Você também pode gostar
- Aula - FofoCinzentoDocumento65 páginasAula - FofoCinzentoIsaque CarvalhoAinda não há avaliações
- Ferro FundidoDocumento64 páginasFerro FundidoDemóstenes Vaz de OliveiraAinda não há avaliações
- Ligas GG e GGGDocumento7 páginasLigas GG e GGGformadorAinda não há avaliações
- Trabalhosobreferrofundidocinzento 230217185617 93cd375cDocumento20 páginasTrabalhosobreferrofundidocinzento 230217185617 93cd375cCleveston MoraisAinda não há avaliações
- 5 - Aços e Ferros FundidosDocumento23 páginas5 - Aços e Ferros FundidosJuliana OliveiraAinda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Ferro Fundido ApresentaçãoDocumento15 páginasFerro Fundido ApresentaçãoJairo PiranAinda não há avaliações
- Tecnologia Dos Materiais Aula 7: Prof. Jean PinhoDocumento41 páginasTecnologia Dos Materiais Aula 7: Prof. Jean PinhoLuiz Felipe Rugeri KurtzAinda não há avaliações
- Resumo Sobre Os AçoDocumento7 páginasResumo Sobre Os AçoGabriel ZancanellaAinda não há avaliações
- Etanhagem e Forja REFDocumento10 páginasEtanhagem e Forja REFLirry matsinhe50% (2)
- Materiais para Construção MecânicaDocumento23 páginasMateriais para Construção MecânicaLuis Filipe Barbosa de OliveiraAinda não há avaliações
- Aula MetaisDocumento33 páginasAula MetaisRenanAinda não há avaliações
- Tma 005Documento4 páginasTma 005Arlan FNAinda não há avaliações
- Aula 10 - Ferros FundidosDocumento40 páginasAula 10 - Ferros FundidosCarlos FrancioniAinda não há avaliações
- Aço RápidoDocumento20 páginasAço RápidoleandrinhuuhhAinda não há avaliações
- Ferro FundidoDocumento15 páginasFerro FundidoRudney Bonin HerkenhoffAinda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- 04.3.CTM-Metais III-Ferro FundidoDocumento18 páginas04.3.CTM-Metais III-Ferro FundidoMiguel QueirosAinda não há avaliações
- Questionário Sobre Alto Forno e Ligas MetálicasDocumento5 páginasQuestionário Sobre Alto Forno e Ligas MetálicasFabricio CamposAinda não há avaliações
- 30052019135245aula 5 - Ligas MetálicasDocumento63 páginas30052019135245aula 5 - Ligas MetálicasTúlioAndréPaivaAinda não há avaliações
- Aula Aços InoxDocumento33 páginasAula Aços InoxRobson Guimarães do ValleAinda não há avaliações
- Introdução A Elementos Metálicos - ResumoDocumento10 páginasIntrodução A Elementos Metálicos - ResumoCaio KuribayashiAinda não há avaliações
- 6 - Ferro FundidoDocumento34 páginas6 - Ferro Fundidojaelson silvaAinda não há avaliações
- Elementos de Liga No AçoDocumento25 páginasElementos de Liga No AçoRicardo AjonasAinda não há avaliações
- Tecnologia Mecânica para o Curso de TorneirosDocumento93 páginasTecnologia Mecânica para o Curso de TorneirosFructum EmpresaAinda não há avaliações
- 05-Aplicações e Processamento de Ligas Metalicas PDFDocumento121 páginas05-Aplicações e Processamento de Ligas Metalicas PDFWeniton OliveiraAinda não há avaliações
- Aula 11 Ligas Met LicasDocumento47 páginasAula 11 Ligas Met LicasAndre DantasAinda não há avaliações
- Ferro Fundido2Documento17 páginasFerro Fundido2Anderson SantosAinda não há avaliações
- ACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVDocumento18 páginasACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVdaniel3lAinda não há avaliações
- Ferramentas de Corte ApostilaDocumento23 páginasFerramentas de Corte ApostilaGustavo GTOAinda não há avaliações
- Ferro FundidoDocumento19 páginasFerro FundidoPriscila MonteiroAinda não há avaliações
- Aula 1 - Metálicos Ferrosos - Aços e FoFosDocumento29 páginasAula 1 - Metálicos Ferrosos - Aços e FoFosJnttzAinda não há avaliações
- Tecnologia Dos Materiais Ii - ResumoDocumento2 páginasTecnologia Dos Materiais Ii - ResumoNayara MeloAinda não há avaliações
- Revisão Bibliográfica - Ferros FundidosDocumento13 páginasRevisão Bibliográfica - Ferros FundidosLuciano MarcelAinda não há avaliações
- Trabalho Ferros FundidosDocumento9 páginasTrabalho Ferros FundidosVictor Sampaio UFPIAinda não há avaliações
- Aços e Ferros FundidosDocumento26 páginasAços e Ferros FundidosSamuel SilveiraAinda não há avaliações
- MCM 023 ProvaDocumento1 páginaMCM 023 ProvaGustavo BritoAinda não há avaliações
