Você também pode gostar
- Aciaria Elétrica Alto Forno Siemens MartinDocumento57 páginasAciaria Elétrica Alto Forno Siemens MartinWanderson B AraujoAinda não há avaliações
- Ligas Metálicas - Aço (Introdução A Química - 1S )Documento4 páginasLigas Metálicas - Aço (Introdução A Química - 1S )rodrigosilva1320Ainda não há avaliações
- Coletores Escape Nodular SimoDocumento9 páginasColetores Escape Nodular SimoWellington S. FrançaAinda não há avaliações
- ESTRUTURAS METÁLICAS DIMENSIONAMENTO SEGUNDO A NBR-8800 - 2008. O Processo Siderúrgico. Prof Marcelo Leão Cel Prof Moniz de Aragão MajDocumento22 páginasESTRUTURAS METÁLICAS DIMENSIONAMENTO SEGUNDO A NBR-8800 - 2008. O Processo Siderúrgico. Prof Marcelo Leão Cel Prof Moniz de Aragão MajGilmar A. NogueiraAinda não há avaliações
- Aula 8 - Ligas de AlumínioDocumento52 páginasAula 8 - Ligas de AlumínioRobson RibeiroAinda não há avaliações
- EFEITO Elementos de Liga Nos Aços PDFDocumento32 páginasEFEITO Elementos de Liga Nos Aços PDFmarcotulio123Ainda não há avaliações
- Metal CobreDocumento8 páginasMetal CobreEcm MourãoAinda não há avaliações
- Conceito de Siderurgia e AçoDocumento9 páginasConceito de Siderurgia e AçoJean Marcos Oliveira SilvaAinda não há avaliações
- Forno Eletrico Por InduçaoDocumento24 páginasForno Eletrico Por InduçaoMarco Antonio Costa60% (5)
- 1BN - Atividade e Material - TMC I - MichelDocumento68 páginas1BN - Atividade e Material - TMC I - Michellaboratorio aciariaAinda não há avaliações
- Fabricacao de Tarugos para ExtrusaoDocumento163 páginasFabricacao de Tarugos para ExtrusaoEduardo DeakAinda não há avaliações
- IntroduçãoDocumento43 páginasIntroduçãofagner ribeiroAinda não há avaliações
- LigaMetalicas 054907Documento12 páginasLigaMetalicas 054907Henriques Sebastiao0% (1)
- 35 - Produtos Metálicos Estruturais PDFDocumento36 páginas35 - Produtos Metálicos Estruturais PDFRicardo ThiessenAinda não há avaliações
- Processos MetalurgicosDocumento64 páginasProcessos MetalurgicosPatriciaQuintanaAinda não há avaliações
- O Uso Dos Briquetes de Cavacos de Usinagem Na FundiçãoDocumento21 páginasO Uso Dos Briquetes de Cavacos de Usinagem Na FundiçãoLeonardoAinda não há avaliações
- Refratários para Convertedor LDDocumento22 páginasRefratários para Convertedor LDWeslleySoaresAinda não há avaliações
- IntroduçãoDocumento27 páginasIntroduçãodaniairaoAinda não há avaliações
- AlumínioDocumento9 páginasAlumínioNathan BastosAinda não há avaliações
- Metalúrgia e Processos de Fabricação Dos AçosDocumento29 páginasMetalúrgia e Processos de Fabricação Dos AçosJoão Paulo BastosAinda não há avaliações
- Alto Forno e Aciaria 08 2018Documento17 páginasAlto Forno e Aciaria 08 2018IsadoraAinda não há avaliações
- Aula 07 e 08 - 2º Sem. 1º Bi Processos de Fabricação Mecânica PDFDocumento70 páginasAula 07 e 08 - 2º Sem. 1º Bi Processos de Fabricação Mecânica PDFAlan RibeiroAinda não há avaliações
- Processos MetalúrgicosDocumento69 páginasProcessos Metalúrgicosamaurilopes1203Ainda não há avaliações
- 01 - Apostila de Fundição FATEC 01 2013Documento56 páginas01 - Apostila de Fundição FATEC 01 2013metalcoppiAinda não há avaliações
- Metais e Ligas Não FerrosasDocumento50 páginasMetais e Ligas Não FerrosasAlexandre LopesAinda não há avaliações
- Elementos de Liga No AçoDocumento25 páginasElementos de Liga No AçoRicardo AjonasAinda não há avaliações
- Fundição II - Primeiras AulasDocumento178 páginasFundição II - Primeiras AulasWellingtonAinda não há avaliações
- EnxofreDocumento12 páginasEnxofreHugo MartinsAinda não há avaliações
- Tecnologia Dos Materiais Ii - ResumoDocumento2 páginasTecnologia Dos Materiais Ii - ResumoNayara MeloAinda não há avaliações
