Escolar Documentos
Profissional Documentos
Cultura Documentos
Tecnologia de Soldadura
Enviado por
Orlando VicenteDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tecnologia de Soldadura
Enviado por
Orlando VicenteDireitos autorais:
Formatos disponíveis
Tecnologia de Soldadura
Antnio Accio Lima Paulo Alfredo Cunha EDIO : A. JORGE LIMA , LDA NOVEMBRO 2004
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Ficha tcnica Ttulo: Autores: Tecnologia de Soldadura Antnio Accio Lima Paulo Alfredo Cunha
Copyright AJORGE LIMA , LDA expressamente proibida a reproduo no todo ou em parte da presente obra sem autorizao do editor de harmonia com a lei em vigor. Edio: A. JORGE LIMA LDA PORTO
___________________________________________________________________________________________________
Pgina 2 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
NOTA INTRODUTRIA Este livro, pela sua prpria natureza, no tem a pretenso de esgotar o tema Tecnologia de Soldadura, que todos os dias ampliado e enriquecido com tcnicas novas.
Aspira, essencialmente, a compilar os elementos essenciais a considerar na realizao das soldaduras em estruturas metlicas.
A informao que se proporciona ser til aos soldadores qualificados ou em fase de qualificao. Este livro contm, ainda, informao para todas as pessoas ligadas directa ou indirectamente com o Processo Especial de Soldadura.
Os autores
___________________________________________________________________________________________________
Pgina 3 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
INDICE
Pgina 1 PROCESSO ESPECIAL DE SOLDADURA 2 PROCESSOS DE SOLDADURA 2.1 - SOLDADURA POR ELCTRODO REVESTIDO 2.2 - PROCESSO DE SOLDADURA POR ARCO SUBMERSO 2.3 - PROCESSO DE SOLDADURA T.I.G. 2.4 - PROCESSO DE SOLDADURA M.I.G./M.A.G. 2.5 - PROCESSO DE SOLDADURA POR RESISTNCIA 3 - APLICABILIDADE DOS PROCESSOS DE SOLDADURA 4 - ARCO ELCTRICO DESCRIO GERAL DO ARCO 5 SIMBOLOGIA 6 TIPOS DE JUNTAS E POSIES DE SOLDADURA 7 PREPARAO DAS JUNTAS ANTES DE SOLDAR 8 RECOMENDAES DE SEGURANA 9 DEFORMAES DAS SOLDADURAS 10 - DESCONTINUIDADES NAS SOLDADURAS 11 INSPECO E ENSAIOS DE SOLDADURA 12 REFERNCIAS BIBLIOGRFICAS 21 31 33 34 40 56 57 58 60 72 75 88 5 6 6 7 16
___________________________________________________________________________________________________
Pgina 4 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
1 PROCESSO ESPECIAL DE SOLDADURA
At ao sculo XIX o nico processo de soldadura existente era o utilizado pelo ferreiro, o qual concentrava calor na zona que queria ligar provocando a sua fuso ou deformao. A soldadura por fuso s se tornou uma realidade aps a inveno do arco elctrico.
Os processos de soldadura por arco elctrico so, sem dvida, os processos mais importantes de soldadura por fuso. H pelo menos 35 processos de soldadura com diferentes variantes e na maioria dos casos utiliza-se calor para fundir o metal, de forma a criar a ligao entre as partes a serem soldadas, as quais solidificam ao retirar-se a fonte de calor. um mtodo de unio de metais de elevada eficincia, econmico e flexvel o qual permite aos engenheiros e projectistas novas possibilidades na utilizao dos materiais.
Os processos de soldadura por fuso tm-se desenvolvido e melhorado significativamente. Eles so responsveis pela grande parte das ligaes soldadas e a sua variedade torna possvel ao utilizador seleccionar o processo e a tcnica adequada de acordo com a aplicao em causa e os metais envolvidos.
___________________________________________________________________________________________________
Pgina 5 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
2 PROCESSOS DE SOLDADURA
2.1 - SOLDADURA POR ELCTRODO REVESTIDO
A soldadura manual com arco elctrico (Manual Metal
Arc=MMA) tambm
conhecida como soldadura com arco protegido, Soldadura com Elctrodo Revestido (SER) ou soldadura electrogneo. o mais antigo e verstil dos vrios processos de soldadura. No processo SER estabelecido um arco elctrico entre a ponta dum elctrodo revestido e a pea de trabalho o que origina a transferncia ao longo do arco de gotas de metal em fuso para o banho de fuso formado na zona da junta de soldadura.
Estas gotas de metal, bem como todo o banho em fuso, so protegidas da contaminao atmosfrica atravs de um envelope gasoso gerado pela decomposio do revestimento do elctrodo.
A escria que se produz flutua sobre o banho em fuso protegendo o metal depositado da contaminao atmosfrica durante o perodo de solidificao.
A escria que, entretanto, solidificou deve ser removida aps a execuo de cada passe de soldadura.
Actualmente produzem-se centenas de tipos de elctrodos contendo ligas que garantem aos respectivos metais depositados caractersticas de durabilidade e resistncia mecnica.
Este processo essencialmente utilizado para a soldadura de ligas ferrosas na fabricao de estruturas metlicas, na construo naval e nos trabalhos de metalomecnica em geral.
Apesar da relativa lentido de execuo do processo, devido s trocas de elctrodo e necessidade de remover a escria, esta permanece como uma das tcnicas de soldadura mais flexveis apresentando vantagens notrias em reas de acesso restrito.
___________________________________________________________________________________________________
Pgina 6 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
2.2 - PROCESSO DE SOLDADURA POR ARCO SUBMERSO Definio
A soldadura por arco submerso um processo de soldadura envolvendo um arco elctrico, no qual a junta soldada realizada atravs de fuso simultnea dos bordos dos materiais a soldar e de um ou mais fios elctrodos, os quais formam conjuntamente o banho de fuso. Este totalmente coberto por um fluxo granulado o qual funde parcialmente formando a escria.
Princpios de funcionamento
Uma fonte de corrente M ligada ao elctrodo atravs do tubo de contacto e pea. O material de adio constitudo por um fio contnuo e um fluxo granular que armazenado num pequeno silo e depositado na zona do arco. A fim de evitar que o elctrodo sofra um sobre aquecimento devido s altas intensidades de corrente usadas, a tomada de corrente pelo elctrodo feita num ponto prximo da zona do arco.
O arco formado est contido numa cavidade cheia de gases (CO2, CO, etc) e vapores dos metais fundidos: esta cavidade circundada por um lado pelo metal base no fundido e por outro pelo metal depositado que est a solidificar-se.
No topo do metal solidificado forma-se uma fina camada de escria slida, que tem origem no fluxo fundido, a qual recobre toda a superfcie do cordo de soldadura. Por baixo da escria, o metal fundido apresenta uma superfcie praticamente lisa, caracterstica deste processo, devido elevada quantidade de calor transmitido ao banho de fuso e baixa velocidade de arrefecimento do metal em contacto com a escria.
O fluxo um elemento bsico de todo o processo, tornando possvel as condies de funcionamento que o diferenciam de todos os outros processos de soldadura.
___________________________________________________________________________________________________
Pgina 7 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
O fluxo no estado fundido torna-se extremamente condutor de electricidade, no sendo no entanto condutor a frio, o que pode dificultar o escorvamento do arco. O arco escorvado tocando com o elctrodo na pea.
O fluxo assegura a proteco do banho contra a atmosfera, pela criao de um envelope liquido de fluxo. Tem ainda uma aco de limpeza, modifica a composio qumica e influencia a zona do metal fundido.
O fluxo que no fundido durante a soldadura recuperado (aspirado e reciclado) para ser utilizado de novo, uma vez que a sua composio e propriedades no so alteradas.
De salientar que atendendo ao facto do arco elctrico no ser visvel, torna-se indispensvel um rigoroso ajustamento dos parmetros de soldadura antes de se iniciar a operao.
Para se obter soldaduras de alta qualidade necessrio ter um material base homogneo, sem sujidades (na zona a soldar), e sem outras impurezas. Ou seja, necessrio uma boa preparao da junta.
Uma das grandes vantagens deste processo de soldadura resulta do facto do arco elctrico estar completamente tapado, o que permite a utilizao de correntes elevadas sem que existam exploses ou salpicos do metal em fuso, evitando-se simultaneamente o contacto do metal em fuso com a atmosfera. As altas correntes utilizadas originam fortes penetraes, sendo tambm o rendimento trmico elevado devido ao facto de grande parte do arco estar abaixo da superfcie da chapa a soldar.
Parmetros do processo
A correcta seleco dos parmetros de soldadura, para uma dada espessura e tipo de junta, de fundamental importncia para evitar defeitos de soldadura.
Na Tabela so apresentados os parmetros do processo bem como os seus efeitos.
PARMETRO Intensidade de corrente
AFECTA Quantidade de metal fundido; Profundidade de penetrao.
EFEITOS Aumentando a velocidade de alimentao do elctrodo aumentamos a corrente de soldadura e a velocidade de depsito; Quanto maior a densidade de corrente maior a penetrao. Aumentado a tenso do arco aumenta a largura do cordo no caso de soldaduras sobre chapa ou topo a topo de bordos rectos com afastamento nulo; Elevando a tenso pode diminuir a penetrao se a preparao tiver um pequeno chanfro.
Tenso de soldadura
Efeito na diluio.
___________________________________________________________________________________________________
Pgina 8 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________ Continuao
PARMETRO
AFECTA
EFEITOS Velocidades elevadas reduzem a penetrao e a largura do cordo, aumentando a probabilidade de ocorrncia de porosidade; A velocidades de soldadura elevadas devem usar-se tenses baixas, caso contrrio podero ocorrer desvios do arco. Quanto maior a extenso do elctrodo maior a taxa de fuso mas menos estvel o arco dando origem a falhas e cordes irregulares. Muito finas podem provocar salpicos que originam porosidades; Muito grossas pode originar um cordo de soldadura de mau aspecto.
Velocidade de soldadura Extremidade livre do elctrodo (Stickout) Espessura da camada de fluxo
Profundidade de penetrao; Largura do cordo.
Taxa de fuso; Estabilidade do arco. Qualidade do cordo de soldadura.
Tabela Parmetros do processo e seus efeitos. Consumveis
Os consumveis utilizados so os elctrodos e os fluxos, sendo a combinao entre eles, juntamente com o metal de base e o procedimento de soldadura, que determinam as propriedades mecnicas do cordo de soldadura.
Fluxos
Os fluxos so compostos minerais fusveis em vrias propores e sob a forma granular. A classificao dos diversos tipos de fluxos existentes no mercado pode ser feita de diversos modos, atendendo sua composio, caractersticas qumicas, mtodo de fabrico ou uso.
Fio elctrodo
Os elctrodos so normalmente fios slidos, fornecidos na forma de bobinas, com diferentes tamanhos, dependendo do tipo e quantidade de soldaduras a realizar. Estes fios so produzidos por trefilagem e podem ter um revestimento superficial de cobre.
Equipamentos
Em todos os equipamentos convencionais de soldadura existem trs operaes fundamentais: escorvamento do arco elctrico, manuteno do arco elctrico e deslocamento do arco ao longo da soldadura.
As duas primeiras operaes so realizadas pela mquina de soldadura, enquanto que a terceira executada pelo sistema de movimentao integrado no equipamento. Alguns equipamentos modernos permitem fazer uma sensorizao do cordo de
___________________________________________________________________________________________________
Pgina 9 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
soldadura, utilizando para tal sensores adequados, e permitindo assim uma correco dos parmetros de soldadura durante a sua execuo.
Um equipamento de soldadura por arco submerso constitudo por uma mquina de soldadura, tocha de soldadura, alimentador do material de adio (fio elctrodo), sistema de controlo, dispositivo de alimentao de fluxo e cabos elctricos e sistema de movimentao.
Exemplos:
___________________________________________________________________________________________________
Pgina 10 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
___________________________________________________________________________________________________
Pgina 11 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Algumas tcnicas de soldadura
Fixao
Devem ser limitados os deslocamentos das peas a soldar. Se necessrio utilizar pingos, grampos, gabarits para a fixao. Se as peas forem muito espessas, bastam pingos para alinhar a junta. Se as peas tiverem espessuras finas, as peas devem ser grampeadas.
Inclinao
Os trabalhos devem executar-se preferencialmente ao baixo. Pode tolerar-se ligeira inclinao, com soldadura a fazer-se na descendente.
Indicadores e prolongadores de soldadura
Servem para iniciar e acabar a soldadura fora da pea a soldar. Evita-se defeitos de arranque e de finalizao na pea.
___________________________________________________________________________________________________
Pgina 12 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Posio do fio
Existem trs factores a considerar: alinhamento do fio em relao junta, ngulo de inclinao na direco lateral, direco do fio (para a frente ou para trs).
Suporte de soldaduras Cobrejuntas
Dadas as caractersticas do processo (utilizao de um fluxo granulado) torna-se necessrio, por vezes, suportar o cordo de raiz. Isto , sempre que existe um certo afastamento entre os materiais h necessidade de haver suporte artificial ou de um cordo anterior. Existem cinco mtodos de suporte do metal fundido: barras de ao (cobrejunta em ferro), cobrejunta em fita cermica, cobrejunta de metal de soldadura (primeiro passo manual), cobrejunta de cobre e cobrejunta de fluxo.
Soldaduras circunferenciais
Quando se efectuam soldaduras circunferenciais em tubos, reservatrios ou outras peas com configurao cilndrica, devem tomar-se as devidas precaues de modo a evitar derramento de fluxo ou do banho de fuso.
Na figura (a e b) so ilustradas trs posies possveis do elctrodo em relao pea. A posio 2 aquela que conduz a melhores resultados sob o ponto de vista de aparncia do cordo e facilidade de remoo da escria.
A posio 1 aquela que produz cordes com pior aparncia, sendo difcil controlar o banho de fuso, principalmente em peas de pequeno dimetro.
O desfasamento do elctrodo, em relao posio vertical, deve ser tal, que o metal depositado deve estar completamente solidificado ao passar no ponto vertical de modo a evitar derramento do banho de fuso ou distoro do cordo.
___________________________________________________________________________________________________
Pgina 13 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Defeitos de soldadura
Podem ocorrer com o processo de soldadura por Arco Submerso defeitos cujas causas mais comuns so descritas na Tabela.
