Você também pode gostar
- Análise de Vibrações Mecânicas 2.0Documento29 páginasAnálise de Vibrações Mecânicas 2.0Vanuti MascarenhasAinda não há avaliações
- ANÁLISE VIBRAÇÃO-REVISÃO APLICAÇÕESDocumento9 páginasANÁLISE VIBRAÇÃO-REVISÃO APLICAÇÕESMarcio Souza de CarvalhoAinda não há avaliações
- Análise de vibrações em máquinas rotativasDocumento52 páginasAnálise de vibrações em máquinas rotativasSamuel CostaAinda não há avaliações
- Guia de Bolso Termografia TestoDocumento56 páginasGuia de Bolso Termografia TestoErivaldo Cristiano AquinoAinda não há avaliações
- Padrão de alarme vibraçãoDocumento2 páginasPadrão de alarme vibraçãowellingtonAinda não há avaliações
- Análise de vibrações em bomba centrífugaDocumento82 páginasAnálise de vibrações em bomba centrífugaSérgio SoaresAinda não há avaliações
- 2 Analise de Vibrações em Engrenagens - Vibrações em EngrenagensDocumento44 páginas2 Analise de Vibrações em Engrenagens - Vibrações em EngrenagensCarlos AroeiraAinda não há avaliações
- Apostila Utfpr Vibracao Mi P1Documento47 páginasApostila Utfpr Vibracao Mi P1Alexsson SantosAinda não há avaliações
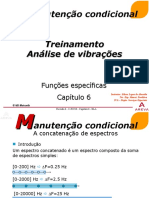
- 06 BR Funções EspecíficasDocumento28 páginas06 BR Funções EspecíficasEverson MaiaAinda não há avaliações
- Tabela de FrequênciaDocumento94 páginasTabela de FrequênciaDouglas Cristiano ReisAinda não há avaliações
- Quadro ilustrativo de diagnósticos de vibraçãoDocumento12 páginasQuadro ilustrativo de diagnósticos de vibraçãoPedro RosaAinda não há avaliações
- 2.3 - Mancais de Rolamento + Estudo Dirigido IIDocumento47 páginas2.3 - Mancais de Rolamento + Estudo Dirigido IIGeraldo NatanaelAinda não há avaliações
- Diagnóstico de avarias em máquinas por análise de vibraçõesDocumento44 páginasDiagnóstico de avarias em máquinas por análise de vibraçõesjairo judsonAinda não há avaliações
- Aula 12 - Diagnostico de Falhas - Parte 2Documento15 páginasAula 12 - Diagnostico de Falhas - Parte 2Nelson Antonio De Souza MendesAinda não há avaliações
- Manual SKF AlinhadorDocumento56 páginasManual SKF AlinhadorleandrimengAinda não há avaliações
- Curso de Análise de Vibração Nível II - 01DB (Reparado)Documento108 páginasCurso de Análise de Vibração Nível II - 01DB (Reparado)Aline AnselmoAinda não há avaliações
- Previsão de Falha de Rolamentos Por Análise Espectral e de Envelope PDFDocumento10 páginasPrevisão de Falha de Rolamentos Por Análise Espectral e de Envelope PDFWanderson SantosAinda não há avaliações
- ANÁLISE DE VIBRAÇÃO DE CAIXAS DE ENGRENAGENSDocumento56 páginasANÁLISE DE VIBRAÇÃO DE CAIXAS DE ENGRENAGENSManoel CosmeAinda não há avaliações
- VRMS Vibração Monitor CritérioDocumento18 páginasVRMS Vibração Monitor Critériojef1982Ainda não há avaliações
- Análise de RedutoresDocumento160 páginasAnálise de RedutoresPatrick Jove100% (1)
- Guia Basico de BombasDocumento242 páginasGuia Basico de BombasMarcos Vinicius de SouzaAinda não há avaliações
- Evolução e importância da monitoração de turbomáquinasDocumento42 páginasEvolução e importância da monitoração de turbomáquinasWiritonAinda não há avaliações
- 5.0 PT-BR 2020-02 TS.3069.60HzDocumento40 páginas5.0 PT-BR 2020-02 TS.3069.60HzMacchi_RJAinda não há avaliações
