Você também pode gostar
- Soldagem em fase sólida: processos e aplicaçõesDocumento9 páginasSoldagem em fase sólida: processos e aplicaçõesLucas KortAinda não há avaliações
- Propriedades e aplicações das cerâmicas tradicionais e avançadasDocumento82 páginasPropriedades e aplicações das cerâmicas tradicionais e avançadasJoão Marcelo Goes50% (2)
- Processos de fabricação de engrenagensDocumento9 páginasProcessos de fabricação de engrenagensAndré ZuchettoAinda não há avaliações
- Processamento de argilas cerâmicasDocumento5 páginasProcessamento de argilas cerâmicasMário Gomes100% (1)
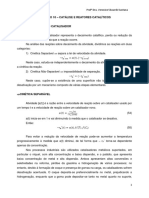
- Cap 10 - Catálise e Reatores CatalíticosDocumento10 páginasCap 10 - Catálise e Reatores CatalíticosMeuri Hesper100% (1)
- Lista de exercícios de materiais para engenhariaDocumento8 páginasLista de exercícios de materiais para engenhariaVitoria CristinaAinda não há avaliações
- 1 Nota - Metalurgia Do PóDocumento16 páginas1 Nota - Metalurgia Do PóVinicius de Albuquerque MalheirosAinda não há avaliações
- Extrusao em Materiais CeramicosDocumento45 páginasExtrusao em Materiais CeramicosNilton DóriaAinda não há avaliações
- O que são materiais cerâmicosDocumento2 páginasO que são materiais cerâmicosNathalia OliveiraAinda não há avaliações
- Exemplos de inoculantes e métodos de refino de grão em fundiçãoDocumento4 páginasExemplos de inoculantes e métodos de refino de grão em fundiçãoManolo GipielaAinda não há avaliações
- ResumoDocumento5 páginasResumoBrunoAinda não há avaliações
- Processamento Dos Materiais CerâmicosDocumento40 páginasProcessamento Dos Materiais Cerâmicosrafael406Ainda não há avaliações
- Tarefa 8Documento8 páginasTarefa 8William FerrazAinda não há avaliações
- Trefilagem 1Documento15 páginasTrefilagem 1Yan Felipe CavalcanteAinda não há avaliações
- Aula 6 - ExtrusãoDocumento75 páginasAula 6 - ExtrusãoHenry MorenoAinda não há avaliações
- Fundição: Processo e AplicaçõesDocumento13 páginasFundição: Processo e AplicaçõesJosé C. RochaAinda não há avaliações
- A Metalurgia Do PóDocumento7 páginasA Metalurgia Do Pósilvia salomonAinda não há avaliações
- Materiais cerâmicos e suas aplicaçõesDocumento3 páginasMateriais cerâmicos e suas aplicaçõesWagner SantosAinda não há avaliações
- Processos de aglomeração de minériosDocumento8 páginasProcessos de aglomeração de minériosCristyan ReisAinda não há avaliações
- E-Book Básico Aspersão TérmicaDocumento10 páginasE-Book Básico Aspersão TérmicaJosue araujoAinda não há avaliações
- Lista 1 Anna Celia Maggi e Breno LeonhardtDocumento5 páginasLista 1 Anna Celia Maggi e Breno LeonhardtRodrigo Justi100% (1)
- Resumo MetalúrgiaDocumento10 páginasResumo Metalúrgiahil96Ainda não há avaliações
- Soldagem - Fichamento LivroDocumento10 páginasSoldagem - Fichamento Livrovitor_alberto_7100% (1)
- Relatório LaminaçãoDocumento6 páginasRelatório LaminaçãoRafael Terrin GaitaAinda não há avaliações
- Metalurgia do Pó - Processo de FabricaçãoDocumento5 páginasMetalurgia do Pó - Processo de Fabricaçãosandro oscarAinda não há avaliações
- História e Processo de Fundição sob PressãoDocumento15 páginasHistória e Processo de Fundição sob PressãoJosé Vieira NevesAinda não há avaliações
- Caracterização Mecânica e Microestrutural de Compósitos de Al2o3Documento12 páginasCaracterização Mecânica e Microestrutural de Compósitos de Al2o3Thiago Do Santos FerreiraAinda não há avaliações
- O que é fundição e areia de fundiçãoDocumento3 páginasO que é fundição e areia de fundiçãofvini_souzaAinda não há avaliações
- Aula Metalurgia Do Po (Modo de Compatibilidade)Documento73 páginasAula Metalurgia Do Po (Modo de Compatibilidade)Henry MorenoAinda não há avaliações
- Laminacao ControladaDocumento5 páginasLaminacao ControladaraimundoAinda não há avaliações
- Shot peening aumenta vida útilDocumento6 páginasShot peening aumenta vida útilAB CabralAinda não há avaliações
- Produção de cerâmicas porosas complexas via impressão 3D FFFDocumento8 páginasProdução de cerâmicas porosas complexas via impressão 3D FFFnatan soares matheusAinda não há avaliações