DEFEITOS DE SOLDADURA
CAUSAS MAIS COMUNS Pode ocorrer superfcie ou no interior da soldadura; Contaminao das superfcies da junta por leos, tintas, massa, lubrificantes, xidos, etc. Estas substncias decompem-se por efeito do calor desenvolvido pelo arco dando origem a produtos gasosos; Fluxo contendo humidade; Fluxo insuficiente, principalmente em cordes circunferenciais; Contaminantes contidos no fluxo, como poeiras; Polaridade incorrecta. A polaridade positiva menos susceptvel ao aparecimento da porosidade. No muito frequente com este processo a menos que o fluxo no esteja bem seco. mais frequente; Est em geral associada com a forma do cordo. Cordes estreitos e profundos so susceptveis a este tipo de fissurao; Este problema pode ser agravado quando existem no metal base elementos como o enxofre e o fsforo em teores elevados, devendo nestes casos diminuir-se ao mximo a diluio e prestar ateno forma do cordo.
POROSIDADE
Induzida pelo Hidrognio Na solidificao ou a quente
FISSURAO
Tabela Defeitos na soldadura .
Materiais de adio para diversos tipos de aos
Aos macios
A escolha do fluxo est dependente, em geral, do grau de soldabilidade requerida, excepto em aplicaes para baixas temperaturas. Nestes casos prefervel usar fluxos que produzam metal depositado com um nvel de incluses baixo.
Em geral, os fabricantes de materiais de adio do indicaes que podem ser teis na escolha do binrio fio-fluxo mais indicado para determinada aplicao.
Aos C-Mn microligados
Devido ao efeito da diluio, elementos de liga do metal base podem ser introduzidos no metal depositado o que poder alterar significativamente as propriedades do metal depositado. O Nibio (Nb), por exemplo, aumenta a resistncia do metal depositado, embora possa reduzir a sua tenacidade. O mesmo se passa com o Vandio (V) principalmente se o Nb est presente tambm. ___________________________________________________________________________________________________
Pgina 14 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Boas propriedades de resistncia e tenacidade so obtidas quando os teores de Mangansio e Molibdnio, Nquel e Boro so suficientemente elevados.
Aplicaes
A soldadura por arco submerso tem a sua maior aplicao na soldadura de ao carbono e de baixa liga, embora seja tambm aplicvel soldadura do ao inoxidvel, alumnio e cobre.
Trata-se de um processo utilizado sobretudo em soldadura ao baixo, em que os cordes a realizar tm um grande comprimento e so rectilneos.
utilizada em fabricao, manuteno e recuperao de peas metlicas e encontra uma grande aplicao em estaleiros navais, reservatrios, fbricas de perfis e estruturas metlicas, tubagens, automvel, etc.
___________________________________________________________________________________________________
Pgina 15 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
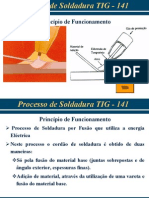
2.3 - Processo de soldadura por arco elctrico com elctrodo refractrio e proteco gasosa (T.I.G.)
Princpio do processo Soldadura T.I.G. (Tungten Inert Gas) um processo de soldadura por arco elctrico, no qual este estabelecido, atravs de um elctrodo no consumvel e a pea no seio de uma atmosfera de proteco de gs inerte (Argon ou Hlio). O elctrodo utilizado em geral de tungstnio.
O calor desenvolvido pelo arco suficiente para fundir a pea formando um banho de fuso ao qual se pode juntar um metal de adio para completar a soldadura.
Uma segunda funo do arco a limpeza da superfcie do banho de fuso e do metal de base adjacente, de xidos superficiais, no sendo portanto necessrio a utilizao de fluxo. O gs de proteco deve ser inerte para que no haja contaminao do elctrodo de tungstnio.
A escolha do tungstnio, como elctrodo, devida ao seu elevado ponto de fuso e sua elevada emissividade. A primeira caracterstica permite a reduo de desgaste do elctrodo enquanto a segunda facilita a ionizao e por consequncia o estabelecimento do arco e a sua manuteno.
___________________________________________________________________________________________________
Pgina 16 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Instalaes de soldadura
Soldadura em corrente contnua
Utiliza-se corrente contnua de polaridade directa (polo - ao elctrodo, polo + pea) para soldar aos macios, aos inoxidveis e cobre.
Soldadura em corrente alternada
A corrente alternada absolutamente necessria para a soldadura do alumnio, magnsio e suas ligas. Este tipo de corrente permite quebrar a camada de xidos e realizar a decapagem do banho de fuso, facilitando a soldadura.
A soldadura em corrente contnua e polaridade inversa (polo + ao elctrodo, polo pea), origina fraca penetrao, largura do banho de fuso demasiado elevada e desgaste rpido do elctrodo. Por isso na prtica quase no se utiliza.
Elctrodos usados no processo T.I.G.
Inicialmente comeou por usar-se elctrodos de tungstnio puro, no entanto verificou-se que a adio de 1% a 2% de Trio (xidos de trio) ou Zircnio (xidos de zircnio) trazia vantagens para o processo. A adio destes xidos ao tungstnio puro aumenta a emisso de electres melhorando o escorvamento do arco e sua reignio, e portanto a estabilidade do arco, particularmente com intensidades de corrente baixa. Ao mesmo tempo esses elementos aumentam a durao dos elctrodos, podem ser utilizados com maiores intensidades de corrente e diminuem a possibilidade de introduzir incluses de tungstnio no metal depositado.
Os elctrodos de tungstnio com 1-2% de Trio so recomendados para soldadura em corrente contnua; o seu uso no recomendado na soldadura do alumnio e ligas leves.
Os elctrodos de tungstnio com Zircnio foram desenvolvidos para serem usados com corrente alternada e portanto so particularmente recomendados para a soldadura de alumnio e magnsio e respectivas ligas.
Produtos consumveis
Gs de proteco
Os gases de proteco utilizados no processo T.I.G. desempenham fundamentalmente duas funes: proporcionam uma atmosfera fcilmente ionizvel e protegem o banho de fuso da contaminao pelo oxignio e azoto do ar. Os gases mais utilizados so: Argon - um gs inerte, sem cheiro, no txico e apresenta as seguintes vantagens: produz um arco estvel, ___________________________________________________________________________________________________
Pgina 17 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
a tenso do arco baixa para uma dada corrente, boa aco de decapagem na soldadura do alumnio, fcil acendimento do arco, baixos dbitos para uma proteco eficaz; Hlio - um gs inerte, menos denso que o Argon e por isso apresenta como desvantagem em relao ao Argon o facto de necessitar de 2 a 2,5 vezes maior caudal para dar a mesma proteco. A caracterstica principal do Hlio a sua elevada condutibilidade trmica que o torna vantajoso na soldadura de grandes espessuras ou em aplicaes mecnicas de elevada velocidade.
As misturas argon-hlio podero ser vantajosas em aplicaes onde se deseje um compromisso entre as caractersticas de ambos.
A utilizao de misturas argon-hidrognio limita-se aos aos inoxidveis e ligas de nquel-cobre, j que o hidrognio produz efeitos prejudiciais na maioria dos outros materiais.
O caudal necessrio para se obter uma soldadura de qualidade depende de vrios factores: material base, forma e dimetro da tocha, tipo de junta e local de trabalho.
Metais de adio
Os metais de adio, quando usados, so em geral semelhantes mas no necessariamente idnticos ao material a soldar. Em geral, a composio do metal de adio ajustada de modo a atingir as caractersticas do metal base. Para minimizar a oxidao, devida existncia de xidos superficiais ou de mistura de ar no gs de proteco, adicionam-se elementos desoxidantes ao material de adio.
Materiais Base
O processo T.I.G. pode ser usado para soldar uma grande variedade de materiais. , especialmente, indicado para a soldadura de materiais altamente reactivos com os quais se podem obter soldaduras isentas de defeitos, quando se utilizam cmaras de argon ou buses especiais. O comportamento dos metais, durante a soldadura com T.I.G., pode ser correlacionado com a estabilidade do xido que se forma sua superfcie. Na Tabela seguinte so indicados os defeitos que podem ocorrer e modo de os evitar, para diversos tipos de materiais. Tipo de xido
Facilmente reduzido
Metal
Prata, Cobre, Nquel, Ferro Ao Inox, Inconel, Nimonics
Defeito Tpico
Porosidade. Oxidao superficial; Incluses de xidos; Sulcos na raiz. Endurecimento e fragilizao devido ao O2 e N2. Remoo do filme de xido.
Mtodo de eliminar o defeito
Usar um metal de adio com desoxidante.
Estvel insolvel no metal
Proteco gasosa do lado da raiz. Proteco adequada do metal base e depositado; Metais reactivos precisam de proteco adicional. Usar corrente alternada.
Estvel solvel no metal
Nibio, Tntalo, Zircnio, Titnio Alumnio, Magnsio
xido refractrio
Tabela Defeitos e modo de os eliminar. ___________________________________________________________________________________________________
Pgina 18 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Soldadura T.I.G. de alguns materiais
Aos ao carbono (percentagem de C menor ou igual a 0,30)
A soldadura T.I.G. aplica-se principalmente na soldadura de chapas finas (espessura inferior a 3 mm e vulgarmente sem vareta de adio em chapas muito finas). A chama do arco, no tem qualquer aco desfavorvel sobre a soldadura, que dar bons resultados com aos calmados. Na soldadura de aos efervescentes corre-se o risco de se formarem poros, devido combinao do carbono com o oxignio (formao de monxido de carbono - CO). Se utilizarmos um metal de adio calmado (contendo silcio) e de alta pureza poderemos obter soldaduras de boa qualidade.
Deve utilizar-se corrente contnua, polaridade directa (polo ao elctrodo) e escorvar-se o arco fora da soldadura, sobre uma placa de cobre.
Aos ao carbono (% C > 0,30) e aos de baixa liga
Este tipo de aos sempre fornecido no estado calmado. Assim, para a soldadura pelo processo T.I.G. destes materiais, utiliza-se um metal de adio do mesmo tipo mas sempre calmado. A limpeza qumica, no aconselhada para a preparao das superfcies a unir devido ao risco da libertao do hidrognio. A natureza da corrente idntica ao caso anterior.
Aos inoxidveis
Estes aos so essencialmente calmados pelo que podem ser soldados com ou sem metal de adio ou em passes mltiplos. A condutibilidade trmica destes aos pequena (a tera parte dos aos correntes), pelo que as chapas espessas podero ser soldadas com uma intensidade relativamente fraca e em chapas finas. A proteco pelo argon suprime a perda de elementos, as projeces so nulas e os cordes lisos, brilhantes e de bom aspecto. Alm disso, a concentrao de calor necessria ao processo T.I.G., reduz, neste tipo de aos, as deformaes.
A soldadura deve ser executada exclusivamente em corrente contnua, plo negativo ao elctrodo.
Aplicaes
A soldadura T.I.G. apresenta vantagens significativas para uma larga diversidade de aplicaes industriais, as quais vo desde a elevada qualidade requerida na indstria aeroespacial e nuclear, elevada velocidade necessria para a fabricao de tubos e chapas, at flexibilidade que a soldadura T.I.G. apresenta para trabalhos de reparao.
Este processo de soldadura permite um controlo preciso da entrega trmica pelo que recomendado para a ligao de metais de pequena espessura e para a realizao de cordes em componentes sensveis aos calor. ___________________________________________________________________________________________________
Pgina 19 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
um processo adequado para soldar quase todos os metais, particularmente alumnio e magnsio, bem como metais reactivos, como o titnio e o zircnio. Pode-se tambm soldar aos ligados, aos inoxidveis e ligas de nquel entre outras.
A soldadura T.I.G. pode ser utilizada com todos os tipos de juntas e preparaes em chapa, tubo ou quaisquer outras formas.
A utilizao do processo T.I.G. sem material de adio, particularmente indicada para espessuras finas, sendo uma tcnica facilmente automatizvel.
Alguns sistemas recentes incorporam controlo adaptativo o que permite a correco dos parmetros do processo. O objectivo manter a qualidade da soldadura constante, independentemente das alteraes que os parmetros possam sofrer. O ajuste de cada varivel, como intensidade de corrente ou comprimento do arco, realizado atravs de monitorizao das caractersticas do cordo, nomeadamente a largura do banho de fuso.
Em determinados sistemas esto incorporados outros dispositivos que permitem controlar o posicionamento do elctrodo ou, quando se usa metal de adio, a taxa de fuso.
___________________________________________________________________________________________________
Pgina 20 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
2.4 - Processo de soldadura por arco elctrico com fio elctrodo e proteco gasosa (M.I.G./M.A.G.)
Principio do Processo A soldadura M.I.G./M.A.G. (Metal Inert Gas / Metal Active Gas) um processo de soldadura por arco elctrico no qual se utiliza um fio elctrodo consumvel de alimentao contnua, na ponta do qual se estabelece o arco elctrico, e uma proteco gasosa.
O elctrodo, o arco, a zona fundida e a pea a soldar so protegidos da contaminao atmosfrica por um fluxo de gs activo ou inerte que passa atravs da tocha da soldadura.
Este processo permite a obteno de elevada densidade de corrente, dado o pequeno dimetro do fio elctrodo consumvel, o que tambm ocasiona uma elevada taxa de fuso do fio.
Quando o gs de proteco um gs inerte, como o Argon, o processo conhecido como M.I.G. (Metal Inert Gas). Quando o gs de proteco um gs activo, como o CO2, o processo conhecido como M.A.G. (Metal Active Gas). Parmetros do processo
Os principais parmetros que influenciam a qualidade do cordo de soldadura realizado, utilizando o processo M.I.G. / M.A.G. so os seguintes: intensidade de corrente, tenso do arco, velocidade de soldadura, extenso do elctrodo, posio da tocha, dimetro do elctrodo e tipo de gs de proteco.
Para que o processo de soldadura seja eficaz em cada situao, isto , para um determinado tipo metal base, dimetro do fio, tipo de junta, existe um equilbrio entre os vrios parmetros de soldadura.
INTENSIDADE DE CORRENTE O aumento do seu valor tem como resultado o aumento da penetrao, da largura do cordo de soldadura e tambm da quantidade de metal depositado. ___________________________________________________________________________________________________
Pgina 21 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
O valor da intensidade de corrente varia com a velocidade de alimentao do fio e o valor correcto a utilizar numa determinada situao varia com a composio qumica do elctrodo e o seu dimetro.
