Você também pode gostar
- PPAP 4a Edição Processo Aprovação PeçaDocumento146 páginasPPAP 4a Edição Processo Aprovação PeçadesouzavanildoAinda não há avaliações
- Fmea 04 EDDocumento64 páginasFmea 04 EDjoseegnaldoAinda não há avaliações
- Auditoria de Processo VDA 6.3Documento73 páginasAuditoria de Processo VDA 6.3Geuza E António MarquesAinda não há avaliações
- PPAP passo a passoDocumento46 páginasPPAP passo a passodiegoAinda não há avaliações
- APQP ImplantaçãoDocumento88 páginasAPQP ImplantaçãosandroaptAinda não há avaliações
- APQP Lista PlanejamentoDocumento4 páginasAPQP Lista PlanejamentoPricila Frade100% (1)
- Revisão de PFMEA e Controle de Produto Não ConformeDocumento21 páginasRevisão de PFMEA e Controle de Produto Não ConformeVanessa Alves MoreiraAinda não há avaliações
- Certificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoNo EverandCertificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoAinda não há avaliações
- Processo Concessão Vista CópiaDocumento261 páginasProcesso Concessão Vista CópiaSérgio SilvaAinda não há avaliações
- Procedimentos auditoria escalonadaDocumento4 páginasProcedimentos auditoria escalonadaRosane Marques da RosaAinda não há avaliações
- Requisitos x Nível PPAPDocumento2 páginasRequisitos x Nível PPAPHarley Sobreiro de LimaAinda não há avaliações
- Modelo RozenfeldDocumento53 páginasModelo RozenfeldAdilson FelizardoAinda não há avaliações
- Controle de Instrumentos e Equipamentos de MedidaDocumento15 páginasControle de Instrumentos e Equipamentos de Medidacarlos140886Ainda não há avaliações
- QL-0040 - Auditor Líder em Sistema de Gestão de Ativos Rev - 04Documento2 páginasQL-0040 - Auditor Líder em Sistema de Gestão de Ativos Rev - 04Guido NabaesAinda não há avaliações
- FA-0002 - PPAP - 4ED Rev 05Documento61 páginasFA-0002 - PPAP - 4ED Rev 05Gabriel Luert TavaresAinda não há avaliações
- Fluxo produçãoDocumento4 páginasFluxo produçãoJoão Allen Machado RosolemAinda não há avaliações
- Apostila - APQPDocumento50 páginasApostila - APQPRafael Prado MoraesAinda não há avaliações
- 03-Manual de Requisitos de APQP e PPAP - Revisão02Documento44 páginas03-Manual de Requisitos de APQP e PPAP - Revisão02Clauco Tiago Seno RoqueAinda não há avaliações
- Gestão de Segurança Do ProdutoDocumento5 páginasGestão de Segurança Do ProdutoPedroAinda não há avaliações
- Análise de Modo e Efeito de Falha (FMEA) PDFDocumento6 páginasAnálise de Modo e Efeito de Falha (FMEA) PDFNino PossaniAinda não há avaliações
- FMEA GuideDocumento57 páginasFMEA Guideandrefs7Ainda não há avaliações
- Análise do Sistema de Medição R&RDocumento1 páginaAnálise do Sistema de Medição R&RCarlos VasconcelosAinda não há avaliações
- Apresentação APQP CI08122010Documento45 páginasApresentação APQP CI08122010alvaro duarte100% (1)
- MSA - Análise de Sistemas de MediçãoDocumento57 páginasMSA - Análise de Sistemas de MediçãoDIEGO GUILHERME GOMESAinda não há avaliações
- Processo de desenvolvimento de produtoDocumento1 páginaProcesso de desenvolvimento de produtoSamuel MendonçaAinda não há avaliações
- Ebook - Ppap - GratuitoDocumento20 páginasEbook - Ppap - GratuitoRogério ArantesAinda não há avaliações
- Harmonização do manual FMEA AIAG/VDADocumento5 páginasHarmonização do manual FMEA AIAG/VDANeco StanderAinda não há avaliações
