Você também pode gostar
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Aod ProcessDocumento5 páginasAod ProcessMaria Aparecida Almeida AlvesAinda não há avaliações
- Simulação de Sistema de Enchimento Com Relação de Áreas 1:2:1 para Aços Ao Carbono FundidoDocumento12 páginasSimulação de Sistema de Enchimento Com Relação de Áreas 1:2:1 para Aços Ao Carbono FundidoFernanda HillesheinAinda não há avaliações
- EVOLUÇÃO DOS PROCESSOS DE REFINO E LINGOTAMENTO DE AÇOS MICROLIGADOS E TRATADOS COM CaSiDocumento15 páginasEVOLUÇÃO DOS PROCESSOS DE REFINO E LINGOTAMENTO DE AÇOS MICROLIGADOS E TRATADOS COM CaSijonathasluis_17Ainda não há avaliações
- Ocorrência de Falha em Tubo de CaldeiraDocumento6 páginasOcorrência de Falha em Tubo de CaldeiraNilsonAinda não há avaliações
- Controle do processo AOD-L pelo sistema carbometriaDocumento5 páginasControle do processo AOD-L pelo sistema carbometriaDinho Moura100% (1)
- Avaliação da corrosão de quatro ligas metálicas em condições de poço usando autoclaves de alta pressão e temperaturaDocumento14 páginasAvaliação da corrosão de quatro ligas metálicas em condições de poço usando autoclaves de alta pressão e temperaturacristianoluzAinda não há avaliações
- Avaliação Dos Danos Por Alta Temperatura em Ligas Austeníticas Utilizadas em Fornos de PiróliseDocumento12 páginasAvaliação Dos Danos Por Alta Temperatura em Ligas Austeníticas Utilizadas em Fornos de PiróliseSérgio BarraAinda não há avaliações
- SIDERURGIA Da Mat Prima Ao Lam 102 202Documento101 páginasSIDERURGIA Da Mat Prima Ao Lam 102 202Antonio MarinhoAinda não há avaliações
- Corrosão de ferroDocumento9 páginasCorrosão de ferroJúlia SoaresAinda não há avaliações
- Sopragem BOFDocumento50 páginasSopragem BOFPedro Marcelino JuniorAinda não há avaliações
- Inclusões de Re-Oxidação e Bolhas de Ar Preso Formadas Durante o Preenchimento Turbulento de Peças FundidasDocumento21 páginasInclusões de Re-Oxidação e Bolhas de Ar Preso Formadas Durante o Preenchimento Turbulento de Peças FundidasEduardo OliveiraAinda não há avaliações
- Defeitos de fundição por porosidadesDocumento66 páginasDefeitos de fundição por porosidadesDanieldeAssisChemistAinda não há avaliações
- Refino de AçoDocumento31 páginasRefino de AçoArtur DinizAinda não há avaliações
- Comparativo Entre Cimento Portland e Cimento Supersulfatado Submetidos Ao Ataque Por Sulfato de Sódio: Resistência Mecânica e Variação DimensionalDocumento9 páginasComparativo Entre Cimento Portland e Cimento Supersulfatado Submetidos Ao Ataque Por Sulfato de Sódio: Resistência Mecânica e Variação DimensionalLaura RoratoAinda não há avaliações
- Processo LD: transformação do ferro em aço com oxigênioDocumento19 páginasProcesso LD: transformação do ferro em aço com oxigêniotristtessaAinda não há avaliações
- Conversor Ld-EngenhariaDocumento44 páginasConversor Ld-Engenhariamaxkakuesasaki001Ainda não há avaliações
- Corrosão em Aço-CarbonoDocumento19 páginasCorrosão em Aço-CarbonoRaphaelBritoAinda não há avaliações
- AcoDocumento21 páginasAcoLucas AntonioAinda não há avaliações
- Processos MetalurgicosDocumento64 páginasProcessos MetalurgicosPatriciaQuintanaAinda não há avaliações
- Corrosão em temperaturas elevadas em superaquecedores de caldeirasDocumento3 páginasCorrosão em temperaturas elevadas em superaquecedores de caldeirasErica FerreiraAinda não há avaliações