TENSO DO ARCO O valor ideal a utilizar para se obter uma bom cordo de soldadura difcil de determinar requerendo muita experimentao para ser alcanado; O seu valor influenciado pela espessura do metal de base, pelo tipo de junta, pela posio de soldadura, pelo dimetro do fio e pelo gs de proteco; O aumento do seu valor faz aumentar a largura do cordo e diminuir a penetrao; Quando so utilizados valores muito altos aparecem porosidades, salpicos e bordos queimados.
VELOCIDADE DE AVANO Este parmetro influencia principalmente a penetrao e a largura do cordo. Com o seu aumento, diminui a largura do cordo e a penetrao.
Figura . Efeito do aumento da velocidade de soldadura na profundidade de penetrao e largura do cordo.
EXTENSO DO ELCTRODO OU STICK-OUT
Com o seu aumento, aumenta a quantidade de fio fundido devido ao aumento do calor. de ter em conta que a extenso do elctrodo tambm no pode ser demasiado elevada pois o arco torna-se instvel porque o fio comea tremer e por falta de proteco gasosa dando origem a porosidades e a um cordo irregular com menor penetrao. ___________________________________________________________________________________________________
Pgina 22 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
POSIO DA TOCHA A posio correcta a utilizar depende do dimetro do fio, da posio de soldadura e do tipo de junta a ser soldado.
Tabela . Comparao entre soldadura esquerda e a soldadura direita Direco de soldadura Soldadura esquerda Pouco Penetrao profunda Largura do cordo Convexidade Tendncia para o aparecimento de poros Falta de fuso Largo Baixa Maior Maior Soldadura direita Mais profunda Estreito Alta Menor Menor
GS DE PROTECO O gs de proteco tem influncia em muitos aspectos, tais como: a estabilidade do arco, a geometria do cordo e as propriedades mecnicas.
___________________________________________________________________________________________________
Pgina 23 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Como exemplo referimos alguns gases de proteco utilizados:
� AO CARBONO CORGON 18/Linde ( Argon com 18% de CO2) M21/NP EN 439 � AO INOXIDVEL CRONIGON 2/Linde (Argon com 2.5% de CO2) M12/NP EN 439 � LIGAS DE ALUMNIO ARGON I1/NP EN 439
Metal de adio semelhana do gs de proteco, a escolha adequada do metal de adio feita em funo de um nmero considervel de factores, como o metal que estamos a soldar, as propriedades mecnicas requeridas, o modo de transferncia de metal pretendido e a posio de soldadura. O fio mais adequado soldadura de um dado material deve ser, em termos de composio qumica, o mais similar possvel ao metal base, tendo no entanto presente que a maior parte das vezes, para a obteno das caractersticas mecnicas mais favorveis, necessria a alterao da composio do metal de adio com alguns elementos de liga. Os fios consumveis mais comuns tm dimetros entre 0.8 e 1.2 mm e so comercializados em bobines ou rolos. Os fios consumveis recomendados para cada material so os seguintes: METAL DE ADIO METAL BASE ( Material a ser soldado ) AO CARBONO AO INOXIDVEL St12/DIN 1623 ; St37.2/DIN 17100 ; St44.2/DIN 17100 ; St52.3/DIN 17100 3Cr12/Cromweld X2CrNi12/EN 10088-2 AISI 304 ( Material adicionado junta de soldadura que, em conjunto com o material base, estabelece a ligao entre as peas a soldar ) SG2/DIN 8559 ; SG3/DIN 8559 ER309LSI/AWS A5.9-93 ER308LSI/AWS A5.9-93
Equipamento Uma instalao de soldadura M.I.G. / M.A.G. pode ser semi-automtica ou automtica.
A denominao semi-automtica deve-se ao facto da alimentao do fio elctrodo se fazer automaticamente pela mquina, sendo as restantes operaes realizadas pelo soldador.
No caso de soldadura totalmente automtica, aps a regulao dos parmetros pelo operador, este no tem mais interferncia na operao de soldadura.
___________________________________________________________________________________________________
Pgina 24 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
O equipamento necessrio para o funcionamento do processo M.I.G. / M.A.G. constitudo pelos seguintes elementos:
1 - Fonte de alimentao
2 - Gs de proteco
3 - Unidade de alimentao do fio
4 - Tocha de soldadura
5 - Caixa de comando
6 - Manoredutor e Debitmetro
7 Refrigerao (opcional)
MQUINA SINRGICA
Quando a velocidade de alimentao varia, acidentalmente ou intencionalmente, os parmetros de soldadura so ajustados de forma a manter as mesmas condies operatrias.
___________________________________________________________________________________________________
Pgina 25 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Modos de transferncia
O processo M.I.G. / M.A.G. pode subdividir-se em dois processos de soldadura conforme o modo de transferncia de material do elctrodo para a pea.
O mtodo original, usado principalmente com ligas no ferrosas no qual o metal do elctrodo transferido sob a forma de um Spray de goticulas.
O segundo mtodo dito de Curto Circuito ou Transferncia por Imerso no qual a transferncia do metal feito atravs de uma srie de curto circuitos entre o elctrodo e a pea.
Transferncia em Spray
Quando a intensidade de corrente baixa a transferncia do metal feita sob a forma de grandes gotas as quais so transferidas pela aco da gravidade.
medida que a intensidade de corrente aumenta, a velocidade de transferncia das gotas aumenta at um valor tal para o qual outras foras entram em jogo diminuindo o tamanho das gotas com consequente aumento da frequncia de transferncia das gotculas.
A intensidade para a qual se d a transio do modo de transferncia de globular para spray chamada a corrente de transio, a qual varia com a polaridade, tipo de material, gs de proteco, dimetro do fio e extenso do elctrodo.
Para valores inferiores intensidade de corrente de transio, formam-se na ponta do elctrodo gotas de dimetro superior ao dimetro do fio as quais aumentam de tamanho at que a fora de gravidade superior tenso superficial do metal fundido, nesse momento d-se a separao da gota fazendo-se a sua transferncia atravs do arco.
Para intensidades maiores que a corrente de transio forma-se um spray de gotculas de pequeno dimetro: verifica-se que essas gotculas so arrancadas do fio e aceleradas atravs da coluna do arco, formando-se um arco rgido, e a transferncia feita independentemente da gravidade.
Este modo de transferncia usado, principalmente, com as ligas de alumnio embora tambm possa ser usado com os aos.
___________________________________________________________________________________________________
Pgina 26 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
So apresentados a seguir esquematicamente os modos de transferncia com a indicao da frequncia de transferncia das gotas:
Figura Modos de transferncia Globular, Spray e Spray com intensidades elevadas.
O gs de proteco usado em geral o Argon misturado com outros gases.
___________________________________________________________________________________________________
Pgina 27 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Transferncia por curto circuito A transferncia por curto circuito ocorre quando o metal transferido para a pea de trabalho apenas durante o perodo em que o elctrodo est em contacto com o banho de fuso.
Quando a fuso do fio se inicia e o banho de fuso se forma, a ponta do elctrodo penetra no banho causando um curto circuito.
Este facto resulta num rpido aumento de temperatura no fio (originado pela corrente de curto circuito passando atravs da pea) e a ponta do elctrodo em fuso destaca-se sendo absorvida pelo banho de fuso.
Este arco mantm o circuito elctrico e produz calor suficiente para manter o banho de fuso fluido.
O elctrodo continua a fundir e a ponta penetra uma vez mais no banho de fuso.
Esta sequncia de acontecimentos repetida com uma frequncia que varia de 20 a 200 vezes por segundo.
Este modo de transferncia indicado para soldadura em posio e tem a vantagem de o calor fornecido pea (entrega trmica) ser mantido num valor baixo. Este aspecto reduz a distoro e torna possvel a soldadura de chapas finas e passes de raiz.
Apesar da transferncia de metal ocorrer unicamente durante o curto circuito, a composio do gs de proteco tem uma influncia importante na estabilidade operatria do processo. O tipo de gs influncia a dimenso da gota, a durao do curto circuito e a quantidade de salpicos. Uma proteco de CO2 puro d origem a um arco mais instvel e a maior ___________________________________________________________________________________________________
Pgina 28 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
libertao de salpicos, mas, d tambm origem a uma maior penetrao. Para a obteno de uma base de compromisso entre a libertao de salpicos e a penetrao, utilizam-se misturas de Argon e CO2 em metais ferrosos como os aos carbono, carbono-mangans, baixa liga e microligados e adies de Hlio para metais no ferrosos.
Desenvolvimentos recentes do processo Corrente Pulsada
Esta tcnica permite a soldadura em todas as posies em aos por transferencia por Spray.
As foras necessrias para destacar e transferir as gotas de metal fundido do fio para a pea so proporcionais ao quadrado da intensidade da corrente.
Com densidades de corrente baixas fornam-se normalmente gotas de grandes dimenses sendo a transferencia feita normalmente por aco da gravidade; pelo contrrio densidades de corrente elevadas do origem transferncia tipo Spray devido s elevadas foras criadas.
Em soldadura com arco pulsante debitada uma densidade de corrente elevada em perodos determinados a fim de destacar e transferir a gota de metal fundido a qual tem vindo a formarse durante um perodo em que a intensidade de corrente baixa.
Com esta tcnica usam-se duas fontes de corrente: uma debita uma corrente de base, suficiente para escorvar o arco e manter ionizado o espao entre o elctrodo e a pea; a outra debita a intensidade de corrente elevada que ir provocar a transferncia da gota.
A intensidade mdia assim obtida determinar a velocidade de fuso do elctrodo.
Esta tcnica de soldadura veio alargar o campo de aplicao do processo M.I.G. tanto na soldadura de metais ferrosos como no ferrosos.
___________________________________________________________________________________________________
Pgina 29 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
As principais vantagens so: soldadura isenta de salpicos, aspecto regular da superfcie do cordo, penetrao constante, possibilidade de ser usada em todas as posies, energia trmica posta em jogo por unidade de metal depositado mais elevada que no caso do Curto Circuito, contedo de carbono do metal depositado mais reduzido, gama de intensidades mais vasta. Equipamentos
Uma instalao de soldadura M.I.G. / M.A.G. pode ser manual (semi-automtica) ou automtica.
A denominao semi-automtica deve-se ao facto da alimentao do fio elctrodo se fazer automaticamente pela mquina, sendo as restantes operaes realizadas pelo soldador. No caso de soldadura totalmente automtica, aps a regulao dos parmetros pelo operador, este no tem mais interferncia na operao de soldadura.
O equipamento necessrio para o funcionamento do processo M.I.G. / M.A.G. constitudo pelos seguintes elementos: fonte de alimentao da corrente de soldadura, fonte de gs de proteco, unidade e alimentao do fio, tocha ou pistola de soldadura, caixa de comando, manoredutor e debitmetro (no caso de se estar a utilizar o dixido de carbono - CO2 - necessrio utilizar tambm um pr-aquecedor).
Elctrodo
Com este processo de soldadura podem-se soldar quase todos os tipos de materiais, porque existe uma grande diversidade de consumveis que permitem a soldadura dos mais variados materiais. O fio mais adequado soldadura de um dado material de um modo geral um consumvel com uma composio qumica o mais similar possvel composio do material de base.
As caractersticas mecnicas da junta obrigam, no entanto muitas vezes a que o fio consumvel no tenha a mesma composio qumica ou uma composio similar do material base, mas sim uma composio qumica diferente.
Outro factor a tomar em conta a atmosfera de proteco usada durante a soldadura, porque para soldar um dado material, como por exemplo um ao carbono de baixa liga se se usar uma atmosfera inerte ou uma atmosfera activa, a composio qumica do fio consumvel no dever ser a mesma, devido necessidade de se ter um teor de desoxidantes mais elevado quando a atmosfera protectora activa .
___________________________________________________________________________________________________
Pgina 30 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
2.5 - Processo de soldadura por Resistncia
Neste processo o calor necessrio para a fuso obtido pondo-se as peas a soldar em contacto uma com a outra e fazendoas atravessar por uma corrente elctrica de modo que encontre elevada resistncia. O aquecimento provoca ento a fuso.
Faz-se passar a corrente entre dois elctrodos, um fixo e outro mvel. O aquecimento que provoca a fuso produz-se na seco de maior resistncia. Os elctrodos so apertados sobre a zona aquecida a fim de se obter um efeito de forjamento.
Soldadura por Pontos
As peas a unir so colocadas, em sobreposio, entre as extremidades dos elctrodos. A corrente passa entre estes atravs das peas e cria-se assim um ponto de soldadura.
Os elctrodos so, em geral, de uma liga de cobre.
Neste tipo de soldadura deve-se considerar: a presso a exercer entre elctrodos, que tem de ser elevada, o tempo de soldadura, que deve ser muito curto, e a corrente a utilizar, que deve ser muito intensa. Os valores de cada um destes parmetros dependem da espessura das peas a soldar.
___________________________________________________________________________________________________
Pgina 31 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Soldadura por Pina de Punho (Soldadura Indirecta)
A soldadura por pontos com pina de punho, uma soldadura aplicada manualmente em que a fora aplicada no nico elctrodo utilizado (do lado exterior do empilhamento). O caminho da corrente ento indirecta, isto , uma parte da obra faz parte do circuito da corrente de soldadura.
___________________________________________________________________________________________________
Pgina 32 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
3 - APLICABILIDADE DOS PROCESSOS DE SOLDADURA (SEGUNDO O MATERIAL E ESPESSURAS)
___________________________________________________________________________________________________
Pgina 33 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
4 - ARCO ELCTRICO DESCRIO GERAL DO ARCO
Um arco elctrico pode ser definido como um condutor gasoso no qual se transforma energia elctrica em calorfica
estabelecido atravs de uma descarga elctrica entre dois elctrodos
Geradores de corrente e caractersticas
Os geradores so formados por um motor e um gerador de corrente.
O motor pode ser elctrico ou de combusto interna.
O gerador pode ainda ser de corrente contnua (CC) ou de corrente alternada (CA).
A utilizao de corrente continua (CC) em relao corrente alternada (CA) tem algumas vantagens entre as quais:
Arco mais estvel; Transferncia do metal mais fcil e regular
A utilizao de corrente alternada (CA) em relao corrente continua (CC) tem algumas vantagens entre as quais:
Evita problemas de sopro magntico
Utilizao de equipamentos mais baratos ___________________________________________________________________________________________________
Pgina 34 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Campo magntico / Sopro magntico
O campo concentra-se no material base distribuindo-se numa forma circular regular em torno do arco elctrico.
