Você também pode gostar
- Livro U2Documento53 páginasLivro U2Manasses juniorAinda não há avaliações
- Relátório de Mecânica II - TORNODocumento23 páginasRelátório de Mecânica II - TORNOlaplima1Ainda não há avaliações
- Cnjtn08a Cnjtn08a 2Documento17 páginasCnjtn08a Cnjtn08a 2Kledson BertolinAinda não há avaliações
- Projecto Estatico Do VeioDocumento40 páginasProjecto Estatico Do VeioHelder CamachoAinda não há avaliações
- Trabalho Sobre TornoDocumento38 páginasTrabalho Sobre TornoGuilherme Bender CoswigAinda não há avaliações
- TornoDocumento22 páginasTornoGenito Geraldo CampunhaAinda não há avaliações
- 3 Referencial TeóricoDocumento16 páginas3 Referencial TeóricomateusscarlosAinda não há avaliações
- TCC OFICIAL - Lista Figuras em Diante - para Ser Entregue - REV3Documento31 páginasTCC OFICIAL - Lista Figuras em Diante - para Ser Entregue - REV3Vagner OliveiraAinda não há avaliações
- ENG 220 - Projeto Do Torno PDFDocumento10 páginasENG 220 - Projeto Do Torno PDFPedro dantasAinda não há avaliações
- Artigo CremalheiraDocumento13 páginasArtigo CremalheiraMichael SerraAinda não há avaliações
- Máquinas Operatrizes AtualizadoDocumento12 páginasMáquinas Operatrizes AtualizadoPedro dantasAinda não há avaliações
- Rugosidade ArtigoDocumento19 páginasRugosidade Artigoauxi tiAinda não há avaliações
- Apostila Torno CompletaDocumento72 páginasApostila Torno CompletaAdriano Gaio100% (1)
- 5 FTM TorneamentoDocumento13 páginas5 FTM TorneamentoEdmundo Oliveira100% (1)
- Apostila de Projeto Maquina Ferramenta 2011Documento45 páginasApostila de Projeto Maquina Ferramenta 2011Wigand JuniorAinda não há avaliações
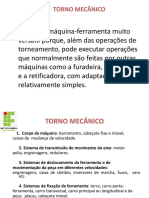
- Torno MecânicoDocumento54 páginasTorno MecânicoP Marcelo Mudo100% (1)
- Projeto de Um Sistema de Direção em Um Protótipo Off Road Tipo BajaDocumento10 páginasProjeto de Um Sistema de Direção em Um Protótipo Off Road Tipo BajaRafael MartinsAinda não há avaliações
- Apostila - Usinagem ConvencionalDocumento104 páginasApostila - Usinagem ConvencionaleinsteinmobiAinda não há avaliações
- Artigo Gabriel BachegaDocumento18 páginasArtigo Gabriel BachegaAndré LuizAinda não há avaliações
- Mandril ADocumento5 páginasMandril AthomaswilhelmsAinda não há avaliações
- Relatorio Oficina Mecanica (Fresagem)Documento23 páginasRelatorio Oficina Mecanica (Fresagem)Paulo Venicio Alves VieiraAinda não há avaliações
- Usinagem Tornearia3Documento79 páginasUsinagem Tornearia3Marcos X AlmeidaAinda não há avaliações
- 28 Alinhamento Geometrico e Nivelamento de Maquinas e EquipamentosDocumento8 páginas28 Alinhamento Geometrico e Nivelamento de Maquinas e EquipamentosNádia SilvaAinda não há avaliações
- Aula 1Documento19 páginasAula 1Gabriel GuilhermeAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de Torneamentogande10Ainda não há avaliações
- 21-07 - Simulado - Produção Mecânica IIDocumento9 páginas21-07 - Simulado - Produção Mecânica IIRobson AssisAinda não há avaliações
- Uso de Software CAD 3D No Desenvolvimento de Ferramenta de DobraDocumento7 páginasUso de Software CAD 3D No Desenvolvimento de Ferramenta de DobranautilunsAinda não há avaliações
- Trabalho TORNOSDocumento32 páginasTrabalho TORNOSlolzeraAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de TorneamentoMayke SilvaAinda não há avaliações
- Maquinas e Ferramentas Torno Fresadora FuradeiraDocumento51 páginasMaquinas e Ferramentas Torno Fresadora FuradeiraAdailson Morais100% (1)