- MODULO 4 Consumiveis InspetorDocumento38 páginasMODULO 4 Consumiveis InspetorWilliam FagundesAinda não há avaliações
- Manual Projeto e Durabilidade 2017Documento117 páginasManual Projeto e Durabilidade 2017leomariano21Ainda não há avaliações
- Projeto de Sistema de Limpeza de Gases de Convertedor LD 100tDocumento17 páginasProjeto de Sistema de Limpeza de Gases de Convertedor LD 100tBrender VictorAinda não há avaliações
- Cementação PDFDocumento3 páginasCementação PDFfilipercastro2736Ainda não há avaliações
- Corrosão Por PitDocumento5 páginasCorrosão Por PitDGG2010Ainda não há avaliações
- Estudo Comparativo Entre Cimento Supersulfatado (CSS) e Cimento Portland (CP V-ARI RS) : Análise Da Variação Dimensional Devido Ao Ataque Por Sulfato de SódioDocumento11 páginasEstudo Comparativo Entre Cimento Supersulfatado (CSS) e Cimento Portland (CP V-ARI RS) : Análise Da Variação Dimensional Devido Ao Ataque Por Sulfato de SódioLaura RoratoAinda não há avaliações
- 349806-Processos Metalúrgicos - Convertedor LDDocumento66 páginas349806-Processos Metalúrgicos - Convertedor LDamaurilopes1203Ainda não há avaliações
- Intercorr2012 56Documento24 páginasIntercorr2012 56Nicolly SoaresAinda não há avaliações
- Corrosão em caldeirasDocumento15 páginasCorrosão em caldeirasRafaela DóreaAinda não há avaliações
- Ensaio metalográfico de aço de eixo de caminhãoDocumento15 páginasEnsaio metalográfico de aço de eixo de caminhãoAmanda Victória Luz da RosaAinda não há avaliações
- Prevenção de corrosão em caldeirasDocumento22 páginasPrevenção de corrosão em caldeirasEdson José SantosAinda não há avaliações
- Corrosão de aço em HCl: métodos gravimétrico e colorimétricoDocumento11 páginasCorrosão de aço em HCl: métodos gravimétrico e colorimétricoSara BlunkAinda não há avaliações
- Inibidores Multifuncionais para SaneamentoDocumento12 páginasInibidores Multifuncionais para SaneamentoJose Eduardo GranatoAinda não há avaliações
- Prática 13Documento11 páginasPrática 13TatynhaaAinda não há avaliações
- Soluções - PPM e TituloDocumento37 páginasSoluções - PPM e TituloAna Beatriz OliveiraAinda não há avaliações
- Aula 19Documento33 páginasAula 19Bruno DantasAinda não há avaliações
- Resumo de Tecnologia Dos MateriaisDocumento8 páginasResumo de Tecnologia Dos MateriaisldmoreiraAinda não há avaliações
- Tratamento Coordenado PO4-pHDocumento12 páginasTratamento Coordenado PO4-pHMARCIOAinda não há avaliações
- Diagrama de SensitizaçãoDocumento7 páginasDiagrama de SensitizaçãoAlmerindo JuniorAinda não há avaliações
- 26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoDocumento22 páginas26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoJoão ViniciusAinda não há avaliações
- Ferros & aços I-60: Tratamentos térmicos e carburizaçãoDocumento4 páginasFerros & aços I-60: Tratamentos térmicos e carburizaçãofilipercastro2736Ainda não há avaliações
- Controle Do Processo Nas Fundições de Ferro Fundido Com Auxilio Do Carbomax IiDocumento71 páginasControle Do Processo Nas Fundições de Ferro Fundido Com Auxilio Do Carbomax Ii6ydsnx9htmAinda não há avaliações
- Exercícios Corrosão - RespostasDocumento5 páginasExercícios Corrosão - RespostasMichel LimaAinda não há avaliações
- Trabalho Oxicorte - Elem TextualDocumento13 páginasTrabalho Oxicorte - Elem TextualdanigordilhoAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- 35 - Produtos Metálicos Estruturais PDFDocumento36 páginas35 - Produtos Metálicos Estruturais PDFRicardo ThiessenAinda não há avaliações