Sob certas condies o arco tem tendncia a afastar-se do ponto de soldadura tornando-se difcil a execuo de um cordo de caractersticas satisfatrias.
Este fenmeno, ao qual se chama sopro magntico, resulta de efeitos magnticos que envolvem o arco elctrico.
Em geral o sopro magntico o resultado de duas condies bsicas: Mudana de direco do fluxo de corrente ao entrar na pea e ao ser conduzido para o cabo de massa. (Situao A) A distribuio assimtrica do campo magntico em torno do arco que normalmente ocorre quando se executa o cordo perto do fim de chapas de materiais ferromagnticos. (Situao B)
Situao A
Fora que actua sobre o arco causada pela assimetria do campo magntico, devido posio da ligao terra.
Situao B
Quando este se aproxima da zona final do material de base as linhas do campo magntico adensam-se do lado do final da chapa, uma vez que no tm mais material ferro magntico.
___________________________________________________________________________________________________
Pgina 35 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Este adensamento das linhas do campo magntico resulta numa fora electromagntica que se dirige da zona de campo mais forte para a de campo mais fraco, provocando a deflexo do arco para dentro.
Distoro do arco provocado pela assimetria do campo magntico
Os arcos de menor voltagem resistem melhor aos efeitos do sopro magntico.
Podem-se usar campos magnticos induzidos externamente, de forma a contrariar os efeitos do sopro magntico.
Como ? Realizar vrias ligaes terra atravs de vrios cabos ou de pingamento da chapa, de forma a criar caminhos alternativos de passagem de corrente. (Situao A)
Utilizar acrescentos no inicio e fim do cordo, em material ferromagtico que so retirados aps concluso do trabalho. (Situao B)
___________________________________________________________________________________________________
Pgina 36 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Rectificadores e Inversores
Enquanto que o transporte de energia elctrica se pode realizar tanto em CC como em CA, a sua gerao, pelo contrrio, s resulta economicamente e tecnicamente vantajoso se se realizam na forma de CA.
Assim sendo necessrio dispor de meios capazes de transformar, ou converter, uma forma de energia na outra:
Rectificao: Processo de converso de CA em CC
Inversores: Processo de converso de CC em CA
Polaridade
Nos processos de soldadura por arco elctrico utilizam-se os dois tipos de corrente: Corrente alternada (CA) Corrente continua (CC)
Quando o elctrodo/tocha ligado ao plo negativo (-) � Polaridade directa. Quando o elctrodo/tocha ligado ao plo positivo (+) � Polaridade inversa.
A escolha do tipo de corrente e polaridade, depende principalmente do processo de soldadura, do tipo de elctrodo, da atmosfera, da potncia do arco e do metal a soldar.
Soldadura manual, semi-automtica e automtica
Soldadura manual
O soldador tem interveno directa na aproximao do elctrodo pea e no avano da soldadura.
Ex: Soldadura T.I.G
___________________________________________________________________________________________________
Pgina 37 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Soldadura semi-automtica
O soldador no tem interveno directa na aproximao do elctrodo pea, mas tem no avano da soldadura.
Ex: Soldadura M.I.G./M.A.G
Soldadura automtica
O soldador no tem interveno directa na aproximao do elctrodo pea nem no avano da soldadura.
Ex: Soldadura S.A.S.
Escolha das mquinas de soldadura
Caracterstica mergulhante Intensidade constante
Exemplos: TIG e SER (soldaduras manuais)
___________________________________________________________________________________________________
Pgina 38 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Caracterstica plana Tenso constante
Exemplos: MIG/MAG e SAS (soldaduras semi-automticas e automticas)
Placa sinaltica
___________________________________________________________________________________________________
Pgina 39 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
5 - SIMBOLOGIA
De modo a simplificar os desenhos as soldaduras podem ser representadas por SIMBOLOS.
Estes, para que no hajam vrias interpretaes devem seguir certas REGRAS.
Estas so definidas por normas, dentro das quais se destacam a NORMA EUROPEIA EN 22553:1994.
REPRESENTAO SIMBLICA NOS DESENHOS
A aplicao de smbolos (REPRESENTAO SIMBLICA) nos desenhos deve fornecer todas as indicaes necessrias sobre a junta de soldadura.
Uma REPRESENTAO SIMBLICA compreende um SIMBOLO ELEMENTAR, completada, quando necessrio, por: � � �
Um SIMBOLO SUPLEMENTAR;
Uma COTAGEM CONVENCIONAL;
INDICAES COMPLEMENTARES (especialmente para desenhos de fabricao).
Com o objectivo de simplificar o mais possvel os desenhos, recomendvel referenciar quais as especificaes ( INSTRUES DE TRABALHO ) que indiquem todos os detalhes relativos preparao dos BORDOS A SOLDAR e os MODOS OPERATRIOS ( por exemplo SEQUNCIAS DE SOLDADURA ).
Na falta de tais referncias, pode-se mencionar, junto do SMBOLO, as cotas respeitantes preparao dos BORDOS A SOLDAR e os MODOS OPERATRIOS.
___________________________________________________________________________________________________
Pgina 40 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
SMBOLOS
SMBOLOS ELEMENTARES
Os diferentes tipos de junta so caracterizados por um SMBOLO que, geralmente, parecido com a forma do tipo de junta a soldar.
O SMBOLO no indica o processo de soldadura utilizado.
Se para uma determinada junta, no houver interesse na sua especificao mas apenas a indicao de que se trata de uma junta soldada, deve ser usado o SMBOLO CONVENCIONAL DE SOLDADURA .
FIGURA SMBOLO CONVENCIONAL DE SOLDADURA
No QUADRO 1 esto definidos os SMBOLOS ELEMENTARES principais.
___________________________________________________________________________________________________
Pgina 41 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
___________________________________________________________________________________________________
Pgina 42 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
QUADRO 1 SIMBOLOS ELEMENTARES PRINCIPAIS.
(*) As soldaduras de bordos direitos rebordados (Nmero 1) no completamente penetrados so representadas como a soldadura de bordos direitos (Nmero 2) com a indicao da cota principal S.
___________________________________________________________________________________________________
Pgina 43 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
COMBINAO DE SMBOLOS ELEMENTARES
Podem ser utilizadas, se necessrio, combinaes de SMBOLOS ELEMENTARES (QUADRO 2).
Um exemplo de aplicao o caso de SOLDADURAS SIMTRICAS.
QUADRO 2 EXEMPLOS DE COMBINAES DE SMBOLOS ELEMENTARES.
SMBOLOS SUPLEMENTARES
Os SMBOLOS ELEMENTARES podem ser completados por um smbolo que caracteriza a forma da superfcie exterior da soldadura. A esse smbolo chama-se SMBOLO SUPLEMENTAR.
No QUADRO 3 esto definidos os SMBOLOS SUPLEMENTARES recomendados.
___________________________________________________________________________________________________
Pgina 44 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Cncava
Convexa
No QUADRO 4 esto exemplificados aplicaes dos SMBOLOS SUPLEMENTARES.
___________________________________________________________________________________________________
Pgina 45 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
POSIO DOS SMBOLOS NOS DESENHOS
OS SIMBOLOS NOS DESENHOS
No mtodo de representao para alm do SMBOLO so compreendidos: � �
Uma FLECHA ( 1 ) por junta de soldadura;
Uma LINHA DE REFERNCIA ( 2 ); Esta pode ser dupla, constituda por duas linhas paralelas, uma contnua ( 2a ) e outra descontnua ( 2b );
Um certo nmero de cotas e de sinais convencionais.
As regras que se seguem tm por objectivo definir a localizao das soldaduras, especificando: � � �
A posio da FLECHA;
A posio da LINHA DE REFERNCIA;
A posio do SMBOLO.
1 FLECHA 2a LINHA DE REFERNCIA (CONTNUA) 2b LINHA DE REFERNCIA (INTERROMPIDA) 3 SMBOLO DE SOLDADURA
FIGURA MTODO DE REPRESENTAO Normalmente a flecha aplicada no fim da linha de referncia (contnua), para baixo e para a esquerda. No entanto so possveis, outras combinaes como mostra a figura seguinte. ___________________________________________________________________________________________________
Pgina 46 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
FIGURA OUTRAS COMBINAES DO SMBOLO CONVENCIONAL
OBSERVAES:
Relativamente LINHA DE REFERNCIA DUPLA, a LINHA DESCONTNUA pode ser desenhada quer por CIMA quer por BAIXO da LINHA CONTNUA.
Para soldaduras simtricas, a LINHA DESCONTNUA desnecessria, e no deve ser aplicada.
POSIO RELATIVA DA FLECHA E DA JUNTA SOLDADA
A JUNTA A SOLDAR, pode ser do LADO DA FLECHA ou do LADO OPOSTO FLECHA.
FIGURA JUNTA EM T COM SOLDADURA DE NGULO
___________________________________________________________________________________________________
Pgina 47 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
FIGURA JUNTA EM CRUZ COM DUAS SOLDADURAS DE NGULO OBSERVAES: Nestas figuras, a flecha foi traada de modo a dar esquemas perfeitamente claros. Normalmente ser traada de modo a tocar efectivamente a junta. POSIO DA FLECHA
A posio da flecha em relao soldadura pode ser qualquer.
No entanto, no caso de soldaduras em chapas chanfradas de um dos lados ( tipos nmero 4, 6 e 8 do QUADRO 1 SMBOLOS ELEMENTARES PRINCIPAIS ), a flecha deve ser dirigida para a chapa que est chanfrada ( ver FIGURA c).
FIGURA POSIO DA FLECHA
___________________________________________________________________________________________________
Pgina 48 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
POSIO DA LINHA DE REFERNCIA E RESPECTIVOS SMBOLOS
A LINHA DE REFERNCIA deve ser uma recta traada, de preferncia, paralelamente ao bordo inferior do desenho. Na impossibilidade de isto acontecer, deve ser traada na perpendicular ao bordo.
O smbolo de soldadura deve ser colocado sobre a linha de referncia ou sobre a linha de identificao, dependendo do caso:
O smbolo deve ser posto sobre a linha de referncia se a soldadura estiver do lado da flecha (FIGURA a);
O smbolo deve ser posto sobre a linha de identificao se a soldadura estiver do lado oposto da flecha (FIGURA b).
O smbolo deve ser posto sobre a linha de referncia se a soldadura estiver do lado da flecha (FIGURA a);
O simbolo deve ser posto sobre a linha de
identificao se a soldadura estiver do lado oposto da flecha (FIGURA b). FIGURA POSIO DO SMBOLO EM RELAO LINHA DE REFERNCIA.
DIMENSIONAMENTO DE CORDES DE SOLDADURA
A operao de soldadura envolve no s a elaborao de cordo de soldadura propriamente dito, mas tambm a preparao das peas a soldar (cortes e chanfros de bordos). A forma dos bordos das chapas e a sua distncia esto normalizadas e ficam definidas desde que se indique o tipo e a espessura do cordo, bem como o processo de soldadura a utilizar.
REGRAS GERAIS
Cada soldadura pode ser acompanhada por um conjunto de dimenses de dois tipos distintos (FIGURA seguinte).
___________________________________________________________________________________________________
Pgina 49 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
FIGURA COLOCAO DAS DIMENSES DE UM CORDO DE SOLDADURA. A dimenso longitudinal l do cordo, que deve ser inscrita direita do smbolo de soldadura.
A dimenso s da seco transversal do cordo, que deve ser inscrita esquerda do smbolo de soldadura. Esta dimenso pode ser a da base do cordo (z na FIGURA abaixo) ou a da garganta do cordo (a na FIGURA abaixo).
FIGURA DIMENSO DO CORDO PELA ESPECIFICAO DA DIMENSO DA GARGANTA, a, ou da base, z.
No caso de cordes de soldadura de grande penetrao, necessrio explicitar a penetrao de desejada, como mostra a FIGURA seguinte. ___________________________________________________________________________________________________
Pgina 50 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Tm que ser especificadas, neste caso, a dimenso da garganta e a dimenso da penetrao de soldadura.
FIGURA DEFINIO DAS DIMENSES DE CORDES DE GRANDE PENETRAO.
A FIGURA seguinte mostra mais alguns exemplos de definio de dimenses em cordes de soldadura.
___________________________________________________________________________________________________
Pgina 51 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Juntas de soldadura topo a topo
FIGURA EXEMPLOS DE APLICAO DE SMBOLOS E DIMENSES.
Se no existir nenhuma dimenso direita do smbolo, isso deve significar que o cordo de soldadura deve percorrer todo o comprimento da pea a soldar.
Na falta de indicao em contrrio, as soldaduras de bordos direitos devem ser de penetrao total. ___________________________________________________________________________________________________
Pgina 52 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
INDICAES COMPLEMENTARES
Pode ser necessrio introduzir indicaes complementares nos desenhos que envolvam soldaduras. Por exemplo:
Soldaduras Perifricas
Quando a soldadura tiver que ser executada a toda a volta da pea. Para simbolizar esta soldadura, coloca-se um pequeno crculo na interseco da flecha com a linha de referncia, como mostra a FIGURA seguinte.
FIGURA INDICAO DE UMA SOLDADURA PERIFRICA.
Soldaduras feitas em montagem (em estaleiro)
Uma soldadura a realizar em campo, ou seja, durante a montagem da estrutura, possivelmente ao ar livre, ter tambm que ser indicada, como mostra a FIGURA seguinte.
___________________________________________________________________________________________________
Pgina 53 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
INDICAES DO PROCESSO DE SOLDADURA
A indicao do processo de soldadura tambm importante. O processo de soldadura deve ser referenciado por um nmero entre dois braos, no fim da linha de referncia, conforme mostra a FIGURA seguinte.