- RenaniaDocumento5 páginasRenaniaGabriel EivazianAinda não há avaliações
- Realizando Cálculos para o Aparelho Divisor - IIIDocumento3 páginasRealizando Cálculos para o Aparelho Divisor - IIIEverton CostaAinda não há avaliações
- E-Book Cálculo de Curva Torno AutomáticoDocumento22 páginasE-Book Cálculo de Curva Torno AutomáticoLucas ManoelAinda não há avaliações
- Evolucao TornosDocumento24 páginasEvolucao TornosWesley FernandesAinda não há avaliações
- Apostila de UsinagemDocumento50 páginasApostila de UsinagemPaulo de QueirozAinda não há avaliações
- Apresentação 15 - Aula Sobre Fabricação de Engrenagens V. 20101230Documento33 páginasApresentação 15 - Aula Sobre Fabricação de Engrenagens V. 20101230Silvio Martins DomingosAinda não há avaliações
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- Relatorio Do Projeto Do Redutor FinalDocumento28 páginasRelatorio Do Projeto Do Redutor FinalRafael Fernando Prestes50% (2)
- Usinagem CompletaDocumento20 páginasUsinagem CompletaJoao RobertoAinda não há avaliações
- Furadeira de BancadaDocumento23 páginasFuradeira de BancadaLuis Eduardo KoslowskiAinda não há avaliações
- Guincho PDFDocumento25 páginasGuincho PDFEngenheiro Ivan LeguizamónAinda não há avaliações
- Universidade Federal Da P Araíba Cent Ro de Tecnologi A Departamento de Engenharia MecânicaDocumento2 páginasUniversidade Federal Da P Araíba Cent Ro de Tecnologi A Departamento de Engenharia MecânicaRodrigo VerissimoAinda não há avaliações
- Pre Projeto GuilhotinaDocumento10 páginasPre Projeto GuilhotinaAureo Chaves0% (1)
- Avaliacao DimensionalDocumento51 páginasAvaliacao Dimensionalalan.campos3Ainda não há avaliações
- Trabalho de TornoDocumento46 páginasTrabalho de TornoMarcelotsst100% (1)
- Apostila de Processo de TorneamentoDocumento46 páginasApostila de Processo de TorneamentoSamuel IbiapinoAinda não há avaliações
- Trabalho MandrilamentoDocumento7 páginasTrabalho MandrilamentoTiago PrassAinda não há avaliações
- Relatório Final de PesquisaDocumento10 páginasRelatório Final de Pesquisabruno.bragancaAinda não há avaliações
- Elementos de Maquinas Aula 06 EngrenagensDocumento27 páginasElementos de Maquinas Aula 06 EngrenagensVitor Joel ChavesAinda não há avaliações
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- Lista I - Usinagem 2021.2Documento2 páginasLista I - Usinagem 2021.2Arthur Sena SilvaAinda não há avaliações
- 02.volume Conteudo Projecto Draft (2013)Documento16 páginas02.volume Conteudo Projecto Draft (2013)mAinda não há avaliações
- Memorial TMDocumento9 páginasMemorial TMÉvelin GonçalvesAinda não há avaliações
- Oficina AjustagemDocumento25 páginasOficina AjustagemElton SantosAinda não há avaliações
- Fundamentos de Cinemática e Dinâmica de MecanismosNo EverandFundamentos de Cinemática e Dinâmica de MecanismosAinda não há avaliações
- Engenharias - pesquisas sobre desenvolvimentos e inovações: Volume 1No EverandEngenharias - pesquisas sobre desenvolvimentos e inovações: Volume 1Ainda não há avaliações
- AULA 1 - InTRODUÇÃO Matemática BásicaDocumento19 páginasAULA 1 - InTRODUÇÃO Matemática BásicaAna RaquelAinda não há avaliações
- Grupo Stem AsDocumento21 páginasGrupo Stem AsDaltro OliveiraAinda não há avaliações
- Geoestatistica Motivacao e Conceitos Basicos PDFDocumento12 páginasGeoestatistica Motivacao e Conceitos Basicos PDFNyemer BaruelAinda não há avaliações
- Máquina de Lavar Não Centrifuga - Como Resolver! - Guia EletroDocumento7 páginasMáquina de Lavar Não Centrifuga - Como Resolver! - Guia EletroAnonymous PhIAiGKYyKAinda não há avaliações