- 10 tópicos que mudaram na VDA 6.3Documento3 páginas10 tópicos que mudaram na VDA 6.3segecsAinda não há avaliações
- Gestão da produção emDocumento39 páginasGestão da produção emNicolle AvilaAinda não há avaliações
- ApostilaDocumento47 páginasApostilaPaloma SantosAinda não há avaliações
- FMEA 5a Edição: Harmonização da AIAG com VDADocumento7 páginasFMEA 5a Edição: Harmonização da AIAG com VDAJennifer EvansAinda não há avaliações
- Fmea ApostilaDocumento12 páginasFmea Apostilamarcelocaiooliveira100% (1)
- GRP-PRC-QLD-002 Rev03 - Auditorias Do Sistema de GestãoDocumento9 páginasGRP-PRC-QLD-002 Rev03 - Auditorias Do Sistema de GestãoRogério ArantesAinda não há avaliações
- Global Phased PPAPDocumento40 páginasGlobal Phased PPAPDanilo PoquiniAinda não há avaliações
- Determinação de resíduo por incineraçãoDocumento12 páginasDeterminação de resíduo por incineraçãoCamille BakerAinda não há avaliações
- Manual Qualidade Fornecedores MAXIONDocumento28 páginasManual Qualidade Fornecedores MAXIONCarlos MinguiniAinda não há avaliações
- Manual de Operação Do Módulo PPAP 4 Versão QS 9000 PDFDocumento79 páginasManual de Operação Do Módulo PPAP 4 Versão QS 9000 PDFMrLanternAinda não há avaliações
- MRP - Planejamento de necessidades de materiaisDocumento24 páginasMRP - Planejamento de necessidades de materiaisRafael AssunçãoAinda não há avaliações
- APQPDocumento149 páginasAPQPflavioprado1Ainda não há avaliações
- Cronoanálise de processos industriais em torno mecânicoDocumento5 páginasCronoanálise de processos industriais em torno mecânicoDouglas EscoutoAinda não há avaliações
- Capítulo 1 - Gestão Da Qualidade ISO 9001-2000Documento77 páginasCapítulo 1 - Gestão Da Qualidade ISO 9001-2000Alexandre Guandalini BossaAinda não há avaliações
- CEP Aulas Método AvaliaçãoDocumento115 páginasCEP Aulas Método AvaliaçãoFabí HaskelAinda não há avaliações
- IATF 16949 FAQDocumento20 páginasIATF 16949 FAQSandra Paula Santos100% (2)
- MSA Análise de Sistemas de MediçãoDocumento58 páginasMSA Análise de Sistemas de MediçãoPera PereiraAinda não há avaliações
- FGQ-496 - Cronograma de Auditoria Escalonada Rev04Documento9 páginasFGQ-496 - Cronograma de Auditoria Escalonada Rev04sophia com vocêsAinda não há avaliações
- Gestão da produção: conceitos e ferramentas essenciaisDocumento24 páginasGestão da produção: conceitos e ferramentas essenciaisJulia Santana PiresAinda não há avaliações
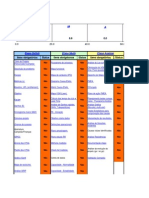
- Rastreabilidade do Sistema ERP LOGIXDocumento42 páginasRastreabilidade do Sistema ERP LOGIXAlex Mota100% (1)
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
- Critérios para acreditação de organismos de inspeção em infraestruturaDocumento16 páginasCritérios para acreditação de organismos de inspeção em infraestruturaxese100% (1)
- Core ToolsDocumento137 páginasCore Toolscelia jesusAinda não há avaliações
- Melhoria de Processo DMAICDocumento37 páginasMelhoria de Processo DMAICGiovani DiasAinda não há avaliações
- Curso APQP Gestão QualidadeDocumento37 páginasCurso APQP Gestão QualidadesandroaptAinda não há avaliações
- Etiqueta Padrao 3M - RecebimentoDocumento1 páginaEtiqueta Padrao 3M - RecebimentoTutu GuriAinda não há avaliações