- Principios de Protecao de Estruturas Metalicas em Situacao de Corrosao e Incendio - Fabio Domingos Pannoni (2004) Aços GerdauDocumento79 páginasPrincipios de Protecao de Estruturas Metalicas em Situacao de Corrosao e Incendio - Fabio Domingos Pannoni (2004) Aços GerdaumarantelAinda não há avaliações
- Aços RápidosDocumento14 páginasAços Rápidosapi-3727963100% (4)
- TratamentDocumento197 páginasTratamentLidiane MunizAinda não há avaliações
- Aço Na Construção CivilDocumento6 páginasAço Na Construção CivilLucas PereiraAinda não há avaliações
- Bucane ManuelDocumento12 páginasBucane ManuelDJ Key FK o detonadorAinda não há avaliações
- MEC 107 - Fundição - Slides de Aula 2016.1Documento309 páginasMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraAinda não há avaliações
- FundiçãoDocumento46 páginasFundiçãoEuclides SantanaAinda não há avaliações
- Escória EspumanteDocumento8 páginasEscória EspumantePedro HenriqueAinda não há avaliações
- Alto FornoDocumento41 páginasAlto FornotapeixotoAinda não há avaliações
- 17-PF-Soldagem Ao Arco SubmersoDocumento13 páginas17-PF-Soldagem Ao Arco SubmersoJúlio NunesAinda não há avaliações
- Relatório Da Visita HellenDocumento10 páginasRelatório Da Visita HellenJoandson Da SilvaAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- Processos Produção de Aço e de FerroDocumento52 páginasProcessos Produção de Aço e de FerroMarcelo Lima100% (1)
- QUESTIONARIO 7 Materias de ConstruçãoDocumento4 páginasQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaAinda não há avaliações
- DISCIPLINA EL. MAQUINAS - Materiais Metálicos Ferrosos e Não FerrososDocumento48 páginasDISCIPLINA EL. MAQUINAS - Materiais Metálicos Ferrosos e Não FerrososCésar Augusto Gaioso100% (1)
- FundiçãoDocumento120 páginasFundiçãoCAROLINE ANDRADE DA SILVAAinda não há avaliações
- Aula 05 e 06 - 2º Sem. 1º Bi Processos de Fabricação MecânicaDocumento45 páginasAula 05 e 06 - 2º Sem. 1º Bi Processos de Fabricação MecânicaAlan RibeiroAinda não há avaliações
- Aula de SiderurgiaDocumento210 páginasAula de SiderurgiaDanilo HoskenAinda não há avaliações
- Processos de Fabricação de MetaisDocumento65 páginasProcessos de Fabricação de MetaisJoão GuilhermeAinda não há avaliações
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- Metalurgia Do Ferro PDFDocumento11 páginasMetalurgia Do Ferro PDFGabriel FagundesAinda não há avaliações
- Estudo Dos Parâmetros de Influência No Rendimento Metálico de Uma Aciaria ElétricaDocumento12 páginasEstudo Dos Parâmetros de Influência No Rendimento Metálico de Uma Aciaria Elétrica6ydsnx9htmAinda não há avaliações
- Aula 3 - Peças TracionadasDocumento90 páginasAula 3 - Peças TracionadasLuiza FreitasAinda não há avaliações
- Ferro Fundido JoseDocumento3 páginasFerro Fundido JoseAnselmo Ribeiro RodriguesAinda não há avaliações
- Manual CorrosaoDocumento90 páginasManual CorrosaoFelipe MilanezAinda não há avaliações
- Processo Do Alto FornoDocumento16 páginasProcesso Do Alto FornoAbinadab Dos Santos AraújoAinda não há avaliações
- A Geracao de Escoria de Aciaria LD CST MarceloLanaDocumento16 páginasA Geracao de Escoria de Aciaria LD CST MarceloLanaleno19Ainda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- Estruturas Metalicas - Segundo NBR-8800.2008Documento22 páginasEstruturas Metalicas - Segundo NBR-8800.2008Erasmo AmorimAinda não há avaliações
- RELATÓRIO FINAL DO DIAGINÓSTICO DO SISTEMA DE COLETA DE PÓ - AF#2 CSN - Rev0Documento44 páginasRELATÓRIO FINAL DO DIAGINÓSTICO DO SISTEMA DE COLETA DE PÓ - AF#2 CSN - Rev0Isaque Carvalho100% (1)
- Aula - FofoCinzentoDocumento65 páginasAula - FofoCinzentoIsaque CarvalhoAinda não há avaliações
- MODULO II 2021 - PM - Perda de EspessuraDocumento143 páginasMODULO II 2021 - PM - Perda de EspessuraIsaque CarvalhoAinda não há avaliações
- Metalurgia Dos Aços Inoxidáveis 2022 - 01 (3780)Documento82 páginasMetalurgia Dos Aços Inoxidáveis 2022 - 01 (3780)Isaque CarvalhoAinda não há avaliações