135
FIGURA EXEMPLO DA IDENTIFICAO DO PROCESSO DE SOLDADURA
A NORMA ISO 4063 lista a correspondncia entre os processos e o respectivo nmero a indicar. A seguir sero indicados alguns exemplos de cdigos:
CDIGO 111 114 121 131 135 136 141 15 21 311
PROCESSO DE SOLDADURA Soldadura por Arco com Elctrodo Revestido Soldadura por Arco com Fio Fluxado sem Proteco Gasosa Soldadura por Arco Submerso Soldadura por Arco com Elctrodo Consumvel sob Atmosfera Inerte Soldadura por Arco com Elctrodo Consumvel sob Atmosfera Activa Soldadura por Arco com Fio Fluxado com Proteco Gasosa Soldadura por Arco com Elctrodo de Tungstnio sob Atmosfera Inerte Soldadura por Plasma Soldadura por Resistncia Soldadura Oxiacetilnica
SIGLAS SER SFF SAS MIG MAG MAG c/ FF TIG SP SR SOA
___________________________________________________________________________________________________
Pgina 54 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Pode existir uma sequncia de indicaes, a seguir ao processo de soldadura, na cauda da linha de referncia na seguinte ordem separadas pelo smbolo /:
PROCESSO DE SOLDADURA (por exemplo, segundo a ISO 4063); PARMETROS DE ACEITAO (por exemplo, segundo a NP EN 25817); POSIO DE TRABALHO (por exemplo, segundo a ISO 6947); METAL DE ADIO (por exemplo, segundo a EN 440);
135/ISO 5817-D/ ISO 6947-PA/EN 440 G3SI1
FIGURA EXEMPLO DE INDICAES.
REFERENCIAO DE INFORMAES EXTERIORES AO DESENHO
Na cauda da linha de referncia pode ainda existir uma instruo especfica de fabrico, referenciando um procedimento a adoptar, indicado numa instruo de trabalho ou procedimento de fabrico exterior ao desenho. Neste caso, esta indicao aparecer dentro de um rectngulo.
EPS 1
FIGURA REFERNCIAO DE INFORMAES EXTERIORES
___________________________________________________________________________________________________
Pgina 55 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
6 TIPOS DE JUNTAS E POSIES DE SOLDADURA MAIS COMUNS PARA TUBOS E CHAPAS
POSIES DE SOLDADURA TOPO A TOPO - CHAPA PA PC PF PG PE
Ao baixo
Horizontal
Vertical ascendente
Vertical descendente
Ao tecto
POSIES DE SOLDADURA DE CANTO - CHAPA PA PB PF PG PD
Ao baixo
Horizontal vertical
Vertical ascendente
Vertical descendente
Ao tecto
POSIES DE SOLDADURA TOPO A TOPO - TUBO PA PC PF PG H-L045
Ao baixo A rodar
Horizontal Fixo
Vertical ascendente Fixo
Vertical descendente Fixo
Ascendente Fixo
POSIES DE SOLDADURA DE CANTO - TUBO PB PB PF PG PD
Vertical A rodar
Vertical Fixo
Vertical Ascendente Fixo
Vertical descendente Fixo
Ao tecto Fixo
___________________________________________________________________________________________________
Pgina 56 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
7 PREPARAO DAS JUNTAS ANTES DE SOLDAR (LIMPEZA)
Os XIDOS ( vulgarmente designados de FERRUGEM ), todos os corpos estranhos, como GORDURAS, TINTAS (salvo as que apresentam bom comportamento s operaes por soldadura), POEIRAS, tm de ser eliminados da zona da junta a soldar.
Se no forem eliminados podero provocar POROS, FALTA DE FUSO, INCRUSTAES (descontinuidades) pois a
SUJIDADE localizada superfcie impede que o metal atinja a temperatura de fuso.
Para a LIMPEZA, a lixa de esmeril , por vezes, suficiente, mas casos h em que a lima, a m (rebolo) e outros meios mecnicos so necessrios.
tambm importante bolear ligeiramente as arestas, porque estas fundem facilmente e alteram a solda.
Em casos de maior produo, sobretudo na fabricao em srie, as peas so limpas por DESENGORDURAMENTO.
7 RECOMENDAES DE BOA UTILIZAO DA MQUINA DE SOLDADURA
Para se poder tirar o melhor partido de um aparelho de soldadura e para que a soldadura seja efectuada em segurana necessrio seguir algumas regras no que diz respeito ao aparelho propriamente dito: Quando se escolhe um aparelho de soldar para uma determinada tarefa deve ter-se em conta os parmetros de soldadura que vo ser utilizados;
Verificar se o fio elctrodo e o gs de proteco so os indicados;
Verificar se os roletos esto com a afinao correcta e se o bico da tocha est de acordo com o dimetro do fio elctrodo;
Tentar soldar sempre com a mangueira o mais esticada possvel para que o fio elctrodo possa correr sem dificuldade;
Sempre que for necessrio deslocar o aparelho nunca puxar pela mangueira;
No lugar de utilizar um alicate de corte para pr e tirar os bocais e os bicos da tocha deve utilizar-se um alicate universal para no causar estragos que possam inutiliza-los;
___________________________________________________________________________________________________
Pgina 57 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
8 RECOMENDAES DE SEGURANA
A segurana em soldadura T.I.G. e M.I.G. / M.A.G. est directamente ligada s caractersticas dos processos, principalmente:
I ) MANUSEAMENTO DE GARRAFAS DE GS
As garrafas de gs comprimido devem ser manuseadas cuidadosamente, uma vez que CHOQUES e QUEDAS podem danificar as VLVULAS e os
DISPOSITIVOS DE SEGURANA, provocando fugas que podem levar a EXPLOSES.
II ) LIBERTAO DE GASES NOCIVOS
A forma mais segura de evitar os efeitos nocivos dos gases consiste na utilizao de SISTEMAS DE
VENTILAO adequados.
___________________________________________________________________________________________________
Pgina 58 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
III ) RADIAO
Tal como na maioria dos outros processos de soldadura por arco elctrico, a radiao pode provocar queimaduras na pele e nos olhos. Para evitar este problema deve-se usar VESTURIO ADEQUADO, e uma MSCARA DE SOLDADOR.
IV ) CHOQUES ELCTRICOS
Recomenda-se que os locais de trabalho no sejam DEMASIADO HMIDOS, e nunca se trabalhe SEM LUVAS ou com luvas em MAU ESTADO.
V ) RUDO
O pessoal dever usar AURICULARES DE PROTECO adequados ao nvel de rudo dos processos.
EQUIPAMENTO DO SOLDADOR A ARCO
O equipamento do soldador a arco protege-o contra as RADIAES DO ARCO, os SALPICOS, as QUEIMADURAS do contacto com as peas quentes, dos CHOQUES ELCTRICOS.
___________________________________________________________________________________________________
Pgina 59 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
9 DEFORMAES DAS SOLDADURAS
DEFORMAES
O calor libertado durante a operao de soldadura origina, nas peas a soldar, tenses e deformaes que podem ser momentneas ou permanentes e que podem ser devidas a dilataes ou a contraces.
A grandeza destas deformaes depende do coeficiente de dilatao do material. Esse coeficiente a variao de comprimento por grau de temperatura e por mlimetro de comprimento.
Considerando uma barra de ao de comprimento L, temperatura de 0 C, vemos que, ao aquec-la, aumentam o comprimento (A), a largura (C) e a espessura (B), como mostra a figura seguinte. Sendo maior a dilatao na direco A que na direco B.
Causas das deformaes
Existem diversos factores que podem contribuir para a deformao durante o processo de soldadura, e, destes, o aquecimento no uniforme da junta soldada o mais importante.
Um outro factor a entrar em linha de conta a rigidez do conjunto a soldar.
___________________________________________________________________________________________________
Pgina 60 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
No entanto, uma previso correcta de como e quanto vai ser a deformao muito difcil, devido s propriedades fsicas e mecnicas nas quais se baseiam os clculos das deformaes. Variam com a temperatura, que por sua vez depende da entrega trmica do processo de soldadura.
Entrega trmica
A entrega trmica a energia (Calor) que se fornece durante a operao de soldadura.
Varia com o processo de soldadura, e com a regulao dos parmetros que se utiliza para efectuar o trabalho.
Quanto maior for a entrega trmica menores deformaes existem:
O processo Soldadura Oxiacetilnica aquece menos a pea que o processo MIG/MAG logo provoca maiores deformaes.
Quanto mais pontual for o aquecimento maior a deformao:
Um pr-aquecimento mal aplicado e muito pontual pode provocar um empeno (deformao) muito grande.
No processo TIG devido ao aquecimento ser muito pontual as peas deformam-se mais que no processo SER.
Grau de Rigidez
Quanto maior for a espessura das peas a soldar ou se elas estiverem muito fixas, isto no se poderem movimentar livremente, menores deformaes ocorrero.
No entanto o nvel das tenses internas aumenta podendo chegar ao ponto do aparecimento de fissuras devido aos materiais no se poderem deformar.
Tenses Internas
As tenses internas esto geralmente presentes nos componentes antes mesmo da soldadura e so causadas por vrios processos, como a laminagem (ex:chapa em bobine), dobragem (ex: tubos), conformao (ex: fundos copados) e mesmo corte trmico (ex: corte por plasma).
___________________________________________________________________________________________________
Pgina 61 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
O aquecimento devido soldadura tende a aliviar estas tenses internas e a deformao final uma combinao do valor das tenses internas com o calor provocado pela soldadura.
Algumas vezes as tenses internas ajudam a que o material no se deforme , outras vezes o contrrio.
Tipos de deformaes na soldadura
As deformaes mais usuais de aparecimento so principalmente as seguintes:
Dilatao simples a linha interrompida indica a posio das formas dilatadas.
Deformao transversal as peas curvam-se.
Deformao longitudinal aparece especialmente em soldaduras de grande comprimento. D-se uma contraco do cordo de soldadura.
___________________________________________________________________________________________________
Pgina 62 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
COMO EVITAR DEFORMAES NAS SOLDADURAS
Como primeira possibilidade de evitar deformaes, deve-se considerar a fase de projecto das peas a obter por soldadura e a preparao dos bordos.
Um processo de preparar as peas consiste em deform-las no sentido oposto quele em que se espera que a deformao se d. Por exemplo:
Ao soldar duas peas planas em ngulo conveniente dar a este ngulo maior abertura, pois a deformao tende a fech-lo.
Chapa O efeito de dobragem pode ser compensado dispondo as peas a soldar como se v na figura ao lado.
A fixao por pontos tambm pode evitar deformaes; mas este sistema no aconselhvel em peas de pequena espessura porque pode originar ondulaes nas peas.
Nas peas de pequena espessura, mais aconselhvel arrefecer as imediaes da soldadura com blocos de cobre, que absorvem grandes quantidades de calor.
Chapa
___________________________________________________________________________________________________
Pgina 63 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Evitar excesso de soldadura
Deve ser reduzido ao mximo a quantidade de material depositado na junta.
Quanto mais se depositar maiores so as contraces que so as causadoras de deformaes.
Uso de Chanfros Os chanfros devem ser o mais estreitos possveis, e as folgas as maiores possveis.
Exemplo: Para chapas muito espessas no se deve utilizar chanfros em V mas sim em X ou outro tipo de chanfros.
Uso de Chanfros Duplos
Qualquer chanfro duplo para a mesma espessura de chapa a soldar requer menos material depositado em cada face a soldar devido a isto as deformaes so menores e ao soldar em cada face os efeitos das contraces compensam-se
___________________________________________________________________________________________________
Pgina 64 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Ordem de soldadura
Muito importante tambm a ORDEM seguida na execuo dos diversos cordes de um trabalho.
Num perfil em U, a ordem seria como mostra a figura ao lado.
Para soldar trs chapas, comea-se por soldar as peas 1 e 2 com o cordo a, soldando depois a chapa 3 com o cordo b.
Na execuo de soldadura em ns, sempre que possvel segue-se a sequncia apresentada na figura ao lado.
As sequncias com asterisco (*) devem ser repetidas, no lado oposto estrutura, depois de se o retirar do gabarit.
___________________________________________________________________________________________________
Pgina 65 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Uso de soldaduras descontinuas
Sempre que possvel deve-se utilizar as soldaduras descontinuas, em vez de um cordo continuo.
A soldadura descontinua mais favorvel devido a utilizar-se menos material de adio
Uso de poucos passes
Quanto menos passes forem utilizados na soldadura de um chanfro menor o efeito de deformao transversal, isto porque, a contraco de cada passe vai acumular-se contraco dos outros passes, aumentando deste modo a contraco final.
___________________________________________________________________________________________________
Pgina 66 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Posicionar as soldaduras prximas da linha neutra
As deformaes so minimizadas quanto menor for a distncia entre os cordes e a linha neutra
Utilizao do passe peregrino
Esta tcnica permite contrabalanar as deformaes devido ao efeito de aquecimento / arrefecimento provocado pela sequncia de soldadura
___________________________________________________________________________________________________
Pgina 67 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
___________________________________________________________________________________________________
Pgina 68 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Velocidade de arrefecimento
A extenso das transformaes microestruturais verificadas vai depender fundamentalmente da composio qumica do material e das velocidades de aquecimento verificadas no ciclo trmico. Particularmente a velocidade de arrefecimento na zona afectada pelo calor (ZAC) vai depender da geometria da pea, espessura do material base e processo de soldadura usado.
Para uma determinada energia trmica posta em jogo a velocidade de arrefecimento aumenta rapidamente com o comprimento da chapa.
Se ao mesmo tempo o material base do tipo tempervel ento obter-se-o na ZAC estruturas duras para as velocidades de arrefecimento normalmente associadas com a operao de soldadura.
Verifica-se ento que o ciclo trmico associado soldadura o factor mais importante que pode influenciar ou determinar as estruturas e propriedades mecnicas do metal depositado e ZAC.
Como j foi referido os aspectos mais importantes do ciclo trmico so:
Temperatura mxima atingida; Tempo e temperaturas elevadas Velocidades de arrefecimento.
Soldabilidade
A maior ou menor facilidade com que se d a unio dos metais depende da soldabilidade, que a propriedade que os metais possuem de ser ou no soldveis, e se apresenta em maior ou menor grau, pois determinada por toda uma srie de factores fsicos e qumicos.
A soldabilidade deve ser considerada sob trs aspectos:
A soldabilidade operatria indispensvel e determina o facto de um material poder ou no ser soldado.
Depende de transformaes que se do nas peas durante a soldadura e que podem afectar-lhes as caractersticas mecnicas.
A madeira, por exemplo, no possui soldabilidade operatria.
___________________________________________________________________________________________________
Pgina 69 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
A soldabilidade metalrgica determina at que ponto podem os metais ser soldados sem que a sua composio sofra inconvenientes graves por efeito de fuso, oxidao
A soldabilidade construtiva - refere-se facilidade com que os materiais podem ser unidos, com obteno de formas que resistam aos esforos a que depois devam ser submetidas e que possam ter boa durao.
