Você também pode gostar
- Pnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoNo EverandPnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoAinda não há avaliações
- PCP Medida Da Capacidade 2021Documento65 páginasPCP Medida Da Capacidade 2021Reynaldo ChileAinda não há avaliações
- ADP LayoutDocumento82 páginasADP LayoutAlex FonsecaAinda não há avaliações
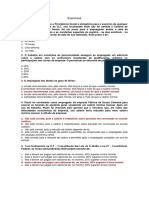
- Exercícios - Normas CLTDocumento2 páginasExercícios - Normas CLTRonaldo SouzaAinda não há avaliações
- Apostila Logística ReversaDocumento9 páginasApostila Logística ReversaGessyka CoutoAinda não há avaliações
- Administração Da Produção - Lista de ExercíciosDocumento5 páginasAdministração Da Produção - Lista de ExercíciosNathalia FerreiraAinda não há avaliações
- Case "New Coke" - Coca-ColaDocumento3 páginasCase "New Coke" - Coca-ColaNewton Carlos Nery Costa100% (1)
- Atividade Avaliativa - 04 - 10 - 6ODocumento3 páginasAtividade Avaliativa - 04 - 10 - 6OVitor AugustoAinda não há avaliações
- Exercício 2 - Classificação, Codificação e Planjejamento de ProduçãoDocumento4 páginasExercício 2 - Classificação, Codificação e Planjejamento de ProduçãoValéria GonçalvesAinda não há avaliações
- Adm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoDocumento9 páginasAdm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoFelipe ParaizoAinda não há avaliações
- AULA 02 Correção de ExerciciosDocumento12 páginasAULA 02 Correção de ExerciciosEdna PaulaAinda não há avaliações
- Slides de Aula - Unidade IIDocumento77 páginasSlides de Aula - Unidade IIAna Carolina CarvalhoAinda não há avaliações
- Teoria Sistema KanbanDocumento45 páginasTeoria Sistema KanbanFabrício ResendeAinda não há avaliações
- Arranjo Físico (Layout) de InstalaçõesDocumento1 páginaArranjo Físico (Layout) de InstalaçõesAndre Renato BarrettoAinda não há avaliações
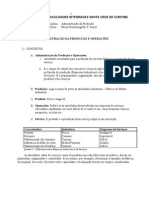
- Cap I - Administração Da Produção e OperaçõesDocumento15 páginasCap I - Administração Da Produção e OperaçõesbakhauAinda não há avaliações
- Trabalho Sobre ToyotismoDocumento12 páginasTrabalho Sobre ToyotismodanigordilhoAinda não há avaliações
- Aula - 6 Manufatura EnxutaDocumento17 páginasAula - 6 Manufatura EnxutaAmandaHenriquedeFariaAinda não há avaliações
- Questes - Capitulo - 12 RespondidoDocumento3 páginasQuestes - Capitulo - 12 RespondidoCristina FischerAinda não há avaliações
- Gestão Materiais - 4 AulasDocumento113 páginasGestão Materiais - 4 AulasClayton MessiasAinda não há avaliações
- Gestao de Estoques Parte IIDocumento58 páginasGestao de Estoques Parte IILicio Jesus JESUSAinda não há avaliações
- Processo Produçao de Produtos.Documento17 páginasProcesso Produçao de Produtos.Almir SilveiraAinda não há avaliações
- Aula 02 Just in TimeDocumento13 páginasAula 02 Just in TimeRicardo OliveiraAinda não há avaliações
- Aula 03 - MPS - Plano Mestre de ProduçãoDocumento17 páginasAula 03 - MPS - Plano Mestre de ProduçãoJeanAinda não há avaliações
- Almoxarife de ObrasDocumento54 páginasAlmoxarife de Obrasadriana souza0% (1)
- Exerccios Balanceamento de Linha de MontagemDocumento3 páginasExerccios Balanceamento de Linha de MontagemevandirAinda não há avaliações
- EstoqueDocumento17 páginasEstoqueAndré Luiz Castro100% (1)
- A Abrangência Da LogísticaDocumento6 páginasA Abrangência Da LogísticaCésar RufinoAinda não há avaliações
- Exercício MRP PCP 1Documento2 páginasExercício MRP PCP 1Patrícia DiasAinda não há avaliações
- INTRODUÇÃO AO MUNDO DO TRABALHO Aula 1 SANDRODocumento44 páginasINTRODUÇÃO AO MUNDO DO TRABALHO Aula 1 SANDROadrianiAinda não há avaliações
- ADMINISTRAÇÃO DE MATERIAIS - Revisão PDFDocumento41 páginasADMINISTRAÇÃO DE MATERIAIS - Revisão PDFJoara GuimarãesAinda não há avaliações
- Lean e A Teoria Das Restricoes - Exercicios de ConsolidacaoDocumento12 páginasLean e A Teoria Das Restricoes - Exercicios de ConsolidacaoVitor Bruno GarciaAinda não há avaliações
