Você também pode gostar
- Segurança em Prensas e Equipamentos Similares Nota Técnica / DSST N.º 16, de 07/03/2005Documento9 páginasSegurança em Prensas e Equipamentos Similares Nota Técnica / DSST N.º 16, de 07/03/2005www.cadilhac.com.brAinda não há avaliações
- NBR 13930 Prensas e SimilaresDocumento4 páginasNBR 13930 Prensas e SimilaresJosue Basen PereiraAinda não há avaliações
- PPRPS-Programa de Prevenção de Riscos em PrensasDocumento5 páginasPPRPS-Programa de Prevenção de Riscos em PrensasmatheusdinamicaAinda não há avaliações
- PPRPS Programa de PrevençãoDocumento8 páginasPPRPS Programa de PrevençãocrisaheAinda não há avaliações
- PPRPS: Programa de Prevenção de Riscos em Prensas e SimilaresDocumento30 páginasPPRPS: Programa de Prevenção de Riscos em Prensas e SimilaresCASTROMILAinda não há avaliações
- NR 12 Anexo ViiiDocumento11 páginasNR 12 Anexo ViiiLeandro OliveiraAinda não há avaliações
- NR 12 - Trabalho Proteção Máquinas e EquipamentosDocumento47 páginasNR 12 - Trabalho Proteção Máquinas e EquipamentosCPSSTAinda não há avaliações
- Segurança máquinas NR12Documento18 páginasSegurança máquinas NR12Carlos SoaresAinda não há avaliações
- Pedal - ITEM 7.1 DESTA NORMADocumento1 páginaPedal - ITEM 7.1 DESTA NORMAGERSONAinda não há avaliações
- Descricao de Prensas e SimilaresDocumento24 páginasDescricao de Prensas e SimilaresAntonio Ferreira Sobrinho100% (1)
- Instruções de segurança para tornos automáticosDocumento17 páginasInstruções de segurança para tornos automáticosRenato CorreaAinda não há avaliações
- Requisitos de segurança para máquinas serras de fitaDocumento3 páginasRequisitos de segurança para máquinas serras de fitamarcio262626Ainda não há avaliações
- Apostila Segurança em Prensas EnfardadeiraDocumento38 páginasApostila Segurança em Prensas EnfardadeiraAntonio CarlosAinda não há avaliações
- Adequação Serraria PDFDocumento10 páginasAdequação Serraria PDFJoão DietrichAinda não há avaliações
- NR 12 ProspeccaoDocumento38 páginasNR 12 ProspeccaoWT EstampariaAinda não há avaliações
- NR12Documento10 páginasNR12João do cantoAinda não há avaliações
- Segurança em prensasDocumento39 páginasSegurança em prensasDarlan FischerAinda não há avaliações
- Trabalho PCRMEIDocumento5 páginasTrabalho PCRMEIRodrigo A b CarvalhoAinda não há avaliações
- Segurança na operação de máquinas rotativas manuaisDocumento68 páginasSegurança na operação de máquinas rotativas manuaisSaulo Silveira86% (21)
- APRESENTAÇÃO Norma Regulamentadora NR 12Documento28 páginasAPRESENTAÇÃO Norma Regulamentadora NR 12EDUCAR TREINAMENTOSAinda não há avaliações
- Procedimento de Maquinas de RotaçãoDocumento4 páginasProcedimento de Maquinas de RotaçãoRodrigo BernoAinda não há avaliações
- Segurança em máquinas e equipamentosDocumento95 páginasSegurança em máquinas e equipamentosgilmarAinda não há avaliações
- Cuidados Na Compra de Uma Prensa Excêntrica Com Acoplamento Freio EmbreagemDocumento15 páginasCuidados Na Compra de Uma Prensa Excêntrica Com Acoplamento Freio EmbreagemgmdeucsAinda não há avaliações
- Adequação de NR12Documento17 páginasAdequação de NR12Carol MartinsAinda não há avaliações
- Nr12 Maquinas e EquipamentosDocumento27 páginasNr12 Maquinas e EquipamentosVinicius ArantesAinda não há avaliações
- NR 12 2020 Nova Parte 4Documento46 páginasNR 12 2020 Nova Parte 4carine.rm8Ainda não há avaliações
- Programa de Prevenção de Riscos em Máquinas Injetoras de PlásticoDocumento11 páginasPrograma de Prevenção de Riscos em Máquinas Injetoras de Plásticoabud_pedro8001100% (1)
