles de Medicao e Sistemas de ProtecaoDocumento63 páginasNBR 11770 EB 1961 - Reles de Medicao e Sistemas de ProtecaolucashckAinda não há avaliações
- Ensaio em Bastões IsolantesDocumento10 páginasEnsaio em Bastões IsolantesAndré TeizenAinda não há avaliações
- 3º Simulado SaepDocumento1 página3º Simulado SaepPamella BezerraAinda não há avaliações
- Dados de Catálogo MIT PDFDocumento14 páginasDados de Catálogo MIT PDFJbprofessor BatistaAinda não há avaliações
- Operacao e Manutencao de Transformadores ConvencionaisDocumento16 páginasOperacao e Manutencao de Transformadores ConvencionaisCalolsAinda não há avaliações
- Estudo de Proteção - Unidade 3 - 2024Documento11 páginasEstudo de Proteção - Unidade 3 - 2024Lucas ViníciusAinda não há avaliações
- 2 Ordens TrabalhosDocumento24 páginas2 Ordens Trabalhoscaeiro60Ainda não há avaliações
- Informe Técnico - Esclarecimentos Curva TOVDocumento6 páginasInforme Técnico - Esclarecimentos Curva TOVAdrianoAinda não há avaliações
- Relatório de ManutençãoDocumento19 páginasRelatório de ManutençãoTF Escritório MGAinda não há avaliações
- Materia IsDocumento88 páginasMateria IsAlan FigueiredoAinda não há avaliações
- Estudo Do Balanço de Cadeias de Isoladores de Linhas Aéreas - Parte IDocumento10 páginasEstudo Do Balanço de Cadeias de Isoladores de Linhas Aéreas - Parte IbrunoanunciacaoAinda não há avaliações
- Estudo de Risco de Arco ElétricoDocumento8 páginasEstudo de Risco de Arco ElétricoNildo FrohlichAinda não há avaliações
- 014 - Tec - de Operação de Sistemas IDocumento30 páginas014 - Tec - de Operação de Sistemas IKleiton RoneAinda não há avaliações
- Anexo 1 - Memorial DescritivoDocumento20 páginasAnexo 1 - Memorial Descritivoreinaldopf2012Ainda não há avaliações
- Laudo de Isolamento e Aterremento Do Cabine 13-8Kv ASSAI ZNDocumento12 páginasLaudo de Isolamento e Aterremento Do Cabine 13-8Kv ASSAI ZNTeofilo AlcolumbreAinda não há avaliações
- Laudo Aterramento IcaraíDocumento11 páginasLaudo Aterramento IcaraíJulio CesarAinda não há avaliações
- Procedimento para Teste de CCM'S de Baixa Tensão PDFDocumento42 páginasProcedimento para Teste de CCM'S de Baixa Tensão PDFmauricio_rodrigues09100% (1)
- Aula Prática 2 - Simulação PDFDocumento3 páginasAula Prática 2 - Simulação PDFRichard De Medeiros CastroAinda não há avaliações
- SIE Millennium: KratonDocumento53 páginasSIE Millennium: KratonDaniel CordeiroAinda não há avaliações
- Sistemas Mecânicos e Processamento de Sinais: B A B ADocumento29 páginasSistemas Mecânicos e Processamento de Sinais: B A B ALucas Caldas RebouçasAinda não há avaliações
- NBR 11770 - 89 (EB-1961) - Relés de Medição e Sistemas de Proteção - 63pagDocumento63 páginasNBR 11770 - 89 (EB-1961) - Relés de Medição e Sistemas de Proteção - 63pagClaudio LorenzoniAinda não há avaliações
- Procedimento para Teste de CCM'S de Média Tensão PDFDocumento48 páginasProcedimento para Teste de CCM'S de Média Tensão PDFmauricio_rodrigues09100% (1)
- Análise Do Desempenho de Sistemas de Transmissão CA Com Múltiplos Compensadores EstáticosDocumento9 páginasAnálise Do Desempenho de Sistemas de Transmissão CA Com Múltiplos Compensadores EstáticosSérgio FerreiraAinda não há avaliações
- MS0915-21 - Madero PDocumento35 páginasMS0915-21 - Madero PMarco A PasinatoAinda não há avaliações
- Procedimento para Teste de Itens Componentes Condicionáveis Do Sistema Elétrico PDFDocumento158 páginasProcedimento para Teste de Itens Componentes Condicionáveis Do Sistema Elétrico PDFmauricio_rodrigues09Ainda não há avaliações
