Você também pode gostar
- MASPDocumento88 páginasMASPNanepadilhaAinda não há avaliações
- Aula 19 Masp Dmaic KaizenDocumento64 páginasAula 19 Masp Dmaic KaizenRafaela PereiraAinda não há avaliações
- Ferramentas de Gestão Voltadas para melhoria da qualidade nas empresasNo EverandFerramentas de Gestão Voltadas para melhoria da qualidade nas empresasAinda não há avaliações
- Modelo 8D: Sistema de Gestão Integrada para Fornecedores WhirlpoolDocumento20 páginasModelo 8D: Sistema de Gestão Integrada para Fornecedores WhirlpoolzeroviegasAinda não há avaliações
- O diagrama de Ishikawa para a gestão do risco: Antecipar e resolver problemas dentro da empresaNo EverandO diagrama de Ishikawa para a gestão do risco: Antecipar e resolver problemas dentro da empresaAinda não há avaliações
- MASP Método de Análise e Solução de ProblemasDocumento12 páginasMASP Método de Análise e Solução de ProblemasErick AguiarAinda não há avaliações
- World Class Manufacturing (WCM)Documento21 páginasWorld Class Manufacturing (WCM)Lucas Henrique SantanaAinda não há avaliações
- Certificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoNo EverandCertificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoAinda não há avaliações
- Lean Specialist (Apostila Alunos)Documento173 páginasLean Specialist (Apostila Alunos)alexandrelymaAinda não há avaliações
- Pensamento e Relatório A3Documento27 páginasPensamento e Relatório A3Fábio KrepesAinda não há avaliações
- (MODELO) Mapeamento de Processo 1Documento70 páginas(MODELO) Mapeamento de Processo 1leoAinda não há avaliações
- WCM - Pilares 1 Ao 5Documento9 páginasWCM - Pilares 1 Ao 5William Ricardo Alzate BoteroAinda não há avaliações
- 8D Ou MASPDocumento24 páginas8D Ou MASPCarlosAinda não há avaliações
- 5'S - Vilson RauchDocumento100 páginas5'S - Vilson Rauchvilson rauch100% (1)
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
- Controle Estatistico de Processo - CEPDocumento45 páginasControle Estatistico de Processo - CEPrenato cesar de andrade100% (2)
- Volume 2 - O 5SDocumento93 páginasVolume 2 - O 5SCristiano Vasconcelos Coach100% (1)
- FA0096 - CQI23 Sistema de Moldagem - Rev01Documento55 páginasFA0096 - CQI23 Sistema de Moldagem - Rev01Silas Almeida100% (1)
- Apostila APQP MeirellesDocumento21 páginasApostila APQP Meirellesvvvv06Ainda não há avaliações
- Auditoria 5S - VoittoDocumento3 páginasAuditoria 5S - VoittoRobsonAinda não há avaliações
- Aula 5 - Ferramentas Da QualidadeDocumento15 páginasAula 5 - Ferramentas Da QualidadeAbinadab AraujoAinda não há avaliações
- Metodologia OEE PDFDocumento25 páginasMetodologia OEE PDFDiogoJSantosAinda não há avaliações
- Livro CronoanaliseDocumento121 páginasLivro CronoanaliseFábio Izeppe100% (2)
- Estudo de Caso DMAICDocumento10 páginasEstudo de Caso DMAICBruna AlmeidaAinda não há avaliações
- Slides Introdução Ao LeanDocumento80 páginasSlides Introdução Ao Leanrutifeliciano100% (1)
- Dmaic 6sigma Template Projeto - Rev1Documento20 páginasDmaic 6sigma Template Projeto - Rev1Felipe Crisóstomo100% (1)
- Apqp1 PDFDocumento40 páginasApqp1 PDFKawadasanAinda não há avaliações
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDocumento41 páginasFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- Twttp-Herca 2Documento1 páginaTwttp-Herca 2douglasdiniz483Ainda não há avaliações