- O SISTEMA DE PRODUÇÃO ENXUTA E SUA IMPLANTAÇÃO NA VOLKSWAGEN DO BRASIL - O GerenteDocumento4 páginasO SISTEMA DE PRODUÇÃO ENXUTA E SUA IMPLANTAÇÃO NA VOLKSWAGEN DO BRASIL - O GerenteJeuziane Duarte LamimAinda não há avaliações
- Custos Logísticos - Aula 4Documento7 páginasCustos Logísticos - Aula 4Educa Logística e GestãoAinda não há avaliações
- Aula 3 4Documento96 páginasAula 3 4bigulinAinda não há avaliações
- Aula Conteúdo II - A Distribuiçao Física Sob o Enfoque LogísticoDocumento40 páginasAula Conteúdo II - A Distribuiçao Física Sob o Enfoque LogísticoMaria VitóriaAinda não há avaliações
- CC Exercicios RevisãoDocumento5 páginasCC Exercicios RevisãosimuladocontabilAinda não há avaliações
- 50 ExercicioDocumento1 página50 ExercicioJandir NevesAinda não há avaliações
- Teoria Das Relaçoes HumanasDocumento21 páginasTeoria Das Relaçoes HumanasKika AlvesAinda não há avaliações
- Exame Especial - Gestão Da Produção - 28 - 06 - 19 PDFDocumento3 páginasExame Especial - Gestão Da Produção - 28 - 06 - 19 PDFADRIANOAinda não há avaliações
- Revisão para Prova 2 - 2022 - RespostasDocumento9 páginasRevisão para Prova 2 - 2022 - RespostasMoiss Pereira GomesAinda não há avaliações
- Produção Puxada e EmpurradaDocumento3 páginasProdução Puxada e EmpurradaRodrigo RamosAinda não há avaliações
- Exercício Arvore Do ProdutoDocumento4 páginasExercício Arvore Do ProdutoClayton Moura100% (1)
- Estudo de Caso II - Fordismo e TaylorismoDocumento6 páginasEstudo de Caso II - Fordismo e Taylorismoslcj28Ainda não há avaliações
- Aula 4.2 - Kaizen, Kanban e KPIsDocumento6 páginasAula 4.2 - Kaizen, Kanban e KPIsFelix Adrian Garmendia GonzalezAinda não há avaliações
- Prova 2 Log Integrada - CURSO DE GESTÃO - GabDocumento5 páginasProva 2 Log Integrada - CURSO DE GESTÃO - GabSaymonAinda não há avaliações
- Caderno de Prova - SSA2/UPE 2017, 1º DiaDocumento32 páginasCaderno de Prova - SSA2/UPE 2017, 1º DiaFolha de Pernambuco100% (1)
- FordismoDocumento8 páginasFordismomih.carvalho.maAinda não há avaliações
- Planejamento e Controle de Estoques PDFDocumento31 páginasPlanejamento e Controle de Estoques PDFJoão CarneiroAinda não há avaliações
- Processos ProdutivosDocumento18 páginasProcessos ProdutivosAndressa LimaAinda não há avaliações
- Aula 01 - Sistemas de ProduçãoDocumento30 páginasAula 01 - Sistemas de ProduçãoJoão HenriqueAinda não há avaliações
- Gráfico Dente de Serra - Exercícios: ComentárioDocumento5 páginasGráfico Dente de Serra - Exercícios: ComentárioPaula ViolaAinda não há avaliações
- Apostila Gestão EmpresarialDocumento415 páginasApostila Gestão EmpresarialJhonatan Nunes GonçalvesAinda não há avaliações
- Aula 6 - PPCP - MrpiDocumento86 páginasAula 6 - PPCP - MrpiLivinha MamedeAinda não há avaliações
- SITUAÇÃO DE APRENDIZAGEM - Avaliação de Estoque e Curva ABCDocumento1 páginaSITUAÇÃO DE APRENDIZAGEM - Avaliação de Estoque e Curva ABCkarinenbrito3609Ainda não há avaliações
- Arranjo FísicoDocumento22 páginasArranjo FísicoleogdsouzaAinda não há avaliações
- Aula - 01 - Exercício de Fixação - Saladeaula - 2023.1Documento5 páginasAula - 01 - Exercício de Fixação - Saladeaula - 2023.1Giancarlo Alves SimõesAinda não há avaliações
- LogisticaDocumento37 páginasLogisticaRaquel Melo AlbinoAinda não há avaliações
- Matriz GUTDocumento7 páginasMatriz GUTFlavia SilvaAinda não há avaliações
- Planejamento Da Capacidade de ProduçãoDocumento10 páginasPlanejamento Da Capacidade de Produçãoleila_miranda_1Ainda não há avaliações
- Problemas IIDocumento6 páginasProblemas IIDW580Ainda não há avaliações
- VPL Tir CaeDocumento2 páginasVPL Tir CaeDW580Ainda não há avaliações
- Gestão Da Qualidade (Exercícios)Documento2 páginasGestão Da Qualidade (Exercícios)DW580Ainda não há avaliações
- Exercícios Aula 6Documento2 páginasExercícios Aula 6DW580Ainda não há avaliações
- Avaliação InvestimentosDocumento31 páginasAvaliação InvestimentosDW580Ainda não há avaliações
