Você também pode gostar
- NBR17015 - Execução de Obras LinearesDocumento122 páginasNBR17015 - Execução de Obras LinearesJoão Rabelo50% (2)
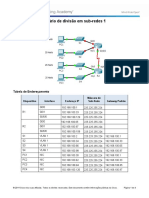
- Atividade 9 - 9.1.4.6 Packet Tracer - Subnetting Scenario 1 InstructionsDocumento4 páginasAtividade 9 - 9.1.4.6 Packet Tracer - Subnetting Scenario 1 InstructionsTonny Markz100% (1)
- Memoria de Calculo AndaimeDocumento21 páginasMemoria de Calculo AndaimeFernando Geraldo Silva Silva100% (1)
- Apostila MetrologiaDocumento32 páginasApostila MetrologiaJair SilvaAinda não há avaliações
- Metrologia - Curso de Inspetor de EquipamentosDocumento42 páginasMetrologia - Curso de Inspetor de EquipamentosHugo Mendonça100% (1)
- MetrologiaDocumento16 páginasMetrologiaJuvê CustódyoAinda não há avaliações
- Aula 01 - IntroduçãoDocumento20 páginasAula 01 - IntroduçãoAnderson FariasAinda não há avaliações
- 01 - Introdução À Metrologia - BásicaDocumento13 páginas01 - Introdução À Metrologia - BásicaLa AguiarAinda não há avaliações
- Trabalho de MetrologiaDocumento3 páginasTrabalho de MetrologiaCarlos Cesar FigueredoAinda não há avaliações
- TI 1 - Abraz Bamo - LEET11Documento10 páginasTI 1 - Abraz Bamo - LEET11Abraz BamoAinda não há avaliações
- Apostila Metrologia - SCDocumento108 páginasApostila Metrologia - SCQUALIDADE INJETA-RSAinda não há avaliações
- Metrologia - IntroduçãoDocumento64 páginasMetrologia - IntroduçãoHélio MachadoAinda não há avaliações
- Paper - MetrologiaDocumento7 páginasPaper - MetrologiaLuis Eduardo KoslowskiAinda não há avaliações
- Metrologia Mecânica BásicaDocumento52 páginasMetrologia Mecânica BásicaWhelder HilárioAinda não há avaliações
- Metrologia - Trabalho FeitoDocumento10 páginasMetrologia - Trabalho FeitoAbraz BamoAinda não há avaliações
- Metrologia Mediçoes e Sistema-1Documento14 páginasMetrologia Mediçoes e Sistema-1MomadeAinda não há avaliações
- Aula 1 Metrologia 2021 2Documento39 páginasAula 1 Metrologia 2021 2Genisson Batista100% (1)
- Apostila MetrologiaDocumento49 páginasApostila MetrologiaPaulo Gualandi100% (1)
- Vocabulário de Metrologia Legal INMETRODocumento30 páginasVocabulário de Metrologia Legal INMETRODiogoMahouAinda não há avaliações
- 5e62a7795e001 PDFDocumento54 páginas5e62a7795e001 PDFLUIZAinda não há avaliações
- 02 - Metrologia Dimensional No Processo de ManufaturaDocumento18 páginas02 - Metrologia Dimensional No Processo de ManufaturaRafael SimbaAinda não há avaliações
- Conem2012 1246Documento9 páginasConem2012 1246André Luiz MachadoAinda não há avaliações
- F. Almeida CCFDocumento25 páginasF. Almeida CCFJoao SousaAinda não há avaliações
- Job Composicao Dos Inspectores Da Metrologia em MoncambiqueDocumento12 páginasJob Composicao Dos Inspectores Da Metrologia em MoncambiqueRomeldo SoaresAinda não há avaliações
- Tecnologia e Processos de Mecanica Modulo 1 MetrologiaDocumento27 páginasTecnologia e Processos de Mecanica Modulo 1 MetrologiaMiguel FernandesAinda não há avaliações
- EsconDocumento8 páginasEsconMarcos CesarAinda não há avaliações