- Exemplo - Declaração de Capacitação para ElétricaDocumento1 páginaExemplo - Declaração de Capacitação para ElétricaTutu GuriAinda não há avaliações
- Exemplo Termo SubcontrataçãoDocumento1 páginaExemplo Termo SubcontrataçãoTutu GuriAinda não há avaliações
- Aplicação PDCADocumento85 páginasAplicação PDCAvc_vieiraAinda não há avaliações
- Exemplo - Declaração de Capacitação para ElétricaDocumento1 páginaExemplo - Declaração de Capacitação para ElétricaTutu GuriAinda não há avaliações
- Ts 5Documento43 páginasTs 5Tutu GuriAinda não há avaliações
- Exemplo - Declaração de Capacitação para ElétricaDocumento1 páginaExemplo - Declaração de Capacitação para ElétricaTutu GuriAinda não há avaliações
- Protocolo Mensal 3MDocumento1 páginaProtocolo Mensal 3MTutu GuriAinda não há avaliações
- Requisitos LegaisDocumento1 páginaRequisitos LegaisTutu GuriAinda não há avaliações
- Exemplo Termo SubcontrataçãoDocumento1 páginaExemplo Termo SubcontrataçãoTutu GuriAinda não há avaliações
- Funções DiferenciadasDocumento2 páginasFunções DiferenciadasTutu GuriAinda não há avaliações
- Acordo Confidencialidade 3MDocumento4 páginasAcordo Confidencialidade 3MTutu GuriAinda não há avaliações
- 6sigma 4Documento63 páginas6sigma 4Tutu GuriAinda não há avaliações
- Ts 4Documento57 páginasTs 4Tutu GuriAinda não há avaliações
- Auditoria Processo Manufatura VDA 6.3Documento73 páginasAuditoria Processo Manufatura VDA 6.3Tutu GuriAinda não há avaliações
- AlmoDocumento106 páginasAlmodfjuniorAinda não há avaliações
- MSA5Documento35 páginasMSA5Tutu GuriAinda não há avaliações
- Ciro RosaDocumento80 páginasCiro RosaTutu GuriAinda não há avaliações
- CIPA Mod1Documento28 páginasCIPA Mod1Tutu GuriAinda não há avaliações
- Cepmod5 PDFDocumento34 páginasCepmod5 PDFTutu GuriAinda não há avaliações
- CEPMOD1Documento28 páginasCEPMOD1pablogermanoAinda não há avaliações
- RNC 03Documento13 páginasRNC 03Pedro AugustoAinda não há avaliações
- Cepmod 3Documento22 páginasCepmod 3Tutu GuriAinda não há avaliações
- Auditoria Iso14001 Modulo7Documento20 páginasAuditoria Iso14001 Modulo7Tutu GuriAinda não há avaliações
- Apresentacao Do VDA 6 3 PDFDocumento35 páginasApresentacao Do VDA 6 3 PDFTutu GuriAinda não há avaliações
- Cepmod 4Documento28 páginasCepmod 4Tutu GuriAinda não há avaliações
- APQP4Documento26 páginasAPQP4Tutu GuriAinda não há avaliações
- CIPA Mod1Documento28 páginasCIPA Mod1Tutu GuriAinda não há avaliações
- CEPMOD1Documento28 páginasCEPMOD1pablogermanoAinda não há avaliações
- Cifra Club - Preto No Branco - Os Sonhos de DeusDocumento1 páginaCifra Club - Preto No Branco - Os Sonhos de Deusmazinho2008Ainda não há avaliações
- Aula 1 - Os Santos Que Construíram o OcidenteDocumento9 páginasAula 1 - Os Santos Que Construíram o OcidenteGamer Gui Varzea PaulistaAinda não há avaliações
- Ai! Que Saudades Da Amélia - BB PDFDocumento2 páginasAi! Que Saudades Da Amélia - BB PDFPablo PáduaAinda não há avaliações
- NF BaependiDocumento1 páginaNF BaependiRaphael TavaresAinda não há avaliações
- Atividade de português sobre sinônimos, antônimos e uso de porquêsDocumento3 páginasAtividade de português sobre sinônimos, antônimos e uso de porquêsshandler goncalvesAinda não há avaliações