- 5S ManservDocumento18 páginas5S ManservOliveira AlmeidaAinda não há avaliações
- Manual QSB Fiat - 3a Edição Janeiro 2014 PDFDocumento33 páginasManual QSB Fiat - 3a Edição Janeiro 2014 PDFEraldo Junior100% (1)
- Formação OS School PTDocumento120 páginasFormação OS School PTrammstein1974Ainda não há avaliações
- Ferramentas Lean ManufacturingDocumento11 páginasFerramentas Lean ManufacturingRafael BarrosAinda não há avaliações
- 5S Volume 1 - Haroldo RibeiroDocumento111 páginas5S Volume 1 - Haroldo RibeiroSofia Gonçalves de OliveiraAinda não há avaliações
- 5W2HDocumento17 páginas5W2HNighel FernandoAinda não há avaliações
- "O Gerente Lean" de Michael & Freddy BalléDocumento14 páginas"O Gerente Lean" de Michael & Freddy BalléMárcioSilveiraAinda não há avaliações
- VSM Simbolos Referencia RapidaDocumento11 páginasVSM Simbolos Referencia RapidaSérgio Eduardo Martincues100% (1)
- 5.1. Gestão Visual - Cae PDFDocumento14 páginas5.1. Gestão Visual - Cae PDFRobsonAinda não há avaliações
- Treinamento FMEADocumento64 páginasTreinamento FMEARafael Pádua Oliveira100% (1)
- Green Belt 2017Documento436 páginasGreen Belt 2017Ivair SantosAinda não há avaliações
- Gestão Da Qualidade - 5SDocumento17 páginasGestão Da Qualidade - 5SSandra Mara Bitencourt SoaresAinda não há avaliações
- Apostila Lean BásicoDocumento91 páginasApostila Lean BásicoEDVANDERSON DA SILVA CAMPOS100% (6)
- 7 Ferramentas Qualidade - HanseiDocumento44 páginas7 Ferramentas Qualidade - HanseiRobsonAinda não há avaliações
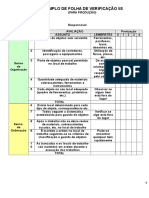
- Exemplo de Folha de Verificação para A ProduçãoDocumento3 páginasExemplo de Folha de Verificação para A ProduçãoMarcos100% (2)
- Círculos de Controle Da Qualidade (CCQ)Documento20 páginasCírculos de Controle Da Qualidade (CCQ)Gerisval Alves Pessoa100% (4)
- Treinamento PDCA e Ferramentas Da QualidadeDocumento109 páginasTreinamento PDCA e Ferramentas Da QualidadeYago Rezende100% (1)
- WCM DesmitificandoDocumento7 páginasWCM DesmitificandoMadknight GameplayAinda não há avaliações
- Aula 9 - Cep e 5W2HDocumento58 páginasAula 9 - Cep e 5W2HRafaela Pereira100% (1)
- Lean OfficeDocumento52 páginasLean OfficeIam RodriguesAinda não há avaliações
- CEPDocumento115 páginasCEPFabí HaskelAinda não há avaliações
- Fmea 2.0Documento39 páginasFmea 2.0Vitor BonessoAinda não há avaliações
- Book Manufatura IntegraçãoDocumento88 páginasBook Manufatura IntegraçãoEvandro BarrosAinda não há avaliações
- Logística e Supply Chain ManagementDocumento9 páginasLogística e Supply Chain ManagementEvandro Leal Evan0% (1)
- 1554207570fm2s-wcm 1Documento7 páginas1554207570fm2s-wcm 1RogerioAinda não há avaliações
- 5SDocumento72 páginas5SLuis Gomes100% (1)
- 5S e KaizenDocumento91 páginas5S e KaizenMárcioSilveiraAinda não há avaliações
- Especialista Lean ManufacturingDocumento17 páginasEspecialista Lean ManufacturingEguti EngenhariaAinda não há avaliações
- Manual Ufcd 7854 PDFDocumento138 páginasManual Ufcd 7854 PDFMaria João Maia100% (1)
- Relatório de Aula Praticas Materiais de EmbalagemDocumento7 páginasRelatório de Aula Praticas Materiais de EmbalagemJairlly NascimentoAinda não há avaliações
- As 365 Palavras Mais Comuns Da Lingua Inglesa Amostra PDFDocumento13 páginasAs 365 Palavras Mais Comuns Da Lingua Inglesa Amostra PDFhenrique67100% (1)