A soldabilidade dos aos-aos inoxidveis e dos aos-alumnio pode ser melhorada com o uso de fundentes que dissolvam os xidos de crmio e de alumnio.
Elementos de soldabildade do ao carbono
Qualidade do ao
O ao como se sabe vazado para lingotes os quais so posteriormente laminados de forma a obter as diferentes formas em que o ao se apresenta (chapa, perfil, vares, etc)
As propriedades mecnicas dos produtos assim obtidos esto dependentes da temperatura de laminagem e da velocidade de arrefecimento a partir da temperatura de laminagem.
As operaes de laminagem ou forjamento melhoram as propriedades do material, e assim para grandes espessuras (onde o trabalho de laminagem menor) torna-se necessrio alterar a composio qumica do ao (% de carbono e mangans) para obter as mesmas propriedades mecnicas que o material menos espesso.
A presena de impurezas ou elementos residuais nos aos pode implicar dificuldades na soldadura dos aos.
A composio do metal depositado outra varivel que difcil de predizer uma vez que ele resulta da diluio do metal de adio com o material base.
A diluio verificada estar dependente do tipo de preparao adoptada, processo de soldadura escolhido
Processos de soldadura
Um factor que pode ter uma influencia primordial na soldabilidade de um ao o processo de soldadura usado e o procedimento de soldadura adoptado.
A principal diferena entre os diversos processos de soldadura reside na energia trmica especifica do processo. ___________________________________________________________________________________________________
Pgina 70 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Os processos de soldadura apresentados anteriormente pode ser ordenados do seguinte modo por ordem crescente de energia trmica (aproximadamente).
TIG SER MIG / MAG SAS
___________________________________________________________________________________________________
Pgina 71 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
10 - DESCONTINUIDADES NAS SOLDADURAS
Defeitos Poros Visveis
Ilustrao
Comentrios Poros de pequena dimenso visveis superfcie
Fissuras
Descontinuidades metlicas produzidas por fractura do metal Corroso do metal em forma de sulco nos bordos da soldadura
Mordeduras Bordos Queimados
Mau enchimento
Falta de metal de adio
Defeito de alinhamento
No respeito pelo nvel entre duas peas soldadas. desnivelamento
Furo ou perfurao
Afundamento do metal provocado pela perfurao
Estrangulamento
Variao da largura do cordo
Falta de penetrao
Falta de fuso na raiz da soldadura
Mau posicionamento em soldaduras de canto
Uma folga excessiva ou insuficiente entre as pea a ligar
Convexidade excessiva
Excesso de metal depositado
Salpicos
Partculas de metal de adio
___________________________________________________________________________________________________
Pgina 72 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
ALGUNS DEFEITOS CAUSAS PROVVEIS MEDIDAS PREVENTIVAS
___________________________________________________________________________________________________
Pgina 73 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
___________________________________________________________________________________________________
Pgina 74 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
11 Inspeco e ensaios de soldadura
A inspeco e os ensaios de soldadura devero ser distribudos durante todo o processo de fabricao de modo a assegurar a conformidade com os requisitos contratuais. A frequncia e localizao destes ensaios podem depender do contrato e ou da respectiva norma utilizada.
Inspeco e ensaios antes da soldadura
Antes do inicio da soldadura devem ser verificados: as certificaes dos soldadores, qualificaes de procedimentos de soldadura, identificao dos materiais de base e dos consumveis, preparao de juntas (montagens), condies gerais do local de trabalho (organizao, ambiente, etc).
Inspeco e ensaios durante a soldadura
Durante os trabalhos de soldadura deve-se proceder verificao de uma srie de itens do processo, como por exemplo: parmetros relativos s variveis essenciais de soldadura, temperatura de pr aquecimento e temperatura de entre passe conforme a norma EN-1258, limpeza dos cordes de soldadura, controlo das distores, manuseamento dos materiais.
Inspeco e ensaios aps a soldadura
Quando necessrio nesta fase do trabalho sero efectuados os ensaios visuais, ensaios no destrutivos, ensaios destrutivos, bem como a verificao dos registos gerados pelas inspeces anteriores. A avaliao dos resultados destas anlises devero ser feitas de acordo com as normas correspondentes.
Ensaios no destrutivos
Inspeco visual
A inspeco visual um ensaio no destrutivo largamente utilizado para avaliar as condies ou qualidade de uma solda ou componente. de fcil execuo, de baixo custo e no requer equipamento especial .
muito utilizada na inspeco de juntas soldadas, onde uma rpida deteco e correco de defeitos significam economia. considerado um mtodo primrio de controlo de qualidade.
A inspeco visual requer boa viso, boas condies de iluminao e experincia no reconhecimento de defeitos. Alguns equipamentos tambm podem ser usados tais como, escantilhes, lupas, endoscpios.
___________________________________________________________________________________________________
Pgina 75 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
a)
b)
c)
Figura Escantilho. a ) Permitem medir a sobre-espessura nos cordes topo a topo; b ) Permitem medir a garganta dos cordes de canto; c ) Permitem medir desnivelamento dos bordos das juntas topo a topo.
Figura - Lupa - Permite um maior detalhe da inspeco do que a simples inspeco visual.
Figura Endoscpio - Permite examinar a raiz dos cordes circulares de tubagens.
Ensaio de estanquecidade
Os ensaios para o controle de estanquecidade podem classificar-se em:
Globais: aplicveis a recipientes; Locais: quando h que verificar a estanquecidade da soldadura em chapas planas.
Em relao ao fludo de prova podem classificar-se em:
Hidrostticos: o fludo lquido, normalmente gua; Pneumticos: o fludo gasoso, normalmente ar, outros gases so usados em casos especiais: Fron, Hlio e Amonaco.
No que se refere presso de ensaio temos ensaios a:
Alta presso: so, geralmente, os ensaios hidrostticos;
___________________________________________________________________________________________________
Pgina 76 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Baixa presso: os ensaios pneumticos; Presso atmosfrica: os enchimentos com gua.
Os ensaios a alta presso so, simultaneamente, ensaios de resistncia. A presso de ensaio calculada a partir da presso de clculo ou de servio multiplicando-a por um coeficiente de segurana definido pelo cdigo ou regulamento que rege a construo ou utilizao do recipiente (o Regulamento Portugus de caldeiras e reservatrios de presso indica 1,5 x presso de servio).
Nos ensaios a baixa presso, as fugas so reveladas pelas bolhas que aparecem nas juntas, previamente pinceladas com sabo lquido que, sob a aco do sopro da fuga forma bolhas denunciantes. A presso usada sempre muito baixa, da ordem dos 1,3 a 1,5 Kg/cm2.
Os ensaios presso atmosfrica so usados nos recipientes sem presso. O recipiente cheio com gua para verificao visual das fugas.
Como exemplos de ensaios de estanquecidade locais refiro os seguintes:
Caixa de vcuo: Adequado para os casos em que as soldaduras a inspeccionar esto em chapas planas e so acessveis s de um lado .
Figura Caixa de vcuo .
Antes da colocao da caixa de vcuo, a soldadura molhada com sabo lquido. Quando se faz uma pequena percentagem de vcuo na caixa criam-se condies para o aparecimento de bolhas gasosas se no houver estanquecidade.
Lquidos penetrantes: aplicvel, apenas, quando h acesso a ambos os lados da soldadura. O lquido penetrante aplicado numa das faces da soldadura e o revelador na outra face. Se houver defeito atravs de toda a espessura, o penetrante atravessa-se por capilaridade e vai corar o revelador revelando assim a falta de estanquecidade. Este ensaio d bons resultados at espessuras de cerca de 6 mm .
___________________________________________________________________________________________________
Pgina 77 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Exame radiogrfico
O objecto a ser radiografado colocado entre a fonte e um filme radiogrfico ou amplificador de imagens. Uma descontinuidade presente em qualquer parte do objecto, absorve menos radiao do que o prprio objecto. O tipo de descontinuidade e localizao ser indicada por uma rea maior ou exposio escura. No controle radiogrfico podem utilizar-se quer os raios x quer os raios .
Os raios x so produzidos numa aparelhagem elctrica pelo choque numa placa convenientemente colocada (anti-ctodo) de um fluxo de electres acelerados por uma diferena de potencial muito elevada. Regulando a diferena de potencial actua-se sobre a energia cintica dos electres. O feixe de raios emitido pela fonte caracterizado pela sua intensidade (da qual depende o poder de penetrao), isto , a quantidade de energia que passa em 1 segundo atravs de uma superfcie de 1 cm2 perpendicular ao feixe. No caso dos raios , a fonte um corpo radioactivo emitindo em permanncia com uma intensidade que lhe prpria, sem possibilidade de regulao. Em consequncia, a emisso de uma fonte de raios x pode ser interrompida enquanto que uma fonte de raios emite at ao seu esgotamento. Daqui resulta que as medidas a tomar para segurana dos operadores tenham de ser muito mais severas no segundo caso. Alm disso, com os raios , os tempos de exposio so mais longos e as imagens obtidas so menos ntidas.
De um modo geral, o controle radiogrfico permite detectar os defeitos na medida em que estes do origem a uma descontinuidade de absoro dos raios x e . Assim, so fcilmente detectveis as incluses no metlicas, as porosidades, faltas de penetrao, quando no muito estreitas, e as fissuras quando a sua orientao em relao aos raios incidentes apropriada.
Inspeco por ultra sons
O mtodo mais usado no controle das soldaduras o da reflexo no qual os impulsos elctricos aplicados a um cristal piezoelctrico emissor (transdutor ou sonda) se transforma em vibraes mecnicas produzindo ondas sonoras de alta frequncia que penetram e se propagam no material a examinar e so recebidas pelo mesmo cristal aps reflexo em qualquer obstculo. As descontinuidades que existem no interior do material em exame reflectem, total ou parcialmente, o feixe ultra-snico. O sinal da descontinuidade (eco) recebido pelo transdutor emissor onde convertido em sinais elctricos que so transmitidos a um osciloscpio. No ecr do osciloscpio o eco da descontinuidade observado sob a forma de uma deflexo vertical na linha base dos tempos horizontal. Esta base calibrada em distncias permitindo, assim, a localizao da descontinuidade na pea relativamente ao ponto de entrada do feixe emitido.
___________________________________________________________________________________________________
Pgina 78 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
a)
b)
c)
Figura Modo de funcionamento de aparelho de ultra sons: a) onda encontra uma descontinuidade; b) onda reflectida; c) sinais mostrados no ecr do osciloscpio.
a)
b)
Figura Transmisso de ultra-sons: a ) Com sondas dispersas A grandeza e a localizao do defeito so revelados pela posio e amplitude da resposta (eco) descontinuidade no osciloscpio, e pela diferena de amplitudes dos picos extremos; b ) Com sondas angulares A intensidade do feixe reflectido atenuado medida que a distncia entre o sinal da fonte e a descontinuidade aumenta. ___________________________________________________________________________________________________
Pgina 79 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Devido sua complexidade o ensaio por ultra-som exige do inspector uma boa formao (bom nvel tcnico).
O ensaio por ultra som utilizado na deteco de fissuras, incluses de escria, falta de fuso e penetrao, e para a medio de espessuras. Os defeitos planos: fissuras, faltas de penetrao e faltas de fuso do normalmente ecos ntidos e intensos .
Ensaios com lquidos penetrantes
um mtodo de ensaio no destrutivo para a deteco de defeitos que se propaguem at superfcie, tendo particular interesse no caso de materiais no magnticos (aos austenticos, ligas leves) aos quais o ensaio por partculas magnticas no pode ser aplicado.
Na superfcie a examinar aplicado um lquido de forte poder penetrante que, por capilaridade, penetra nos defeitos superficiais. Procede-se em seguida remoo total da pelcula superficial de lquido de forma a que s fica retido o lquido que penetrou nas cavidades dos defeitos. Finalmente, aplica-se o revelador (p seco ou em suspenso lquida voltil) que forma uma fina pelcula que absorve o penetrante para fora das cavidades onde tinha penetrado. Assim, o revelador s molhado nos locais dos defeitos.
a)
b)
c)
d)
Figura - Modo de funcionamento do ensaio com lquidos penetrantes: a) o liquido penetrante aplicado; b) o excesso removido; c) aplica-se o revelador; d) observao das descontinuidades.
Os lquidos penetrantes podem ser de dois tipos: Visveis - a inspeco feita luz natural; Fluorescentes - a inspeco fazse em zona obscurecida sob a aco de uma lmpada de raios ultra-violetas.
O lquido penetrante pode ser usado em qualquer material. essencial que o material seja cuidadosamente limpo, de outra forma ser impossvel que o liquido penetre no defeito.
___________________________________________________________________________________________________
Pgina 80 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Ensaio com partculas magnticas
Quando se cria um campo magntico de uma certa intensidade numa barra de ao o campo desviado se encontrar um obstculo no seu percurso. Se este obstculo est situado perto da superfcie, as linhas de fora do campo podem sair para o exterior da pea.
a)
b)
c)
Figura - Peas magnetizadas. a ) Pea sem fissuras; b ) Pea com uma fissura superficial; c ) Pea com uma fissura interior perto da superfcie.
Aplicando na superfcie da pea um p magntico, este concentra-se ento nos pontos de sada das linhas de fora, materializando assim a presena de um defeito subjacente. Para obter o mximo de perceptibilidade de um defeito essencial que, na medida do possvel, a direco do campo magntico seja perpendicular dimenso principal dos defeitos. Se paralelo s linhas de fora o campo no praticamente perturbado, no h pois fugas e o defeito no detectado. Em consequncia, o controle de uma superfcie deve ser executado segundo duas direces perpendiculares.
a)
b)
c)
d)
e)
Figura - Modo de funcionamento do ensaio com partculas magnticas: a) Limpeza prvia da rea; b) Colocao do Yoke; c) Magnetizao; d) Aplicao do p magntico; e) Indicaes das descontinuidades.
Em construes soldadas o mtodo de magnetizao utilizado, normalmente, por circulao de corrente na prpria pea Yoke. A corrente utilizada pode ser contnua ou alternada. O p magntico detector pode ser utilizado seco ou em suspenso lquida. Neste ltimo caso, o p pode ser fluorescente e ento utiliza-se uma lmpada de radiao ultra-violeta para a inspeco.
