Você também pode gostar
- Avaliação Questionário - Six SgmaDocumento6 páginasAvaliação Questionário - Six SgmaDanilo RodriguesAinda não há avaliações
- CEP - Cartas de ControleDocumento37 páginasCEP - Cartas de Controlemarcelopartes100% (1)
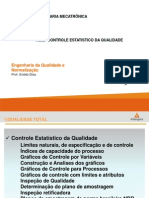
- 7-Controle Estatistico Da Qualidade-Overview PDFDocumento41 páginas7-Controle Estatistico Da Qualidade-Overview PDFCleitonAinda não há avaliações
- Enviando A Medição De Glp Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Glp Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoAinda não há avaliações
- CAPABILIDADEDocumento14 páginasCAPABILIDADEGiovani BuenoAinda não há avaliações
- Programando O Pic Usando O Flowcode Parte X - Baseado Na Versão 6 E Pic16fNo EverandProgramando O Pic Usando O Flowcode Parte X - Baseado Na Versão 6 E Pic16fAinda não há avaliações
- Inmetro10 056 65Documento8 páginasInmetro10 056 65zetilanderAinda não há avaliações
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Vazão Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Vazão Com PicAinda não há avaliações
- Apostila Cartas de Controle Por AtributosDocumento11 páginasApostila Cartas de Controle Por AtributosluizbandeiraAinda não há avaliações
- P1 AtividadeAvaliativaDocumento3 páginasP1 AtividadeAvaliativaJoão Vitor CamposAinda não há avaliações
- Controle de Qualidade - 5 - 3 - Análise de Capacidade PDFDocumento33 páginasControle de Qualidade - 5 - 3 - Análise de Capacidade PDFmarcelAinda não há avaliações
- Inmetro10 056 65Documento8 páginasInmetro10 056 65Rafael almeiAinda não há avaliações
- Avaliação Diagnóstica ElétricaDocumento11 páginasAvaliação Diagnóstica ElétricaEmanuel Ferreira MatosAinda não há avaliações
- Capacidade Do Processo PDFDocumento23 páginasCapacidade Do Processo PDFlmoreno12100% (1)
- Relatório de Prática - Instrumentação Industrial - REV04Documento12 páginasRelatório de Prática - Instrumentação Industrial - REV04David Souza MedeirosAinda não há avaliações
- Relatório de Prática - Instrumentação Industrial - REV00Documento6 páginasRelatório de Prática - Instrumentação Industrial - REV00David Souza Medeiros100% (1)
- NBR 05427 - 1985 - Amostragem e Inspeção Por Atributos PDFDocumento26 páginasNBR 05427 - 1985 - Amostragem e Inspeção Por Atributos PDFNovack HenriqueAinda não há avaliações
- Amostras CP, CPK PDFDocumento6 páginasAmostras CP, CPK PDFMarcus MenezesAinda não há avaliações
- Resumo de Normas em Gestão de QualidadeDocumento37 páginasResumo de Normas em Gestão de QualidadeAlexandre NazarethAinda não há avaliações
- CELSODocumento4 páginasCELSOJoão Pedro LimaAinda não há avaliações
- Anlise de Capacidade de ProcessosDocumento30 páginasAnlise de Capacidade de ProcessosRuthielen SoaresAinda não há avaliações
- 116 Aula4 Carta Controle Atributos PDFDocumento15 páginas116 Aula4 Carta Controle Atributos PDFrogerparanaAinda não há avaliações
- Aula 9 - Cep e 5W2HDocumento58 páginasAula 9 - Cep e 5W2HRafaela Pereira100% (1)
- 1 OPSpecsDocumento8 páginas1 OPSpecscoelhojmm2236Ainda não há avaliações
- CEP MateriaisDocumento8 páginasCEP MateriaisMarcelo AmaralAinda não há avaliações
- Curso Introdução Ao EPANETDocumento10 páginasCurso Introdução Ao EPANETHenrique SilvaAinda não há avaliações
- 03 Cep-AtributosDocumento17 páginas03 Cep-AtributosSalviano SantosAinda não há avaliações
- Técnicas de PCR AULA 3 - Análise de ProdutosDocumento12 páginasTécnicas de PCR AULA 3 - Análise de ProdutosjessibioAinda não há avaliações
- Carta de Controle Por Atributos P e NP (REVISADO)Documento33 páginasCarta de Controle Por Atributos P e NP (REVISADO)Estéfane RodriguesAinda não há avaliações