- Metalurgia Da Soldagem Dos InoxidáveisDocumento158 páginasMetalurgia Da Soldagem Dos InoxidáveisIsaque CarvalhoAinda não há avaliações
- Curso - Aluminio e LigasDocumento107 páginasCurso - Aluminio e LigasIsaque CarvalhoAinda não há avaliações
- EAD-202202 - Isaque de Souza Carvalho (3883) CorrosaoDocumento1 páginaEAD-202202 - Isaque de Souza Carvalho (3883) CorrosaoIsaque CarvalhoAinda não há avaliações
- Ligas Al-CuDocumento23 páginasLigas Al-CuIsaque CarvalhoAinda não há avaliações
- 6 - Potenciais RetardadosDocumento5 páginas6 - Potenciais RetardadosThays RodriguesAinda não há avaliações
- Alucobond Natural Es-PtDocumento2 páginasAlucobond Natural Es-PtRosemeire MarinelliAinda não há avaliações
- Apostila de Geografia Modulo 2Documento29 páginasApostila de Geografia Modulo 2edeilsonlimaAinda não há avaliações
- Apostila FISICA 1 NetDocumento3 páginasApostila FISICA 1 NetLyza Franciele Waldow DoniniAinda não há avaliações
- Apostila Técnicas de LaboratórioDocumento70 páginasApostila Técnicas de LaboratórioLudimila Monteiro da Silva100% (1)
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- Resumo Sobre CimentoDocumento4 páginasResumo Sobre CimentoRafaAinda não há avaliações
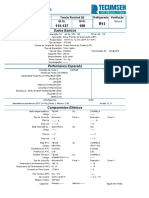
- Tecumseh TW1380ASDocumento2 páginasTecumseh TW1380ASmarce109Ainda não há avaliações
- Freitas. Textura Da Drenagem e Sua Aplicação GeomorfológicaDocumento5 páginasFreitas. Textura Da Drenagem e Sua Aplicação GeomorfológicaSophos OliveiraAinda não há avaliações
- Anodização 7075 T6Documento135 páginasAnodização 7075 T6joséAinda não há avaliações
- Relatório 05 - Evidências de Reações QuímicaDocumento7 páginasRelatório 05 - Evidências de Reações QuímicaBruno CoelhoAinda não há avaliações
- Material de EstudoDocumento153 páginasMaterial de EstudoVivi LealAinda não há avaliações
- 1 - Definições de Controle AutomáticoDocumento26 páginas1 - Definições de Controle AutomáticoglauberAinda não há avaliações
- Aula On-Line 1 - Aminoacidos-PeptideosDocumento37 páginasAula On-Line 1 - Aminoacidos-PeptideosHakamiah100% (1)
- Uepg Especifica 202Documento16 páginasUepg Especifica 202Isadora SouzaAinda não há avaliações
- A Primeira Lei de Newton É Chamada de Lei Da InérciaDocumento2 páginasA Primeira Lei de Newton É Chamada de Lei Da InérciaHell BoyAinda não há avaliações
- Relatório de EstágioDocumento57 páginasRelatório de Estágiotimbupb100% (1)
- Fisica 9 Proposta 2021Documento7 páginasFisica 9 Proposta 2021Ildo BaptistaAinda não há avaliações
- BASES SlideDocumento6 páginasBASES SlideMarla EliasAinda não há avaliações
- Trincas Induzidas Por HidrogenioDocumento6 páginasTrincas Induzidas Por HidrogenioJEFFERSONAinda não há avaliações
- 2016 NélioScrivenerFurtadoDocumento96 páginas2016 NélioScrivenerFurtadoAbraao PereiraAinda não há avaliações
- UNIDADE 1 - Fontes de Geração Térmicas e Não TérmicasDocumento25 páginasUNIDADE 1 - Fontes de Geração Térmicas e Não TérmicasJhon AraujoAinda não há avaliações
- Resumo 2GDocumento3 páginasResumo 2GLuis CarvalhoAinda não há avaliações
- Exercicio RibeiroDocumento7 páginasExercicio RibeiroEricson OliveiraAinda não há avaliações
- W6d800ge0503 Eng BRDocumento6 páginasW6d800ge0503 Eng BRAdemar FukeAinda não há avaliações
- Monoamb 183Documento40 páginasMonoamb 183Valter AraujoAinda não há avaliações
- Reacoes QuimicasDocumento12 páginasReacoes QuimicasPhellipe LimaAinda não há avaliações
- Plano InclinadoDocumento8 páginasPlano InclinadoAngela Costa Santa BrigidaAinda não há avaliações
- Textura Dos SolosDocumento15 páginasTextura Dos SolosBruno BretasAinda não há avaliações
- Oligômeros e PolímerosDocumento11 páginasOligômeros e PolímerosJuliano SouzaAinda não há avaliações