- Treinamento Ponte RolanteDocumento41 páginasTreinamento Ponte RolanteLuan PenkalAinda não há avaliações
- Cronograma de ações e checklist de segurança para máquinas NR-12Documento10 páginasCronograma de ações e checklist de segurança para máquinas NR-12Adony AmorimAinda não há avaliações
- LAUDO DE CONFORMIDADE PARA PRENSA COM FREIO E EMBREAGEMDocumento30 páginasLAUDO DE CONFORMIDADE PARA PRENSA COM FREIO E EMBREAGEMRubens Rosa67% (3)
- Norma Regulamentadora 12 - Máquinas e EquipamentosDocumento5 páginasNorma Regulamentadora 12 - Máquinas e EquipamentosGabriela Fernandes LimaAinda não há avaliações
- 1 NR 12 Treinamento NRDocumento70 páginas1 NR 12 Treinamento NRWedes Montello100% (3)
- Seguranca No Trabalho em Maquinas e Implementos AgricolasDocumento65 páginasSeguranca No Trabalho em Maquinas e Implementos AgricolasLuiz Rubens Souza Cantelli100% (1)
- PPRPS Programa de Prevenção de Riscos em PrensasDocumento25 páginasPPRPS Programa de Prevenção de Riscos em PrensasjcraimundoAinda não há avaliações
- Seminário GalvanoplastiaDocumento12 páginasSeminário GalvanoplastiaLucas Santini Marques0% (1)
- Instalações elétricas e segurança em equipamentosDocumento13 páginasInstalações elétricas e segurança em equipamentosDeivson Oliveira Dos SantosAinda não há avaliações
- Apresentação 1Documento8 páginasApresentação 1Onormandes FerreiraAinda não há avaliações
- Segurança em Prensas - _20240412_203423_0000Documento15 páginasSegurança em Prensas - _20240412_203423_0000Maitte JordanAinda não há avaliações
- Segurança em máquinas injetoras de plásticoDocumento10 páginasSegurança em máquinas injetoras de plásticoLucas CostaAinda não há avaliações
- Apresentação NR-12Documento39 páginasApresentação NR-12Cerest Florianópolis100% (1)
- Curso NR 12Documento17 páginasCurso NR 12souzar.matheusAinda não há avaliações
- SMS Segurança do TrabalhoDocumento52 páginasSMS Segurança do TrabalhoRafael Santos ParishAinda não há avaliações
- NR 12 Segurança No Trabalho em Máquinas e Equipamentos Modelo 03Documento31 páginasNR 12 Segurança No Trabalho em Máquinas e Equipamentos Modelo 03Marcos Pereira de Souza100% (1)
- NR-12 ResumoDocumento6 páginasNR-12 Resumosarubo100% (1)
- Pontes Rolantes 005Documento41 páginasPontes Rolantes 005Clebson AraujoAinda não há avaliações
- Manual Operação Manutenção Escavadeira Hidráulica KomatsuDocumento208 páginasManual Operação Manutenção Escavadeira Hidráulica Komatsutecmak AngolaAinda não há avaliações
- Segurança para prensas hidráulicas e similaresDocumento57 páginasSegurança para prensas hidráulicas e similaresLucas Cardoso100% (1)
- Treinamento de Ponte Rolante - 08 HorasDocumento41 páginasTreinamento de Ponte Rolante - 08 HorasGleyson CerqueiraAinda não há avaliações
- NR 12Documento128 páginasNR 12gilmarAinda não há avaliações
- Manual de Operação Amarradeira Automática TP-6000Documento141 páginasManual de Operação Amarradeira Automática TP-6000Rafael MarinhoAinda não há avaliações
- Análise de risco de elevador com cargaDocumento13 páginasAnálise de risco de elevador com cargapaulo rogerio martinsAinda não há avaliações
- Segurança Máquinas EquipamentosDocumento68 páginasSegurança Máquinas EquipamentosHelder Martins de meloAinda não há avaliações
- NR 12 - Maquinas e Equipamentos - 2Documento8 páginasNR 12 - Maquinas e Equipamentos - 2CPSSTAinda não há avaliações
- Trabalho Sobre NR12Documento11 páginasTrabalho Sobre NR12Marcelo Guimarães100% (1)
- Nr-12 - Segurança No Trabalho Em Máquinas E EquipamentosNo EverandNr-12 - Segurança No Trabalho Em Máquinas E EquipamentosAinda não há avaliações
- Regulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasNo EverandRegulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasAinda não há avaliações
- Empresas de Classe MudialDocumento47 páginasEmpresas de Classe MudialOnormandes FerreiraAinda não há avaliações
- Decomposição Do Sistema OperacionalDocumento18 páginasDecomposição Do Sistema OperacionalOnormandes FerreiraAinda não há avaliações
- Maintenance and Osh PTDocumento26 páginasMaintenance and Osh PTOnormandes FerreiraAinda não há avaliações
- Apresentação Do Programa Field (Anderson Abreu)Documento17 páginasApresentação Do Programa Field (Anderson Abreu)Onormandes FerreiraAinda não há avaliações
- 01 - Treinamento PM - COMAU (Completo)Documento143 páginas01 - Treinamento PM - COMAU (Completo)Onormandes FerreiraAinda não há avaliações
- Teste WCM Manutentores - RevFinalDocumento11 páginasTeste WCM Manutentores - RevFinalOnormandes FerreiraAinda não há avaliações
- Apresentação 1Documento8 páginasApresentação 1Onormandes FerreiraAinda não há avaliações
- Aula 02Documento5 páginasAula 02Onormandes FerreiraAinda não há avaliações
- Estudo DirigidoDocumento1 páginaEstudo DirigidoOnormandes FerreiraAinda não há avaliações
- Estudo DirigidoDocumento1 páginaEstudo DirigidoOnormandes FerreiraAinda não há avaliações
- O Sistema de ProduÇÃo Enxuta e Sua ImplantaÇÃo Na Volkswagen Do BrasilDocumento10 páginasO Sistema de ProduÇÃo Enxuta e Sua ImplantaÇÃo Na Volkswagen Do Brasilapi-3701624100% (1)
- SustentabilidadeDocumento2 páginasSustentabilidadeTiago SassakiAinda não há avaliações
- Calc Min Safety DistancesDocumento14 páginasCalc Min Safety DistancesOnormandes FerreiraAinda não há avaliações
- Trabalho Completo.526Documento29 páginasTrabalho Completo.526Onormandes FerreiraAinda não há avaliações
- Folha de Desenho A4 (Retrato)Documento2 páginasFolha de Desenho A4 (Retrato)Onormandes FerreiraAinda não há avaliações
- Enegep2008 TN Sto 069 490 11621Documento13 páginasEnegep2008 TN Sto 069 490 11621Paloma SantosAinda não há avaliações
- Universidade Federal Do Rio Grande Do Sul Escola de Engenharia Programa de Pós-Graduação em Engenharia de ProduçãoDocumento99 páginasUniversidade Federal Do Rio Grande Do Sul Escola de Engenharia Programa de Pós-Graduação em Engenharia de ProduçãoOnormandes FerreiraAinda não há avaliações
- Prod 11Documento82 páginasProd 11Onormandes FerreiraAinda não há avaliações
- Formulário de Desenho 2Documento2 páginasFormulário de Desenho 2Onormandes FerreiraAinda não há avaliações
- Manual AuditoriaDocumento130 páginasManual AuditoriaOnormandes FerreiraAinda não há avaliações
- 07 LusDocumento2 páginas07 LusOnormandes FerreiraAinda não há avaliações
- Instruções para transporte seguro de água potávelDocumento2 páginasInstruções para transporte seguro de água potávelLilyMarquesAinda não há avaliações
- Dom5851 - AssinadoDocumento66 páginasDom5851 - AssinadoOnormandes FerreiraAinda não há avaliações
- Laudo PericialDocumento9 páginasLaudo PericialLuis AlvesAinda não há avaliações
- Aprovação de Movimentos Através Do Work Flow - Linha RM - TDNDocumento2 páginasAprovação de Movimentos Através Do Work Flow - Linha RM - TDNBrunno ViníciusAinda não há avaliações
- Chave Ts10sDocumento2 páginasChave Ts10sedimarAinda não há avaliações
- Argamassas: Propriedades e características essenciaisDocumento443 páginasArgamassas: Propriedades e características essenciaisfil_coelhoAinda não há avaliações
- Manual de Contratos da AeronáuticaDocumento121 páginasManual de Contratos da AeronáuticaMarcosCardozo100% (2)
