Você também pode gostar
- ApostilaT CNC Fanuc 21iDocumento43 páginasApostilaT CNC Fanuc 21islayer_codec100% (4)
- Códigos de ProgramaçãoDocumento32 páginasCódigos de ProgramaçãoAdelson FreireAinda não há avaliações
- Cnc-Programação Comando FanucDocumento38 páginasCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- Plano de Rigging e de Movimentação de Cargas - Instruções GeraisDocumento45 páginasPlano de Rigging e de Movimentação de Cargas - Instruções GeraisZoroastro Vilar100% (2)
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Sistemade Tolerâncias e Ajustes ISODocumento41 páginasSistemade Tolerâncias e Ajustes ISOJonathann SouzaAinda não há avaliações
- Apostila Comando Siemens - TORNODocumento79 páginasApostila Comando Siemens - TORNOPedro Penha100% (1)
- Manual de Programação ISODocumento86 páginasManual de Programação ISOEverton FernandesAinda não há avaliações
- 03 Programacao Fanuc 21 PDFDocumento87 páginas03 Programacao Fanuc 21 PDFNaldoVicenteAinda não há avaliações
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- S61678-Manual de Programação e OperaçãoDocumento192 páginasS61678-Manual de Programação e OperaçãoEder FrutuosoAinda não há avaliações
- Reeducação Postural Global RPGDocumento86 páginasReeducação Postural Global RPGBruno Henrique100% (3)
- Bloco+de+exerci Cios+2-+morfologia+dos+pronomes+e+dos+verbos.Documento6 páginasBloco+de+exerci Cios+2-+morfologia+dos+pronomes+e+dos+verbos.Aline SoaresAinda não há avaliações
- Manual de Programação e Operação Siemens 802D SL Serie SKT KitDocumento32 páginasManual de Programação e Operação Siemens 802D SL Serie SKT KitLuiz Vicente Neto100% (1)
- Apostila Fanuc-Siemens CompletaDocumento76 páginasApostila Fanuc-Siemens CompletaM. Aguiar50% (2)
- A04 Caracterização de Partículas Câmaras Gravitacionais CiclonesDocumento58 páginasA04 Caracterização de Partículas Câmaras Gravitacionais CiclonesVictor Patrick Batista100% (1)
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- PROGRAMADOR (Apresentação Fanuc)Documento136 páginasPROGRAMADOR (Apresentação Fanuc)Cnc Page100% (2)
- (Cliqueapostilas - Com.br) Programacao Comando FanucDocumento38 páginas(Cliqueapostilas - Com.br) Programacao Comando FanucLucas AraujoAinda não há avaliações
- R69001D - Manual de Prog e OperDocumento217 páginasR69001D - Manual de Prog e OperValdair Jose De SouzaAinda não há avaliações
- Tutorial Programação Centro de UsinagemDocumento61 páginasTutorial Programação Centro de UsinagemFelipe VilaniAinda não há avaliações
- Cinematica Inversa 1GDLDocumento11 páginasCinematica Inversa 1GDLJean YabarrenaAinda não há avaliações
- Apostilatreinamentobasicohanwhaxd20 HDocumento59 páginasApostilatreinamentobasicohanwhaxd20 Hnilo_albertoAinda não há avaliações
- Programação CNCDocumento71 páginasProgramação CNCPaulo CezarAinda não há avaliações
- 05 Programacao Ciclo AutomaticoDocumento31 páginas05 Programacao Ciclo Automaticoluiz fernando PereiraAinda não há avaliações
- 1 Calc. Chaveta Completa - CópiaDocumento4 páginas1 Calc. Chaveta Completa - CópiaPascal CustonAinda não há avaliações
- Puma 560Documento25 páginasPuma 560Vlauber CostaAinda não há avaliações
- Usinagem em Máquinas CNCDocumento77 páginasUsinagem em Máquinas CNCRicardo MaliciAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Manual Do TornoDocumento15 páginasManual Do TornoAmérico CostaAinda não há avaliações
- Informações Resumidas para Facilitar A Programação Do Centur 35D - 074824Documento8 páginasInformações Resumidas para Facilitar A Programação Do Centur 35D - 074824nip09135561Ainda não há avaliações
- Xilog PlusDocumento76 páginasXilog PlusScribdTranslationsAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- Manual de Programação Ray FengDocumento36 páginasManual de Programação Ray FengThiago SantosAinda não há avaliações
- Apostila Centro de UsinagemDocumento22 páginasApostila Centro de UsinagemAgnaldo HeskoAinda não há avaliações