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- Extrusão: processo e tiposDocumento28 páginasExtrusão: processo e tiposwarlikes100% (1)
- Processos de Fundição: Moldes e TécnicasDocumento109 páginasProcessos de Fundição: Moldes e TécnicasricardoAinda não há avaliações
- Cromo DuroDocumento10 páginasCromo Durotiago_mataoAinda não há avaliações
- Metalurgia Do PÃ - Aula 23.10Documento38 páginasMetalurgia Do PÃ - Aula 23.10Paulo de QueirozAinda não há avaliações
- Resumo para Prova ELETROEROSÃODocumento5 páginasResumo para Prova ELETROEROSÃOReginaldo JagherAinda não há avaliações
- TGII Parcial Enzo JSDocumento18 páginasTGII Parcial Enzo JSEnzo NagataAinda não há avaliações
- Propriedades e processamento de materiais cerâmicosDocumento38 páginasPropriedades e processamento de materiais cerâmicosJulio Cesar de MoraesAinda não há avaliações
- Lista Tecnologia MetalúrgicaDocumento2 páginasLista Tecnologia MetalúrgicaRafaella EduardaAinda não há avaliações
- Lista 1 - PPMDocumento9 páginasLista 1 - PPMlucasmsn38Ainda não há avaliações
- Esquema Do Processo de Extrusão TRABALHO 1Documento16 páginasEsquema Do Processo de Extrusão TRABALHO 1Antenor322Ainda não há avaliações
- Metalografia EstudoDocumento82 páginasMetalografia EstudoMauricio CamargoAinda não há avaliações
- Resistência mecânica de ligas e tamanho de grãoDocumento16 páginasResistência mecânica de ligas e tamanho de grãoferAinda não há avaliações
- Fundição de PrecisaoDocumento57 páginasFundição de PrecisaoNick AaronAinda não há avaliações
- Estudo Dos MateriaisDocumento39 páginasEstudo Dos MateriaisReginaldo AlvesAinda não há avaliações
- P1 Processos de Fabricação 2Documento29 páginasP1 Processos de Fabricação 2LuandersonfcostaAinda não há avaliações
- Extrusão - ApostilaDocumento11 páginasExtrusão - ApostilaDanielBianzenoAinda não há avaliações
- Materiais magneticamente moles sinterizados: propriedades e aplicaçõesDocumento18 páginasMateriais magneticamente moles sinterizados: propriedades e aplicaçõesLucasGuedesAinda não há avaliações
- Processo de Fabricação - MÉTODOS PARA INJEÇÃO DE MATERIAISDocumento22 páginasProcesso de Fabricação - MÉTODOS PARA INJEÇÃO DE MATERIAISDiego_18ESAinda não há avaliações
- Processamento de Materiais 2017-2-Cerāmicos-1Documento49 páginasProcessamento de Materiais 2017-2-Cerāmicos-1matheusAinda não há avaliações
- TrefilaçãoDocumento7 páginasTrefilaçãoisaias100% (1)
- Fundamentos da conformação plástica dos metaisDocumento37 páginasFundamentos da conformação plástica dos metaisDiógenes Gonçalves BatistaAinda não há avaliações
- Metalografia e Tratamento TérmicoDocumento3 páginasMetalografia e Tratamento TérmicoLuan David J. BatistaAinda não há avaliações
- Processamento Dos Materiais CerâmicosDocumento53 páginasProcessamento Dos Materiais CerâmicosSintia GraselAinda não há avaliações
- Canais e Massalotes 1Documento21 páginasCanais e Massalotes 1Jerson PassigAinda não há avaliações
- Propriedades e usos de ligas metálicasDocumento2 páginasPropriedades e usos de ligas metálicasJoão OtávioAinda não há avaliações
- Fundição: areias e propriedadesDocumento4 páginasFundição: areias e propriedadesFabrício SouzaAinda não há avaliações
- 12_Processo de conformação de metais-1Documento52 páginas12_Processo de conformação de metais-1luizmario15Ainda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Processos de fundição e solidificaçãoDocumento1 páginaProcessos de fundição e solidificaçãoLuiza PachecoAinda não há avaliações
- Ensaios de areia para fundiçãoDocumento8 páginasEnsaios de areia para fundiçãoLuiza PachecoAinda não há avaliações
- Ferro Fundido - Prova sobre propriedades e processosDocumento14 páginasFerro Fundido - Prova sobre propriedades e processosLuiza PachecoAinda não há avaliações
- SEP-280 – Controle Qualidade FabricaçãoDocumento2 páginasSEP-280 – Controle Qualidade FabricaçãoLuiza PachecoAinda não há avaliações