- IntroduçãoDocumento43 páginasIntroduçãofagner ribeiroAinda não há avaliações
- Lista de Ciências Dos Materiais - P3 PDFDocumento12 páginasLista de Ciências Dos Materiais - P3 PDFBetania RibeiroAinda não há avaliações
- Aços Inox FerriticosDocumento71 páginasAços Inox FerriticosSandro CarvalhoAinda não há avaliações
- Luiz Claudio 2FT Pesquisa Sobre Tipos de Aços Critérios Utilizados para Classificação Dos Aços: ADocumento24 páginasLuiz Claudio 2FT Pesquisa Sobre Tipos de Aços Critérios Utilizados para Classificação Dos Aços: AVitor hugo Ferreira mazarottoAinda não há avaliações
- Processos Produção de Aço e de FerroDocumento52 páginasProcessos Produção de Aço e de FerroMarcelo Lima100% (1)
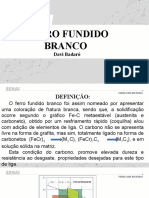
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Ferro Fundido BrancoDocumento49 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Materia IsDocumento52 páginasMateria IsAndré BoldriniAinda não há avaliações
- Conceito de Siderurgia e AçoDocumento9 páginasConceito de Siderurgia e AçoJean Marcos Oliveira SilvaAinda não há avaliações
- Características e Propriesdades Do Ferro Fundido, Aço Carbono, Aço Inoxidável e AlumínioDocumento15 páginasCaracterísticas e Propriesdades Do Ferro Fundido, Aço Carbono, Aço Inoxidável e AlumínioKathellyn Aline Inácio50% (2)
- Rodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosDocumento16 páginasRodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosVitor hugo Ferreira mazarottoAinda não há avaliações
- LISTA 6 - Metalurgia Das Ligas FerrosasDocumento10 páginasLISTA 6 - Metalurgia Das Ligas FerrosasJoão PauloAinda não há avaliações
- 2 - Classificações para AçosDocumento19 páginas2 - Classificações para AçosguilhermeAinda não há avaliações
- Cast Metals Handbook TraduçãoDocumento18 páginasCast Metals Handbook TraduçãoRafael de PaulaAinda não há avaliações
- Exercícios Metais FerrososDocumento2 páginasExercícios Metais FerrososVagner Rodrigues Dos Santos100% (1)
- DISCIPLINA EL. MAQUINAS - Materiais Metálicos Ferrosos e Não FerrososDocumento48 páginasDISCIPLINA EL. MAQUINAS - Materiais Metálicos Ferrosos e Não FerrososCésar Augusto Gaioso100% (1)
- Efeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasDocumento16 páginasEfeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasLeandro Dilkin ConsulAinda não há avaliações
- Ligas Metalicas Ferrosas - AçoDocumento53 páginasLigas Metalicas Ferrosas - AçoJoão Diego Feitosa100% (1)
- CTM FerrososDocumento23 páginasCTM FerrosospereiramcfAinda não há avaliações
- Apostila de Materias Metalicos - Saint GobainDocumento26 páginasApostila de Materias Metalicos - Saint GobainAlanAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Aplicações Regras de DerivaçãoDocumento4 páginasAplicações Regras de DerivaçãoGuilherme PagatiniAinda não há avaliações
- Resumo para Prova 3 - PneumáticaDocumento2 páginasResumo para Prova 3 - PneumáticaGuilherme PagatiniAinda não há avaliações
- Canais e Massalotes 1Documento21 páginasCanais e Massalotes 1Jerson PassigAinda não há avaliações
- A Hazard Analysis For A Generic Insulin Infusion PumpDocumento1 páginaA Hazard Analysis For A Generic Insulin Infusion PumpGuilherme PagatiniAinda não há avaliações
- NBR 06656 1992 Chapas de Aço Acalmado Com CaracterísticaDocumento3 páginasNBR 06656 1992 Chapas de Aço Acalmado Com CaracterísticaRoberto JannyAinda não há avaliações
- Tecnicas de Medicao de VazaoDocumento6 páginasTecnicas de Medicao de VazaoGuilherme PagatiniAinda não há avaliações
- 2 Avaliação - Tarifas de EnergiaDocumento2 páginas2 Avaliação - Tarifas de EnergiaGuilherme PagatiniAinda não há avaliações
- AUTO234d 2013 Elementos PneumáticosDocumento31 páginasAUTO234d 2013 Elementos PneumáticosGuilherme PagatiniAinda não há avaliações
- Est AmpDocumento110 páginasEst AmpDenilson AfonsoAinda não há avaliações
- DissertacaoDocumento144 páginasDissertacaoGuilherme PagatiniAinda não há avaliações
- Canais e Massalotes 1Documento21 páginasCanais e Massalotes 1Jerson PassigAinda não há avaliações