O ensaio com partculas magnticas utilizado na localizao de descontinuidades superficiais e sub-superficiais em materiais ferromagnticos. Pode ser aplicado tanto em peas acabadas como em peas semi-acabadas, durante as etapas de fabricao.
___________________________________________________________________________________________________
Pgina 81 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Ensaios destrutivos
Ensaio de dureza
Os ensaios de dureza so dos mais empregues na indstria metalrgica e metalomecnica para controlar a qualidade de materiais e de processos. A sua generalizao deve-se, por um lado, facilidade de execuo do ensaio e, por outro, ao baixo custo dos equipamentos. As aplicaes destes ensaios incluem a determinao da resistncia mecnica e da ductilidade de um material, o controle de qualidade de tratamentos trmicos, o controle de qualidade em processos de conformao plstica e em processos de unio.
O conceito fsico de dureza traduz uma propriedade que pode ser interpretada de modo diverso. Em geral, a dureza de um material significa a resistncia penetrao ou deformao permanente da sua superfcie. Consoante o mtodo de medida adoptado podemos classificar os ensaios de dureza em trs tipos:
Dureza de risco; Dureza de ressalto; Dureza de penetrao.
Os dois ltimos mtodos so muito utilizados na metalurgia e metalomecnica, sobretudo a dureza por penetrao. Os mtodos mais comuns so:
Por ressalto Shore; Por penetrao Brinell, Meyer, Vickers, Rockwell.
Mtodo Vickers
Este ensaio, desenvolvido em 1929, utiliza um penetrador de diamante com a forma de uma pirmide quadrangular e com um ngulo entre faces de 136.
Tcnica de ensaio
A superfcie a ensaiar deve encontrar-se firmemente apoiada de modo a evitar qualquer deslocamento e fixa de modo a que se situe num plano perpendicular ao eixo do penetrador. Os ensaios devem ser realizados temperatura ambiente. As foras de ensaio devem ser aplicadas sem variaes bruscas ou vibraes. O intervalo de tempo desde o incio da aplicao da fora at esta atingir o valor da fora de ensaio (F), no deve ser inferior a 2 segundos nem superior a 8 segundos. A fora de ensaio (F) deve ser mantida durante 10 a 15 segundos. Alguns materiais requerem, no entanto, um aumento do tempo de aplicao da fora de ensaio. ___________________________________________________________________________________________________
Pgina 82 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Materiais
Aos, F. Fundidos. 10 / 30
Cobre; Lato; Bronze. 30
Ligas leves.
Estanho; Chumbo. 120
Tempo (s)
60 / 120
Tabela Exemplos de tempo de aplicao da fora para diversos materiais.
Exame macrogrfico
De acordo com a norma portuguesa NP 1643 Metais Ferrosos. Vocabulrio., macrografia o exame e descrio duma macroestrutura, sendo macroestrutura a estrutura apresentada por um metal aps polimento e ataque convenientes quando observada sem ou com ampliao at 10x. O termo macrografia tambm aplicado ao documento que regista o aspecto observado e que no caso de uma fotografia se denomina fotomacrografia .
O exame macrogrfico uma das tcnicas metalogrficas de grande interesse sobretudo para os aos. Oferece a vantagem de podermos examinar grandes superfcies, fornecendo um aspecto geral da pea .
O exame macrogrfico essencialmente qualitativo e deve preceder, sempre que possvel, os ensaios microgrficos, qumicos e mecnicos para dar informao sobre as heterogeneidades da pea e orientar a obteno de provetes para a anlise qumica. Aplica-se a superfcies exteriores, superfcies de corte planas e fracturas. O seu objectivo primordial consiste em pr em evidncia as heterogeneidades fsicas e qumicas existentes no material, escala macrogrfica e, a partir da sua apreciao, obter informaes sobre textura, estruturas, descontinuidades, homogeneidade, processos de fabricao, sanidade, estado do material (fragilidade), etc., e ajudar ainda, consoante a importncia dos defeitos revelados e a utilizao do produto, a definir a qualidade desse produto.
Ensaio de dobragem
O ensaio de dobragem fornece uma indicao complementar sobre a ductilidade dos materiais, quantificvel em outros ensaios mecnicos como, por exemplo, o ensaio de traco. Na sua verso mais comum no permite a retirada de qualquer informao numrica, razo pela qual se diz ter um carcter qualitativo. Apesar disso, largamente utilizado na indstria ou em laboratrio, para avaliao do comportamento de certos produtos, tais como barras para construo civil, juntas soldadas, tubos ou arames. O ensaio de dobragem um caso particular do ensaio de flexo que aplicado em materiais frgeis (ferro fundido, aos para ferramentas, metais duros, por exemplo) com o objectivo de obter informaes sobre propriedades de rigidez e resistncia, em flexo.
___________________________________________________________________________________________________
Pgina 83 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
O resultado de um ensaio de dobragem exprime-se pela indicao do ngulo de dobragem, em graus, tipo de ensaio e aparecimento ou ausncia de fissuras na parte convexa do provete. O ngulo de dobragem definido, segundo a norma NP173, atravs do suplemento do ngulo formado aps o ensaio, pelos segmentos rectilneos do eixo do provete .
A fora do ensaio que comunicada a um mandril que actua sobre o provete, bem como a velocidade com que aplicada, no so variveis importantes que seja necessrio controlar com rigor. A velocidade, no entanto, no deve ser muito elevada para que o ensaio no seja includo nos ensaios dinmicos. A severidade do ensaio resulta do dimetro do mandril utilizado, da distncia entre apoios e do ngulo de dobragem realizado. Relativamente ao ensaio devem ser consideradas duas variantes: dobragem livre e semi-guiada. A dobragem livre pressupe que a aplicao da fora se realiza nas extremidades do provete enquanto na dobragem semi-guiada o provete encastrado numa extremidade e solicitado na outra.
Figura Representao esquemtica das situaes de dobragem livre e semi-guiada.
Dobragem de juntas soldadas topo a topo O ensaio de dobragem realizado sobre provetes soldados tem dois objectivos fundamentais: avaliar a ductilidade do cordo e apreciar a sua execuo que uma medida de aptido do soldador. Os provetes so recolhidos de chapa, de forma a que o seu eixo longitudinal seja perpendicular ao cordo de soldadura. As suas dimenses so especificadas, segundo a norma DIN 50121, de acordo com a tenso de rotura determinada traco.
Legenda: a espessura do provete (mm) b largura do provete (mm) Ls distncia entre apoios (mm) Lt comprimento total do provete (mm) - ngulo de dobragem d dimetro do mandril (mm) D dimetro dos roletes de apoio (mm) ___________________________________________________________________________________________________
Pgina 84 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Ensaio de traco transversal
O ensaio de traco um dos ensaios mais universais, pela facilidade de execuo e reprodutibilidade dos resultados. Emprega-se muito na investigao, como meio de quantificar propriedades mecnicas para seleco de materiais e projecto, e no processo industrial como ensaio de controle de qualidade .
O ensaio consiste em solicitar um provete de geometria adequada com uma fora tractiva uniaxial, continuamente crescente, efectuando-se em simultneo o registo da fora e do alongamento sofrido por um troo de referncia do provete por meio de instrumentao apropriada. A apresentao do resultado do ensaio faz-se atravs de um grfico de tenso versus extenso.
Ensaios de resilincia
Os materiais metlicos apresentam dois tipos fundamentais de rotura dctil ou frgil. Uma rotura dctil possui como caracterstica uma elevada deformao plstica e a sua superfcie tem uma aparncia fibrosa. Produz-se pelo escorregamento ou por maclagem dos planos cristalogrficos sujeitos s tenses de corte mximas. A rotura frgil, por outro lado, ocorre com baixa deformao plstica e, por isso, num intervalo de tempo reduzido. provocada por tenses normais de traco e as superfcies de fractura aparecem com um aspecto granular e brilhante. Uma rotura frgil pode ocorrer imprevisivelmente mesmo num material que exiba comportamento dctil temperatura ambiente (por exemplo, existncia de um defeito), o que a torna especialmente gravosa. Na tentativa de reduzir a probabilidade do seu aparecimento, foram desenvolvidos mtodos de ensaio para o seu estudo. Esses mtodos dividem-se em duas reas consoante a solicitao de carcter dinmico ou de carcter quase esttico. No primeiro caso incluem-se as metodologias clssicas de ensaios do choque Charpy e Izod, alm de outras, como: o ensaio por queda de massa, o ensaio Batelle, o ensaio de rasgo dinmicos, o ensaio de exploso e o ensaio Robertson. No segundo caso incluem-se metodologias desenvolvidas mais recentemente no mbito da mecnica da fractura. Estes ensaios fundamentam-se na anlise da propagao de uma fissura pr-existente em condies elsticas ou elasto-plsticas.
Os ensaios de choque medem a capacidade de absoro de energia de deformao no domnio plstico e constituem um mtodo de comparao de materiais. Os equipamentos disponveis para realizar ensaios de choque so agrupveis em duas reas:
os que utilizam dispositivos pendulares; os que utilizam dispositivos de queda de massa.
Os mais habituais so os que recorrem aos dispositivos pendulares, caso dos mtodos Charpy e Izod, em que os provetes so solicitados em flexo.
___________________________________________________________________________________________________
Pgina 85 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Figura Mtodo Charpy.
Estado das inspeces e ensaios
importante que se conhea em qualquer altura o estado dos ensaios e inspeces. Podem ser utilizadas marcaes ou registos adequados.
No conformidades e aces correctivas
Devero ser implantados sistemas que controlem os itens no conformes assim, como as medidas correctivas tomadas. Todos os trabalhos de correco devero ser novamente inspeccionados afim de assegurar-se a conformidade da junta soldada.
Calibrao
Os instrumentos de medio, inspeco e testes envolvidos nos trabalhos de soldadura devero estar devidamente calibrados. Sendo o seu controlo da responsabilidade do seu fabricante.
Identificao e Rastreabilidade
Devero ser implementados sistemas de identificao e rastreabilidade nas reas necessrias que possibilitem o acompanhamento de todas as operaes de soldadura. Estes documentos podem ser planos de produo, cdigos dos materiais de base, nmeros dos soldadores nos trabalhos, localizao das reparaes, etc.
Registos da qualidade
___________________________________________________________________________________________________
Pgina 86 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
Devero ser mantidos como registo da qualidade os documentos especificados no contrato, nomeadamente: certificados de materiais, certificados de consumveis, registos da reviso do contrato e projecto, relatrios de inspeco dimensional, registos de tratamentos trmicos, registos de no conformidade e outros que forem especificados.
Os registos devero ser arquivados por um perodo mnimo de 5 anos.