- Subestação Aérea 225kva PNT Ind e Com de Plasticos Ltda.Documento6 páginasSubestação Aérea 225kva PNT Ind e Com de Plasticos Ltda.Robson CordeiroAinda não há avaliações
- Implantacao Do Programa de Manutencao Preditiva deDocumento9 páginasImplantacao Do Programa de Manutencao Preditiva deValberto AraujoAinda não há avaliações
- Caluculo de Temperatura TermografiaDocumento7 páginasCaluculo de Temperatura TermografiaeethomAinda não há avaliações
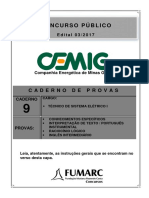
- Fumarc 2018 Cemig MG Tecnico de Sistema Eletrico I ProvaDocumento40 páginasFumarc 2018 Cemig MG Tecnico de Sistema Eletrico I ProvaAldair Souza RochaAinda não há avaliações
- Norma Técnica: CopasaDocumento66 páginasNorma Técnica: Copasamarcel. OliveiraAinda não há avaliações
- Prova - ServomecanismoDocumento7 páginasProva - ServomecanismoCamila Marques CoutoAinda não há avaliações
- Ativ - 9 - Pratica - Circuito - RC - CC - AssociaçaoDocumento19 páginasAtiv - 9 - Pratica - Circuito - RC - CC - AssociaçaoElieni Guedes PinheiroAinda não há avaliações
- Relatorio TermóstatoDocumento25 páginasRelatorio TermóstatoVitor GonçalvesAinda não há avaliações
- ET LibraDocumento24 páginasET LibraGustavo CostaAinda não há avaliações
- Curvas MegacpkDocumento47 páginasCurvas MegacpkVinícius Toni MartinsAinda não há avaliações
- Especificação Tecnica No 02.1111-EGRD-0056b CemigDocumento25 páginasEspecificação Tecnica No 02.1111-EGRD-0056b CemigDiogo XavierAinda não há avaliações
- 2171-Manuscript Paper - Texto Do Artigo (.PDF) - 10043-1-10-20161031Documento14 páginas2171-Manuscript Paper - Texto Do Artigo (.PDF) - 10043-1-10-20161031Maicon ZagonelAinda não há avaliações
- Modelagem Transformadores ATP V1 FBDocumento22 páginasModelagem Transformadores ATP V1 FBWil Liam100% (1)
- IC0008Rev13 Tipos de Periocidade de Ensaios de Aceitaçao e Manutençao PreventivaDocumento75 páginasIC0008Rev13 Tipos de Periocidade de Ensaios de Aceitaçao e Manutençao PreventivaKeldson FernandesAinda não há avaliações
- Coteq001 03Documento8 páginasCoteq001 03Adilmar E. NatãnyAinda não há avaliações
- UAM EMM Trabalho A1 Modelo Brasilia DF - PamDocumento13 páginasUAM EMM Trabalho A1 Modelo Brasilia DF - PamPamella NascimentoAinda não há avaliações
- Memorial de Cálculo de Demanda - Marília GodinhoDocumento6 páginasMemorial de Cálculo de Demanda - Marília GodinhoRobson CordeiroAinda não há avaliações
- 2 Calculo de Condutores de Energia EletricaDocumento17 páginas2 Calculo de Condutores de Energia EletricalfscottAinda não há avaliações
- Manual de Comissionamento WEGDocumento53 páginasManual de Comissionamento WEGtecbrun100% (1)
- Artigo Trafos SNPTEEDocumento9 páginasArtigo Trafos SNPTEEDouglas SilvaAinda não há avaliações
- Apostila - Aterramento Temporário de Linhas de Transmissão e Barramentos Aéreos de Subestações-Cteep PDFDocumento64 páginasApostila - Aterramento Temporário de Linhas de Transmissão e Barramentos Aéreos de Subestações-Cteep PDFeliastemer6528Ainda não há avaliações
- Determinação de Parâmetros UFRJDocumento11 páginasDeterminação de Parâmetros UFRJIago Oliveira deSouzaAinda não há avaliações
- ET.31.302.00 - Transformador de Corrente PDFDocumento22 páginasET.31.302.00 - Transformador de Corrente PDFvalrezenoAinda não há avaliações
- Anexo 3 - Exemplo Relatorio de Comissionamento SMFDocumento13 páginasAnexo 3 - Exemplo Relatorio de Comissionamento SMFLuís Ricardo Molina0% (1)
- AES-TUC1.00-CS-EM-CR-009 - 000 (Assinado) - MEMORIAL SPDA PDFDocumento11 páginasAES-TUC1.00-CS-EM-CR-009 - 000 (Assinado) - MEMORIAL SPDA PDFJayme CalmonAinda não há avaliações