- Quimica Metrologia e Instrumentacao Industrial 2019Documento61 páginasQuimica Metrologia e Instrumentacao Industrial 2019Rafael MendoncaAinda não há avaliações
- Aula 4 RastreabilidadeDocumento17 páginasAula 4 RastreabilidadeJm MarinhoAinda não há avaliações
- TI1 - Miguel OrielDocumento8 páginasTI1 - Miguel OrielMiguelOriellAinda não há avaliações
- Nota 1 2020 INTRODUCAO ExercicioDocumento3 páginasNota 1 2020 INTRODUCAO ExercicioLucas Alves PinheiroAinda não há avaliações
- Aula 1 - MetrologiaDocumento37 páginasAula 1 - MetrologiaAriel Arthur VieiraAinda não há avaliações
- Job o Papel Do Estado Na Metrologia Legal444Documento13 páginasJob o Papel Do Estado Na Metrologia Legal444Romeldo SoaresAinda não há avaliações
- RastreabilidadeDocumento3 páginasRastreabilidadezeco3Ainda não há avaliações
- Metrologia - IntroducaoDocumento32 páginasMetrologia - IntroducaoIzaiane SilvaAinda não há avaliações
- RMRS DOC - 53 Incerteza de MediçãoDocumento32 páginasRMRS DOC - 53 Incerteza de MediçãoSuelen RabelloAinda não há avaliações
- Atividade Avaliativa 01 - AA01Documento7 páginasAtividade Avaliativa 01 - AA01Cado Nani DemetrechenAinda não há avaliações
- Apostila - Metrologia - Sistemas de Medição e MetrologiaDocumento85 páginasApostila - Metrologia - Sistemas de Medição e MetrologiaJose Carlos Martins JuniorAinda não há avaliações
- MetrologiaDocumento63 páginasMetrologiaCleber MateusAinda não há avaliações
- Programa SiteDocumento7 páginasPrograma SiteDanielle GontijoAinda não há avaliações
- 5 Metrologia - 08022016Documento132 páginas5 Metrologia - 08022016Pablo CruzAinda não há avaliações
- 2-2022 - Introducao À Metrologia Industrial - Apontamentos-EstudantesDocumento7 páginas2-2022 - Introducao À Metrologia Industrial - Apontamentos-EstudantesAnatólio MacárioAinda não há avaliações
- Metrologia 11Documento91 páginasMetrologia 11Thiago MoreiraAinda não há avaliações
- AP Metrologia 2017 PDFDocumento108 páginasAP Metrologia 2017 PDFAdilson RezendeAinda não há avaliações
- 07 - Estratégias para Preservar A Confiabilidade Nos Resultados de Medição 3DDocumento15 páginas07 - Estratégias para Preservar A Confiabilidade Nos Resultados de Medição 3DRafael SimbaAinda não há avaliações
- Relatorio PaquimetroDocumento7 páginasRelatorio PaquimetrodoverrodriguesAinda não há avaliações
- ApresentaçaoDocumento27 páginasApresentaçaoMomadeAinda não há avaliações
- Aula 02Documento22 páginasAula 02Mauricio NunesAinda não há avaliações
- Desenvolvimento de Estratégias para Promover O Uso Da Incerteza de Medição No Contexto Industrial Da Metrologia Por CoordenadasDocumento177 páginasDesenvolvimento de Estratégias para Promover O Uso Da Incerteza de Medição No Contexto Industrial Da Metrologia Por CoordenadasDouglas Duarte De SousaAinda não há avaliações
- Aula 1 - Introdução A Metrologia MecânicaDocumento22 páginasAula 1 - Introdução A Metrologia MecânicaGabriel Almeida LopesAinda não há avaliações
- Tecnologia e Processos de Mecânica - Módulo 1 - MetrologiaDocumento27 páginasTecnologia e Processos de Mecânica - Módulo 1 - MetrologiapauloAinda não há avaliações