- 2016 - Guia - de - Normalizacao - Uece - V.1 - 21 - 08 - 2016Documento151 páginas2016 - Guia - de - Normalizacao - Uece - V.1 - 21 - 08 - 2016Manoel Nogueira Maia NetoAinda não há avaliações
- Avaliação Geog 2015Documento5 páginasAvaliação Geog 2015Debora Ribeiro100% (1)
- Método BCVDocumento378 páginasMétodo BCVarianizaratiniAinda não há avaliações
- Repositório de Fórmulas VisuaisDocumento40 páginasRepositório de Fórmulas VisuaisFelipe David100% (1)
- Poemas de SophiaDocumento5 páginasPoemas de SophiaAida Maria do Cortinhal MartinsAinda não há avaliações
- Simulado 01 - NegociaçãoDocumento2 páginasSimulado 01 - NegociaçãoPgfabe UnisAinda não há avaliações
- 123456Documento9 páginas123456Robert CookAinda não há avaliações
- Roteiro - 8° Ano - ArtesDocumento1 páginaRoteiro - 8° Ano - ArtesProf. Jesus BarbosaAinda não há avaliações
- A Prudencia em Maquiavel e GuicciardinoDocumento85 páginasA Prudencia em Maquiavel e GuicciardinoSebastião MatiasAinda não há avaliações
- Cartas de Um Morto Vivo (Elsa Barker) PDFDocumento91 páginasCartas de Um Morto Vivo (Elsa Barker) PDFPéricles NevesAinda não há avaliações
- Educacao Fisica Escolar - Miolo para AutoraDocumento324 páginasEducacao Fisica Escolar - Miolo para AutoraEdnaFrancieliAinda não há avaliações
- Apostila de Treinamento SENAI 1Documento248 páginasApostila de Treinamento SENAI 1Marcelo DA Silva Damiao Damiao100% (1)
- Projecto Mwilo Da Yetu MwiniDocumento6 páginasProjecto Mwilo Da Yetu MwiniCauchy JosemiroAinda não há avaliações
- Catalogo Induscor Ic-001-15r1Documento168 páginasCatalogo Induscor Ic-001-15r1Ricardo DêgeloAinda não há avaliações
- Modulacão FMDocumento20 páginasModulacão FMJoão Pedro CastroAinda não há avaliações
- Os Estreitos Utilizados Na Navegação Internacional e o Direito Internacional Do MarDocumento12 páginasOs Estreitos Utilizados Na Navegação Internacional e o Direito Internacional Do MarOldschool1982100% (1)
- UDK - Criando Seu Ambiente Do Início Ao Fim e Distribuindo Seu Jogo PDFDocumento9 páginasUDK - Criando Seu Ambiente Do Início Ao Fim e Distribuindo Seu Jogo PDFAllan LimaAinda não há avaliações
- Trabalho de Propriedade ImaterialDocumento9 páginasTrabalho de Propriedade ImaterialDomenico Russo JuniorAinda não há avaliações
- Predicação e Transitividade VerbalDocumento7 páginasPredicação e Transitividade Verbal201920192019 201920192019Ainda não há avaliações
- Artigo de Marcia NunesDocumento12 páginasArtigo de Marcia NunesTyego FranklimAinda não há avaliações
- AlfaCon Atos Administrativos Parte 1Documento3 páginasAlfaCon Atos Administrativos Parte 1Davi BezerraAinda não há avaliações
- Noções de AdministraçãoDocumento80 páginasNoções de AdministraçãoFelipe Brito100% (1)
- Teste de Personalidade BFPDocumento22 páginasTeste de Personalidade BFPFran GuerraAinda não há avaliações
- Segunda Aula - File Server e DFSDocumento146 páginasSegunda Aula - File Server e DFSandreyhlbAinda não há avaliações
- Jornal Diário Do País EDIÇÃO Nº1600 PMDDocumento4 páginasJornal Diário Do País EDIÇÃO Nº1600 PMDGeronimo NgocaAinda não há avaliações
- Aula 1 - Pesquisa, Conhecimento e Método CientíficoDocumento50 páginasAula 1 - Pesquisa, Conhecimento e Método Científicosnri0da9Ainda não há avaliações
- Conhecimentos GeraisDocumento33 páginasConhecimentos GeraisjohnatandiasAinda não há avaliações