- Efeito EstufaDocumento2 páginasEfeito EstufaGuilherme PagatiniAinda não há avaliações
- SOLDAGEM - PROCESSOS E METALURGIA (Emílio Wainer, Sérgio Brandi e Fábio Décourt Homem de Mello) PDFDocumento506 páginasSOLDAGEM - PROCESSOS E METALURGIA (Emílio Wainer, Sérgio Brandi e Fábio Décourt Homem de Mello) PDFMacdonald Emmanuel33% (3)
- 02av Fadiga PDFDocumento35 páginas02av Fadiga PDFGuilherme PagatiniAinda não há avaliações
- VICENTE CHIAVERINiDocumento205 páginasVICENTE CHIAVERINiVinícius CôrtesAinda não há avaliações
- NBR 11375 PB 1447 - Tambor para Cabo de Aco PDFDocumento4 páginasNBR 11375 PB 1447 - Tambor para Cabo de Aco PDFMateus100% (2)
- Trabalho CTM - Discos de Freios Com NióbioDocumento8 páginasTrabalho CTM - Discos de Freios Com NióbioAlvaro GaliottiAinda não há avaliações
- Manual Tecnico OmegaDocumento28 páginasManual Tecnico OmegaWine SantosAinda não há avaliações
- AberturaDocumento65 páginasAberturaGliciel RodrigoAinda não há avaliações
- Apostila de Tecnologia MecânicaDocumento44 páginasApostila de Tecnologia MecânicaLeonardo Tizatto WeinfurterAinda não há avaliações
- Tecnicas de Alimentação de Ferros Fundidos COLFUN 2012Documento27 páginasTecnicas de Alimentação de Ferros Fundidos COLFUN 2012Eduardo CantarellaAinda não há avaliações
- Relatório de Tratamento TérmicoDocumento9 páginasRelatório de Tratamento TérmicoLuan VitorAinda não há avaliações
- Peso Filtro Cesto PDFDocumento2 páginasPeso Filtro Cesto PDFGiancarlo PrecisoAinda não há avaliações
- Anexo II - Projetos de Seguranca e Combate A IncendioDocumento14 páginasAnexo II - Projetos de Seguranca e Combate A IncendioEronilson Penha100% (1)
- Plano de Ensino - Materiais de Constr Mecanica PDFDocumento2 páginasPlano de Ensino - Materiais de Constr Mecanica PDFpabusaoAinda não há avaliações
- Diagrama Ferro CarbonoDocumento3 páginasDiagrama Ferro CarbonoCamilla Souza MenezesAinda não há avaliações
- FT JdtaDocumento2 páginasFT JdtaAugusto.FilhoAinda não há avaliações
- Materiais Metálicos e Não MetálicosDocumento54 páginasMateriais Metálicos e Não Metálicoslrprete100% (1)
- Factores Que Afetam Na Escola Do Rebolo Da NORTON COMPANYDocumento2 páginasFactores Que Afetam Na Escola Do Rebolo Da NORTON COMPANYArnaldoAinda não há avaliações
- Aula 6 AdutoraDocumento61 páginasAula 6 AdutoraLuiz BeckerAinda não há avaliações
- Prática 2 - Micrografia de Ligas FerrosasDocumento22 páginasPrática 2 - Micrografia de Ligas FerrosasArthur Gustavo BuenoAinda não há avaliações
- Revisão BibliográficaDocumento5 páginasRevisão BibliográficaMaurício PiresAinda não há avaliações
- Tabelas HandbookDocumento2 páginasTabelas HandbookTecnologiaemCADAinda não há avaliações
- 10 - 6 - QUESTIONARIO AT e CT Com Gabarito - (21-09-2021)Documento40 páginas10 - 6 - QUESTIONARIO AT e CT Com Gabarito - (21-09-2021)Antonio CarlosAinda não há avaliações
- Catalogo AntidesgasteDocumento12 páginasCatalogo Antidesgastealiel34Ainda não há avaliações
- Balmer Soldagem de Ferro FundidoDocumento5 páginasBalmer Soldagem de Ferro FundidoDiogo ZeniAinda não há avaliações
- Atps Materiais 3Documento47 páginasAtps Materiais 3Claudia Ester Duarte de SouzaAinda não há avaliações
- FoFo MaleávelDocumento21 páginasFoFo MaleávelVictor SilvaAinda não há avaliações
- Disco Freio Aspectos Historicos Tecnologicos Setor AutomotivoDocumento11 páginasDisco Freio Aspectos Historicos Tecnologicos Setor AutomotivoMarcos Augusto Toassa FontealbaAinda não há avaliações
- NTS 063 (Válvula Gaveta Cunha Metálica)Documento14 páginasNTS 063 (Válvula Gaveta Cunha Metálica)Paulo QuiodetoAinda não há avaliações
- Questões SimuladoDocumento7 páginasQuestões Simuladoilledrat100% (2)
- Caldeiraria Industrial IDocumento174 páginasCaldeiraria Industrial IANDERSON LIMA DA SILVA0% (1)
- Noções Básicas de Fundição PDFDocumento50 páginasNoções Básicas de Fundição PDFosmar.portela8926Ainda não há avaliações
- 21 - Inspecao e Avaliacao de Ponte MetalicaDocumento17 páginas21 - Inspecao e Avaliacao de Ponte MetalicacristianoAinda não há avaliações
- Catalogo MaquinasDocumento52 páginasCatalogo MaquinasJoao DinizAinda não há avaliações