- P1 Lista Exercicios RevisaoDocumento5 páginasP1 Lista Exercicios RevisaoMarcello SeveroAinda não há avaliações
- Formulas Do CEPDocumento21 páginasFormulas Do CEPJanineCOAinda não há avaliações
- Ferramentas Da Qualidade Parte IIDocumento39 páginasFerramentas Da Qualidade Parte IICarolina Antunes AmadeuAinda não há avaliações
- Exercicio TestedehipotesesDocumento1 páginaExercicio Testedehipotesesmuriloface2013Ainda não há avaliações
- Capacidade - CPDocumento33 páginasCapacidade - CPEversonAinda não há avaliações
- Capa Bili DadeDocumento21 páginasCapa Bili DademaxcopyAinda não há avaliações
- CP e CPK AULADocumento16 páginasCP e CPK AULARaphael Mobile CardosoAinda não há avaliações
- 6495 Assessoria Atividade 3 - Controle Estatístico Do Processo - 51 2024Documento6 páginas6495 Assessoria Atividade 3 - Controle Estatístico Do Processo - 51 2024matheus koniczAinda não há avaliações
- Aula 07 - Metrologia 2013 - MSADocumento23 páginasAula 07 - Metrologia 2013 - MSAclaudineiAinda não há avaliações
- DOQ Cgcre 19 - 04Documento28 páginasDOQ Cgcre 19 - 04DiogomussumAinda não há avaliações
- E-Book Carta ControleDocumento37 páginasE-Book Carta ControleJarbas Rodrigues ChavesAinda não há avaliações
- Cuidado em Uma Analise de HPLCDocumento19 páginasCuidado em Uma Analise de HPLCMatheus Dal CimAinda não há avaliações
- Grafico de FarolDocumento10 páginasGrafico de FarolRonaldo LinaresAinda não há avaliações
- Aula 14 - Gráficos de Controle para AtributosDocumento38 páginasAula 14 - Gráficos de Controle para AtributosRômulo Silviano100% (1)
- Ferramentas Da QualidadeDocumento39 páginasFerramentas Da QualidadeCarolina AmadeuAinda não há avaliações
- Treinamento Green Belt: Prova PreparatóriaDocumento7 páginasTreinamento Green Belt: Prova PreparatórialeohenriquecostaAinda não há avaliações
- Aula 3Documento19 páginasAula 3Matheus LopesAinda não há avaliações
- Aula 5Documento16 páginasAula 5Cecília CardozoAinda não há avaliações
- Lista 4Documento4 páginasLista 4Yasmim YamaguchiAinda não há avaliações
- Tecnicas Por AmostragemDocumento42 páginasTecnicas Por AmostragemMaciel LopesAinda não há avaliações
- Controle Estatístico Da Qualidade Aulas 31, 32, 37 e 38 - Gráfico de Controle para Atributos Parte IIDocumento35 páginasControle Estatístico Da Qualidade Aulas 31, 32, 37 e 38 - Gráfico de Controle para Atributos Parte IIHugo MiyataAinda não há avaliações
- Manual Sp3000Documento28 páginasManual Sp3000Matheus ZilioAinda não há avaliações
- Lista 2 Medidas ResumoDocumento4 páginasLista 2 Medidas ResumoPedro Lucas SantosAinda não há avaliações
- Calibração de MicrômetroDocumento9 páginasCalibração de MicrômetroSamuel OliveiraAinda não há avaliações
- Lista de Exercícios Cromatografia GasosaDocumento3 páginasLista de Exercícios Cromatografia GasosaGuilherme UchoaAinda não há avaliações
- Reveja 2Documento6 páginasReveja 2Marisa de PaulaAinda não há avaliações
- Trabalho FinalDocumento17 páginasTrabalho FinalLucas RosaAinda não há avaliações
- Cep Exerc 03 FerramentasDocumento4 páginasCep Exerc 03 FerramentasDavid AlencarAinda não há avaliações
- Plano de Controle ExemploDocumento1 páginaPlano de Controle Exemplojonatasmedeiros01Ainda não há avaliações
- PPAP GlossárioDocumento13 páginasPPAP Glossáriojonatasmedeiros01Ainda não há avaliações
- MSA Arquivo 2Documento10 páginasMSA Arquivo 2jonatasmedeiros01Ainda não há avaliações
- Phased PPAP FormuláriosDocumento11 páginasPhased PPAP Formuláriosjonatasmedeiros01Ainda não há avaliações
- Exemplo de FMEA de ProjetoDocumento1 páginaExemplo de FMEA de ProjetoFabiany BernardoAinda não há avaliações