___________________________________________________________________________________________________
Pgina 87 de 88
A. JORGE LIMA , LDA TECNOLOGIA DE SOLDADURA ____________________________________________________________________________________________________________________________
12 Referncias bibliogrficas
[1] Jos F. Oliveira Santos e Lusa Quintino - Processos de Soldadura, 2 edio, I.S.Q. edies, 1998. [2] Carlos Maia - Web Site www.isq.pt [3] Compact Disc - Weld_IT The Software Solution for all your welding needs, by MapleSoft Development Corporation and Canadian Welding Bureau, 1998. [4] Engenheiro Antnio Augusto Fernandes, sebenta de apoio cadeira de Processo de Ligao de Metais da Licenciatura em Engenharia Mecnica. [5] Engenheiro Accio Lima, sebenta de apoio cadeira de Processos de Unio da Licenciatura em Engenharia Metalrgica e de Materiais. [6] R.L. OBrien Welding Processes, 8 edio, American Welding Society, 1991. [7] - Compact Disc Norma EN 729, Instituto de Soldadura e Qualidade, S.A.F. edies. [8] Norma Portuguesa e Europeia NP EN 288-3:1996 Especificao e qualificao de procedimentos de soldadura para materiais metlicos. [9] Web Site www.metalmat.ufrj.br [10] Engenheiro Accio Lima, sebenta de apoio cadeira de Gesto da Qualidade da Licenciatura em Engenharia Metalrgica e de Materiais. [11] Manuela Clemente, cursos de preveno Texto de apoio n. 14 Soldadura Elctrica, Ministrio do Trabalho, Direco Geral de Higiene e Segurana do Trabalho, Lisboa 1981 [12] J.P. Davim e A.G. Magalhes Ensaios Mecnicos e Tecnolgicos, Estante editora, 1992. [13] Antera Valeriana de Seabra Metalurgia Geral Metalografia, volume III, Laboratrio Nacional de Engenharia Civil, Lisboa 1985
EN 22553 Symbolic representation on drawing EN 287-1 - Qualificao de Soldadores EN 288-2 Especificaes de procedimentos de soldadura EN 288-3 Qualificao de procediemntos de soldadura EN 729-2 Requisitos da qualidade para a soldadura Requisitos da qualidade superior EN 6520-2 Classificao de imperfeies na soldadura EN 25817 Limite de defeitos para a soldadura EN 1442 Garrafas para gases de petrleo liquefeitos (GPL) de ao soldado transportvel e recarregvel Projecto e construo
___________________________________________________________________________________________________
Pgina 88 de 88
Você também pode gostar
- Trabalho de Conclusão - Curso de SoldagemDocumento19 páginasTrabalho de Conclusão - Curso de SoldagemleolouizAinda não há avaliações
- Manual SoldaduraDocumento37 páginasManual SoldaduraArmando ChainhoAinda não há avaliações
- SoldaduraDocumento14 páginasSoldaduraMarcio BinoAinda não há avaliações
- Tipos de Soldadura e Sua FinalidadeDocumento4 páginasTipos de Soldadura e Sua Finalidadesoldadores_isq201050% (2)
- Manual SoldaduraDocumento16 páginasManual SoldaduracleberlanesAinda não há avaliações
- Soldadura TIGDocumento31 páginasSoldadura TIGJohhSmithAinda não há avaliações
- Sebenta SoldaduraDocumento29 páginasSebenta SoldaduraElsa_Taborda_6139Ainda não há avaliações
- Terminologia Da Soldadura em Português EuropeuDocumento37 páginasTerminologia Da Soldadura em Português EuropeuruicairesAinda não há avaliações
- Manual Soldadura 111Documento47 páginasManual Soldadura 111sequeiradiver1Ainda não há avaliações
- (2014) NP en IsoDocumento9 páginas(2014) NP en IsoPaulo VidasinhaAinda não há avaliações
- A9R6D34Documento45 páginasA9R6D34paulomarques22Ainda não há avaliações
- SoldaduroDocumento71 páginasSoldaduroManel Das CouvesAinda não há avaliações
- Manual Maquinação IDocumento52 páginasManual Maquinação IJosé João Torres100% (1)
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 páginasSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- 2-Metais Não Ferrosos e Suas LigasDocumento63 páginas2-Metais Não Ferrosos e Suas LigasSérgio PessoaAinda não há avaliações
- Tecnologia e Propriedades Dos Materiais - Ufcd 6588 (Cor)Documento227 páginasTecnologia e Propriedades Dos Materiais - Ufcd 6588 (Cor)olpessoa100% (2)
- Industria Metalomecanica e MetalurgicaDocumento29 páginasIndustria Metalomecanica e MetalurgicaAndré GomesAinda não há avaliações
- MF0013 SERRALHARIA 1o VOLUME PDFDocumento5 páginasMF0013 SERRALHARIA 1o VOLUME PDFluisAinda não há avaliações
- MetalomecânicaDocumento15 páginasMetalomecânicaandrecarneiro11Ainda não há avaliações
- Processo de Soldadura Por Arco SubmersoDocumento78 páginasProcesso de Soldadura Por Arco Submersoandrecarneiro11Ainda não há avaliações
- Manutenção Equiipamento Electomecanico I GF 1Documento97 páginasManutenção Equiipamento Electomecanico I GF 1Octavio RamalhoAinda não há avaliações
- Soldadura Fio FluxadoDocumento56 páginasSoldadura Fio FluxadoNuno de SáAinda não há avaliações
- Manual de MecânicaDocumento162 páginasManual de MecânicaSergio Gon100% (1)
- Tcnicoa de Eletrnica Automao e Comando - ReferencialEFADocumento7 páginasTcnicoa de Eletrnica Automao e Comando - ReferencialEFAPedro PereiraAinda não há avaliações
- Manual de Formacao UFCD 1556 PDFDocumento227 páginasManual de Formacao UFCD 1556 PDFMariana CanastraAinda não há avaliações
- 0898 - Rui Castro - Novo PDFDocumento44 páginas0898 - Rui Castro - Novo PDFFilipe Alberto MagalhaesAinda não há avaliações
- ElectrotecniaIndustrial IEFPDocumento221 páginasElectrotecniaIndustrial IEFPNuno Fmlg NunesAinda não há avaliações
- Cenfim 8-Migmag MalafayaDocumento63 páginasCenfim 8-Migmag MalafayaDiogo FerreiraAinda não há avaliações
- Metrologia - Calibração - Abordagem SPQDocumento14 páginasMetrologia - Calibração - Abordagem SPQCarlos CostaAinda não há avaliações
- Tecnologia Dos MateriaisDocumento154 páginasTecnologia Dos MateriaisfabricioAinda não há avaliações
- Catálogo Estrutural - ChagasDocumento142 páginasCatálogo Estrutural - ChagasHugomvferreira86% (7)
- Apontamento - Desenho Mecanico 2S.2017 Efectivo. - 20SET-2017 PDFDocumento44 páginasApontamento - Desenho Mecanico 2S.2017 Efectivo. - 20SET-2017 PDFstélioAinda não há avaliações
- Soldadura - TestesDocumento9 páginasSoldadura - TestesFilipa RochaAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento70 páginasAula 2 Processo de FundicaoThiago O PontesAinda não há avaliações
- PowerPoint - Pemel Metalomecânica PDFDocumento22 páginasPowerPoint - Pemel Metalomecânica PDFMiguel Alexandre SerrasAinda não há avaliações
- Manual de Cabos Electricos de Baixa TensaoDocumento70 páginasManual de Cabos Electricos de Baixa TensaoJosé Luís RodriguesAinda não há avaliações
- Tecnologia de SoldaduraDocumento88 páginasTecnologia de Soldaduraana silva100% (1)
- Eletrodo RevestidoDocumento12 páginasEletrodo RevestidoFeehAinda não há avaliações
- Caldeiraria SoldagemmmmmmhDocumento120 páginasCaldeiraria SoldagemmmmmmhLucas LimaAinda não há avaliações
- MRN EI 108 - Calderaria e Soldagem Básica (Apostila)Documento49 páginasMRN EI 108 - Calderaria e Soldagem Básica (Apostila)Clayton SAinda não há avaliações
- Apostila Curso Auxiliar de SoldaDocumento244 páginasApostila Curso Auxiliar de SoldaCarlos LucasAinda não há avaliações
- Eletrodo RevestidoDocumento0 páginaEletrodo RevestidoWellington S. FrançaAinda não há avaliações
- Metavision SensorDocumento49 páginasMetavision Sensorwaro7Ainda não há avaliações
- Apostila de Arames TubularesDocumento36 páginasApostila de Arames TubularesClaudio BonzeAinda não há avaliações
- Apostila Mig - Mag e Arame Tuibular L&a Rev.2Documento47 páginasApostila Mig - Mag e Arame Tuibular L&a Rev.2eduardonadimAinda não há avaliações
- Apostila - Soldagem e Pesquisa de Defeitos - Rev - Jul06 - Maia PDFDocumento27 páginasApostila - Soldagem e Pesquisa de Defeitos - Rev - Jul06 - Maia PDFDemóstenes Moraes Olinto100% (1)
- Tecnologia de Soldagem Industria Naval e OffshoreDocumento26 páginasTecnologia de Soldagem Industria Naval e OffshoreLorena BarrosAinda não há avaliações
- Trabalho Sobre SoldagemDocumento38 páginasTrabalho Sobre SoldagemMichael LopesAinda não há avaliações
- Ponteamento PDFDocumento7 páginasPonteamento PDFAbrahão SalvadoAinda não há avaliações
- Ponteamento PDFDocumento7 páginasPonteamento PDFFábio Corrêa InspetorAinda não há avaliações
- Prova SoldagemDocumento3 páginasProva SoldagemPaulo RenatoAinda não há avaliações
- Senai Soldagem TIGDocumento29 páginasSenai Soldagem TIGFilipe SoaresAinda não há avaliações
- UNICAMP Cap 8 Soldagem RobotizadaDocumento17 páginasUNICAMP Cap 8 Soldagem Robotizadatiagorichter1767Ainda não há avaliações
- Relatório - SoldagemDocumento23 páginasRelatório - SoldagemAna Flávia BigattoAinda não há avaliações
- M1 - D4 - T1 - Soldagem A Arco Eletrodo RevestidoDocumento13 páginasM1 - D4 - T1 - Soldagem A Arco Eletrodo RevestidoCarlos LucasAinda não há avaliações
- Modulo 5 PreparadoDocumento72 páginasModulo 5 PreparadoGilberto BadeAinda não há avaliações
- Relatório de Soldagem - Defeitos de SoldaDocumento5 páginasRelatório de Soldagem - Defeitos de SoldaLorena PessanhaAinda não há avaliações
- Resumo - Prova 1Documento8 páginasResumo - Prova 1Bruno BarretoAinda não há avaliações
- 8 - Relatório Soldagem MIGDocumento13 páginas8 - Relatório Soldagem MIGAlmir SktAinda não há avaliações
- CAAJ Braganca ListaAdministradoresJudiciaisDocumento33 páginasCAAJ Braganca ListaAdministradoresJudiciaisOrlando VicenteAinda não há avaliações
- AI Hempadur 15570 Portuguese - PTDocumento2 páginasAI Hempadur 15570 Portuguese - PTOrlando VicenteAinda não há avaliações
- Noticias À Sexta (17 04 2015)Documento8 páginasNoticias À Sexta (17 04 2015)Orlando VicenteAinda não há avaliações
- 1 - 5111809014149152921.pdf - PDF 2Documento117 páginas1 - 5111809014149152921.pdf - PDF 2Orlando VicenteAinda não há avaliações
- Catalogo Acos GerdauDocumento106 páginasCatalogo Acos GerdauSkyLaserAinda não há avaliações
- DGS - Orientações Sobre Proteção Não ProfissionalDocumento5 páginasDGS - Orientações Sobre Proteção Não ProfissionalMena MelaniekleineAinda não há avaliações
- 7e870 Ant Cin BT PTDocumento3 páginas7e870 Ant Cin BT PTOrlando VicenteAinda não há avaliações
- DISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresDocumento0 páginaDISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresNilo Alberto ScheidmandelAinda não há avaliações
- Tabela Flange DinDocumento6 páginasTabela Flange DindfbuthAinda não há avaliações
- 2012 11 30 ASCP FatigueDocumento110 páginas2012 11 30 ASCP FatigueOrlando VicenteAinda não há avaliações
- Automatização Do Sistema de CDocumento19 páginasAutomatização Do Sistema de COrlando VicenteAinda não há avaliações
- 2012 11 30 ASCP FatigueDocumento10 páginas2012 11 30 ASCP Fatiguemalw777Ainda não há avaliações
- Cali Braca Ode Paqui MetrosDocumento2 páginasCali Braca Ode Paqui MetrosFabianoCRZAinda não há avaliações
- Modos de Entrada PDFDocumento78 páginasModos de Entrada PDFOrlando VicenteAinda não há avaliações
- Manual Qualidade Metalogalva PDFDocumento22 páginasManual Qualidade Metalogalva PDFOrlando VicenteAinda não há avaliações
- SECÇÃO1Documento25 páginasSECÇÃO1Orlando VicenteAinda não há avaliações
- Terminologia Da Soldadura em Português EuropeuDocumento37 páginasTerminologia Da Soldadura em Português EuropeuruicairesAinda não há avaliações
- EC3 Parte1-8 PORTO2010 TA PDFDocumento39 páginasEC3 Parte1-8 PORTO2010 TA PDFOrlando VicenteAinda não há avaliações
- FISPQ - Fumos Metalicos SoldaDocumento23 páginasFISPQ - Fumos Metalicos Soldaapi-3704990100% (4)
- Apostila Toxicologia Higiene IndustrialDocumento100 páginasApostila Toxicologia Higiene IndustrialdayeneuflaAinda não há avaliações
- Homeostase ResumoDocumento2 páginasHomeostase ResumobeatrizAinda não há avaliações
- Repara Trinca - New - LayoutDocumento2 páginasRepara Trinca - New - LayoutIgor Costa Técnico QuartzolitAinda não há avaliações
- Anemia FerroprivaDocumento19 páginasAnemia FerroprivaKeythiane AlvesAinda não há avaliações
- AULA 2 - Microbiologia Da Cárie DentáriaDocumento62 páginasAULA 2 - Microbiologia Da Cárie DentáriaDaniele CastroAinda não há avaliações
- Vantagens e Desvantagens Da Energia A BiomassaDocumento2 páginasVantagens e Desvantagens Da Energia A Biomassabruna_95Ainda não há avaliações
- Lista-01-Fenomenos de Transporte IIIDocumento2 páginasLista-01-Fenomenos de Transporte IIIflaviouft3523Ainda não há avaliações
- VERDEDocumento12 páginasVERDEGuilherme ProsperoAinda não há avaliações
- Introdução Calor e TemperaturaDocumento2 páginasIntrodução Calor e TemperaturaAndreaBarreto100% (5)
- INTROQUÍMACRODocumento11 páginasINTROQUÍMACRORafael faruqueAinda não há avaliações
- Tratamento Termico de RecozimentoDocumento5 páginasTratamento Termico de RecozimentoNosgam SilvaAinda não há avaliações
- Journal of Exact Sciences - JES Vol.18, n.1, pp.05-12 2018Documento8 páginasJournal of Exact Sciences - JES Vol.18, n.1, pp.05-12 2018Marcela FernandesAinda não há avaliações
- Portaria CVS 5, de 09 de Abril de 2013Documento9 páginasPortaria CVS 5, de 09 de Abril de 2013Play F4BAinda não há avaliações
- ErixDocumento244 páginasErixtita84Ainda não há avaliações
- TUBOSDocumento9 páginasTUBOSElias Barros de FigueiredoAinda não há avaliações
- Água Mineral - Análise de Um EmpreendimentoDocumento45 páginasÁgua Mineral - Análise de Um EmpreendimentonatosindAinda não há avaliações
- BIOLOGIA e Ciencias Atividades-ExpertDocumento430 páginasBIOLOGIA e Ciencias Atividades-ExpertNice NunesAinda não há avaliações
- Lâmina BCS 320Documento3 páginasLâmina BCS 320seemann27Ainda não há avaliações
- AnodizaçãoDocumento7 páginasAnodizaçãodéborah_rosales100% (1)
- Teoria Termoquimica PDFDocumento12 páginasTeoria Termoquimica PDFDANIELA FERNANDES DA CUNHAAinda não há avaliações
- Apostila Prof CesarDocumento7 páginasApostila Prof CesarNilson BispoAinda não há avaliações
- Bu Novamox 2x Sandoz Bu150055801Documento2 páginasBu Novamox 2x Sandoz Bu150055801Guilherme SantosAinda não há avaliações
- 5 Materiais I 2022 Tintas ImobiliariasDocumento12 páginas5 Materiais I 2022 Tintas ImobiliariasEduardo BarbosaAinda não há avaliações
- Acucar - Legislacao Portuguesa - 2003/11 - DL Nº 290 - QUALI - PTDocumento29 páginasAcucar - Legislacao Portuguesa - 2003/11 - DL Nº 290 - QUALI - PTQualiptAinda não há avaliações
- Tensão-Propriedades e Cinemática Dos FluidosDocumento27 páginasTensão-Propriedades e Cinemática Dos FluidosLéya MateusAinda não há avaliações
- Tabela Resumo - Determ. CátionsDocumento8 páginasTabela Resumo - Determ. CátionsJosé Ricardo Loiola de OliveiraAinda não há avaliações
- Desenho de Caldeiraria PeDocumento73 páginasDesenho de Caldeiraria PeOdair Dias100% (1)
- Treinamento CozinhaDocumento50 páginasTreinamento CozinhaPaulo Roberto LanfranchiAinda não há avaliações
- Captura de Tela 2023-10-25 À(s) 00.20.38Documento133 páginasCaptura de Tela 2023-10-25 À(s) 00.20.38camilaassagr7Ainda não há avaliações
- Revisão Geral EearDocumento26 páginasRevisão Geral EearEmilson MoreiraAinda não há avaliações