- Apostila MetrologiaDocumento43 páginasApostila MetrologiaWilliam FagundesAinda não há avaliações
- Apostila Técnicas de Medição Dimensional - Documentos GoogleDocumento57 páginasApostila Técnicas de Medição Dimensional - Documentos GoogleHelbert SabadinAinda não há avaliações
- Importância Da MetrologiaDocumento50 páginasImportância Da MetrologiaHelmuth SouzaAinda não há avaliações
- Metrologia - Rotas - Aula 3Documento20 páginasMetrologia - Rotas - Aula 3Alex BalduinoAinda não há avaliações
- Material Complementar de Sistemas de Medição e MetrologiaDocumento85 páginasMaterial Complementar de Sistemas de Medição e MetrologiaRenato PiresAinda não há avaliações
- Etrologia Imensional: Inspeção de Sistemas de Medição de Gás NaturalDocumento10 páginasEtrologia Imensional: Inspeção de Sistemas de Medição de Gás NaturalisaacsavioAinda não há avaliações
- Apostila Metrologia Industrial PDFDocumento123 páginasApostila Metrologia Industrial PDFCRM_SPAinda não há avaliações
- F7 - Ficha de Trabalho Sobre VIM e NormasDocumento2 páginasF7 - Ficha de Trabalho Sobre VIM e NormasAntónio FrançaAinda não há avaliações
- Plano de Ensino Novo Instrumentação e MetrologiaDocumento8 páginasPlano de Ensino Novo Instrumentação e MetrologiakarolchockAinda não há avaliações
- Termografia Aplicada A Manutenção IndustrialNo EverandTermografia Aplicada A Manutenção IndustrialAinda não há avaliações
- Indicador De Convergência De Tecnologias Em Prontuário Digital De PacientesNo EverandIndicador De Convergência De Tecnologias Em Prontuário Digital De PacientesAinda não há avaliações
- Avaliação de Fornecedores FERPAK QuestionarioDocumento12 páginasAvaliação de Fornecedores FERPAK QuestionarioAntonio Melgaço da SilvaAinda não há avaliações
- Resolução Cne/cp 1, de 18 de Fevereiro de 2002Documento7 páginasResolução Cne/cp 1, de 18 de Fevereiro de 2002Leandro SantosAinda não há avaliações
- FT 13 VW3Documento2 páginasFT 13 VW3Antonio Melgaço da SilvaAinda não há avaliações
- FT 12 VCMDocumento2 páginasFT 12 VCMAntonio Melgaço da SilvaAinda não há avaliações
- Custos Hospitalares ExercíciosDocumento1 páginaCustos Hospitalares ExercíciosAntonio Melgaço da SilvaAinda não há avaliações
- Aulas 08 e 09 - Processos de Moldagem e Macharia em AreiasDocumento20 páginasAulas 08 e 09 - Processos de Moldagem e Macharia em Areiasjakare_69Ainda não há avaliações
- Inspeção de Equipamentos - Historia PDFDocumento12 páginasInspeção de Equipamentos - Historia PDFLuciano RezendeAinda não há avaliações
- 1 - Medição de PressãoDocumento43 páginas1 - Medição de PressãonebulimedAinda não há avaliações
- Avaliação de Fornecedores FERPAK QuestionarioDocumento12 páginasAvaliação de Fornecedores FERPAK QuestionarioAntonio Melgaço da SilvaAinda não há avaliações
- Solda MODULFORM Ensaios Mecânicos AttachfileuDocumento130 páginasSolda MODULFORM Ensaios Mecânicos AttachfileuAntonio Melgaço da SilvaAinda não há avaliações
- Normas de Segurança Da InformaçãoDocumento17 páginasNormas de Segurança Da InformaçãoJon DelphiAinda não há avaliações
- SOA - Lista de Exercícios PDFDocumento8 páginasSOA - Lista de Exercícios PDFMarcelo CobiasAinda não há avaliações