- Certificado de SubmissãoDocumento3 páginasCertificado de Submissãojonatasmedeiros01Ainda não há avaliações
- CQI-12 C.A DaniloDocumento24 páginasCQI-12 C.A Danilojonatasmedeiros01Ainda não há avaliações
- Módulo 2: Estrutura Da Norma ISO/TS 16949:2009 Requisitos 0, 1, 2, 3 e 4. ExercíciosDocumento44 páginasMódulo 2: Estrutura Da Norma ISO/TS 16949:2009 Requisitos 0, 1, 2, 3 e 4. Exercíciosjonatasmedeiros01Ainda não há avaliações
- CQI-12 - Caderno de Atividades - Rev02 3Documento28 páginasCQI-12 - Caderno de Atividades - Rev02 3jonatasmedeiros01Ainda não há avaliações
- Aula - Dim Mancais de DeslizamentoDocumento34 páginasAula - Dim Mancais de Deslizamentohelton_bsbAinda não há avaliações
- Ap Matemática 6 Série EfDocumento304 páginasAp Matemática 6 Série EfAlexandre MarianoAinda não há avaliações
- Automação e ControleDocumento268 páginasAutomação e ControleWASHINGTONAinda não há avaliações
- Ats2 PDFDocumento12 páginasAts2 PDFUenis Pinto TavaresAinda não há avaliações
- Aula 5 - Teoria Da ComputaçãoDocumento12 páginasAula 5 - Teoria Da ComputaçãoCristianeAinda não há avaliações
- Correção FP Bancos de CapacitoresDocumento7 páginasCorreção FP Bancos de Capacitoreselton100% (1)
- Exercicios Funcoes OrganicasDocumento2 páginasExercicios Funcoes OrganicasKrsna Murari67% (3)
- Análise de Causa RaizDocumento32 páginasAnálise de Causa Raizjulio_pastoreAinda não há avaliações
- Produtos C2 B5DX200 20Documento32 páginasProdutos C2 B5DX200 20CJ RosaAinda não há avaliações
- Como Usar A HP-50g para CalculoDocumento12 páginasComo Usar A HP-50g para CalculoEliezerAinda não há avaliações
- Lista de Exercícios - SoluçõesDocumento3 páginasLista de Exercícios - SoluçõesJeane Rodrigues BrederAinda não há avaliações
- Lista de Trabalhos 4 - CiclonagemDocumento3 páginasLista de Trabalhos 4 - CiclonagemLuana Macedo100% (1)
- Destilação DiferencialDocumento17 páginasDestilação DiferencialLuis Guilherme Foresto100% (1)
- Resumo - BiomecanicaDocumento9 páginasResumo - BiomecanicaSandraMorethAinda não há avaliações
- Stanadyne DE10 Pump (001-050) .En - PTDocumento50 páginasStanadyne DE10 Pump (001-050) .En - PTwillyan100% (2)
- Mzup3 Fichas Recuperacao 2anoDocumento32 páginasMzup3 Fichas Recuperacao 2anoBeatriz Galharda de LavosAinda não há avaliações
- 7) Motores Eletricos e Geradores FalhasDocumento19 páginas7) Motores Eletricos e Geradores FalhasAntonio Rigno de SousaAinda não há avaliações
- Exercicio - de - Fixacao Balanço de MassasDocumento1 páginaExercicio - de - Fixacao Balanço de MassasSamantha RibeiroAinda não há avaliações
- Fichas de Salgados CPTDocumento32 páginasFichas de Salgados CPTRegina HelenaAinda não há avaliações
- Quest 07 - Revisão - GabDocumento8 páginasQuest 07 - Revisão - GabmisaelinacioAinda não há avaliações
- Unidade 2 Desenvolvimento de Software para WebDocumento8 páginasUnidade 2 Desenvolvimento de Software para WebGustavo DE PaulaAinda não há avaliações
- PPR - DelineadoresDocumento1 páginaPPR - DelineadoresleticiaAinda não há avaliações
- 001 Manual Esteira Atheltic RunnerDocumento8 páginas001 Manual Esteira Atheltic RunnerLulii RisottoAinda não há avaliações
- Manual Usuario - Manual DVDocumento5 páginasManual Usuario - Manual DVGisseli MontanariAinda não há avaliações
- Teoria de Redes PPoEDocumento8 páginasTeoria de Redes PPoEJhenefer SilvaAinda não há avaliações
- Aula 1 - 06 e 07 - 12 - 2022Documento85 páginasAula 1 - 06 e 07 - 12 - 2022pretteluizAinda não há avaliações
- 367891-Exercício PascalzimDocumento4 páginas367891-Exercício PascalzimDiego OliveiraAinda não há avaliações
