Você também pode gostar
- Metalografia ResumoDocumento8 páginasMetalografia ResumoGeralda ManciniAinda não há avaliações
- Macrografia - Dani e LucasDocumento28 páginasMacrografia - Dani e LucasDanielly AzeredoAinda não há avaliações
- Apostila MetalografiaDocumento25 páginasApostila MetalografiabigulinAinda não há avaliações
- Preparação metalográfica: corte, lixamento, polimento e ataque químicoDocumento45 páginasPreparação metalográfica: corte, lixamento, polimento e ataque químicoValjan Girio Jr.100% (1)
- Ensaio metalográfico no controle de qualidadeDocumento47 páginasEnsaio metalográfico no controle de qualidadeBruno MaimoneAinda não há avaliações
- Ensaio MetalográficoDocumento11 páginasEnsaio Metalográficodaniel nascimento santos100% (1)
- Ensaio MacrograficoDocumento10 páginasEnsaio MacrograficoneblinadaserraAinda não há avaliações
- O Ensaio Metalográfico No Controle de QualidadeDocumento47 páginasO Ensaio Metalográfico No Controle de Qualidadeluigi_mazzucco100% (1)
- Ensaio metalográfico de açoDocumento22 páginasEnsaio metalográfico de açoerikwillianAinda não há avaliações
- Ensaio metalográfico no controle da qualidadeDocumento28 páginasEnsaio metalográfico no controle da qualidadePerla CristinaAinda não há avaliações
- Preparação de Amostras para Análise MicroestruturalDocumento51 páginasPreparação de Amostras para Análise MicroestruturalRafael PaiottiAinda não há avaliações
- Apostila MetalografiaDocumento26 páginasApostila MetalografiaIgor EloiAinda não há avaliações
- NBR 13284 - Preparação de corpos-de-prova metalográficaDocumento4 páginasNBR 13284 - Preparação de corpos-de-prova metalográficaIsa Lima50% (2)
- MetalografiaDocumento3 páginasMetalografiaAntonio PereiraAinda não há avaliações
- Microestrutura de Aço 1010Documento9 páginasMicroestrutura de Aço 1010Evelyn SakasegawaAinda não há avaliações
- Macrografia 14.2 AlunosDocumento75 páginasMacrografia 14.2 AlunosWarley Egidio CostaAinda não há avaliações
- Ensaio macrográfico - técnica para análise de materiaisDocumento5 páginasEnsaio macrográfico - técnica para análise de materiaisEduardo de PaulaAinda não há avaliações
- Apostila de Metalografia 1 - Unidade 1Documento14 páginasApostila de Metalografia 1 - Unidade 1Patricia Sheilla CostaAinda não há avaliações
- Exame MetalográficoDocumento5 páginasExame MetalográficoThiago BarretoAinda não há avaliações
- Preparação Dos Corpos de Prova para Ensaio MetalográficoDocumento5 páginasPreparação Dos Corpos de Prova para Ensaio MetalográficoJohnMoroniAinda não há avaliações
- Preparação de Amostras MetalográficasDocumento7 páginasPreparação de Amostras MetalográficasWendell SilvaAinda não há avaliações
- Análise micrográfica de aço com 0,2% de carbonoDocumento14 páginasAnálise micrográfica de aço com 0,2% de carbonoRafael CostaAinda não há avaliações
- Plano de ConcretagemDocumento4 páginasPlano de ConcretagemElza MariaAinda não há avaliações
- Roteiro MetalográficoDocumento7 páginasRoteiro MetalográficoRafael Wendhausen BragaAinda não há avaliações
- Bloco IIIDocumento23 páginasBloco IIIfabio.ribeiro7Ainda não há avaliações
- Ensaios MetalográficosDocumento11 páginasEnsaios Metalográficospaulinho99Ainda não há avaliações
- Template_SEAM2022OFICIALQUINHONES.7055787d89ef4a669986Documento4 páginasTemplate_SEAM2022OFICIALQUINHONES.7055787d89ef4a669986lucas.gularteAinda não há avaliações
- Ensaio metalográfico: preparação e análise de amostrasDocumento22 páginasEnsaio metalográfico: preparação e análise de amostrasSthefanie de CarvalhoAinda não há avaliações
- Andre Martins Da SilvaDocumento8 páginasAndre Martins Da SilvaDérik AlexandreAinda não há avaliações
- Seminário MetalografiaDocumento44 páginasSeminário MetalografiaAntonio Teodoro Dutra JúniorAinda não há avaliações
- Dobras de LaminacaoDocumento7 páginasDobras de LaminacaoLeonardo Gomes de OliveiraAinda não há avaliações
- Exame macrográfico de açosDocumento12 páginasExame macrográfico de açosEverton LuizAinda não há avaliações