- 10 - Tecnicas de Montagem de Rolamentos IDocumento21 páginas10 - Tecnicas de Montagem de Rolamentos IARLAN FERREIRA NUNESAinda não há avaliações
- Vibração Nivel I - Manuel CaoDocumento29 páginasVibração Nivel I - Manuel CaoPedro RosaAinda não há avaliações
- Apostila VibracoesDocumento16 páginasApostila VibracoesRaquel MattosAinda não há avaliações
- Curso de Análise de Vibração RDocumento5 páginasCurso de Análise de Vibração RLourismar VicenteAinda não há avaliações
- Ventilação industrialDocumento110 páginasVentilação industrialJonathan SoaresAinda não há avaliações
- Curso Engenharia Mecânica VibraçõesDocumento31 páginasCurso Engenharia Mecânica VibraçõesEdward Allyson Caricio de MenezesAinda não há avaliações
- Envelope de Aceleração. Evite-O!Documento4 páginasEnvelope de Aceleração. Evite-O!LuisSilvaAinda não há avaliações
- Montagem de caixas e rolamentos de máquinasDocumento4 páginasMontagem de caixas e rolamentos de máquinasBraz Pataro NetoAinda não há avaliações
- Tipos de rolamentos e suas característicasDocumento34 páginasTipos de rolamentos e suas característicasRaylan Amancio0% (1)
- Regra de Neuber para estimar tensão e deformação residual em roda de automóvelDocumento9 páginasRegra de Neuber para estimar tensão e deformação residual em roda de automóvelClaudio Junior100% (1)
- FMEA para Plano de Manutenção de RedutorDocumento13 páginasFMEA para Plano de Manutenção de RedutorDavid Ferreira SilvnoAinda não há avaliações
- Balanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFDocumento6 páginasBalanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFset_ltdaAinda não há avaliações
- Estudo de Caso - VibraçãoDocumento69 páginasEstudo de Caso - VibraçãoSidarta TrovãoAinda não há avaliações
- Weg Cestari Motorredutor Wcg20 2Documento164 páginasWeg Cestari Motorredutor Wcg20 2TIPAZOAinda não há avaliações
- ACOPLAMENTOS FLEXÍVEIS PARA ABSORÇÃO DE DESALINHAMENTOS E ISOLAMENTO DE VIBRAÇÕESDocumento20 páginasACOPLAMENTOS FLEXÍVEIS PARA ABSORÇÃO DE DESALINHAMENTOS E ISOLAMENTO DE VIBRAÇÕESGerson RaseraAinda não há avaliações
- Manutenção e alinhamento de equipamentos sucroalcooleirosDocumento37 páginasManutenção e alinhamento de equipamentos sucroalcooleirosMarcelo Costa100% (1)
- Causas e efeitos da vibração em máquinasDocumento4 páginasCausas e efeitos da vibração em máquinasWant3d StrikeAinda não há avaliações
- Análise e diagnóstico de vibrações em máquinas e estruturasDocumento24 páginasAnálise e diagnóstico de vibrações em máquinas e estruturasmiguelduart100% (1)
- Monitoramento de condições e inspeção de máquinas para manutenção preditivaDocumento12 páginasMonitoramento de condições e inspeção de máquinas para manutenção preditivaRaphael OliveiraAinda não há avaliações
- Cálculo de Frequencia de EngrenamentoDocumento4 páginasCálculo de Frequencia de EngrenamentoEduardo DolberthAinda não há avaliações
- Redutor Falk - 505 Abxu4Documento1 páginaRedutor Falk - 505 Abxu4Solver Manutenção IndustrialAinda não há avaliações
- Preditiva de Compressores ParafusosDocumento13 páginasPreditiva de Compressores ParafusosMauro S CabralAinda não há avaliações
- Amortecedores RUBBER-STOP reduzem vibrações em máquinas e equipamentosDocumento19 páginasAmortecedores RUBBER-STOP reduzem vibrações em máquinas e equipamentosTONIOLOAinda não há avaliações