- Ativ. Sensor Bimetálico - Mariana MeloDocumento9 páginasAtiv. Sensor Bimetálico - Mariana MeloMARIANA DA SILVA MELOAinda não há avaliações
- Relatorio TP TC TPC 114110608Documento10 páginasRelatorio TP TC TPC 114110608VICTOR HUGO DOS SANTOS GERMANOAinda não há avaliações
- Inspeções e Ensaios em Transformadores A SecoDocumento3 páginasInspeções e Ensaios em Transformadores A SecoDione Silva100% (1)
- Lendo A Temperatura De Um Termopar Com O Max6675 Usando O Pic Programado No Xc8No EverandLendo A Temperatura De Um Termopar Com O Max6675 Usando O Pic Programado No Xc8Ainda não há avaliações
- Relatório 1Documento22 páginasRelatório 1Cesar SampaioAinda não há avaliações
- APO2023 - ED9 - Cap18 e 20 - ResolvidoDocumento7 páginasAPO2023 - ED9 - Cap18 e 20 - ResolvidoCesar SampaioAinda não há avaliações
- CMS X-Tools All Editions User Manual - 06 - Analyzing System - enDocumento866 páginasCMS X-Tools All Editions User Manual - 06 - Analyzing System - enCesar SampaioAinda não há avaliações
- Tabela de Encargos SociaisDocumento3 páginasTabela de Encargos SociaisCesar SampaioAinda não há avaliações
- Questionário 3Documento2 páginasQuestionário 3Cesar SampaioAinda não há avaliações
- Kommunikationsprotokolle in Digitalen Schutzgerten 20150702Documento2 páginasKommunikationsprotokolle in Digitalen Schutzgerten 20150702Cesar SampaioAinda não há avaliações
- (Lido) Cms1200Documento39 páginas(Lido) Cms1200Cesar SampaioAinda não há avaliações
- Prouni Como Política PúblicaDocumento4 páginasProuni Como Política PúblicaCesar SampaioAinda não há avaliações
- Movimentos ConsumidoresDocumento9 páginasMovimentos ConsumidoresCesar SampaioAinda não há avaliações
- Paradigmas Da Gestão Pública - IIIDocumento1 páginaParadigmas Da Gestão Pública - IIICesar SampaioAinda não há avaliações
- Apresentação CMS1200Documento22 páginasApresentação CMS1200Cesar SampaioAinda não há avaliações
- S7-1200 SM1281 ResumoDocumento46 páginasS7-1200 SM1281 ResumoCesar SampaioAinda não há avaliações
- Currículo Cesar S.Documento2 páginasCurrículo Cesar S.Cesar SampaioAinda não há avaliações
- Finanças Públicas No Regime de Alta InflaçãoDocumento24 páginasFinanças Públicas No Regime de Alta InflaçãoCesar SampaioAinda não há avaliações
- Lista de Materiais Cms1200 - Clean UtilitiesDocumento2 páginasLista de Materiais Cms1200 - Clean UtilitiesCesar SampaioAinda não há avaliações
- Atividade V - Administração PúblicaDocumento11 páginasAtividade V - Administração PúblicaCesar SampaioAinda não há avaliações
- Atividade V - Administração PúblicaDocumento11 páginasAtividade V - Administração PúblicaCesar SampaioAinda não há avaliações
- Ingresso SkankDocumento1 páginaIngresso SkankCesar SampaioAinda não há avaliações
- Balanceamento UDF01Documento11 páginasBalanceamento UDF01Cesar SampaioAinda não há avaliações
- Atividade de Revisão - TGADocumento2 páginasAtividade de Revisão - TGACesar SampaioAinda não há avaliações
- Apresentação CMS1200 SM-1281Documento6 páginasApresentação CMS1200 SM-1281Cesar SampaioAinda não há avaliações
- Atividade 4Documento2 páginasAtividade 4Cesar SampaioAinda não há avaliações
- Organização InformalDocumento2 páginasOrganização InformalCesar SampaioAinda não há avaliações
- Universidade Federal de Santa Catarina Programa de Pós-Graduação em Engenharia CivilDocumento363 páginasUniversidade Federal de Santa Catarina Programa de Pós-Graduação em Engenharia CivilSulucoes AcademicasAinda não há avaliações