- 4AXIS Tutorial CNCMACHINEDocumento15 páginas4AXIS Tutorial CNCMACHINEvesperadosbrAinda não há avaliações
- Comando Numérico Computadorizado (CNC) : C.N.C DisciplinaDocumento37 páginasComando Numérico Computadorizado (CNC) : C.N.C DisciplinaTiago Silva100% (1)
- K3ha B005 7Documento1 páginaK3ha B005 7MSC AIR COMERCIALAinda não há avaliações
- Manufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCDocumento70 páginasManufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCgadandrade10062002Ainda não há avaliações
- 2 - Fanuc - Funções de Interpolação Linerar e CircularDocumento3 páginas2 - Fanuc - Funções de Interpolação Linerar e CircularM&F MaximoAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- 06 Programacao AutorotinaDocumento47 páginas06 Programacao Autorotinaluiz fernando PereiraAinda não há avaliações
- Cap 2Documento8 páginasCap 2Fernanda AraujoAinda não há avaliações
- CN 618 UsinagemDocumento56 páginasCN 618 UsinagemfeliperodriguefjsAinda não há avaliações
- Tarea2 OscarFernandoDocumento192 páginasTarea2 OscarFernandofernandoAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- WM 25020 Alargador D8,79 6CDocumento1 páginaWM 25020 Alargador D8,79 6CJonathann SouzaAinda não há avaliações
- Estrutura de Mercado e Formação de PreçosDocumento57 páginasEstrutura de Mercado e Formação de PreçosJonathann SouzaAinda não há avaliações
- VARIAVEISDocumento3 páginasVARIAVEISJonathann SouzaAinda não há avaliações
- Política MacroeconômicaDocumento59 páginasPolítica MacroeconômicaJonathann SouzaAinda não há avaliações
- Contas Nacionais e Indicadores EconômicosDocumento48 páginasContas Nacionais e Indicadores EconômicosJonathann SouzaAinda não há avaliações
- Desenvolvimento de Equipes de Alta PerformanceDocumento31 páginasDesenvolvimento de Equipes de Alta PerformanceJonathann SouzaAinda não há avaliações
- DGT0003 Plano de EnsinoDocumento4 páginasDGT0003 Plano de EnsinoJonathann SouzaAinda não há avaliações
- 04 - Criar - Programa - WMDocumento14 páginas04 - Criar - Programa - WMJonathann SouzaAinda não há avaliações
- 03-Zero Peça Na Face WMDocumento36 páginas03-Zero Peça Na Face WMJonathann SouzaAinda não há avaliações
- ECONOMIA EMPRESARIAL - Estácio - 2019.2 Questionário AV1 - Profº Marcelo P. LeiteDocumento1 páginaECONOMIA EMPRESARIAL - Estácio - 2019.2 Questionário AV1 - Profº Marcelo P. LeiteJonathann SouzaAinda não há avaliações
- 05-Teste Gráfico WMDocumento28 páginas05-Teste Gráfico WMJonathann SouzaAinda não há avaliações
- Ética, Inclusão e DiversidadeDocumento31 páginasÉtica, Inclusão e DiversidadeJonathann SouzaAinda não há avaliações
- Formulario de Desempenho FuncionarioDocumento1 páginaFormulario de Desempenho FuncionarioJonathann SouzaAinda não há avaliações
- Ficha de Controle de EstoqueDocumento4 páginasFicha de Controle de EstoqueJonathann SouzaAinda não há avaliações
- 01 - Criar Ferramenta WMDocumento24 páginas01 - Criar Ferramenta WMJonathann SouzaAinda não há avaliações
- 02 - Preset Ferramenta B WMDocumento17 páginas02 - Preset Ferramenta B WMJonathann SouzaAinda não há avaliações
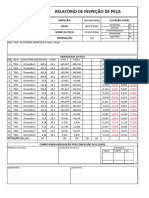
- Relatorio EixoDocumento18 páginasRelatorio EixoJonathann SouzaAinda não há avaliações
- Formulario de Avaliacao de TreinamentoDocumento4 páginasFormulario de Avaliacao de TreinamentoJonathann SouzaAinda não há avaliações
- Formulario de Avaliacao de TreinamentoDocumento6 páginasFormulario de Avaliacao de TreinamentoJonathann SouzaAinda não há avaliações
- Ficha de Controle de EstoqueDocumento4 páginasFicha de Controle de EstoqueJonathann SouzaAinda não há avaliações
- Escopo de ProjetoDocumento6 páginasEscopo de ProjetoJonathann SouzaAinda não há avaliações
- Anexo 6 - Template Do PM CanvasDocumento1 páginaAnexo 6 - Template Do PM CanvasJonathann SouzaAinda não há avaliações
- Declaração Do Escopo ProjetoDocumento2 páginasDeclaração Do Escopo ProjetoJonathann SouzaAinda não há avaliações