- Ética e Ciência: reflexões sobre o pensar científicoDocumento62 páginasÉtica e Ciência: reflexões sobre o pensar científicoMarcosCamargoAinda não há avaliações
- GafisaDocumento2 páginasGafisaVitória FernandesAinda não há avaliações
- Preservacao Do Patrimonio Arquitetonico PDFDocumento22 páginasPreservacao Do Patrimonio Arquitetonico PDFMaysa AntunesAinda não há avaliações
- Concreto 44 PDFDocumento132 páginasConcreto 44 PDFSophieQueenyAinda não há avaliações
- A Diferença Entre A Bíblia Católica e A ProtestanteDocumento2 páginasA Diferença Entre A Bíblia Católica e A ProtestanteJanaina GentilAinda não há avaliações
- Inaugurada A Estrada de Marrere Na Cidade de Nampula - Wamphula FaxDocumento7 páginasInaugurada A Estrada de Marrere Na Cidade de Nampula - Wamphula FaxAtumane momade BraimoAinda não há avaliações
- JP IdenirDocumento1 páginaJP Idenirdebora oliveiraAinda não há avaliações
- Nicodemos Araújo - Cronologia de Bela Cruz (1990)Documento143 páginasNicodemos Araújo - Cronologia de Bela Cruz (1990)Rosi FreitasAinda não há avaliações
- As organizações vistas como máquinasDocumento5 páginasAs organizações vistas como máquinascassiAinda não há avaliações
- Alfredo Rocco e As Origens Do FascismoDocumento3 páginasAlfredo Rocco e As Origens Do FascismoCleo Soares100% (1)
- Fichamento Sobre o Livro Padrões de Manipulação Na Grande ImprensaDocumento4 páginasFichamento Sobre o Livro Padrões de Manipulação Na Grande ImprensaGuilherme Lazaro MendesAinda não há avaliações
- Bader Sawaia - ComunidadeDocumento11 páginasBader Sawaia - ComunidadeFabiane100% (1)
- Arqueoastronomia BrasileiraDocumento15 páginasArqueoastronomia BrasileiraHelaine Barroso Dos ReisAinda não há avaliações
- Pesquisa de Clima OrganizacionalDocumento4 páginasPesquisa de Clima OrganizacionalPriscillaFabiani100% (1)
- Resumo Obra Sexta FeiraDocumento3 páginasResumo Obra Sexta FeiraFilipa BatistaAinda não há avaliações
- Iptu - Hilario Marco 2024Documento1 páginaIptu - Hilario Marco 2024fabioanascimento.argentinaAinda não há avaliações
- O Pastor para Esse Tempo (Efésios 4.11-16)Documento9 páginasO Pastor para Esse Tempo (Efésios 4.11-16)JoelAinda não há avaliações
- Paulo No Caminho de Damasco PDFDocumento297 páginasPaulo No Caminho de Damasco PDFIsteferson Rosa de Melo100% (2)
- As Imagens Do Outro Sobre A Cultura Surda - Parte IDocumento30 páginasAs Imagens Do Outro Sobre A Cultura Surda - Parte ISamila MedeirosAinda não há avaliações
- Trabalho KriegsspielDocumento12 páginasTrabalho KriegsspielMister XreAinda não há avaliações
- Trecho Do Livro Historia Do Brasil de Boris FaustoDocumento1 páginaTrecho Do Livro Historia Do Brasil de Boris FaustoRenato Gonçalves dos SantosAinda não há avaliações
- Form 38 Check List CaminhãoDocumento2 páginasForm 38 Check List CaminhãoWilliamAinda não há avaliações
- Controle de Pragas MIP-CI-CQDocumento1 páginaControle de Pragas MIP-CI-CQKalil R. LeiteAinda não há avaliações
- Rito de Memphis-Misraim: a união de dois ritos maçônicos esotéricosDocumento1 páginaRito de Memphis-Misraim: a união de dois ritos maçônicos esotéricosRenato AraújoAinda não há avaliações
- Tarot 03 Arcanos MaioresDocumento158 páginasTarot 03 Arcanos MaioresRodrigo Pereira Fernandes90% (10)