- Ficha Cadastral IKSO FilialDocumento4 páginasFicha Cadastral IKSO FilialVinícius Toni MartinsAinda não há avaliações
- Guia para vender seu carro usadoDocumento84 páginasGuia para vender seu carro usadonjmartinsAinda não há avaliações
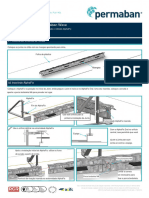
- Permaban Wave Installation Guide AlphaFix V2Documento4 páginasPermaban Wave Installation Guide AlphaFix V2Inteligencia MercadoAinda não há avaliações
- TCC - O Transporte Rodoviário de PP Final Com Correções WellingtonDocumento87 páginasTCC - O Transporte Rodoviário de PP Final Com Correções Wellingtonnilsonsjc1Ainda não há avaliações
- Componentes do veículo (máxDocumento52 páginasComponentes do veículo (máxCrystal KelleyAinda não há avaliações
- Modelo de Capa, Contra-Capa, Fichamento e ConclusãoDocumento4 páginasModelo de Capa, Contra-Capa, Fichamento e ConclusãoAmber RiosAinda não há avaliações
- Guia passo-a-passo para satisfação do cliente no Dessert CenterDocumento2 páginasGuia passo-a-passo para satisfação do cliente no Dessert CentercowsadorAinda não há avaliações
- Catalogo Vonixx 2023 05.07 CompressedDocumento45 páginasCatalogo Vonixx 2023 05.07 CompressedThiago SodréAinda não há avaliações
- Www.e-Voo - Com Forum Viewtopic - PHP T 95301 PDFDocumento34 páginasWww.e-Voo - Com Forum Viewtopic - PHP T 95301 PDFclayton_fuscaoAinda não há avaliações
- CBOK v2.0 Portuguese Edition Thrid Release Look Inside PDFDocumento0 páginaCBOK v2.0 Portuguese Edition Thrid Release Look Inside PDFflaviobrunharaAinda não há avaliações
- VT - CicloneDocumento2 páginasVT - CicloneFlaviano SouzaAinda não há avaliações
- Códigos e Normas de SoldagemDocumento13 páginasCódigos e Normas de SoldagemdennismaiaAinda não há avaliações
- Redução do desperdício na construção civil através de técnicas construtivas mais eficazesDocumento36 páginasRedução do desperdício na construção civil através de técnicas construtivas mais eficazesBrenda GabrielaAinda não há avaliações
- A Industrialização EuropeiaDocumento33 páginasA Industrialização EuropeiaCamilaStrapassonDosSantosManzAinda não há avaliações
- Perfil Estrutural Tabela de Bitolas PDFDocumento3 páginasPerfil Estrutural Tabela de Bitolas PDFsabrunoAinda não há avaliações
- Conectores e adaptadores para sistemas automotivosDocumento16 páginasConectores e adaptadores para sistemas automotivosluis gustavo giamarinoAinda não há avaliações
- Torno Limador, Brochamento e BrunimentoDocumento24 páginasTorno Limador, Brochamento e BrunimentoMariana PinttoAinda não há avaliações
- Tabela Honorários - ABD (Associação Brasileira de Design)Documento2 páginasTabela Honorários - ABD (Associação Brasileira de Design)Carlos Felipe Ferreira100% (4)
- Calibração MáquinasDocumento10 páginasCalibração Máquinasandre100% (2)
- FICHAS TECNICAS - CompletaDocumento106 páginasFICHAS TECNICAS - CompletasandrobonafinAinda não há avaliações
- Propriedades geométricas de seções planas para estruturas metálicasDocumento8 páginasPropriedades geométricas de seções planas para estruturas metálicasemersonsoutofiaAinda não há avaliações
- NBR 8193Documento6 páginasNBR 8193Luis Antonio RibeiroAinda não há avaliações
- FQ e Força de Impacto na EscaladaDocumento3 páginasFQ e Força de Impacto na Escaladaalexviana_Ainda não há avaliações
- Estudostecnicoseeconomicos PDFDocumento372 páginasEstudostecnicoseeconomicos PDFoaktree2010Ainda não há avaliações
- Unidades de comando e sinalização guia essencialDocumento32 páginasUnidades de comando e sinalização guia essencialVinícius Silva Cota100% (1)