- Análise Fator de CristaDocumento22 páginasAnálise Fator de CristaclecardozoAinda não há avaliações
- Mariano PacholokDocumento98 páginasMariano PacholokleandroprojetAinda não há avaliações
- Motorredutores e Redutores HelicoidaisDocumento160 páginasMotorredutores e Redutores HelicoidaisPablo AguiarAinda não há avaliações
- TIMKEN - Análise de FalhasDocumento1 páginaTIMKEN - Análise de FalhasROBINSON ASSADAinda não há avaliações
- ISO 1940 BalanceamentoDocumento11 páginasISO 1940 BalanceamentoViviane Alves Loureiro de SousaAinda não há avaliações
- Planetários: potentes redutores para indústriasDocumento20 páginasPlanetários: potentes redutores para indústriasJonasAinda não há avaliações
- Análise de Vibrações Nível 1 (Bosco - Flavio)Documento126 páginasAnálise de Vibrações Nível 1 (Bosco - Flavio)Willian LimaAinda não há avaliações
- Manual de instruções para operação do alinhador CombiLaserDocumento67 páginasManual de instruções para operação do alinhador CombiLaserReginaldoVieiradaSilvaAinda não há avaliações
- Balanceamento - Método de 3 PontosDocumento8 páginasBalanceamento - Método de 3 PontosLuis Philipe Seles AlvesAinda não há avaliações
- Aprendizado de Análise de VibraçãoDocumento88 páginasAprendizado de Análise de VibraçãoClaudio Oliveira100% (1)
- MMTEC - TECNICA Análise VibraçõesDocumento62 páginasMMTEC - TECNICA Análise VibraçõesRonay de Andrade PereiraAinda não há avaliações
- Diagnóstico de Defeitos Por Análise de Vibrações em RolamentosDocumento16 páginasDiagnóstico de Defeitos Por Análise de Vibrações em RolamentosFábio PascoalAinda não há avaliações
- Análise de VibraçõesDocumento48 páginasAnálise de VibraçõesJamenes SoaresAinda não há avaliações
- Analise de VibracoesDocumento48 páginasAnalise de VibracoesJAOF100% (3)
- Laudo Verti Construções 1 Motor UDocumento2 páginasLaudo Verti Construções 1 Motor UWillian LimaAinda não há avaliações
- Manutenção preditiva vibração redutorDocumento2 páginasManutenção preditiva vibração redutorWillian LimaAinda não há avaliações
- Análise de Vibração MultiparamétricaDocumento49 páginasAnálise de Vibração MultiparamétricaAlvanir BarrosAinda não há avaliações
- Apostila Alinhamento 04-05-06Documento43 páginasApostila Alinhamento 04-05-06Willian LimaAinda não há avaliações
- Análise de Vibrações Nível 1 (Bosco - Flavio)Documento126 páginasAnálise de Vibrações Nível 1 (Bosco - Flavio)Willian LimaAinda não há avaliações
- PROJETO DE VIDA - Aula 1 - Eu-Meus Amigos e o MundoDocumento4 páginasPROJETO DE VIDA - Aula 1 - Eu-Meus Amigos e o MundoSayo Bernardino Monfradini100% (1)
- Ficha 4 DR2 Leguminosas STC6Documento3 páginasFicha 4 DR2 Leguminosas STC6Isabel HenriquesAinda não há avaliações
- AV2 - Desenvolvimento Pessoal e TrabalhabilidadeDocumento7 páginasAV2 - Desenvolvimento Pessoal e TrabalhabilidadeGiulia BarbosaAinda não há avaliações
- Avaliação Recuperação 1º Bimestre de Matemática - Colégio Salomão - 6 AnoDocumento4 páginasAvaliação Recuperação 1º Bimestre de Matemática - Colégio Salomão - 6 Anoartur silvaAinda não há avaliações
- Projeto Colcha de RetalhosDocumento4 páginasProjeto Colcha de RetalhosMari BuzzanteAinda não há avaliações
- Capítulo 1001Documento70 páginasCapítulo 1001Mércia SilveiraAinda não há avaliações
