Você também pode gostar
- FundicaoDocumento25 páginasFundicaoFernando AlbertoAinda não há avaliações
- FundiçãoDocumento20 páginasFundiçãoeliseuhenrique100% (1)
- Trabalho de Materiais II.Documento17 páginasTrabalho de Materiais II.Juliano Mateus Dos SantosAinda não há avaliações
- 1 Lista Fundição IIDocumento5 páginas1 Lista Fundição IIAndré Luis Moreira MoraisAinda não há avaliações
- Ensaio Pela Analise de CentelhasDocumento15 páginasEnsaio Pela Analise de CentelhasAtanaildo CamposAinda não há avaliações
- Ferros FundidosDocumento12 páginasFerros FundidosJean Paulo SalvatiAinda não há avaliações
- Trabalhosobreferrofundidocinzento 230217185617 93cd375cDocumento20 páginasTrabalhosobreferrofundidocinzento 230217185617 93cd375cCleveston MoraisAinda não há avaliações
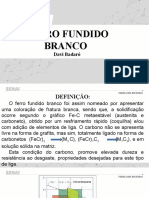
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Ferro Fundido BrancoDocumento49 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- CristalizaçãoDocumento16 páginasCristalizaçãoJoseana PossidonioAinda não há avaliações
- Metalurgia ExtrativaDocumento5 páginasMetalurgia ExtrativawmpoubelAinda não há avaliações
- Ferro FundidoDocumento25 páginasFerro Fundidogislayne1484Ainda não há avaliações
- 2 Lista de Exercício (2VA)Documento3 páginas2 Lista de Exercício (2VA)Santos AXAinda não há avaliações
- Drosses em Ferro Fundido NodularDocumento14 páginasDrosses em Ferro Fundido NodularAnderson Morais100% (2)
- FundicDocumento42 páginasFundicAlexandre GoulartAinda não há avaliações
- Soldagem e FundiçãoDocumento108 páginasSoldagem e FundiçãoCarol SolAinda não há avaliações
- 6 - Ferro FundidoDocumento34 páginas6 - Ferro Fundidojaelson silvaAinda não há avaliações
- Sociedade Educacional de Santa Catarina - 4Documento39 páginasSociedade Educacional de Santa Catarina - 4guilhermeAinda não há avaliações
- Microsoft Word - Smith Cap8 Ferros FundidosDocumento45 páginasMicrosoft Word - Smith Cap8 Ferros Fundidosberingela100% (6)
- Defeitos de Fundição PDFDocumento15 páginasDefeitos de Fundição PDFMarcelo ViníciusAinda não há avaliações
- FundiçãoDocumento14 páginasFundiçãoJoão LucasAinda não há avaliações
- Ligas GG e GGGDocumento7 páginasLigas GG e GGGformadorAinda não há avaliações
- LISTA 6 - Metalurgia Das Ligas FerrosasDocumento10 páginasLISTA 6 - Metalurgia Das Ligas FerrosasJoão PauloAinda não há avaliações
- 26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoDocumento22 páginas26.09 11h45 Efeito Do Sistema de Canais Na Geração de Defeitos de Fundição R FuocoJoão ViniciusAinda não há avaliações
- Ferros Fundidos Nodulares PerlíticosDocumento14 páginasFerros Fundidos Nodulares Perlíticosrao_ambrosioAinda não há avaliações
- 1 Aula - A) - Alimentação DimensionamentoDocumento37 páginas1 Aula - A) - Alimentação DimensionamentopereiramouranelsonAinda não há avaliações
- Trabalho de MateriaisDocumento7 páginasTrabalho de MateriaisSuelen WillersAinda não há avaliações
- ConcreteMicrostructurePropertiesandMaterials 201 300 PDFDocumento100 páginasConcreteMicrostructurePropertiesandMaterials 201 300 PDFBeatriz NevesAinda não há avaliações
- SM - Materiais MecânicosDocumento34 páginasSM - Materiais MecânicosCharles CruzAinda não há avaliações
- Rechupe Ou Marcas de ChupagemDocumento6 páginasRechupe Ou Marcas de ChupagemAquiles OliverAinda não há avaliações
- Efeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasDocumento16 páginasEfeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasLeandro Dilkin ConsulAinda não há avaliações
- Revisão Bibliográfica - Ferros FundidosDocumento13 páginasRevisão Bibliográfica - Ferros FundidosLuciano MarcelAinda não há avaliações
- Apostila de FundiçãoDocumento15 páginasApostila de FundiçãoDouglas PóvoasAinda não há avaliações
- Processos de Fundição e SinterizaçãoDocumento30 páginasProcessos de Fundição e SinterizaçãoDavidson Soares da CostaAinda não há avaliações
- NASSAU Ferros Fundidos - Propriedades e Tratamentos TérmicosDocumento35 páginasNASSAU Ferros Fundidos - Propriedades e Tratamentos TérmicosBruno GuedesAinda não há avaliações
- NBR 7480 Aços para Construção CivilDocumento14 páginasNBR 7480 Aços para Construção CivilengnickelAinda não há avaliações
- Processos Metalúrgicos de Conformação - Fernando Penteado - BomDocumento27 páginasProcessos Metalúrgicos de Conformação - Fernando Penteado - BomsidneizAinda não há avaliações
- Slides de Aula - Ferros FundidosDocumento48 páginasSlides de Aula - Ferros FundidosPEDRO HENRIQUE FERREIRA ALVESAinda não há avaliações
- Aula 8 - Ferros FundidosDocumento37 páginasAula 8 - Ferros FundidosBreno DellaAinda não há avaliações
- Exec. Diagrama de FasesDocumento18 páginasExec. Diagrama de FasesGuilherme Dos Santos Moreira0% (1)
