Você também pode gostar
- Check-List APQP (Desenvolvimento de Produtos)Documento4 páginasCheck-List APQP (Desenvolvimento de Produtos)LauEnzo100% (1)
- Auditoria EscalonadaDocumento3 páginasAuditoria EscalonadaMarcos PoffoAinda não há avaliações
- Processo de Aprovação de Peça de Produção - PPAP - 4o EdiçãoDocumento27 páginasProcesso de Aprovação de Peça de Produção - PPAP - 4o Ediçãodesenvolvimento2741100% (1)
- Atividade Objetiva 01 - Análise de Investimentos - 2021 - 2 - CristianDocumento5 páginasAtividade Objetiva 01 - Análise de Investimentos - 2021 - 2 - CristianCristianAinda não há avaliações
- Apresentação VDA 6.3 Da VWDocumento98 páginasApresentação VDA 6.3 Da VWCarlão Foragenocidajá90% (10)
- Apresentação APQP CI08122010Documento45 páginasApresentação APQP CI08122010alvaro duarte100% (1)
- APQP - CompletoDocumento119 páginasAPQP - CompletoMonica Santos100% (2)
- Treinamento PPAP BasicoDocumento56 páginasTreinamento PPAP BasicoAndre Domeneche100% (1)
- Iatf 16949 2016Documento60 páginasIatf 16949 2016undread100% (1)
- Introdução A Tópicos Contemporâneos em AdministraçãoDocumento5 páginasIntrodução A Tópicos Contemporâneos em AdministraçãoSávio LemosAinda não há avaliações
- Apqp1 PDFDocumento40 páginasApqp1 PDFKawadasanAinda não há avaliações
- Auditoria de ProcessosDocumento17 páginasAuditoria de ProcessosmidduarteAinda não há avaliações
- Curso PPAP Básico 4a. Ed Jun20 EADDocumento149 páginasCurso PPAP Básico 4a. Ed Jun20 EADDIEGO JULIO NAPIVOSKIAinda não há avaliações
- Fmea ApostilaDocumento12 páginasFmea Apostilamarcelocaiooliveira100% (1)
- Apqp PDFDocumento50 páginasApqp PDFLEANDRO MORGANI SANTOSAinda não há avaliações
- APQPDocumento149 páginasAPQPflavioprado1100% (1)
- Check de ImplementaçãoDocumento1 páginaCheck de ImplementaçãoVagner SantosAinda não há avaliações
- Fmea Aiag Vda QSC 2 Slides Rev0Documento79 páginasFmea Aiag Vda QSC 2 Slides Rev0Keity Miranda100% (1)
- Dicas para Determinar A Frequência de CalibraçãoDocumento10 páginasDicas para Determinar A Frequência de CalibraçãoJofre FelixAinda não há avaliações
- CQI12Documento47 páginasCQI12hmp90Ainda não há avaliações
- Masp e Ferramentas Da QualidadeDocumento57 páginasMasp e Ferramentas Da QualidadeGood Liffe100% (2)
- Iatf 16949-2016 - Requisitos e Transição - MudançasDocumento8 páginasIatf 16949-2016 - Requisitos e Transição - MudançasCarlos SáAinda não há avaliações
- Auditoria Produtos ManufaturadosDocumento73 páginasAuditoria Produtos ManufaturadosGeuza E António MarquesAinda não há avaliações
- Auditoria EscalonadaDocumento4 páginasAuditoria EscalonadaRosane Marques da RosaAinda não há avaliações
- VDA 6 Parte 3 Conceitos 1Documento73 páginasVDA 6 Parte 3 Conceitos 1Tutu GuriAinda não há avaliações
- Ferramentas Da QualidadeDocumento10 páginasFerramentas Da Qualidadejacd2kAinda não há avaliações
- MaspDocumento96 páginasMasphelenacombis100% (1)
- Perfil Do Auditor - ISODocumento2 páginasPerfil Do Auditor - ISOJorge Adriano Schuchardt JuniorAinda não há avaliações
- QGS - PPAP 4 Edição SlideDocumento146 páginasQGS - PPAP 4 Edição SlidedesouzavanildoAinda não há avaliações
- (MODELO) Mapeamento de Processo 1Documento70 páginas(MODELO) Mapeamento de Processo 1leoAinda não há avaliações
- FMEADocumento7 páginasFMEAJennifer EvansAinda não há avaliações
- Projeto ABNT NBR ISO 9000 2015Documento62 páginasProjeto ABNT NBR ISO 9000 2015edkibrit100% (2)
- Auditoria IATF16949 2Documento14 páginasAuditoria IATF16949 2Bruno MarceloAinda não há avaliações
- Cqi 14Documento32 páginasCqi 14Rosane Marques da Rosa100% (1)
- 03-Manual de Requisitos de APQP e PPAP - Revisão02Documento44 páginas03-Manual de Requisitos de APQP e PPAP - Revisão02Clauco Tiago Seno RoqueAinda não há avaliações
- 4 - Apostila Curso ISO 9001 - 2015Documento89 páginas4 - Apostila Curso ISO 9001 - 2015Homero Januncio100% (1)
- Análise Comparativa ISO 9000 e VDA 6 - ArtigoDocumento10 páginasAnálise Comparativa ISO 9000 e VDA 6 - ArtigoAnderson SantiAinda não há avaliações
- CEPDocumento115 páginasCEPFabí HaskelAinda não há avaliações
- Novo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialDocumento18 páginasNovo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialAlex Silva50% (2)
- Manual Do FornecedorDocumento51 páginasManual Do FornecedorKetrin EgsterAinda não há avaliações
- Auditoria EscalonadaDocumento17 páginasAuditoria EscalonadaSamuelsonLeite0% (1)