- 5487dissertaa Aƒo Luiz Antonio Versaƒo Final PDFDocumento118 páginas5487dissertaa Aƒo Luiz Antonio Versaƒo Final PDFVerônica DantasAinda não há avaliações
- Detalhe Da UFCD stc5Documento2 páginasDetalhe Da UFCD stc5Andreia CortesAinda não há avaliações
- Teste de Friedman No SpssDocumento12 páginasTeste de Friedman No Spssedilson de souza carvalhoAinda não há avaliações
- Sheyla PedrosaDocumento133 páginasSheyla PedrosaCLAUDIANE ROCKEMBACH GONÇALVESAinda não há avaliações
- Apostila Estat. IDocumento7 páginasApostila Estat. IRafa PlaysAinda não há avaliações
- AulaaDocumento3 páginasAulaaRhendel RodriguesAinda não há avaliações
- Enunciado Da Avaliação 1 - Metodologia Científica (IL60084)Documento2 páginasEnunciado Da Avaliação 1 - Metodologia Científica (IL60084)Matheus coutoAinda não há avaliações
- Caio Fernando Abreu e o AbsurdoDocumento239 páginasCaio Fernando Abreu e o AbsurdoLuis Voodoo Alquimia VoodooAinda não há avaliações
- Fatores Influenciantesna Excelnciade Cientistas Brasileiros 2021Documento20 páginasFatores Influenciantesna Excelnciade Cientistas Brasileiros 2021martins.ellen.emAinda não há avaliações
- Acuna - Interface Entre Psicologia e Educação Especial em Contexto Escolar PDFDocumento190 páginasAcuna - Interface Entre Psicologia e Educação Especial em Contexto Escolar PDFHelton HörnerAinda não há avaliações
- Feminicídio - Quando A Violência Contra Mulher Se Torna FatalDocumento13 páginasFeminicídio - Quando A Violência Contra Mulher Se Torna FatalLala EncantoAinda não há avaliações
- Um Farol Na Escuridão Alta QualidadeDocumento42 páginasUm Farol Na Escuridão Alta QualidadeO Paladyno100% (1)
- Oficina MatematicaDocumento66 páginasOficina MatematicaMayara EFabio100% (1)
- Manual Do Operador E-411 PTDocumento380 páginasManual Do Operador E-411 PTReodino SversutAinda não há avaliações
- TCC-Modelo de Apresentação (Defesa)Documento9 páginasTCC-Modelo de Apresentação (Defesa)fabio100% (1)
- 2009-Administração-Carla Guimarães Ferreira - UFF PDFDocumento60 páginas2009-Administração-Carla Guimarães Ferreira - UFF PDFFelipe Branco VenancioAinda não há avaliações
- Avaliação Pontual 2 - Área 3Documento5 páginasAvaliação Pontual 2 - Área 3Barbara H.CAinda não há avaliações
- Tese Avaliação Da Linguagem Oral PDFDocumento135 páginasTese Avaliação Da Linguagem Oral PDFCarla Ganço100% (2)
- DISCRETADocumento26 páginasDISCRETATabu MagagaAinda não há avaliações
- NBR 15442 - 2006 - Inspeção de RecebimentoDocumento8 páginasNBR 15442 - 2006 - Inspeção de Recebimentophd.gilcineiAinda não há avaliações
- Atividade 4Documento6 páginasAtividade 4GLEICIANE FERNANDA Botelho100% (2)
- Aula Regressão Linear MultiplaDocumento26 páginasAula Regressão Linear MultiplaMayra SouzaAinda não há avaliações
- Módulo 3Documento12 páginasMódulo 3mojuja50% (2)
- Manual de Redacao de Textos Jornalisticos PDFDocumento76 páginasManual de Redacao de Textos Jornalisticos PDFStephFairAinda não há avaliações
- E-Book MICROSOFT FORMSDocumento46 páginasE-Book MICROSOFT FORMSafrodit2012Ainda não há avaliações
- Met Tec PesquisaDocumento97 páginasMet Tec PesquisaDanii FerreiraAinda não há avaliações
- PARENTONI Tese - Leonardo - Parentoni - INTEGRALDocumento203 páginasPARENTONI Tese - Leonardo - Parentoni - INTEGRALCarlos CorrêaAinda não há avaliações
- 2 Relatório Final - Versão Completa - CJSUBIADocumento908 páginas2 Relatório Final - Versão Completa - CJSUBIAJoão Pedro BrazAinda não há avaliações
- Exercícios de Revisão. ProbabilidadeDocumento5 páginasExercícios de Revisão. ProbabilidadeRafael Magno LeonhardtAinda não há avaliações