- Processamento de materiais I - Solidificação e fundiçãoDocumento75 páginasProcessamento de materiais I - Solidificação e fundiçãoLuiza PachecoAinda não há avaliações
- Processos de Fundição e MoldesDocumento57 páginasProcessos de Fundição e MoldesLuiza PachecoAinda não há avaliações
- Perguntas e Respostas Do CSWIP 3.1Documento36 páginasPerguntas e Respostas Do CSWIP 3.1ScribdTranslationsAinda não há avaliações
- Materias Com Resistencia A Altas TemperaturasDocumento10 páginasMaterias Com Resistencia A Altas Temperaturasalexandrebh55Ainda não há avaliações
- A SinterizaçãoDocumento1 páginaA SinterizaçãoLoredi Madeira GorimAinda não há avaliações
- Metalurgia do pó: fabricação de peças por sinterizaçãoDocumento25 páginasMetalurgia do pó: fabricação de peças por sinterizaçãoHugo ReisAinda não há avaliações
- Aula 10 - DifusãoDocumento43 páginasAula 10 - DifusãoDavid Calasans CastroAinda não há avaliações
- Impacto Das Cinzas de Resíduo de Caroço-De-Açaí No Processo de Co-CombustãoDocumento63 páginasImpacto Das Cinzas de Resíduo de Caroço-De-Açaí No Processo de Co-Combustãocarolinaroliveira02Ainda não há avaliações
- Fabricação metal duroDocumento11 páginasFabricação metal duroTainan BorgesAinda não há avaliações
- Materiais Compósitos EN 2814Documento34 páginasMateriais Compósitos EN 2814Edvan AlmeidaAinda não há avaliações
- Apostila - Materiais CerâmicosDocumento242 páginasApostila - Materiais CerâmicosSamanthabrasilAinda não há avaliações
- Conformação de materiais cerâmicos por prensagemDocumento39 páginasConformação de materiais cerâmicos por prensagemRoberto Henrique NevesAinda não há avaliações
- Dissertação Fabiano FinalDocumento93 páginasDissertação Fabiano FinalWarley Egidio CostaAinda não há avaliações
- Forno elétrico por indução: características e funcionamentoDocumento24 páginasForno elétrico por indução: características e funcionamentoMarco Antonio Costa60% (5)
- Processos Metalúrgicos e de FabricaçãoDocumento38 páginasProcessos Metalúrgicos e de FabricaçãoReginaldo LemosAinda não há avaliações
- Fabricação de peças complexas com metalurgia do póDocumento6 páginasFabricação de peças complexas com metalurgia do póMatheus Tabata SantosAinda não há avaliações
- Formulação de Materiais CerâmicosDocumento20 páginasFormulação de Materiais CerâmicosRenan OliveiraAinda não há avaliações
- Aula 7 Biomateriais CeramicosDocumento84 páginasAula 7 Biomateriais CeramicosEduardo NascimentoAinda não há avaliações
- Caracterização de partículas farmacêuticasDocumento15 páginasCaracterização de partículas farmacêuticasMariaAinda não há avaliações
- Técnica Inovadora Obtém Materiais Vitrocerâmicos Com Menos Tempo e EnergiaDocumento4 páginasTécnica Inovadora Obtém Materiais Vitrocerâmicos Com Menos Tempo e EnergiaCatina CatmAinda não há avaliações
- Anais Do Xvi Enict-IaeDocumento523 páginasAnais Do Xvi Enict-IaeRodolfo rAinda não há avaliações
- TCC Nivia Lima1Documento34 páginasTCC Nivia Lima1Nivia LimaAinda não há avaliações
- Lista de Exercícios 02Documento3 páginasLista de Exercícios 02CESAR GABRIEL AMERICO BRANCOAinda não há avaliações
- Metalurgia Do PóDocumento15 páginasMetalurgia Do PóamandabraunAinda não há avaliações
- Remoção de Bolhas Na RotomoldagemDocumento11 páginasRemoção de Bolhas Na RotomoldagemAiltaoSoaresAinda não há avaliações
- Concreto refratário à base alumina ideal para indústria de alumínioDocumento1 páginaConcreto refratário à base alumina ideal para indústria de alumínioIrineuAinda não há avaliações
- Cerâmicas odontológicas: perspectivas atuais quanto à composição e ao processamentoDocumento68 páginasCerâmicas odontológicas: perspectivas atuais quanto à composição e ao processamentoEugenioAinda não há avaliações
- ACFrOgCoJGyUYHr4O76NtIbG1fBMlwtUQHXsWL4ngcbXwFKv1v8gh5aGEVdbeg8XmKKtu6b Eg3RfaPxCTKBfwsgcDLmyV6 7Uwjxi8t3Cg3Bvl4WMpnX5Tr JOqTFV Hue5Ia 6y0wm9r NzXXODocumento3 páginasACFrOgCoJGyUYHr4O76NtIbG1fBMlwtUQHXsWL4ngcbXwFKv1v8gh5aGEVdbeg8XmKKtu6b Eg3RfaPxCTKBfwsgcDLmyV6 7Uwjxi8t3Cg3Bvl4WMpnX5Tr JOqTFV Hue5Ia 6y0wm9r NzXXOAna FariasAinda não há avaliações