- Tecnologia de MateriaisDocumento40 páginasTecnologia de MateriaisWalney Machado Franco100% (1)
- BainitaDocumento24 páginasBainitaMarlon BombiAinda não há avaliações
- Aula Fundição SENAI 1Documento48 páginasAula Fundição SENAI 1thiago48100% (5)
- Material eDocumento14 páginasMaterial eTanya WhiteAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- ACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVDocumento18 páginasACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVdaniel3lAinda não há avaliações
- Metalurgia de Soldagem - OKDocumento24 páginasMetalurgia de Soldagem - OKcunharufinoluizAinda não há avaliações
- Fofos CCarga Norma DefeitosDocumento41 páginasFofos CCarga Norma DefeitosGuilherme PagatiniAinda não há avaliações
- Fabricação Dos Latões FundidosDocumento22 páginasFabricação Dos Latões FundidosMatheus LopesAinda não há avaliações
- Processo de Fabricação Por MetalurgiaDocumento74 páginasProcesso de Fabricação Por MetalurgialndpiAinda não há avaliações
- Precipitação Sigma Inox 316Documento10 páginasPrecipitação Sigma Inox 316Lucas Alexandre MoraisAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Do Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoDocumento424 páginasDo Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoJosé de Mello JuniorAinda não há avaliações
- Lista de Exercícios - N2Documento11 páginasLista de Exercícios - N2Jackson RochaAinda não há avaliações
- 1 - Frequências de Fibonacci - Como Curar Seus Chakras Com A Música - Guia Da AlmaDocumento12 páginas1 - Frequências de Fibonacci - Como Curar Seus Chakras Com A Música - Guia Da AlmaLuana NatanAinda não há avaliações
- Aula - Termodinâmica PDFDocumento103 páginasAula - Termodinâmica PDFNayara Aires0% (1)
- Definição, Medição e Transmissão de PressãoDocumento55 páginasDefinição, Medição e Transmissão de PressãoVisitanteAinda não há avaliações
- Lista de Exercicios Da Disciplina de Comunicação Óptica.Documento2 páginasLista de Exercicios Da Disciplina de Comunicação Óptica.Maitsudá MatosAinda não há avaliações
- Apostila de Terapia ManualDocumento109 páginasApostila de Terapia Manual5725434391% (32)
- ExRes EDODocumento13 páginasExRes EDOMarxVladimirAinda não há avaliações
- Máquinas Termicas - Ciclo Rankine EESDocumento9 páginasMáquinas Termicas - Ciclo Rankine EESzion_buddha1253Ainda não há avaliações
- Capítulo 7 Bucha de PassagemDocumento11 páginasCapítulo 7 Bucha de PassagemReniery Almeida ChagasAinda não há avaliações
- Desenhando Uma Perspectiva IsometricaDocumento18 páginasDesenhando Uma Perspectiva IsometricaRejane_peAinda não há avaliações
- AP3 ResoluçãoDocumento20 páginasAP3 ResoluçãoVíctor André MacandzaAinda não há avaliações
- MODULO 11 - EletrotermofototerapiaDocumento108 páginasMODULO 11 - EletrotermofototerapiaMarina PaulaAinda não há avaliações
- Lista - Equações Diferenciais - ANPECDocumento2 páginasLista - Equações Diferenciais - ANPECDaniel MendonçaAinda não há avaliações
- Catia V4 BásicoDocumento212 páginasCatia V4 BásicosmaferreAinda não há avaliações
- Trabalho Arquitetura - CCTV, ChinaDocumento14 páginasTrabalho Arquitetura - CCTV, ChinahmsprisAinda não há avaliações
- A Guerra Dos Anjos Dominio Espiritual PDFDocumento640 páginasA Guerra Dos Anjos Dominio Espiritual PDFDorian Grey100% (1)
- Momento ElétricoDocumento20 páginasMomento ElétricoGian CorreiaAinda não há avaliações
- Resistência Elétrica IDocumento4 páginasResistência Elétrica IJeferson Albino FleckAinda não há avaliações
- Psicologia Da Evolução Possível Ao HomemDocumento2 páginasPsicologia Da Evolução Possível Ao HomemJuliana Fabiani50% (2)
- Membrana Plasmática e Permeabilidade Da MembranaDocumento13 páginasMembrana Plasmática e Permeabilidade Da MembranaDaiane FreitasAinda não há avaliações
- Especificação Técnica Do Produto Balde 10 Litros 18-07-14 Rev 04Documento3 páginasEspecificação Técnica Do Produto Balde 10 Litros 18-07-14 Rev 04hmp90Ainda não há avaliações
- Obf 2013Documento4 páginasObf 2013Matheus VenancioAinda não há avaliações
- Inversor de Frequência - Roteiro de LaboratórioDocumento32 páginasInversor de Frequência - Roteiro de LaboratórioHelder CaldasAinda não há avaliações
- Slides Resumo Maquinas EletricasDocumento42 páginasSlides Resumo Maquinas Eletricasvitor4santos_6Ainda não há avaliações
- Aula 3 - Areias para Fundição em Moldes PerdidosDocumento28 páginasAula 3 - Areias para Fundição em Moldes PerdidosHalinson CamposAinda não há avaliações
- Preparação de SoluçõesDocumento10 páginasPreparação de SoluçõesChadrekzy January PungosAinda não há avaliações
- Sirius ContatoresDocumento188 páginasSirius ContatoresRogério FreitasAinda não há avaliações
- Teste Ciencias 8ºanoDocumento7 páginasTeste Ciencias 8ºanoejardim297288% (16)