- Informação e ConhecimentoDocumento25 páginasInformação e ConhecimentoHumpt VivacquaAinda não há avaliações
- 1º SIMULADO Língua Portuguesa RETA FINAL (SEE MG) 2023Documento20 páginas1º SIMULADO Língua Portuguesa RETA FINAL (SEE MG) 2023Jeiza Silva MonteiroAinda não há avaliações
- Aula 4 - Slides - Sérgio Johann FilhoDocumento119 páginasAula 4 - Slides - Sérgio Johann FilhoSabrina DantasAinda não há avaliações
- Unidade IV - Sistemas de Banco de Dados Open SourceDocumento22 páginasUnidade IV - Sistemas de Banco de Dados Open SourceJesué Lucas DiogoAinda não há avaliações
- Apresentacao AngDocumento82 páginasApresentacao AngDavid DomingosAinda não há avaliações
- 549 Matematica Matrizes Determinantes Teoria Exercicios Macelo MendesDocumento4 páginas549 Matematica Matrizes Determinantes Teoria Exercicios Macelo MendesmaclaudioAinda não há avaliações
- Modulo1Anatomia Exercícios InformáticaDocumento5 páginasModulo1Anatomia Exercícios InformáticaMária CalmeiroAinda não há avaliações
- Dark+Web+e+Anonimato+ +Acker+CodeDocumento99 páginasDark+Web+e+Anonimato+ +Acker+Codedev stradaAinda não há avaliações
- Romi 4022 Mach9Documento131 páginasRomi 4022 Mach9Lucas PauloAinda não há avaliações
- Tecnologia Da Informação Aplicação A Sistemas de Informação EmpresariaisDocumento191 páginasTecnologia Da Informação Aplicação A Sistemas de Informação EmpresariaisJéssica ZuchiAinda não há avaliações
- Regulamento - Processo Seletivo - 2024-2025 - V2 - 0403Documento21 páginasRegulamento - Processo Seletivo - 2024-2025 - V2 - 0403Beatriz AlvesAinda não há avaliações
- Plano de Curso-DimasDocumento5 páginasPlano de Curso-DimasEvandro CostaAinda não há avaliações
- Atlas BíblicoDocumento54 páginasAtlas BíblicoNILVA mARIA DE OLIVEIRA CUNHAAinda não há avaliações
- Apostila Fundamentos SIDocumento9 páginasApostila Fundamentos SIAndré SiqueiraAinda não há avaliações
- Projeto Filtro RLCDocumento17 páginasProjeto Filtro RLCwelberromero75% (4)
- Estudo de Caso - Real ImobiliáriaDocumento4 páginasEstudo de Caso - Real ImobiliáriaSilvia FerreiraAinda não há avaliações
- 1.1 - Instalando o Cliente 3CXDocumento15 páginas1.1 - Instalando o Cliente 3CXLuiz Henrique Fernandes JuniorAinda não há avaliações
- Instrução Uso Familia Icatu Português MP05830X Rev00 0318Documento143 páginasInstrução Uso Familia Icatu Português MP05830X Rev00 0318Adriano SilvaAinda não há avaliações
- Philco PH55X57DAG LED 3DDocumento20 páginasPhilco PH55X57DAG LED 3DAnselmo OliveiraAinda não há avaliações
- Prova ModeloDocumento8 páginasProva ModeloprofanasimoesAinda não há avaliações
- Exercício - Dimensões Da QualidadeDocumento5 páginasExercício - Dimensões Da QualidadeYgor SoaresAinda não há avaliações
- Conjunto de Instrucoes PIC 16F877ADocumento36 páginasConjunto de Instrucoes PIC 16F877ANando100% (1)
- Tipos de Banco de Dados - Conheça Os Principais e Qual Deles É o Melhor Resposta 2Documento7 páginasTipos de Banco de Dados - Conheça Os Principais e Qual Deles É o Melhor Resposta 2Andr4med1Ainda não há avaliações
- BR 1000 Line PT BRDocumento6 páginasBR 1000 Line PT BRCLECIO CARMOAinda não há avaliações
- Roteiro 01 Sistemas Microprocessados 2023Documento12 páginasRoteiro 01 Sistemas Microprocessados 2023cijoAinda não há avaliações
- Semana 6 - Sistemas Lineares - Métodos ExatosDocumento52 páginasSemana 6 - Sistemas Lineares - Métodos ExatosDiogo Chadud MilagresAinda não há avaliações