- Parque multiuso de Paraí: revitalização e novos usosDocumento103 páginasParque multiuso de Paraí: revitalização e novos usosRUDIANE ZACARIAAinda não há avaliações
- Quarto de Despejo - Dados Da ObraDocumento9 páginasQuarto de Despejo - Dados Da ObraCamila DovalAinda não há avaliações
- Semiologia Do Locomotor EquinoDocumento6 páginasSemiologia Do Locomotor EquinoLyah LamarckAinda não há avaliações
- Proposta de Implantação de Projeto Piloto de Bicicletas CompartilhadasDocumento8 páginasProposta de Implantação de Projeto Piloto de Bicicletas CompartilhadasMarcos Vinicius Silva MarquesAinda não há avaliações
- 02.111 EDAT 16b PDFDocumento38 páginas02.111 EDAT 16b PDFdemem09Ainda não há avaliações
- Modelagem Avançadas de Peças - Solidworks 2015 Training PDFDocumento457 páginasModelagem Avançadas de Peças - Solidworks 2015 Training PDFrogerio fiorentiniAinda não há avaliações
- Gonzaga Duque - Crítica, Arte e Experiência Da Modernidade PDFDocumento112 páginasGonzaga Duque - Crítica, Arte e Experiência Da Modernidade PDFEduardo RosalAinda não há avaliações
- Cantares Da Educação Do Campo PDFDocumento17 páginasCantares Da Educação Do Campo PDFPaulo Davi Johann50% (2)
- Arquitetura Jesuítica No BrasilDocumento40 páginasArquitetura Jesuítica No Brasilrenatoribeiro_be100% (1)
- Mandala astrologica e suas 12 CasasDocumento4 páginasMandala astrologica e suas 12 CasasMeu Redondinho DonutsAinda não há avaliações
- Rituais de magia pagã Crúac para Vampiro: o RéquiemDocumento28 páginasRituais de magia pagã Crúac para Vampiro: o RéquiemKatrinneKrauzer100% (2)
- Gerenciamento de ProcessosDocumento90 páginasGerenciamento de ProcessosGerisval Alves Pessoa100% (6)
- Cap 12 - Análise de Dados CategorizadosDocumento16 páginasCap 12 - Análise de Dados CategorizadosHenrique Junio FelipeAinda não há avaliações
- Planejamento Semanal / Rotinário 1º Ano 2023 Escola: 1º Ano - A, B e C Plan 1º Ano - A, B e CDocumento4 páginasPlanejamento Semanal / Rotinário 1º Ano 2023 Escola: 1º Ano - A, B e C Plan 1º Ano - A, B e CKatia Maria MendonçaAinda não há avaliações
- GET GO COLLOCATIONSDocumento7 páginasGET GO COLLOCATIONSKleider KennedyAinda não há avaliações
- 12 LM CIE 2ANO 2BIM Quadro Bimestral TRTADocumento3 páginas12 LM CIE 2ANO 2BIM Quadro Bimestral TRTAregianeAinda não há avaliações
- Apostila Estatística Mat Vol 2 2008Documento23 páginasApostila Estatística Mat Vol 2 2008anon-92473100% (2)
- Concreto ColoridoDocumento142 páginasConcreto ColoridoDjeyfer StülpAinda não há avaliações
- Meu Pequeno Milagre - Serie Bitt - Vanessa Secolin PDFDocumento294 páginasMeu Pequeno Milagre - Serie Bitt - Vanessa Secolin PDFSoraia Fonseca OliveiraAinda não há avaliações
- Teoria da imputação objetiva: risco permitidoDocumento2 páginasTeoria da imputação objetiva: risco permitidoElói Ferreira PereiraAinda não há avaliações
- Acadframe - Gmec Set Eesc UspDocumento17 páginasAcadframe - Gmec Set Eesc UspGustavo Pereira SampaioAinda não há avaliações
- Dez Mandamentos para Escrita AcadêmicaDocumento4 páginasDez Mandamentos para Escrita AcadêmicaAlipe CássioAinda não há avaliações
- Bazin Mito Cinema TotalDocumento4 páginasBazin Mito Cinema TotalAmaterasuAinda não há avaliações
- Simulado Avaliação PsicologicaDocumento6 páginasSimulado Avaliação PsicologicaBruna De Oliveira Novais100% (2)