- Aços Fundidos - Elaboração e DefeitosDocumento118 páginasAços Fundidos - Elaboração e Defeitosthiago_oenningAinda não há avaliações
- Avaliacao de Diferentes Tecnicas de Contraste ParaDocumento10 páginasAvaliacao de Diferentes Tecnicas de Contraste ParaMárcio MagalhãesAinda não há avaliações
- CaldeiraDocumento21 páginasCaldeirawalter moreiraAinda não há avaliações
- Processamento de Pós Metálicos e CerâmicosDocumento112 páginasProcessamento de Pós Metálicos e CerâmicosAlan SantosAinda não há avaliações
- Prevenção da corrosão em caldeirasDocumento22 páginasPrevenção da corrosão em caldeirasEdson José SantosAinda não há avaliações
- Tratamento de Água de Caldeira - IFS - 2012Documento42 páginasTratamento de Água de Caldeira - IFS - 2012Gabriel BrandãoAinda não há avaliações
- Diferenças entre perdas diretas e indiretas por corrosãoDocumento8 páginasDiferenças entre perdas diretas e indiretas por corrosãoKassya SchunkAinda não há avaliações
- Produção de Revestimento CerâmicoDocumento10 páginasProdução de Revestimento CerâmicoDouglas dos SantosAinda não há avaliações
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Documento33 páginasProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisAinda não há avaliações
- Materias - Cap. 05Documento16 páginasMaterias - Cap. 05Jean Fermiano Barbosa SilvaAinda não há avaliações
- Mould Level Fluctuation Reduction On Perictetic Hsla Steel Slabs Produced For The Hot Rolled Coil Mill According To Astm A588-B StandardsDocumento12 páginasMould Level Fluctuation Reduction On Perictetic Hsla Steel Slabs Produced For The Hot Rolled Coil Mill According To Astm A588-B Standardsalisson.po2Ainda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Composição Qímica Inconel 625 RecebidoDocumento1 páginaComposição Qímica Inconel 625 RecebidoEdson Pinheiro LimaAinda não há avaliações
- Ligas NiquelDocumento1 páginaLigas NiquelEdson Pinheiro LimaAinda não há avaliações
- Tratamento de DesnitrogenaçãoDocumento4 páginasTratamento de DesnitrogenaçãoEdson Pinheiro LimaAinda não há avaliações
- Aula 01 - Velocidades Das Reações QuímicasDocumento70 páginasAula 01 - Velocidades Das Reações QuímicasEdson Pinheiro LimaAinda não há avaliações
- Aula 01 - Velocidades Das Reações QuímicasDocumento70 páginasAula 01 - Velocidades Das Reações QuímicasEdson Pinheiro LimaAinda não há avaliações
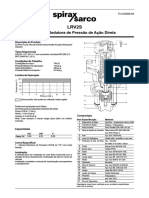
- LRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationDocumento2 páginasLRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationCaroline ZimmermannAinda não há avaliações
- Neutralização ácido-base com indicadoresDocumento8 páginasNeutralização ácido-base com indicadoresThiago LemosAinda não há avaliações
- Catalogo CarreteisDocumento6 páginasCatalogo CarreteisJose Antonio carro ANINHA FESTASAinda não há avaliações
- Teste de UsinagemDocumento2 páginasTeste de UsinagemMichel AmbrosioAinda não há avaliações
- Tratamentos Térmicos - Unidade 3 - AvaDocumento66 páginasTratamentos Térmicos - Unidade 3 - AvaMatheus AugustoAinda não há avaliações
- Fispq Limpador 02Documento4 páginasFispq Limpador 02Marco Antonio MachadoAinda não há avaliações
- Roteiro Aula GelDocumento2 páginasRoteiro Aula GellolalunspvpAinda não há avaliações