- Contabilidade GerencialDocumento12 páginasContabilidade GerencialDW580Ainda não há avaliações
- ExercicíosDocumento9 páginasExercicíosDW580Ainda não há avaliações
- Boletim Informativo Iofmg - 01 de Março de 2024Documento4 páginasBoletim Informativo Iofmg - 01 de Março de 2024Guilherme Morás FrancoAinda não há avaliações
- Resumidor de Livro - Seu Nome É NinjaDocumento2 páginasResumidor de Livro - Seu Nome É Ninjamatheusolimpio.contatoAinda não há avaliações
- Atraso de Crescimento Intra UterinoDocumento14 páginasAtraso de Crescimento Intra UterinoJair FatahaAinda não há avaliações
- Lista 4II PDFDocumento5 páginasLista 4II PDFtulioAinda não há avaliações
- Como Aprendem As CriançasDocumento5 páginasComo Aprendem As CriançasCláudia RosaAinda não há avaliações
- ZVS Driver - Adam MunichDocumento19 páginasZVS Driver - Adam MunichEDENIA JOLVINOAinda não há avaliações
- CCT 2020.2022Documento24 páginasCCT 2020.2022advogadondvc10Ainda não há avaliações
- ATABAQUESDocumento23 páginasATABAQUESElizangela PrattiAinda não há avaliações
- Visita Técnica LIBRAS e Educação EspecialDocumento6 páginasVisita Técnica LIBRAS e Educação Especial83ka542Ainda não há avaliações
- Autafaster - 2020Documento140 páginasAutafaster - 2020matheusAinda não há avaliações
- 314-Texto Do Artigo-1294-1-10-20160831Documento40 páginas314-Texto Do Artigo-1294-1-10-20160831Angelo AguirreAinda não há avaliações
- Da Historia Militar e Da Estrategia LivrDocumento304 páginasDa Historia Militar e Da Estrategia LivrManuel Borges100% (1)
- Seminário - Psicologia, Ciência e Profissão 14.09 - SlidesDocumento24 páginasSeminário - Psicologia, Ciência e Profissão 14.09 - SlidesAna SilvaAinda não há avaliações
- Radiestesia e Radionica Murilo Tadeu MarconiDocumento67 páginasRadiestesia e Radionica Murilo Tadeu Marconi*gra*100% (1)
- Manual Ufcd 5897 - Atendimento e Venda PresencialDocumento17 páginasManual Ufcd 5897 - Atendimento e Venda PresencialMagda100% (1)
- 04 Ciencias Da Natureza e Suas Tecnologias QuimicaDocumento292 páginas04 Ciencias Da Natureza e Suas Tecnologias QuimicaPredo HenriqueAinda não há avaliações
- Normas de VancouverDocumento17 páginasNormas de VancouverCancerious QuatroAinda não há avaliações
- Amis Croche Urso PolarDocumento16 páginasAmis Croche Urso PolarVeronica Hierro Crespo100% (4)
- MEDAUAR, Odete. O Direito Administrativo em Evolução. (P. 23-72)Documento27 páginasMEDAUAR, Odete. O Direito Administrativo em Evolução. (P. 23-72)Jairo OliveiraAinda não há avaliações
- Manual Tx417 Tx517Documento39 páginasManual Tx417 Tx517des_mondAinda não há avaliações
- Principais Fenómenos de Evolução Fonética Da LínguaDocumento1 páginaPrincipais Fenómenos de Evolução Fonética Da LínguaCristina PintoAinda não há avaliações
- Análise Estruturada ModernaDocumento584 páginasAnálise Estruturada ModernaGEORGE LUIZ MoraesAinda não há avaliações
- AIWA Avarias Resolvidas São Colocadas AquiDocumento21 páginasAIWA Avarias Resolvidas São Colocadas AquiNivaldo OliveiraAinda não há avaliações
- VALIM, Patricia. Mulheres InsurretasDocumento14 páginasVALIM, Patricia. Mulheres InsurretasMarilia AraujoAinda não há avaliações
- BR20 Rev25 - Catalogo de PeçasDocumento263 páginasBR20 Rev25 - Catalogo de PeçasFrota- Maemtek EquipamentosAinda não há avaliações
- ADONAIDocumento232 páginasADONAIGabriela EstevesAinda não há avaliações
- História - Questões - Debates PDFDocumento108 páginasHistória - Questões - Debates PDFDaniel Machado da ConceiçãoAinda não há avaliações
- Projeto Sitio Do Seu Lobato MIC 2018Documento2 páginasProjeto Sitio Do Seu Lobato MIC 2018Aline Josiane RodriguesAinda não há avaliações
- Programa de Participação de Lucros e ResultadosDocumento20 páginasPrograma de Participação de Lucros e ResultadosCarolscrAinda não há avaliações
- Slides Da AulaDocumento62 páginasSlides Da AulaICNAinda não há avaliações