- Anexo 1 - Template Do Relatório de ProjetoDocumento22 páginasAnexo 1 - Template Do Relatório de ProjetoJonathann SouzaAinda não há avaliações
- 5W1H AttDocumento10 páginas5W1H AttJonathann SouzaAinda não há avaliações
- Um Breve Histórico Sobre A Entrevista LúdicaDocumento12 páginasUm Breve Histórico Sobre A Entrevista LúdicaSteffany GonçalvesAinda não há avaliações
- Av 2 Metodologia CientíficaDocumento3 páginasAv 2 Metodologia CientíficaDéboraAinda não há avaliações
- Questionario Unidade IDocumento6 páginasQuestionario Unidade IMarcelo Ávila100% (1)
- Como Construir Processos de Inovao CorporativaDocumento12 páginasComo Construir Processos de Inovao CorporativaRosane Helena GreiffoAinda não há avaliações
- Gestão de Projetos Tecnológicos - Av1Documento3 páginasGestão de Projetos Tecnológicos - Av1Revair CostaAinda não há avaliações
- Classificação Peneiramento Dimensionamento 3Documento10 páginasClassificação Peneiramento Dimensionamento 3felipeantunes01Ainda não há avaliações
- Perfil ATitudinal IDocumento9 páginasPerfil ATitudinal ImarildaAinda não há avaliações
- Natureza e CulturaDocumento2 páginasNatureza e CulturaEduarda MartinsAinda não há avaliações
- FCC - Grupo ContextoDocumento38 páginasFCC - Grupo Contextomarcos16vAinda não há avaliações
- Freud e Jung o Que A Emocao Nao Deixou ReunirDocumento14 páginasFreud e Jung o Que A Emocao Nao Deixou ReunirnaluahAinda não há avaliações
- Interfaces Transportes Passageiros (Brochura) (Imtt - 2011)Documento37 páginasInterfaces Transportes Passageiros (Brochura) (Imtt - 2011)Rui M. C. PimentaAinda não há avaliações
- Ricardo SerpaDocumento24 páginasRicardo SerpaEdu MendesAinda não há avaliações
- PDA - SW - 3.01 - v1.11Documento28 páginasPDA - SW - 3.01 - v1.11Adib DiasAinda não há avaliações
- Matemática - Fascículo 01 - Função Exponencial e LogaritmosDocumento9 páginasMatemática - Fascículo 01 - Função Exponencial e LogaritmosConcurso Vestibular100% (3)
- (V) Carta de Durkheim A BenDocumento4 páginas(V) Carta de Durkheim A BenArthur ItabaianaAinda não há avaliações
- Apostila de Redução Ao 1 Quadrante e Rel TrigonDocumento2 páginasApostila de Redução Ao 1 Quadrante e Rel TrigonRondineli LoureiroAinda não há avaliações
- Número Completo. Año VII. Vol 1. Junio 2020 PDFDocumento507 páginasNúmero Completo. Año VII. Vol 1. Junio 2020 PDFSebastian Andres Alejandro Mendoza Jimenez100% (1)
- Ilusões PerdidasDocumento3 páginasIlusões PerdidasClaudineia Do AmaralAinda não há avaliações
- Texto - Atividade Avaliativa 1 - O Trabalho em Sala de AulaDocumento6 páginasTexto - Atividade Avaliativa 1 - O Trabalho em Sala de AulanenenewsAinda não há avaliações
- Arquivamento de Registros InfDocumento20 páginasArquivamento de Registros InfVanessaMachadoAinda não há avaliações
- Miller, D. 2013. Treco, Troços e Coisas - Estudos Antropológicos Sobre A Cultura Material.Documento7 páginasMiller, D. 2013. Treco, Troços e Coisas - Estudos Antropológicos Sobre A Cultura Material.Jaqueline SousaAinda não há avaliações
- F228-ListaEx 1 GravitacaoDocumento3 páginasF228-ListaEx 1 GravitacaoJosé Carlos Salles JuniorAinda não há avaliações
- Introdução A Publicidade e PropagandaDocumento5 páginasIntrodução A Publicidade e PropagandaMariana CarvalhoAinda não há avaliações
- José de Souza Martins Capítulo V - A Sujeição Da Renda. - (MARTINS, 1981)Documento14 páginasJosé de Souza Martins Capítulo V - A Sujeição Da Renda. - (MARTINS, 1981)cirlene_ba100% (1)
- Pilhas e BateriasDocumento11 páginasPilhas e BateriasLee WallaceAinda não há avaliações
- Edital 017 2022 Aviso 025 2022 Processo Seletivo Bolsas de Monitoria de Pesquisa Portuguesa para Atuacao Junto A Catedra Fidelino de FigueiredoDocumento7 páginasEdital 017 2022 Aviso 025 2022 Processo Seletivo Bolsas de Monitoria de Pesquisa Portuguesa para Atuacao Junto A Catedra Fidelino de FigueiredoThiagoAinda não há avaliações