- Permeâmetro de carga constanteDocumento51 páginasPermeâmetro de carga constanteTamara AraujoAinda não há avaliações
- Ensaio Jominy compara temperabilidade de açosDocumento7 páginasEnsaio Jominy compara temperabilidade de açosJuan MartinezAinda não há avaliações
- INJEÇÃO - LIVRO COMPLETO 124pgDocumento124 páginasINJEÇÃO - LIVRO COMPLETO 124pgDaniel Cardoso PereiraAinda não há avaliações
- Cálculo do grau hiperestático, esforços internos e externos em estruturasDocumento5 páginasCálculo do grau hiperestático, esforços internos e externos em estruturasLuiz PauloAinda não há avaliações
- Tecnologia Mecânica - Princípios Básicos Dos Materiais - Propriedades Dos MateriaisDocumento101 páginasTecnologia Mecânica - Princípios Básicos Dos Materiais - Propriedades Dos MateriaisJosé Luis MouraAinda não há avaliações
- Rev. J Rev. K Rev. L Rev. M Rev. N Rev. E Rev. F Rev. G Rev. H Data Projeto Execução Verificação AprovaçãoDocumento13 páginasRev. J Rev. K Rev. L Rev. M Rev. N Rev. E Rev. F Rev. G Rev. H Data Projeto Execução Verificação AprovaçãoNatália AlmeidaAinda não há avaliações
- Preparação e Caracterização de uma Base AlcalinaDocumento14 páginasPreparação e Caracterização de uma Base Alcalinawillisson santosAinda não há avaliações
- REDE-Perfilados - Eletrocalhas e LeitosDocumento42 páginasREDE-Perfilados - Eletrocalhas e LeitosrepopsAinda não há avaliações
- Relatório 03 ExperimentalDocumento10 páginasRelatório 03 ExperimentalLara B. Gonsalves GonsalvesAinda não há avaliações
- Trabalho Ev058 MD1 Sa85 Id2476 17052016225419Documento12 páginasTrabalho Ev058 MD1 Sa85 Id2476 17052016225419Claudio AraujoAinda não há avaliações
- Formação e Classificação de Rochas ÍgneasDocumento4 páginasFormação e Classificação de Rochas ÍgneasGeologia GeofisicaAinda não há avaliações
- Aula Ensaios de PurezaDocumento38 páginasAula Ensaios de PurezaMatheus SilvaAinda não há avaliações
- Catalogo PortoDocumento55 páginasCatalogo PortoCelso KampaAinda não há avaliações
- Exercícios de Falhas por Fadiga - Capítulo 7Documento3 páginasExercícios de Falhas por Fadiga - Capítulo 7tbrolloAinda não há avaliações
- PSG - MA - Plano de Gerenciamento de Resíduos Sólidos PGRSDocumento47 páginasPSG - MA - Plano de Gerenciamento de Resíduos Sólidos PGRSDAVI FLAVIOAinda não há avaliações
- Atividade58628 060321085616Documento5 páginasAtividade58628 060321085616Ubirajara100% (1)
- NBR 8451-3 (Postes Concreto Armado Dist. e Trans.) PDFDocumento17 páginasNBR 8451-3 (Postes Concreto Armado Dist. e Trans.) PDFgugaseibertAinda não há avaliações
- Ficha - Tecnica - Paraflu Bio Hibrido ConcentradoDocumento3 páginasFicha - Tecnica - Paraflu Bio Hibrido Concentradotabatakelly693Ainda não há avaliações
- Classificação e erodibilidade dos solos de Mato GrossoDocumento5 páginasClassificação e erodibilidade dos solos de Mato GrossoEmilia KonradtAinda não há avaliações
- 2019 - Março - Tabela Preço BellartDocumento147 páginas2019 - Março - Tabela Preço BellartarianyAinda não há avaliações
- Trabalho de Química 9º AnoDocumento5 páginasTrabalho de Química 9º AnoninxxsAinda não há avaliações
- Purificação de quartzo para obtenção de silício grau solarDocumento4 páginasPurificação de quartzo para obtenção de silício grau solarFrancisco Manoel dos Santos Garrido GarridoAinda não há avaliações
- ASTRALPOOL Piscina EquipamentosDocumento20 páginasASTRALPOOL Piscina EquipamentosPaulo DiasAinda não há avaliações