- Jasper ReportsDocumento11 páginasJasper ReportsJader DimerAinda não há avaliações
- 4 TCP IpDocumento27 páginas4 TCP IpJesué Lucas DiogoAinda não há avaliações
- Como Transportar Imagens em Uma DLLDocumento4 páginasComo Transportar Imagens em Uma DLLemersoncouto1972Ainda não há avaliações
- Guia de Atualização Dos Alarmes Intelbras - 01-21Documento2 páginasGuia de Atualização Dos Alarmes Intelbras - 01-21Edare Segurança EletrônicaAinda não há avaliações
- Partida Direta Bomba Dagua PDFDocumento1 páginaPartida Direta Bomba Dagua PDFMatheus WesleyAinda não há avaliações
- Can BusDocumento5 páginasCan BussuperspifAinda não há avaliações
- NextCall Server IP - ManualDocumento25 páginasNextCall Server IP - ManualMatheus AntunesAinda não há avaliações
- Datasheet - Growatt MIC 3KWDocumento2 páginasDatasheet - Growatt MIC 3KWAurora Inovações SustentáveisAinda não há avaliações
- NBR 14851-2-2002 - Revestimento de Pisos - Mantas (Rolos) e Placas de Linóleo - Parte 2 - Procedimentos para Aplicação e ManutençãoDocumento11 páginasNBR 14851-2-2002 - Revestimento de Pisos - Mantas (Rolos) e Placas de Linóleo - Parte 2 - Procedimentos para Aplicação e ManutençãoduanbalduinoAinda não há avaliações
- Arquivos CSV para Lotes de Migração IMAPDocumento5 páginasArquivos CSV para Lotes de Migração IMAPJonathan RuverAinda não há avaliações
- Manual Egx100mgDocumento2 páginasManual Egx100mgcleytonlageAinda não há avaliações
- Aula 06 - Kit de Desenvolvimento PIC18F (RF - Explorer)Documento24 páginasAula 06 - Kit de Desenvolvimento PIC18F (RF - Explorer)wp1981Ainda não há avaliações
- ND12 Rev05 - 07 - 2018Documento212 páginasND12 Rev05 - 07 - 2018João P MAinda não há avaliações
- TV LCD H-Buster HBTV-2203HD - HBTV-2204HD Mais FonteDocumento24 páginasTV LCD H-Buster HBTV-2203HD - HBTV-2204HD Mais FontezinhofeAinda não há avaliações
- Rede de ComputadoresDocumento56 páginasRede de ComputadoresSamuel Lima100% (1)
- Protocolos de ComunicaçãoDocumento20 páginasProtocolos de ComunicaçãoRafaelAinda não há avaliações
- Estrutura de RedesDocumento2 páginasEstrutura de RedesRoitier Campos GonçalvesAinda não há avaliações
- Interruptor EntelliGuard GDocumento220 páginasInterruptor EntelliGuard GHenry ArrvalAinda não há avaliações
- Guia UnimedDocumento17 páginasGuia UnimedEmilia R. FerreiraAinda não há avaliações
- Fluxo Lnga + Minigd - Eqtl GoiásDocumento3 páginasFluxo Lnga + Minigd - Eqtl GoiásLucivan JoelAinda não há avaliações
- Guia HX600 (Celular)Documento13 páginasGuia HX600 (Celular)Rodrigo BilheiroAinda não há avaliações
- Cabo Coaxial e Par TrançadoDocumento4 páginasCabo Coaxial e Par TrançadoMauricio Volkweis AstiazaraAinda não há avaliações
- PG-INF-001 - Requisitos Da QualidadeDocumento15 páginasPG-INF-001 - Requisitos Da QualidadeJoao DamianiAinda não há avaliações
- Catalogo Conexões SmsDocumento14 páginasCatalogo Conexões SmsCadu TozettiAinda não há avaliações
- ComÊxito - Curso - ISO 9001 - 2015Documento5 páginasComÊxito - Curso - ISO 9001 - 2015Oliveira400Ainda não há avaliações