- Ensaio MetalográficoDocumento19 páginasEnsaio MetalográficoLara NogueiraAinda não há avaliações
- Visual Solda InspeçãoDocumento34 páginasVisual Solda InspeçãoFelipe Barbosa da SilvaAinda não há avaliações
- Microestrutura e técnicas metalográficasDocumento4 páginasMicroestrutura e técnicas metalográficasPhelipe FoxAinda não há avaliações
- Técnicas de análise da estrutura de metaisDocumento13 páginasTécnicas de análise da estrutura de metaisZarina FelicianoAinda não há avaliações
- Micrografia de Aços Reveal Estruturas CristalinasDocumento7 páginasMicrografia de Aços Reveal Estruturas CristalinasSona2308Ainda não há avaliações
- Relatório MetalografiaDocumento17 páginasRelatório MetalografiaArimatea NettoAinda não há avaliações
- Relatório I - MacrografiaDocumento16 páginasRelatório I - MacrografiaJorge Dos SantosAinda não há avaliações
- 1 - 2T1 Adequacao-InadequacaoDocumento5 páginas1 - 2T1 Adequacao-Inadequacaocarlos CavalcanteAinda não há avaliações
- T Ese GuilhermeDocumento284 páginasT Ese GuilhermePaulo R A SouzaAinda não há avaliações
- Pre-Relatório Análise MetalográficaDocumento2 páginasPre-Relatório Análise Metalográficargmz93Ainda não há avaliações
- Exercicios 2 e 3Documento5 páginasExercicios 2 e 3Eng. Luiz Mario J. Borges100% (1)
- Relatorio Usinagem FinalDocumento13 páginasRelatorio Usinagem FinalMichel AmbrosioAinda não há avaliações
- Laudo - TelhasDocumento27 páginasLaudo - TelhasThalles SiqueiraAinda não há avaliações
- Micrografia de açosDocumento12 páginasMicrografia de açosPaulo ConciAinda não há avaliações
- Laudo TecnicoDocumento101 páginasLaudo TecnicovaldineiAinda não há avaliações
- D11 T3 Ensaio de EstanqueidadeDocumento12 páginasD11 T3 Ensaio de EstanqueidadeMarcos PauloAinda não há avaliações
- Pratica de MacrografiaDocumento11 páginasPratica de Macrografiavinicius olivera sofiaAinda não há avaliações
- AlvenariaDocumento55 páginasAlvenariaJOLUPEBA100% (1)
- Soldagem de manutençãoDocumento6 páginasSoldagem de manutençãoPaullo EduardoAinda não há avaliações
- Introdução MetalografiaDocumento38 páginasIntrodução MetalografiaJailson PereiraAinda não há avaliações
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoNo EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoAinda não há avaliações
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- p209-215 (RB792)Documento7 páginasp209-215 (RB792)Marcos PauloAinda não há avaliações
- D11 T4 UltrassomDocumento24 páginasD11 T4 UltrassomMarcos Paulo100% (1)
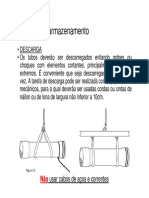
- Manuseio e armazenamento de tubos - descarga, movimentação e armazenamentoDocumento3 páginasManuseio e armazenamento de tubos - descarga, movimentação e armazenamentoMarcos PauloAinda não há avaliações
- Catalogo de Juntas RF FF SPDocumento15 páginasCatalogo de Juntas RF FF SPMarcos PauloAinda não há avaliações
- Petrofisa GIFCDocumento138 páginasPetrofisa GIFCMarcos PauloAinda não há avaliações
- Lei #13.812, de 16 de Março de 2019Documento4 páginasLei #13.812, de 16 de Março de 2019MetropolesAinda não há avaliações
- Consulta provas e recurso questão EaDDocumento5 páginasConsulta provas e recurso questão EaDMarcos PauloAinda não há avaliações
- Manual Estágio Engenharia MecânicaDocumento14 páginasManual Estágio Engenharia MecânicaMarcos PauloAinda não há avaliações
- Flanges ANSI B16.5 guiasDocumento1 páginaFlanges ANSI B16.5 guiasVss SantosAinda não há avaliações
- Revestimento Por Aspersão Térmica EUTÉCTIC PDFDocumento24 páginasRevestimento Por Aspersão Térmica EUTÉCTIC PDFMarcos PauloAinda não há avaliações
- Estágio EMDocumento2 páginasEstágio EMMarcos PauloAinda não há avaliações
- Apostila Soldagem MIGMAG: Técnicas e ParâmetrosDocumento68 páginasApostila Soldagem MIGMAG: Técnicas e ParâmetrosAnderson FestugatoAinda não há avaliações
- AÇO INOX A269 CatalagoelinoxDocumento20 páginasAÇO INOX A269 CatalagoelinoxMarcelo AmaralAinda não há avaliações
- Arruelas de Pressao Padrao Din Tecem PDFDocumento1 páginaArruelas de Pressao Padrao Din Tecem PDFMarcos PauloAinda não há avaliações