- Complexacao ESALQ PDFDocumento176 páginasComplexacao ESALQ PDFGaby Salazar Mogollón100% (1)
- Ficha de Trabalho - Tabela Periódica - 10º Ano QuímicaDocumento6 páginasFicha de Trabalho - Tabela Periódica - 10º Ano QuímicaTeresa CaldeiraAinda não há avaliações
- Balanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFDocumento6 páginasBalanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFset_ltdaAinda não há avaliações
- Practitioner's Guide to Statistics and Lean Six Sigma for Process ImprovementsNo EverandPractitioner's Guide to Statistics and Lean Six Sigma for Process ImprovementsAinda não há avaliações
- Statistical Inference in Financial and Insurance Mathematics with RNo EverandStatistical Inference in Financial and Insurance Mathematics with RAinda não há avaliações
- Six Sigma: Advanced Tools for Black Belts and Master Black BeltsNo EverandSix Sigma: Advanced Tools for Black Belts and Master Black BeltsAinda não há avaliações
- Statistical Methods for Six Sigma: In R&D and ManufacturingNo EverandStatistical Methods for Six Sigma: In R&D and ManufacturingAinda não há avaliações
- Statistics from A to Z: Confusing Concepts ClarifiedNo EverandStatistics from A to Z: Confusing Concepts ClarifiedAinda não há avaliações
- Math 6–12 Tutor’S Practice Resource: Practice OnlyNo EverandMath 6–12 Tutor’S Practice Resource: Practice OnlyNota: 4 de 5 estrelas4/5 (1)
- Fit Sigma: A Lean Approach to Building Sustainable Quality Beyond Six SigmaNo EverandFit Sigma: A Lean Approach to Building Sustainable Quality Beyond Six SigmaAinda não há avaliações
- High-Reliability Healthcare: Improving Patient Safety and Outcomes with Six Sigma, Second EditionNo EverandHigh-Reliability Healthcare: Improving Patient Safety and Outcomes with Six Sigma, Second EditionAinda não há avaliações
- Lean Six Sigma in Sales - Yin Yang -: Need for a common languageNo EverandLean Six Sigma in Sales - Yin Yang -: Need for a common languageAinda não há avaliações
- Linear Model Theory: Univariate, Multivariate, and Mixed ModelsNo EverandLinear Model Theory: Univariate, Multivariate, and Mixed ModelsAinda não há avaliações
- The Plasma Dispersion Function: The Hilbert Transform of the GaussianNo EverandThe Plasma Dispersion Function: The Hilbert Transform of the GaussianNota: 5 de 5 estrelas5/5 (1)
- Multivariate Analysis—III: Proceedings of the Third International Symposium on Multivariate Analysis Held at Wright State University, Dayton, Ohio, June 19-24, 1972No EverandMultivariate Analysis—III: Proceedings of the Third International Symposium on Multivariate Analysis Held at Wright State University, Dayton, Ohio, June 19-24, 1972Ainda não há avaliações
- Human Sigma: Managing the Employee-Customer EncounterNo EverandHuman Sigma: Managing the Employee-Customer EncounterNota: 4.5 de 5 estrelas4.5/5 (2)
- Statistics for the Teacher: Pergamon International Library of Science, Technology, Engineering and Social StudiesNo EverandStatistics for the Teacher: Pergamon International Library of Science, Technology, Engineering and Social StudiesAinda não há avaliações
- Large Deviations for Gaussian Queues: Modelling Communication NetworksNo EverandLarge Deviations for Gaussian Queues: Modelling Communication NetworksAinda não há avaliações
- Statistical Robust Design: An Industrial PerspectiveNo EverandStatistical Robust Design: An Industrial PerspectiveNota: 1 de 5 estrelas1/5 (1)
- Statistical and Managerial Techniques for Six Sigma Methodology: Theory and ApplicationNo EverandStatistical and Managerial Techniques for Six Sigma Methodology: Theory and ApplicationAinda não há avaliações