- Exercicios ISO 9001 PDFDocumento19 páginasExercicios ISO 9001 PDFRoberto PossarleAinda não há avaliações
- Plano de Controle Rev3Documento4 páginasPlano de Controle Rev3hmp90Ainda não há avaliações
- 2 - (DMAIC) - Gestão Projeto Melhoria de ProcessosDocumento261 páginas2 - (DMAIC) - Gestão Projeto Melhoria de ProcessosSérgio SilvaAinda não há avaliações
- Mudanças IATF 16949:2016Documento78 páginasMudanças IATF 16949:2016Gabriel Santiago Ruy Coutrin83% (6)
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
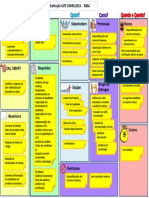
- Canvas Implantação IATF 16949-2016-V01 - MBADocumento1 páginaCanvas Implantação IATF 16949-2016-V01 - MBATesteAinda não há avaliações
- Treinamento Auditor Iatf 16949Documento64 páginasTreinamento Auditor Iatf 16949José Doria Neto DoriaAinda não há avaliações
- Vda6 3Documento13 páginasVda6 3Dintreinamentos Qualificação IndustrialAinda não há avaliações
- Direito Do Trabalho II ResumoDocumento44 páginasDireito Do Trabalho II ResumoLezzio Elidio0% (1)
- Controladoria Av1Documento5 páginasControladoria Av1victor afonsoAinda não há avaliações
- Brownie PerfeitoDocumento10 páginasBrownie PerfeitomarcosAinda não há avaliações
- BM&F - Mini Indice PDFDocumento8 páginasBM&F - Mini Indice PDFIgor TorresAinda não há avaliações
- ArewGE - Gestão Empresarial InteligenteDocumento2 páginasArewGE - Gestão Empresarial InteligenteAkira SatoAinda não há avaliações
- Universidade Gregório Semedo GCDocumento12 páginasUniversidade Gregório Semedo GCJackson AcksonAinda não há avaliações
- Apostila Gestão de Pessoas IIDocumento142 páginasApostila Gestão de Pessoas IINildar Dos Santos100% (2)
- A Lei de Imigração e Nacionalidade Dos EUADocumento2 páginasA Lei de Imigração e Nacionalidade Dos EUAEdivaldo SantosAinda não há avaliações
- Currículo Rodrigo Blasi OlandoskiDocumento3 páginasCurrículo Rodrigo Blasi OlandoskiDigonesAinda não há avaliações
- Aula 11 CPC 17 (r1) - CPC 20Documento52 páginasAula 11 CPC 17 (r1) - CPC 20ADRIANNOLEITEAinda não há avaliações
- Danfe: Rac - Radiologia Aguas Claras LtdaDocumento1 páginaDanfe: Rac - Radiologia Aguas Claras LtdaDayna SilvaAinda não há avaliações
- Manual de Compras Diretas TCU - WordDocumento17 páginasManual de Compras Diretas TCU - Wordrudney1980Ainda não há avaliações
- Pensamento SistemicoDocumento16 páginasPensamento SistemicoHelena ReisAinda não há avaliações
- 2a Lista PCPDocumento12 páginas2a Lista PCPveraluciarbAinda não há avaliações
- Tomada de Decisão Com Múltiplos Critérios (Dissertação)Documento128 páginasTomada de Decisão Com Múltiplos Critérios (Dissertação)RicardoAinda não há avaliações
- Arquitetura Dos Sistemas de Apoio A DecisãoDocumento10 páginasArquitetura Dos Sistemas de Apoio A DecisãoDiana SantosAinda não há avaliações
- Real State Terms Termos ImobiliáriosDocumento131 páginasReal State Terms Termos ImobiliáriosCharles CamposAinda não há avaliações
- Home CareDocumento22 páginasHome Carericardoalvarenga86Ainda não há avaliações
- PROVA ONLINE - 16 - 10 - 2021 - Estratégia Empresarial e Competitividade - 2021 - 2Documento10 páginasPROVA ONLINE - 16 - 10 - 2021 - Estratégia Empresarial e Competitividade - 2021 - 2Mayra VieiraAinda não há avaliações
- CNPJ Ekis PreventDocumento1 páginaCNPJ Ekis PreventCesar SantosAinda não há avaliações
- Contrato Particular de Compra e Venda Com Reserva de DomínioDocumento4 páginasContrato Particular de Compra e Venda Com Reserva de DomíniohunczinskiiAinda não há avaliações
- Cod. J-007 - MATSUI - Aichi-Ken Toyohashi-ShiDocumento4 páginasCod. J-007 - MATSUI - Aichi-Ken Toyohashi-ShiMiyake MirianAinda não há avaliações
- Manual Planilha LS OpçõesDocumento7 páginasManual Planilha LS OpçõesDenis CamilloAinda não há avaliações
- Domingos de Oliveira CaetanoDocumento3 páginasDomingos de Oliveira CaetanoRonaldo BravoAinda não há avaliações
- ICMS - Quebra de Estoque PDFDocumento7 páginasICMS - Quebra de Estoque PDFCédrigo LoboAinda não há avaliações
- Lordsleem JR., A.C. Duarte, C.M.M. Monteiro, E.C.B. Barkokébas JuniorDocumento8 páginasLordsleem JR., A.C. Duarte, C.M.M. Monteiro, E.C.B. Barkokébas JuniorRodolfo RabeloAinda não há avaliações
- Gestão FinanceiraDocumento254 páginasGestão FinanceiraTiago Marques100% (1)
- Atividade Prática Unica - Tecnicas de Planejamnento e NegociacaoDocumento3 páginasAtividade Prática Unica - Tecnicas de Planejamnento e NegociacaofaustinoribeiromarceloAinda não há avaliações