- Catalogo CWBDocumento32 páginasCatalogo CWBRodrigoGallianoAinda não há avaliações
- BRAY BORBOLETA B-1050 - PL - Resilient - 2011-06 PDFDocumento24 páginasBRAY BORBOLETA B-1050 - PL - Resilient - 2011-06 PDFAnderson SiqueiraAinda não há avaliações
- IT OP 050 Procedimento Realização de Calibração de Maquina de Solda Revisão 1Documento3 páginasIT OP 050 Procedimento Realização de Calibração de Maquina de Solda Revisão 1Sandro Lucciano100% (1)
- Estruturas híbridas e mistas: concepção e casos de aplicaçãoDocumento26 páginasEstruturas híbridas e mistas: concepção e casos de aplicaçãoAlexandre AlmeidaAinda não há avaliações
- N 1823 PDFDocumento28 páginasN 1823 PDFEzequiel CastilhoniAinda não há avaliações
- Dimensionamento de Aparelhos de Apoio em PontesDocumento41 páginasDimensionamento de Aparelhos de Apoio em PontesmaublogAinda não há avaliações
- Diferenças entre os aços inoxidáveis 444, 304 e 316 em reservatóriosDocumento2 páginasDiferenças entre os aços inoxidáveis 444, 304 e 316 em reservatóriosClaudioServelinAinda não há avaliações
- Acabamento Aco Inox Modulo-08Documento28 páginasAcabamento Aco Inox Modulo-08Lincoln CordeiroAinda não há avaliações
- BCCPTDocumento1.008 páginasBCCPTO TottaAinda não há avaliações
- Soldagem e metais: propriedades e aplicaçõesDocumento96 páginasSoldagem e metais: propriedades e aplicaçõesFranqui FernandesAinda não há avaliações
- Corrosao AtmosfericaDocumento55 páginasCorrosao AtmosfericaMichelAinda não há avaliações
- Como o ferro se tornou acessívelDocumento11 páginasComo o ferro se tornou acessívelrb19690% (1)
- Grampo de Ancoragem A Compressão - Caa 954MCM - RailDocumento1 páginaGrampo de Ancoragem A Compressão - Caa 954MCM - RailTales H. SouzaAinda não há avaliações
- Serralharia para Mecânicos CursoDocumento33 páginasSerralharia para Mecânicos CursoMário Brás Brás83% (6)
- Ligas metálicas: extração e fabricaçãoDocumento32 páginasLigas metálicas: extração e fabricaçãoJeferson CaioAinda não há avaliações
- S3720 ManualDocumento79 páginasS3720 ManualJorge MiguelAinda não há avaliações
- Manual de Assistência Técnica Ig3G4Gd-105 Diamante: Gabinete 2 Portas e 4 GavetasDocumento2 páginasManual de Assistência Técnica Ig3G4Gd-105 Diamante: Gabinete 2 Portas e 4 Gavetasluciene SantosAinda não há avaliações
- Estrutura de Carrocarias e Estimativa de Embate PDFDocumento156 páginasEstrutura de Carrocarias e Estimativa de Embate PDFMariana Canastra100% (1)
- Maquinas MetalurgicaDocumento48 páginasMaquinas Metalurgicamosinha13Ainda não há avaliações
- Catalogo Tecnico HelzinDocumento39 páginasCatalogo Tecnico HelzinJose Luis Echeverria SalgadoAinda não há avaliações
- Processo de dessulfuração do gusa em aciariaDocumento172 páginasProcesso de dessulfuração do gusa em aciariaRezende JulioAinda não há avaliações
- Características Sae 52100 PDFDocumento2 páginasCaracterísticas Sae 52100 PDFBernardo0% (1)
- Aula 03. Dimensionamento Da Tubulação de Distribuição de Ar ComprimidoDocumento9 páginasAula 03. Dimensionamento Da Tubulação de Distribuição de Ar ComprimidoMatheus MenezesAinda não há avaliações
- Apostila Corte Jato DáguaDocumento6 páginasApostila Corte Jato DáguaandersonraulAinda não há avaliações
- 8 - Tratamentos Termoquímicos - Cementação, Nitretação e Carbonitretação - Tratamentos Térmicos Dos Aços - Aço - Processos de Fabricação - Aços & Ligas - InfometDocumento3 páginas8 - Tratamentos Termoquímicos - Cementação, Nitretação e Carbonitretação - Tratamentos Térmicos Dos Aços - Aço - Processos de Fabricação - Aços & Ligas - InfometFelipeAinda não há avaliações
- Termo de ReferênciaDocumento11 páginasTermo de ReferênciaMatheus Anunciação RibeiroAinda não há avaliações
- Diagrama tensão-deformação açosDocumento9 páginasDiagrama tensão-deformação açosNeto SouzaAinda não há avaliações
- Metodologia Liq Penetrante Conforme ABNT NBR 16450Documento5 páginasMetodologia Liq Penetrante Conforme ABNT NBR 16450Antenor LeonelloAinda não há avaliações